- Восстановление деталей давлением

Содержание
- 2. Восстановление деталей давлением ПРОЦЕССЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ДАВЛЕНИЕМ ОСНОВАНЫ НА ИСПОЛЬЗОВАНИИ ПЛАСТИЧНОСТИ МЕТАЛЛОВ, Т. Е. ИХ СПОСОБНОСТИ
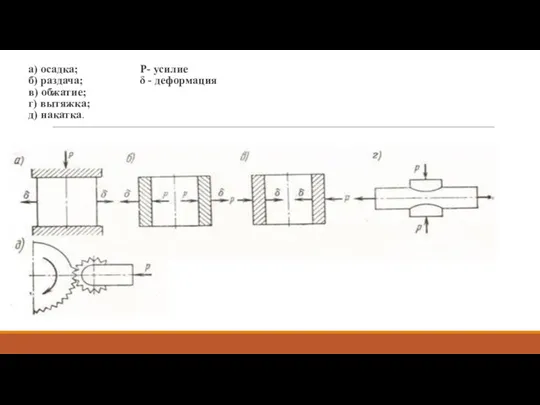
- 3. а) осадка; Р- усилие б) раздача; δ - деформация в) обжатие; г) вытяжка; д) накатка.
- 4. Восстановление деталей давлением Различают два вида пластической деформации: холодную и горячую. Первая, осуществляемая за счет приложения
- 5. Осадка Осадка применяется в основном для восстановления наружного и внутреннего диаметров полых деталей, например, бронзовых втулок,
- 6. Раздача Раздачей можно восстановить наружный диаметр трубчатых (полых) деталей или их поверхностей. Данным способом восстанавливают поршневые
- 7. Обжатие Обжатие применяется для уменьшения внутреннего диаметра втулок за счет уменьшения наружного диаметра. После обжатия наружный
- 8. Вытяжка Вытяжка применяется для увеличения длины деталей за счёт местного обжатия. Этим способом восстанавливают длину всевозможных
- 9. Накатка Накатка применяется при компенсации износа наружных цилиндрических поверхностей деталей за счёт выдавливания металла из восстанавливаемых
- 11. Скачать презентацию
Восстановление деталей давлением
ПРОЦЕССЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ДАВЛЕНИЕМ ОСНОВАНЫ НА ИСПОЛЬЗОВАНИИ ПЛАСТИЧНОСТИ МЕТАЛЛОВ,
Восстановление деталей давлением
ПРОЦЕССЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ДАВЛЕНИЕМ ОСНОВАНЫ НА ИСПОЛЬЗОВАНИИ ПЛАСТИЧНОСТИ МЕТАЛЛОВ,
а) осадка; Р- усилие
б) раздача; δ - деформация
в) обжатие;
г) вытяжка;
д) накатка.
а) осадка; Р- усилие
б) раздача; δ - деформация
в) обжатие;
г) вытяжка;
д) накатка.
Восстановление деталей давлением
Различают два вида пластической деформации: холодную и горячую.
Первая,
Восстановление деталей давлением
Различают два вида пластической деформации: холодную и горячую.
Первая,
Осадка
Осадка применяется в основном для восстановления наружного и внутреннего диаметров полых
Осадка
Осадка применяется в основном для восстановления наружного и внутреннего диаметров полых
Раздача
Раздачей можно восстановить наружный диаметр трубчатых (полых) деталей или их поверхностей.
Данным
Раздача
Раздачей можно восстановить наружный диаметр трубчатых (полых) деталей или их поверхностей.
Данным
Обжатие
Обжатие применяется для уменьшения внутреннего диаметра втулок за счет уменьшения наружного
Обжатие
Обжатие применяется для уменьшения внутреннего диаметра втулок за счет уменьшения наружного

Вытяжка
Вытяжка применяется для увеличения длины деталей за счёт местного обжатия. Этим способом
Вытяжка
Вытяжка применяется для увеличения длины деталей за счёт местного обжатия. Этим способом
Накатка
Накатка применяется при компенсации износа наружных цилиндрических поверхностей деталей за счёт выдавливания
Накатка
Накатка применяется при компенсации износа наружных цилиндрических поверхностей деталей за счёт выдавливания
 Презентации к учебному материалу по физике для учащихся 8 класса
Презентации к учебному материалу по физике для учащихся 8 класса Гидравлический пресс
Гидравлический пресс Теория относительности Эйнштейна
Теория относительности Эйнштейна Виды излучений. Виды спектров
Виды излучений. Виды спектров Электрическое напряжение. Единицы напряжения. Вольтметр
Электрическое напряжение. Единицы напряжения. Вольтметр Интерактивная мозаика-2017. Знатоки физики 8 класс
Интерактивная мозаика-2017. Знатоки физики 8 класс Повышение эффективности учебных занятий по физике в условиях перехода на ФГОС
Повышение эффективности учебных занятий по физике в условиях перехода на ФГОС Основы электротехники
Основы электротехники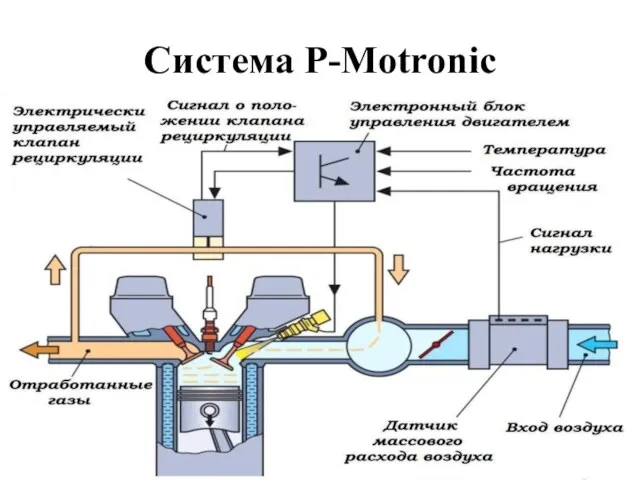 Система P-Motronic
Система P-Motronic Закон всемирного тяготения
Закон всемирного тяготения Электростатика. Тема 1. Электростатическое поле в вакууме
Электростатика. Тема 1. Электростатическое поле в вакууме Геометрическая оптика
Геометрическая оптика Пр-во, передача и исп-е эл. энергии
Пр-во, передача и исп-е эл. энергии Лазеры в физике, химии, биологии, медицине, экологии и технике
Лазеры в физике, химии, биологии, медицине, экологии и технике Материальная точка. Система отсчета
Материальная точка. Система отсчета Распиливание, припасовка
Распиливание, припасовка Сила. 7 класс
Сила. 7 класс Эмиссионный микроспектральный анализ с лазерным отбором пробы
Эмиссионный микроспектральный анализ с лазерным отбором пробы Спектроскопические методы. Импульсные методы исследования. Тема 2.3
Спектроскопические методы. Импульсные методы исследования. Тема 2.3 Физические и геологические основы сейсморазведки
Физические и геологические основы сейсморазведки Применение закона Ома для участка цепи при решении задач
Применение закона Ома для участка цепи при решении задач Импульс тела. Закон сохранения импульса
Импульс тела. Закон сохранения импульса Электромагнитные поля (ЭМП). Лекция № 6
Электромагнитные поля (ЭМП). Лекция № 6 Презентация к уроку 9 класс Механические колебания Диск
Презентация к уроку 9 класс Механические колебания Диск Удельная теплота плавления
Удельная теплота плавления Законы Ньютона
Законы Ньютона Электроизмерительные приборы
Электроизмерительные приборы Зубчатые колёса
Зубчатые колёса