- Распиливание, припасовка

Содержание
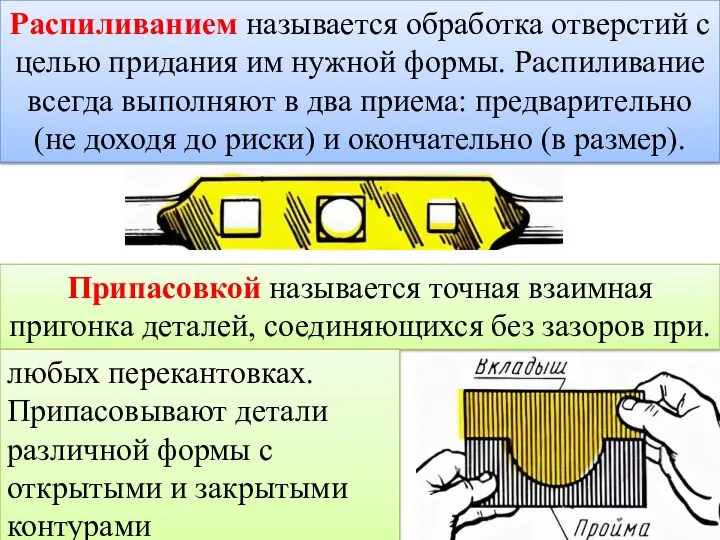
- 2. Распиливанием называется обработка отверстий с целью придания им нужной формы. Распиливание всегда выполняют в два приема:
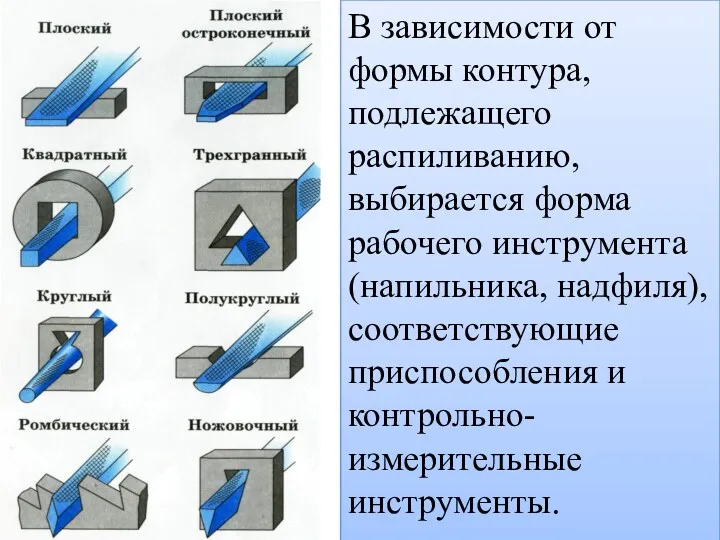
- 3. В зависимости от формы контура, подлежащего распиливанию, выбирается форма рабочего инструмента (напильника, надфиля), соответствующие приспособления и
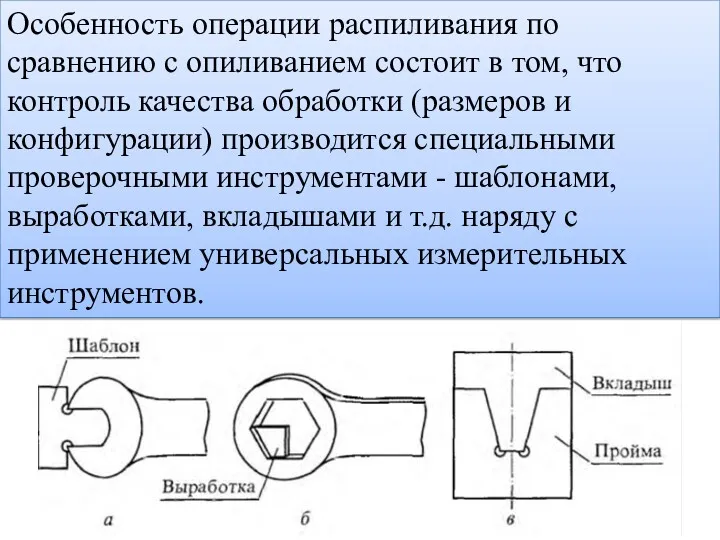
- 4. Особенность операции распиливания по сравнению с опиливанием состоит в том, что контроль качества обработки (размеров и
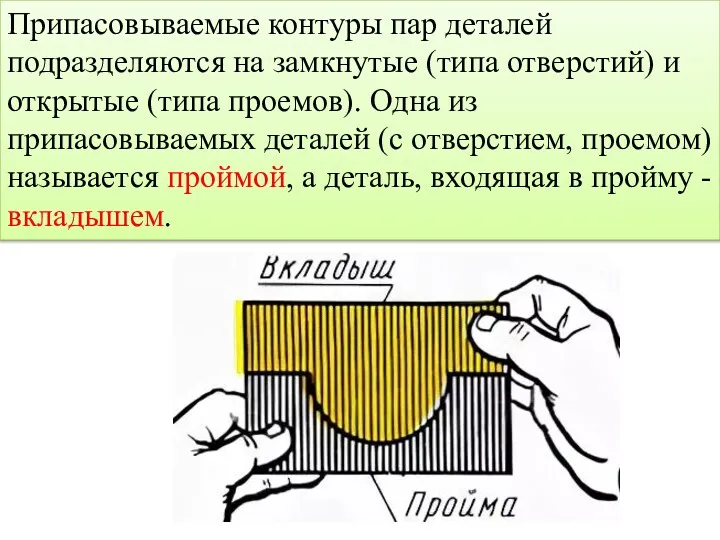
- 5. Припасовываемые контуры пар деталей подразделяются на замкнутые (типа отверстий) и открытые (типа проемов). Одна из припасовываемых
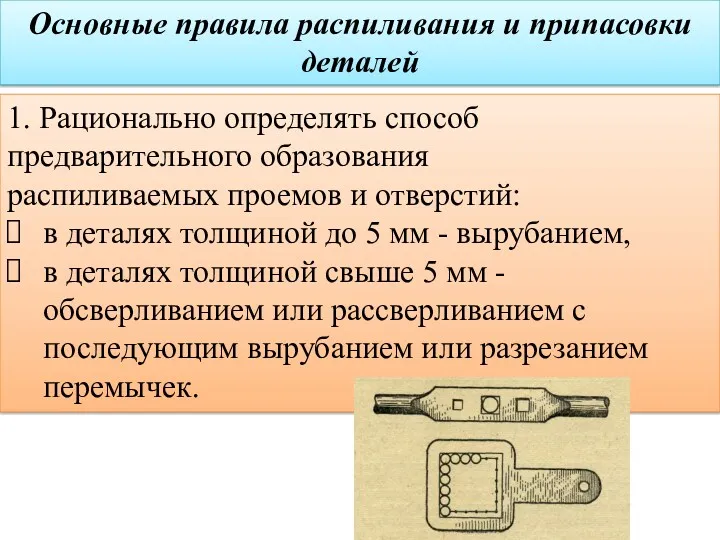
- 6. Основные правила распиливания и припасовки деталей 1. Рационально определять способ предварительного образования распиливаемых проемов и отверстий:
- 7. 2. При обсверливании, рассверливании, вырубании или вырезании перемычек необходимо строго следить за целостностью разметочных рисок, оставляя
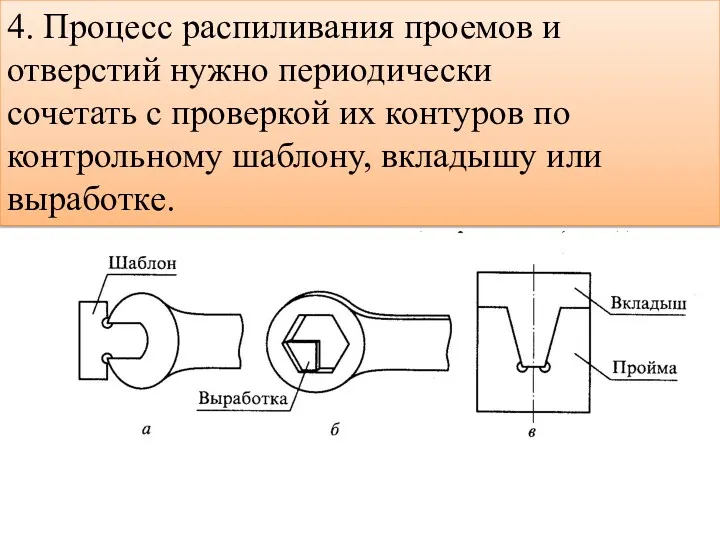
- 8. 4. Процесс распиливания проемов и отверстий нужно периодически сочетать с проверкой их контуров по контрольному шаблону,
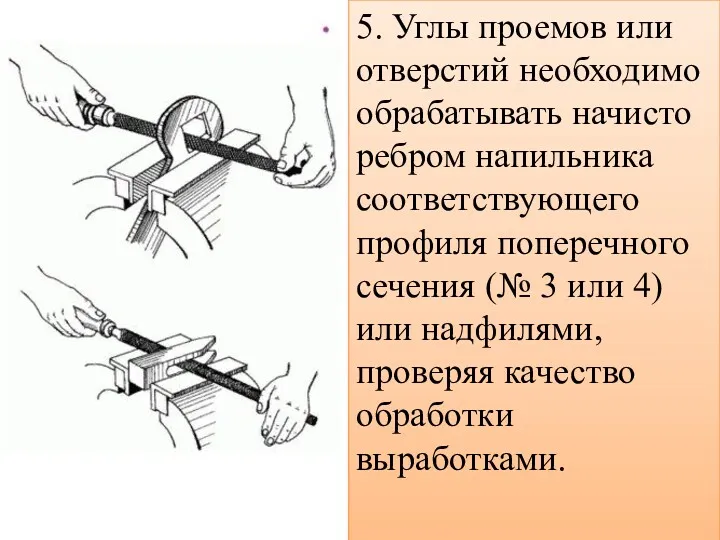
- 9. 5. Углы проемов или отверстий необходимо обрабатывать начисто ребром напильника соответствующего профиля поперечного сечения (№ 3
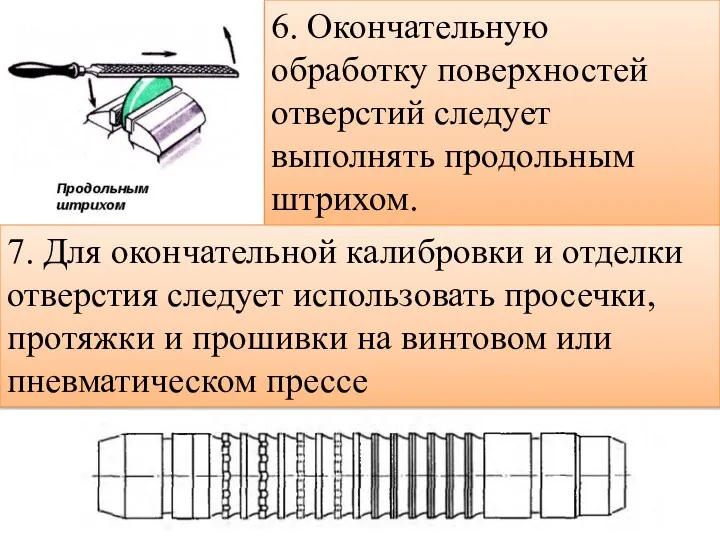
- 10. 6. Окончательную обработку поверхностей отверстий следует выполнять продольным штрихом. 7. Для окончательной калибровки и отделки отверстия
- 11. 8. Работу следует считать завершенной тогда, когда контрольный шаблон или вкладыш полностью, без качки, входит в
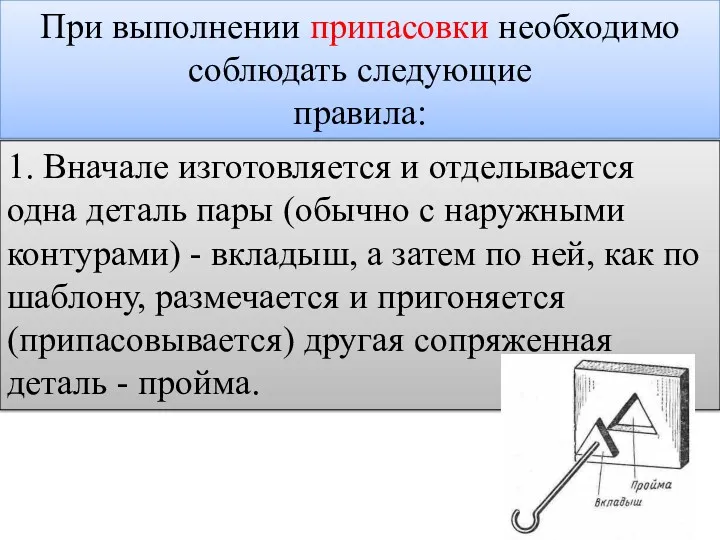
- 12. При выполнении припасовки необходимо соблюдать следующие правила: 1. Вначале изготовляется и отделывается одна деталь пары (обычно
- 14. Скачать презентацию
Распиливанием называется обработка отверстий с целью придания им нужной формы. Распиливание
Распиливанием называется обработка отверстий с целью придания им нужной формы. Распиливание
В зависимости от формы контура, подлежащего распиливанию, выбирается форма рабочего инструмента
В зависимости от формы контура, подлежащего распиливанию, выбирается форма рабочего инструмента
Особенность операции распиливания по сравнению с опиливанием состоит в том, что
Особенность операции распиливания по сравнению с опиливанием состоит в том, что
Припасовываемые контуры пар деталей подразделяются на замкнутые (типа отверстий) и открытые
Припасовываемые контуры пар деталей подразделяются на замкнутые (типа отверстий) и открытые
Основные правила распиливания и припасовки деталей
1. Рационально определять способ предварительного образования
распиливаемых
Основные правила распиливания и припасовки деталей
1. Рационально определять способ предварительного образования
распиливаемых
2. При обсверливании, рассверливании, вырубании или вырезании перемычек необходимо строго следить
2. При обсверливании, рассверливании, вырубании или вырезании перемычек необходимо строго следить
4. Процесс распиливания проемов и отверстий нужно периодически
сочетать с проверкой их
4. Процесс распиливания проемов и отверстий нужно периодически
сочетать с проверкой их
5. Углы проемов или отверстий необходимо обрабатывать начисто ребром напильника соответствующего
5. Углы проемов или отверстий необходимо обрабатывать начисто ребром напильника соответствующего
6. Окончательную обработку поверхностей отверстий следует выполнять продольным штрихом.
7. Для окончательной
6. Окончательную обработку поверхностей отверстий следует выполнять продольным штрихом.
7. Для окончательной
8. Работу следует считать завершенной тогда, когда контрольный
шаблон или вкладыш полностью,
8. Работу следует считать завершенной тогда, когда контрольный
шаблон или вкладыш полностью,
При выполнении припасовки необходимо соблюдать следующие
правила:
1. Вначале изготовляется и отделывается одна
При выполнении припасовки необходимо соблюдать следующие
правила:
1. Вначале изготовляется и отделывается одна
 Разработка урока физики в 7 классе по теме Строение твердых тел, жидкостей и газов
Разработка урока физики в 7 классе по теме Строение твердых тел, жидкостей и газов Электрические и магнитные поля
Электрические и магнитные поля Обкатка ПА, назначение, порядок проведения
Обкатка ПА, назначение, порядок проведения Явище електромагнітної індукції. Досліди Фарадея. Правило Ленца
Явище електромагнітної індукції. Досліди Фарадея. Правило Ленца Магнитное поле в вакууме
Магнитное поле в вакууме МНЕМОНИКА И ФИЗИКА
МНЕМОНИКА И ФИЗИКА Презентация к уроку физики в 9 классе Скорость равноускоренного движения. График скорости
Презентация к уроку физики в 9 классе Скорость равноускоренного движения. График скорости Физические основы механики. Принцип относительности в механике. Лекция 3 (часть I)
Физические основы механики. Принцип относительности в механике. Лекция 3 (часть I) Junjis. Engineer Traning
Junjis. Engineer Traning Композиты - древний материал будущего
Композиты - древний материал будущего Сила тяжести и вес. Невесомость
Сила тяжести и вес. Невесомость Дозиметрия ионизирующих излучений. Задачи
Дозиметрия ионизирующих излучений. Задачи Роторно-поршневой двигатель
Роторно-поршневой двигатель Теоретическая механика. Основные понятия и аксиомы
Теоретическая механика. Основные понятия и аксиомы Lecture 7. Correlation and Regression
Lecture 7. Correlation and Regression Механическая работа. Единицы работы
Механическая работа. Единицы работы Тренировочный тест. Уравнение состояния идеального газа
Тренировочный тест. Уравнение состояния идеального газа X6000电器架构系统介绍. Введение в систему архитектуры электроприбора X6000
X6000电器架构系统介绍. Введение в систему архитектуры электроприбора X6000 Экологические проблемы теплоэнергетики
Экологические проблемы теплоэнергетики Структура
Структура Презентация Активные методы обучения как эффективное средство реализации ФГОС.
Презентация Активные методы обучения как эффективное средство реализации ФГОС. Автомобили. Особенности проектирования и конструирования
Автомобили. Особенности проектирования и конструирования Электрический ток. Закон Ома для участка цепи
Электрический ток. Закон Ома для участка цепи Полупроводниковые выпрямители. Лекция15
Полупроводниковые выпрямители. Лекция15 Электрический ток в полупроводниках
Электрический ток в полупроводниках Электро-кинетикалық құбылыстар
Электро-кинетикалық құбылыстар Открытый урок Динамометр. Измерение сил динамометром.
Открытый урок Динамометр. Измерение сил динамометром. Основы термодинамики
Основы термодинамики