- Восстановление деталей пайкой

Содержание
- 2. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ПАЙКОЙ Пайка — нагревание и расплавление в месте соединения присадочного материала – припоя. Соединение
- 3. Преимущества: - сохранение точной формы, размеров и химического процесса; - простота и легкость последующей обработки; -
- 4. Недостатки: - снижение прочности соединения по сравнению со сваркой, - качество паяния зависит от скорости диффузии
- 5. Родственным пайке процессом является лужение, при котором поверхность металлической детали покрывают тонким слоем расплавленного припоя. Лужение
- 6. Технологические процессы паяния и лужения - механическая или химическая очистка. Следы жира или масла обрабатывают горячим
- 7. Методы паяния: - паяльником с применением мягких припоев; - ручной паяльной лампой с применением обычно твердых
- 8. При электроконтактной пайке нагревание происходит за счет тока, проходящего через контакт, соединение припоя и паяемых деталей.
- 9. Припои и флюсы Два основных вида: легкоплавкие (мягкие) припои, (температура плавления ниже 450 °С,) тугоплавкие (твердые)
- 10. Легкоплавкие припои Оловянно-свинцовые припои ПОС-18, ПОС-30, ПОС-40, ПОС-50 и ПОС-61. Цифры показывают процентное содержание олова в
- 11. Тугоплавкие припой представляют собой чистые цветные металлы и их сплавы. Температура плавления 6ОО...85О°С. Медно-цинковые припои марок
- 13. Флюсы при пайке используют жидкие и твердые. Для легкоплавких припоев берут жидкие флюсы, - растворы хлористого
- 14. Пайку тугоплавкими припоям ведут с твердыми флюсами, - порошки буры и ее смеси с борной кислотой
- 15. Чугун. При пайке трещин или иного дефекта в чугунной детали мягким припоем, производят: - механическую очистку
- 16. Алюминий. При пайке алюминия, образующаяся окисная пленка оседает вниз и если ее не удалить, соединения не
- 17. Для паяния алюминиевых сплавов рекомендуются припои ПОС-50 и ПОС-90. Флюсом служит минеральное масло (особенно рекомендуется оружейное).
- 18. Техника безопасности при выполнении паяльных работ Припои и флюсы - содержат вредные для здоровья работающих элементы
- 19. При пайке методом погружения, во избежание разбрызгивания расплавленного припоя детали необходимо подогревать до температуры 110...120 °С.
- 21. Скачать презентацию
ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ПАЙКОЙ
Пайка — нагревание и расплавление в месте соединения
ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ПАЙКОЙ
Пайка — нагревание и расплавление в месте соединения
Преимущества:
- сохранение точной формы, размеров и химического процесса;
Преимущества:
- сохранение точной формы, размеров и химического процесса;
Недостатки:
- снижение прочности соединения по сравнению со сваркой,
-
Недостатки:
- снижение прочности соединения по сравнению со сваркой,
-
Родственным пайке процессом является лужение, при котором поверхность металлической детали
Родственным пайке процессом является лужение, при котором поверхность металлической детали
Технологические процессы паяния и лужения
- механическая или химическая очистка.
Технологические процессы паяния и лужения
- механическая или химическая очистка.
Методы паяния:
- паяльником с применением мягких припоев;
- ручной паяльной
Методы паяния:
- паяльником с применением мягких припоев;
- ручной паяльной
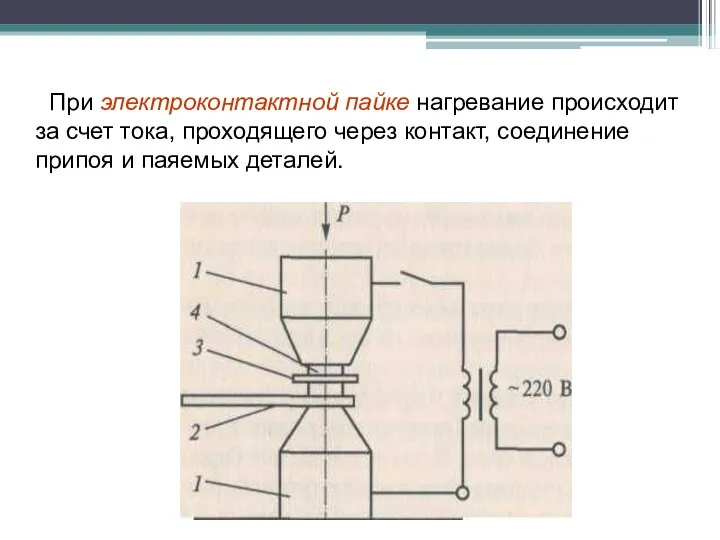
При электроконтактной пайке нагревание происходит за счет тока, проходящего через контакт,
При электроконтактной пайке нагревание происходит за счет тока, проходящего через контакт,
Припои и флюсы
Два основных вида:
легкоплавкие (мягкие) припои, (температура плавления ниже 450
Припои и флюсы
Два основных вида:
легкоплавкие (мягкие) припои, (температура плавления ниже 450
Легкоплавкие припои
Оловянно-свинцовые припои ПОС-18, ПОС-30, ПОС-40, ПОС-50 и ПОС-61.
Цифры показывают
Легкоплавкие припои
Оловянно-свинцовые припои ПОС-18, ПОС-30, ПОС-40, ПОС-50 и ПОС-61.
Цифры показывают
Тугоплавкие припой представляют собой чистые цветные металлы и их сплавы.
Температура
Тугоплавкие припой представляют собой чистые цветные металлы и их сплавы.
Температура

Флюсы при пайке используют жидкие и твердые.
Для легкоплавких припоев берут
Флюсы при пайке используют жидкие и твердые.
Для легкоплавких припоев берут
Пайку тугоплавкими припоям ведут с твердыми флюсами,
- порошки буры и
Пайку тугоплавкими припоям ведут с твердыми флюсами,
- порошки буры и
Чугун.
При пайке трещин или иного дефекта в чугунной детали мягким
Чугун.
При пайке трещин или иного дефекта в чугунной детали мягким
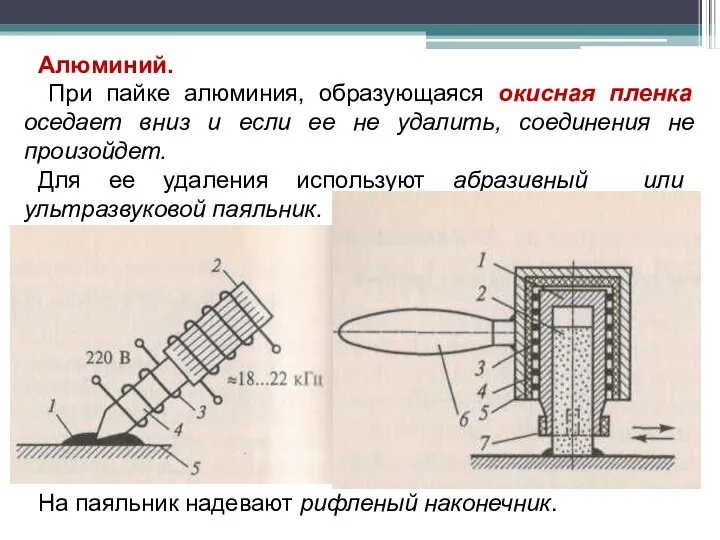
Алюминий.
При пайке алюминия, образующаяся окисная пленка оседает вниз и если
Алюминий.
При пайке алюминия, образующаяся окисная пленка оседает вниз и если
Для паяния алюминиевых сплавов рекомендуются припои ПОС-50 и ПОС-90.
Флюсом служит
Для паяния алюминиевых сплавов рекомендуются припои ПОС-50 и ПОС-90.
Флюсом служит
Техника безопасности при выполнении паяльных работ
Припои и флюсы - содержат вредные
Техника безопасности при выполнении паяльных работ
Припои и флюсы - содержат вредные
При пайке методом погружения, во избежание разбрызгивания расплавленного припоя детали необходимо
При пайке методом погружения, во избежание разбрызгивания расплавленного припоя детали необходимо
 Сила Архимеда
Сила Архимеда Полупроводниковые оптические усилители. Нелинейные оптические усилители
Полупроводниковые оптические усилители. Нелинейные оптические усилители Давление
Давление 20230212_zvyozdnyy_chas
20230212_zvyozdnyy_chas Ограничение перенапряжений и фильтрация помех. Лекция № 2. Электромагнитная совместимость в электроэнергетике
Ограничение перенапряжений и фильтрация помех. Лекция № 2. Электромагнитная совместимость в электроэнергетике Инженерно-авиационное обеспечение безопасности полётов. Тема 12
Инженерно-авиационное обеспечение безопасности полётов. Тема 12 Рычаг. Применение в природе и быту
Рычаг. Применение в природе и быту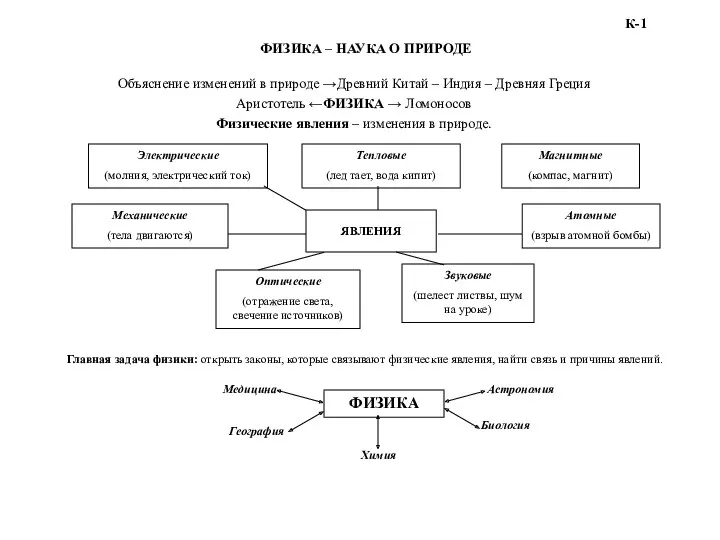 Физика – наука о природе
Физика – наука о природе Презентация по физике на тему:Законы Ньютона
Презентация по физике на тему:Законы Ньютона Элементы ВОЛС
Элементы ВОЛС Лазеры. Light Amplification by Stimulated Emission of Radiation
Лазеры. Light Amplification by Stimulated Emission of Radiation Механическое движение. Система отсчёта
Механическое движение. Система отсчёта Электрический ток. Источники тока
Электрический ток. Источники тока Расчет градиентного ветра для широты Курска
Расчет градиентного ветра для широты Курска Решение задач по волновой и геометрической оптике
Решение задач по волновой и геометрической оптике Прямолинейное равноускоренное движение. Ускорение
Прямолинейное равноускоренное движение. Ускорение Хвильова оптика
Хвильова оптика Физические свойства нефти и газа. Физические свойства нефти. Фазовые диаграммы. Газосодержание. Объемный коэффициент нефти
Физические свойства нефти и газа. Физические свойства нефти. Фазовые диаграммы. Газосодержание. Объемный коэффициент нефти Проект Волшебный мир зазеркалья. Свойства зеркала
Проект Волшебный мир зазеркалья. Свойства зеркала Ремонт автомобилей. Техническое нормирование станочных работ. (Тема 5.2.1)
Ремонт автомобилей. Техническое нормирование станочных работ. (Тема 5.2.1)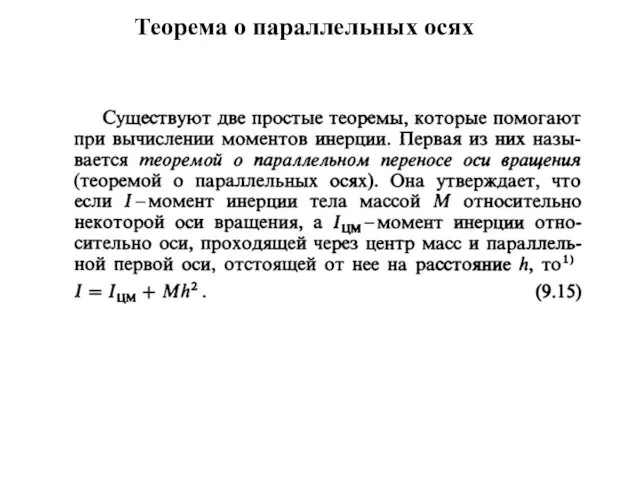 Момент инерции
Момент инерции Механические колебания и волны. Звук
Механические колебания и волны. Звук Методы очистки промышленных сточных вод от ионов тяжелых металлов
Методы очистки промышленных сточных вод от ионов тяжелых металлов презентации к урокам
презентации к урокам Рівномірний рух по колу
Рівномірний рух по колу Уравнение динамики идеальной сплошной среды. Модель линий ток. Уравнение динамики при возмущении среды
Уравнение динамики идеальной сплошной среды. Модель линий ток. Уравнение динамики при возмущении среды Дифракция и рефракция электромагнитных волн. Дифракция электромагнитных волн на препятствиях
Дифракция и рефракция электромагнитных волн. Дифракция электромагнитных волн на препятствиях Электронная проводимость металлов. Зависимость сопротивления от температуры
Электронная проводимость металлов. Зависимость сопротивления от температуры