- Эффективные стратегии обработки деталей на n станках (n=1, 2, …)

Содержание
- 2. Текущий контроль Часть 1. Обработка различных партий деталей на одном станке. Часть 2. Обработка различных партий
- 3. 1)Решить задачу о замене однотипного оборудования, если: Cp=4, Тmax=4, C(t)=1, 2·C(t-1), C(1)=1. 2) Определить оптимальную стратегию
- 4. Обработка различных партий деталей на одном станке. ЧАСТЬ 1
- 5. Есть несколько партий деталей, которые нужно обработать на одном обрабатывающем модуле, причем переход к обработке одной
- 6. Матрица времен переналадки не обязательно является симметричной: Формальная постановка задачи: Формальная постановка задачи
- 7. 1. Формальную постановку какой задачи напоминает система (1)? 2. Какие алгоритмы могут быть использованы для ее
- 8. Обработка различных партий деталей на двух станках ( задача Джонсона) ЧАСТЬ 2
- 9. На конвейере, состоящем из транспортера и станков А и В, следует за минимальное время обработать n
- 10. Рассмотрены две из шести перестановок: Графики Ганта
- 11. - начало обработки i –ой детали на станке А; - завершение обработки i –ой детали на
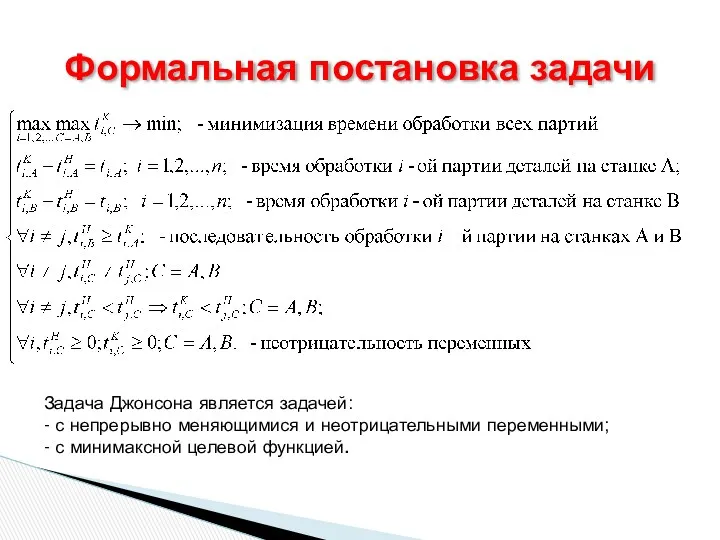
- 12. Формальная постановка задачи Задача Джонсона является задачей: - с непрерывно меняющимися и неотрицательными переменными; - с
- 13. Шаг 1. Ввод числа партий деталей n. Шаг 2. Ввод матрицы М времен обработки каждой партии
- 14. Шаг 7. Если р = 1, то перейти к шагу 8, в противном случае – к
- 15. Число парий деталей равно трем. ПРИМЕР 1 Итерация № 1 Итерация № 2 Итерация № 3
- 16. Решить задачу Джонсона для 5 партий деталей, матрица М которых имеет вид: САМОСТОЯТЕЛЬНО
- 17. Обработка различных партий деталей на n станках Часть 3
- 18. На конвейере, состоящем из транспортера и станков n, следует за минимальное время обработать m партий деталей,
- 19. 1. Дать формальную постановку задачи определения оптимальной перестановки деталей на конвейере, состоящем из n>2 станков. Предложить
- 20. Шаг 1. Величине рекорда R присваивается значение, равное ∞. Шаг 2. Генерируется ранее не анализировавшаяся перестановка
- 21. Шаг 5. R = T. Шаг 6. Перейти к шагу 2. Шаг 7. Конец алгоритма. Перестановка
- 22. Пользуясь приведенным выше алгоритмом определить минимальное время и оптимальный порядок последовательной обработки трех партий деталей на
- 23. РЕШЕНИЕ t(a) t(B) t(C) T(3,2,1)=27 T(3,1,2) = 26 T(1,2,3) = 30 T(1,3,2) = 31 T(2,1,3)=34 T(2,3,1)
- 24. Решить задачу приведенным выше алгоритмом применительно к матрице М вида: САМОСТОЯТЕЛЬНО
- 25. Индивидуальные задания 1,2
- 26. Индивидуальные задания 2,3
- 27. Индивидуальные задания 5, 6
- 28. Индивидуальные задания 7, 8
- 29. Индивидуальные задания 9, 10
- 30. Индивидуальные задания 11, 12
- 31. Индивидуальные задания 13, 14
- 32. Индивидуальные задания 15, 16
- 33. Индивидуальные задания 17, 18
- 35. Скачать презентацию
Текущий контроль
Часть 1. Обработка различных партий деталей на одном станке.
Часть 2.
Текущий контроль
Часть 1. Обработка различных партий деталей на одном станке.
Часть 2.
1)Решить задачу о замене однотипного оборудования, если: Cp=4, Тmax=4,
C(t)=1,
1)Решить задачу о замене однотипного оборудования, если: Cp=4, Тmax=4,
C(t)=1,
Обработка различных партий деталей на одном станке.
ЧАСТЬ 1
ЧАСТЬ 1
Есть несколько партий деталей, которые нужно обработать на одном обрабатывающем модуле,
Есть несколько партий деталей, которые нужно обработать на одном обрабатывающем модуле,
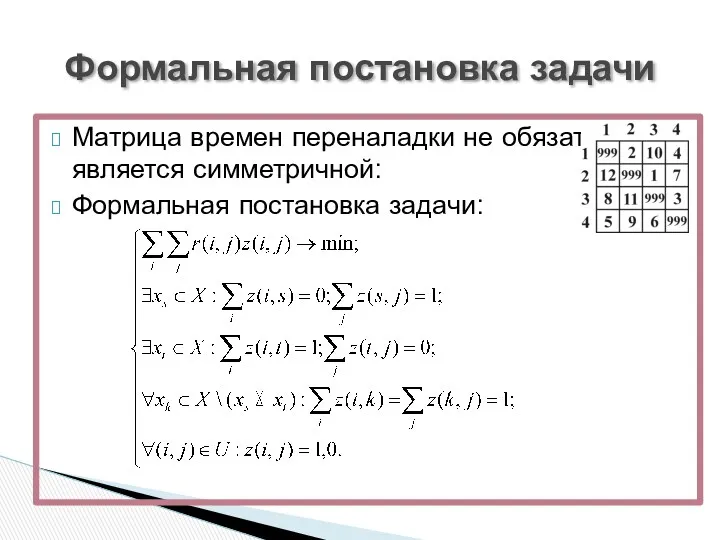
Матрица времен переналадки не обязательно является симметричной:
Формальная постановка задачи:
Формальная постановка задачи
Матрица времен переналадки не обязательно является симметричной:
Формальная постановка задачи:
Формальная постановка задачи
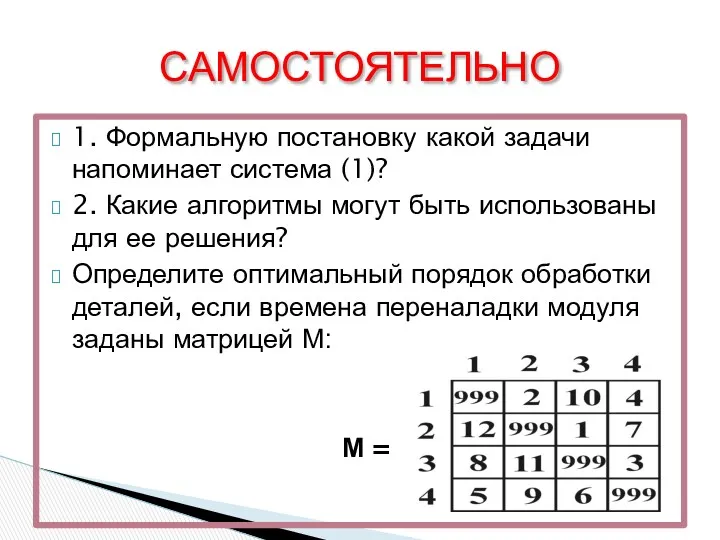
1. Формальную постановку какой задачи напоминает система (1)?
2. Какие алгоритмы могут
1. Формальную постановку какой задачи напоминает система (1)?
2. Какие алгоритмы могут
Обработка различных партий деталей на двух станках
( задача Джонсона)
ЧАСТЬ 2
( задача Джонсона)
ЧАСТЬ 2
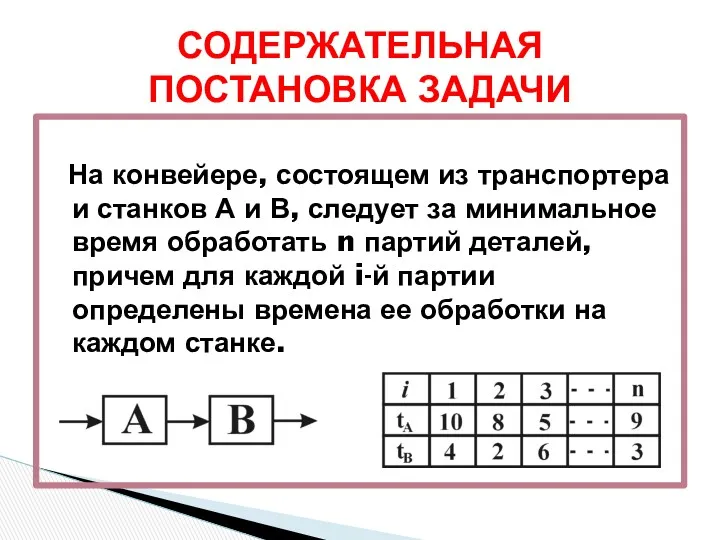
На конвейере, состоящем из транспортера и станков А и В, следует
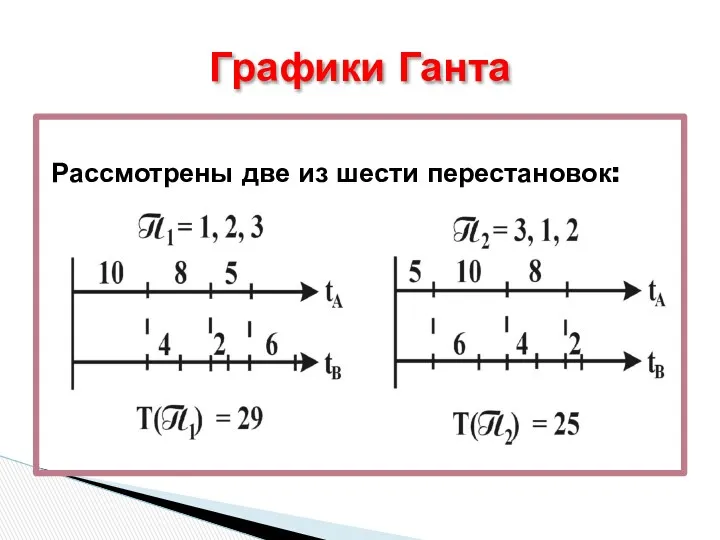
Рассмотрены две из шести перестановок:
Графики Ганта
Графики Ганта
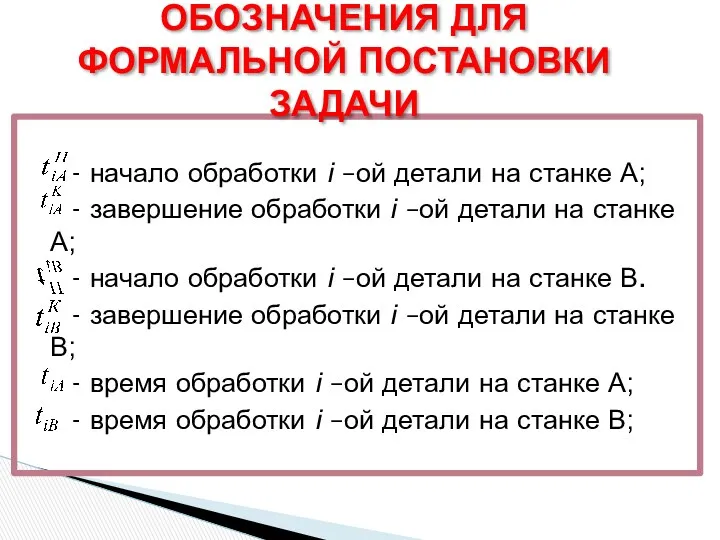
- начало обработки i –ой детали на станке А;
-
- начало обработки i –ой детали на станке А;
-
Формальная постановка задачи
Задача Джонсона является задачей:
- с непрерывно меняющимися и неотрицательными
Формальная постановка задачи
Задача Джонсона является задачей:
- с непрерывно меняющимися и неотрицательными
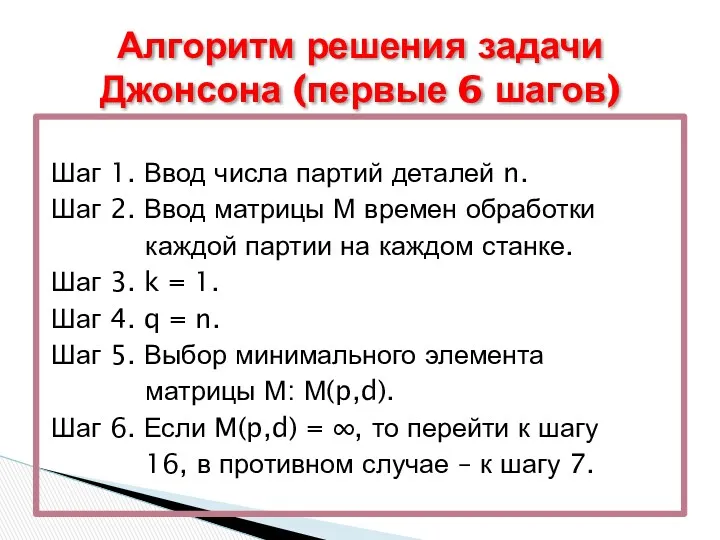
Шаг 1. Ввод числа партий деталей n.
Шаг 2. Ввод матрицы М
Шаг 2. Ввод матрицы М
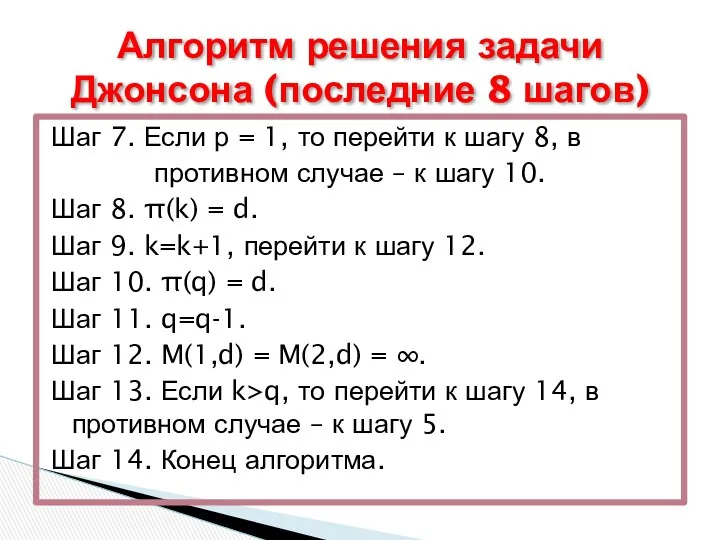
Шаг 7. Если р = 1, то перейти к шагу 8,
Шаг 7. Если р = 1, то перейти к шагу 8,
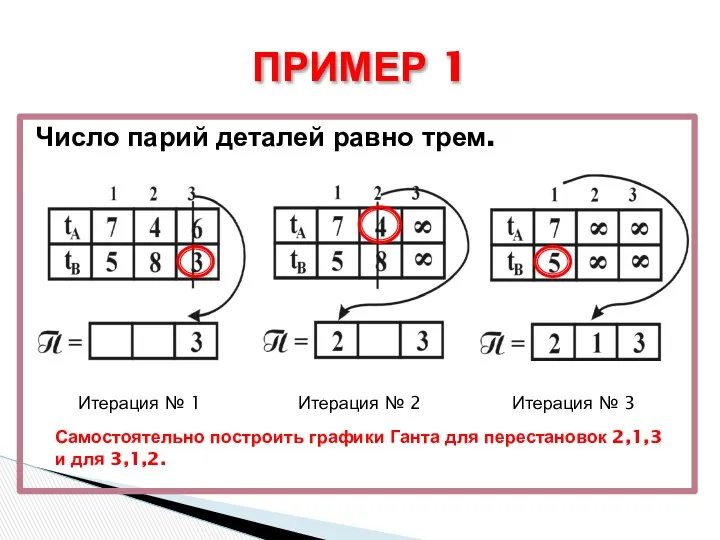
Число парий деталей равно трем.
ПРИМЕР 1
Итерация № 1 Итерация №
Число парий деталей равно трем.
ПРИМЕР 1
Итерация № 1 Итерация №
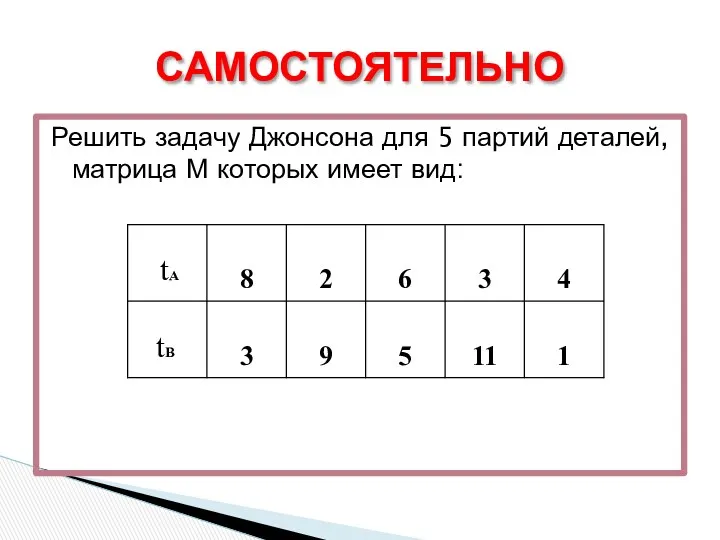
Решить задачу Джонсона для 5 партий деталей, матрица М которых имеет
Решить задачу Джонсона для 5 партий деталей, матрица М которых имеет
Обработка различных партий деталей на n станках
Часть 3
Обработка различных партий деталей на n станках
Часть 3
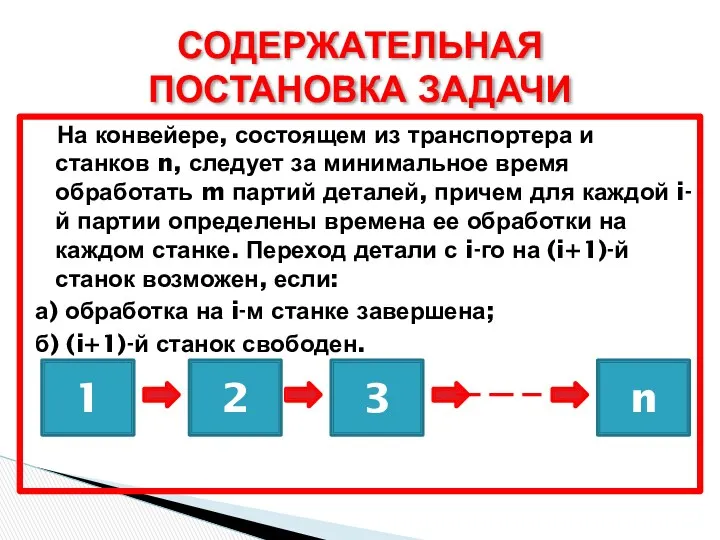
На конвейере, состоящем из транспортера и станков n, следует за
На конвейере, состоящем из транспортера и станков n, следует за
1. Дать формальную постановку задачи определения оптимальной перестановки деталей на конвейере,
1. Дать формальную постановку задачи определения оптимальной перестановки деталей на конвейере,
Шаг 1. Величине рекорда R присваивается
значение, равное ∞.
Шаг 2.
Шаг 1. Величине рекорда R присваивается
значение, равное ∞.
Шаг 2.
Шаг 5. R = T.
Шаг 6. Перейти к шагу 2.
Шаг 7.
Шаг 5. R = T.
Шаг 6. Перейти к шагу 2.
Шаг 7.
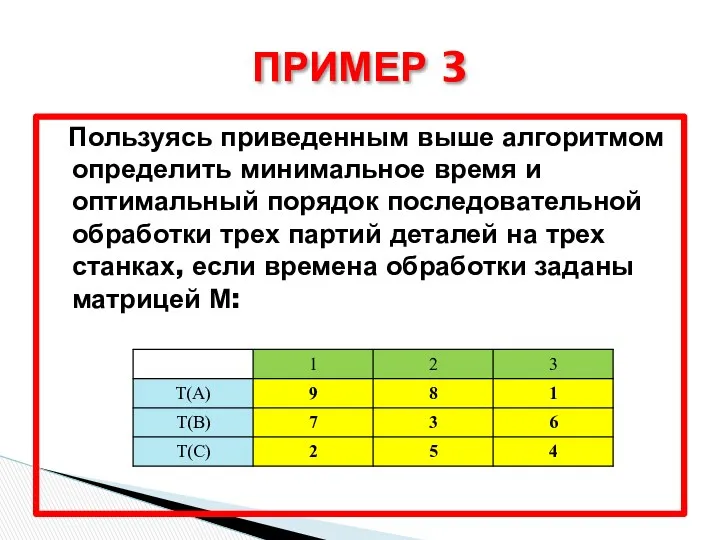
Пользуясь приведенным выше алгоритмом определить минимальное время и оптимальный порядок
Пользуясь приведенным выше алгоритмом определить минимальное время и оптимальный порядок
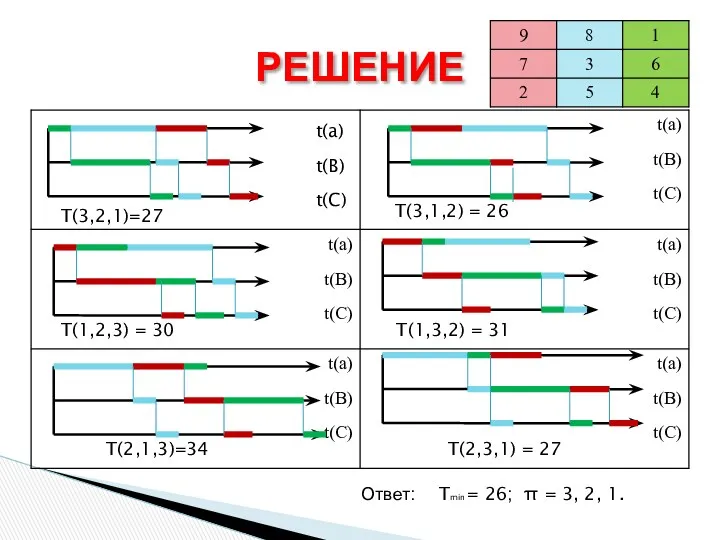
РЕШЕНИЕ
t(a)
t(B)
t(C)
T(3,2,1)=27
T(3,1,2) = 26
T(1,2,3) = 30 T(1,3,2) = 31
T(2,1,3)=34 T(2,3,1) = 27
Ответ:
РЕШЕНИЕ
t(a)
t(B)
t(C)
T(3,2,1)=27
T(3,1,2) = 26
T(1,2,3) = 30 T(1,3,2) = 31
T(2,1,3)=34 T(2,3,1) = 27
Ответ:

Решить задачу приведенным выше алгоритмом применительно к матрице М вида:
САМОСТОЯТЕЛЬНО
Решить задачу приведенным выше алгоритмом применительно к матрице М вида:
САМОСТОЯТЕЛЬНО

Индивидуальные задания 1,2
Индивидуальные задания 1,2
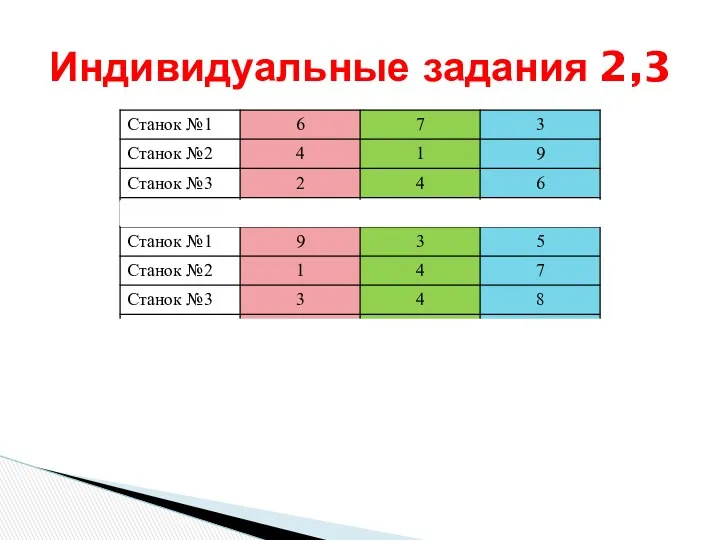
Индивидуальные задания 2,3
Индивидуальные задания 2,3

Индивидуальные задания 5, 6
Индивидуальные задания 5, 6

Индивидуальные задания 7, 8
Индивидуальные задания 7, 8
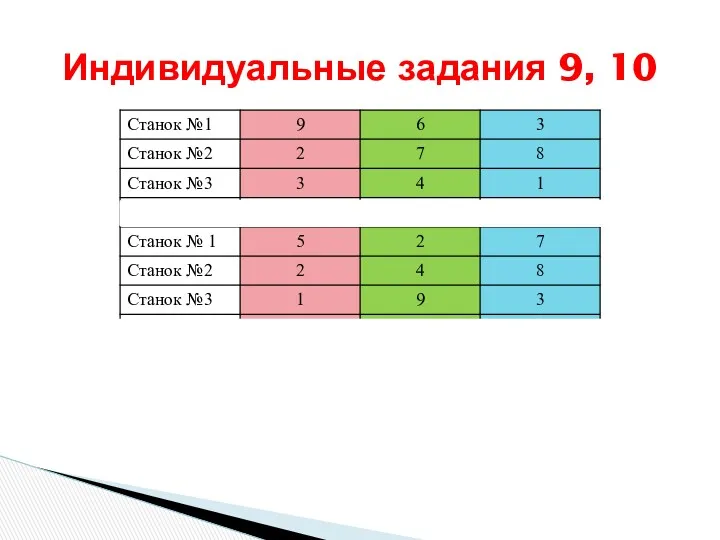
Индивидуальные задания 9, 10
Индивидуальные задания 9, 10

Индивидуальные задания 11, 12
Индивидуальные задания 11, 12
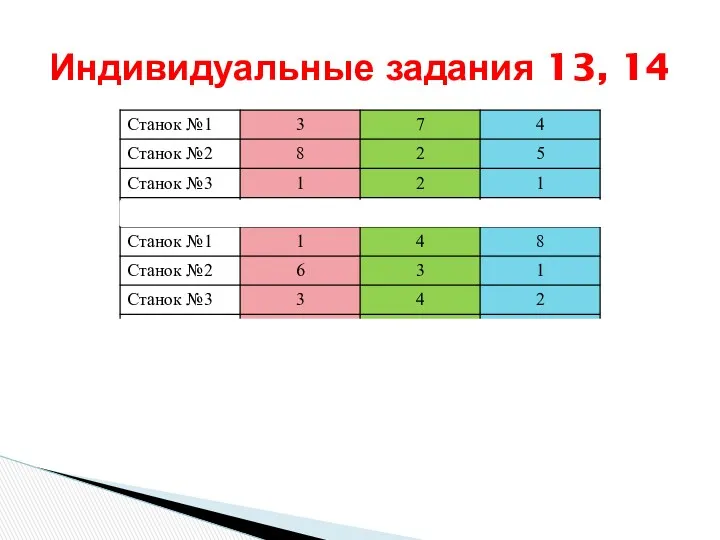
Индивидуальные задания 13, 14
Индивидуальные задания 13, 14

Индивидуальные задания 15, 16
Индивидуальные задания 15, 16

Индивидуальные задания 17, 18
Индивидуальные задания 17, 18
 Об’єкти та їх властивості. Зв’язки між об’єктами
Об’єкти та їх властивості. Зв’язки між об’єктами Использование ИКТ и интерактивных средств обучения в работе учителя-предметника и классного руководителя
Использование ИКТ и интерактивных средств обучения в работе учителя-предметника и классного руководителя Системы распознавания текста
Системы распознавания текста Мировые информационные ресурсы
Мировые информационные ресурсы Free PPT templates
Free PPT templates The history of the internet
The history of the internet Algorithmic strategies
Algorithmic strategies Электронная почта. Коммуникационные технологии
Электронная почта. Коммуникационные технологии Использование информационных технологий в обработке текстов
Использование информационных технологий в обработке текстов Формирование личностных УУД через внеурочную деятельность по информатике в 5 классе
Формирование личностных УУД через внеурочную деятельность по информатике в 5 классе Маніпулятивний вплив медіа
Маніпулятивний вплив медіа Ғылыми – техникалық ақпараттық жүйелері
Ғылыми – техникалық ақпараттық жүйелері Организация циклов, условные операторы, написание функций
Организация циклов, условные операторы, написание функций Создание документа в Word
Создание документа в Word Статистическая обработка данных. SPSS
Статистическая обработка данных. SPSS Разработка урока на тему Вспомогательные алгоритмы 9 класс
Разработка урока на тему Вспомогательные алгоритмы 9 класс Создание 3D моделей окружения в играх
Создание 3D моделей окружения в играх The mass media
The mass media Workstation
Workstation Апаратне та програмне забезпечення комп'ютера. Операційні системи
Апаратне та програмне забезпечення комп'ютера. Операційні системи Разработка игрового приложения Большая ржака на Unity 2D
Разработка игрового приложения Большая ржака на Unity 2D Программирование разветвляющихся алгоритмов. Условный оператор. Составной оператор. Многообразие способов записи ветвления
Программирование разветвляющихся алгоритмов. Условный оператор. Составной оператор. Многообразие способов записи ветвления Апаратное и программное обеспечение компьютера
Апаратное и программное обеспечение компьютера Деревья. Лекция 11, 12
Деревья. Лекция 11, 12 Презентация ұғымы
Презентация ұғымы Конспект урока на тему: Электронная почта.
Конспект урока на тему: Электронная почта. Основные понятия и определения по информатике
Основные понятия и определения по информатике Способы передачи информации, от каменного века до наших дней
Способы передачи информации, от каменного века до наших дней