- Организация APQP-процесса на предприятии

Содержание
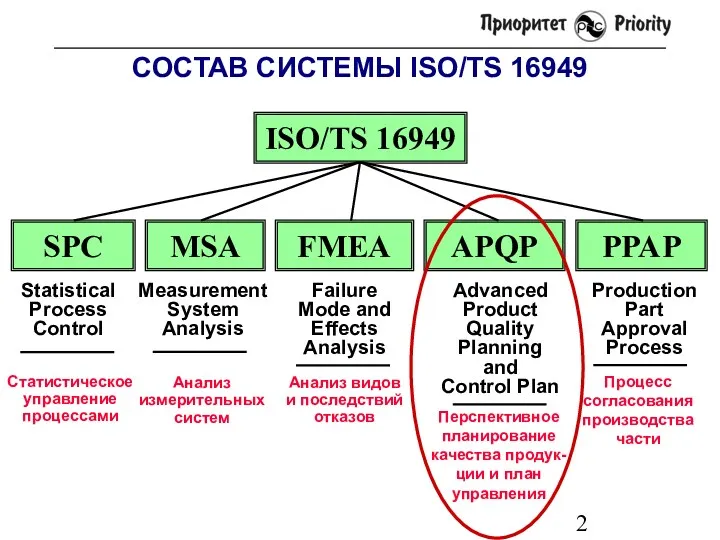
- 2. Статистическое управление процессами СОСТАВ СИСТЕМЫ ISO/TS 16949
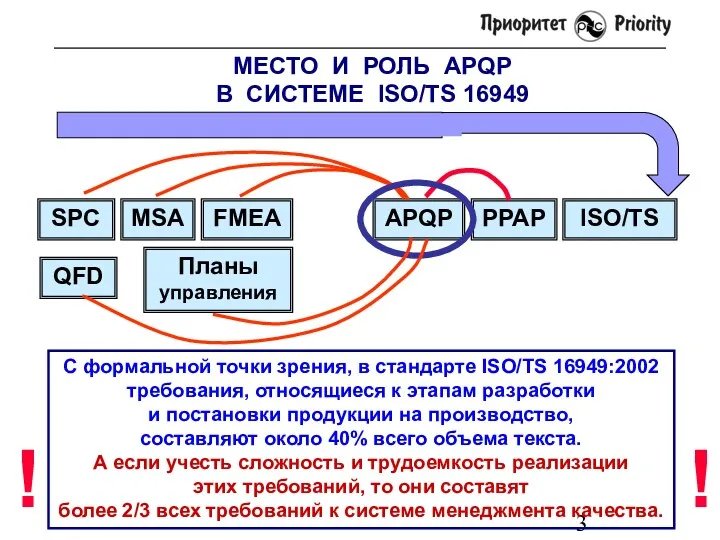
- 3. SPC MSA FMEA APQP PPAP ISO/TS МЕСТО И РОЛЬ APQP В СИСТЕМЕ ISO/TS 16949 С формальной
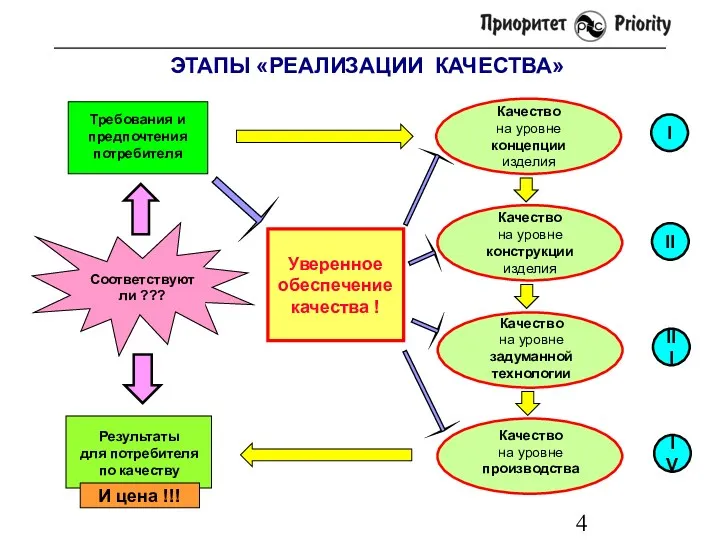
- 4. IV ЭТАПЫ «РЕАЛИЗАЦИИ КАЧЕСТВА» Качество на уровне концепции изделия Качество на уровне конструкции изделия Качество на
- 5. ВРЕМЕННОЙ ГРАФИК APQP-ПРОЦЕССА И ЭТАПЫ Общим видом овладели, теперь подробностей не нужно упускать! Михаил Жванецкий 4.
- 6. APQP - ПРОЦЕСС !
- 7. СИСТЕМА МЕТОДОВ ДЛЯ ISO/TS 16949: СТУПЕНИ ОСВОЕНИЯ Статистические методы MSA FMEA APQP PPAP ISO/TS 16949 SPC
- 8. СТАТИСТИЧЕСКИЕ МЕТОДЫ – самая большая проблема наших предприятий Измерения занимают примерно четверть допуска, смещения почти нет
- 9. СТАТИСТИЧЕСКИЕ МЕТОДЫ – самая большая проблема наших предприятий
- 10. Измерения занимают примерно четверть допуска, смещения почти нет Измерения, как в случае 4, но смещены на
- 11. СТАТИСТИЧЕСКИЕ МЕТОДЫ – самая большая проблема наших предприятий -10 10 0 -5 5
- 12. СТАТИСТИЧЕСКИЕ МЕТОДЫ – самая большая проблема наших предприятий -10 10 0 -5 5
- 13. ЕСТЕСТВЕННЫЕ ИЗМЕНЕНИЯ В ТП – ДЕСТАБИЛИЗИРУЮЩИЕ ФАКТОРЫ ТО1 ТО2 ТО3 ТОk … ТО3 ТО3 Инструменты Переналадки
- 14. Хорош ли наш процесс ? С точки зрения стабильности во времени ? (в паралл. потоках) ДВА
- 15. Попадание в допуск (индексы, характеризующие ТП) хорошее плохое СТАБИЛЬНОСТЬ ТП ⇐ ? ⇒ ПОПАДАНИЕ В ДОПУСК
- 16. MSA: достаточна ли статистическая точность метрологии в производстве? Практический эксперимент на месте 5-20 образцов продукции Пригодна
- 17. FMEA - АНАЛИЗ ВИДОВ И ПОСЛЕДСТВИЙ ПОТЕНЦИАЛЬНЫХ ДЕФЕКТОВ Проектируем - без ошибок и потерь работа командой
- 18. КУЛЬТУРА КЛЮЧЕВЫХ (СПЕЦИАЛЬНЫХ) ХАРАКТЕРИСТИК ПРОДУКЦИИ И ПРОЦЕССОВ Ключевые критические значительные Ключевой показатель качества продукции – тот,
- 19. АЛГОРИТМ ВЫДЕЛЕНИЯ КЛЮЧЕВЫХ ПОКАЗАТЕЛЕЙ FMEA конструкции: какие компоненты влияют? FMEA технологии: какие ТП влияют? FMEA технологии:
- 20. ПОДХОД ФОРДА К ВЫДЕЛЕНИЮ КЛЮЧЕВЫХ ПОКАЗАТЕЛЕЙ Если по критерию S при нарушении показателя (DFMEA, PFMEA) Если
- 21. КАРТА ПОТОКА ПРОЦЕССА (табличная форма) Продукция (изделие) ______________________________________ Начало процесса __________________________________________ Конец процесса ___________________________________________ Краткое описание,
- 22. Последовательность технологических операций: 1. Пробивка отверстий в основании поводка 2. Термоосадка 3. Термоосадка 4. Запрессовка, раскатка
- 23. КАРТА ПОТОКА ПРОЦЕССА (пример заполнения табличной формы) Продукция (изделие) ___Поводок стеклоочтстителя левый_______ Начало процесса __________________________________________ Конец
- 24. Таблица 1 – Пример составления плана управления
- 25. QFD Структурирование функций качества DFMEA Анализ потенциальных дефектов конструкции Ключевые характеристики конструкции PFMEA Анализ потенциальных дефектов
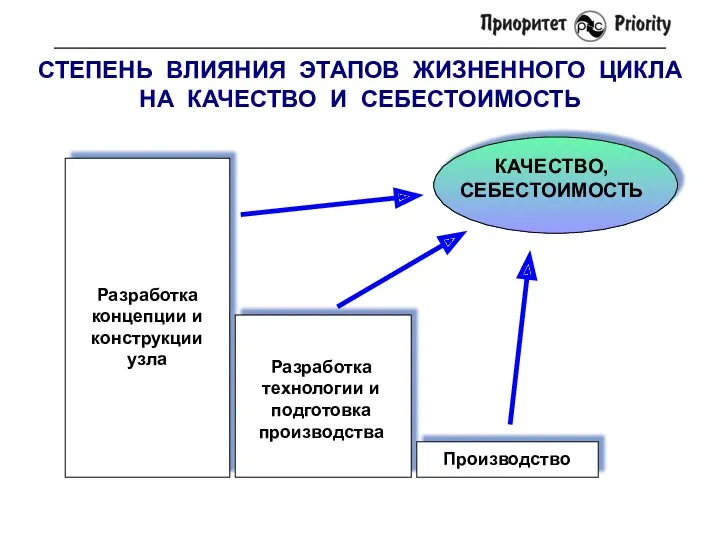
- 26. КАЧЕСТВО, СЕБЕСТОИМОСТЬ Разработка концепции и конструкции узла Разработка технологии и подготовка производства Производство СТЕПЕНЬ ВЛИЯНИЯ ЭТАПОВ
- 27. ПРИМЕР: ДВЕ ЗАЖИГАЛКИ ДЛЯ ГАЗОВОЙ ПЛИТЫ Если мы выбираем для производственной реализации 1-й конструкторский вариант зажигалки,
- 28. НОВЫЕ КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКИЕ РЕШЕНИЯ ДЛЯ АВТОМОБИЛЬНЫХ УЗЛОВ Крестовина для рулевой колонки «Мерседес» Пневматический «мускул». Российский патент –
- 29. НОВЫЕ КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКИЕ РЕШЕНИЯ ДЛЯ АВТОМОБИЛЬНЫХ УЗЛОВ Способ компенсации объема камеры сгорания путем применения эксцентриковых вкладышей Российский
- 30. ПАТЕНТЫ – ПУТЬ НАВЕРХ (Инструм-РЭНД)
- 31. ВНИМАНИЕ ВЫСШИХ РУКОВОДИТЕЛЕЙ К РАЗРАБОТКЕ И ПОДГОТОВКЕ ПРОИЗВОДСТВА Андрей Николаевич Падучин, Ген. Дир. «ТРЕК» : «Меня
- 32. ОСНОВНЫЕ НЕДОРАБОТКИ ЭТАПОВ APQP-ПРОЦЕССА ЭТАП 1 ЭТАП 2 ЭТАП 3 ЭТАП 4 ЭТАП 5 Планирование, разработка
- 33. ВНИМАНИЕ ВЫСШЕГО РУКОВОДСТВА – ТАК ДОЛЖНО БЫТЬ при выполнении APQP- процесса ЭТАП 1 ЭТАП 2 ЭТАП
- 34. ВНИМАНИЕ ВЫСШЕГО РУКОВОДСТВА – ТАК, К СОЖАЛЕНИЮ, ЕСТЬ при выполнении APQP- процесса ЭТАП 1 ЭТАП 2
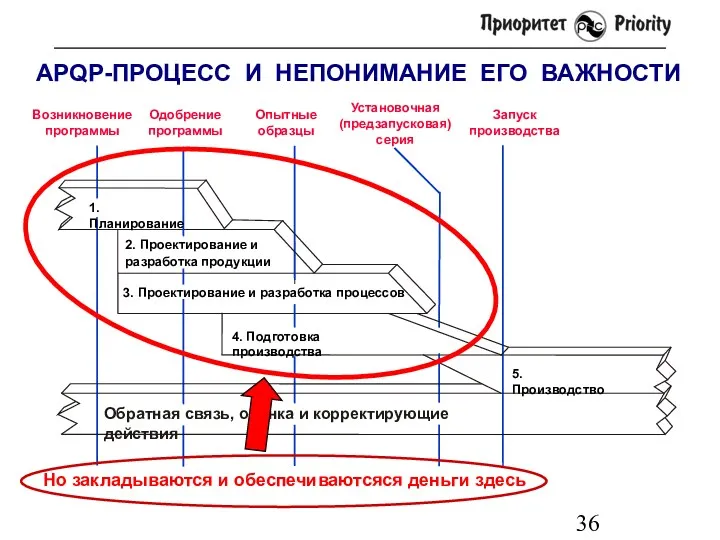
- 35. APQP-ПРОЦЕСС И НЕПОНИМАНИЕ ЕГО ВАЖНОСТИ 4. Подготовка производства Обратная связь, оценка и корректирующие действия 5. Производство
- 36. APQP-ПРОЦЕСС И НЕПОНИМАНИЕ ЕГО ВАЖНОСТИ 4. Подготовка производства Обратная связь, оценка и корректирующие действия 5. Производство
- 37. НИОКР, ИССЛЕДОВАНИЯ «В ЗАДЕЛ» Новые и известные : – идеи – функции – материалы – конструкции
- 38. ЭКОНОМИЧЕСКИЙ АСПЕКТ ЭТАПОВ РАЗРАБОТКИ И ПОДГОТОВКИ ПРОИЗВОДСТВА Конференция Фраунгоферовского Общества (Германия) в ноябре 2007г. в Н.Новгороде:
- 39. И качество, и цена как автокомпонентов, так и автомобилей в целом в решающей степени зависят от
- 40. ДРЕВНЕ-РИМСКАЯ ПОГОВОРКА Повторение – мать учения Применение – мать учения
- 41. КАКИЕ МЕТОДЫ МЫ ПРИМЕНЯЕМ … Вилки – ложки? – Конечно, знаем. Можем показать! Но вот так
- 43. Скачать презентацию
Статистическое
управление
процессами
СОСТАВ СИСТЕМЫ ISO/TS 16949
Статистическое
управление
процессами
СОСТАВ СИСТЕМЫ ISO/TS 16949
SPC
MSA
FMEA
APQP
PPAP
ISO/TS
МЕСТО И РОЛЬ APQP
В СИСТЕМЕ ISO/TS 16949
С формальной точки зрения,
SPC
MSA
FMEA
APQP
PPAP
ISO/TS
МЕСТО И РОЛЬ APQP
В СИСТЕМЕ ISO/TS 16949
С формальной точки зрения,
IV
ЭТАПЫ «РЕАЛИЗАЦИИ КАЧЕСТВА»
Качество
на уровне
концепции
изделия
Качество
на уровне
конструкции
изделия
Качество
на уровне
задуманной
IV
ЭТАПЫ «РЕАЛИЗАЦИИ КАЧЕСТВА»
Качество
на уровне
концепции
изделия
Качество
на уровне
конструкции
изделия
Качество
на уровне
задуманной
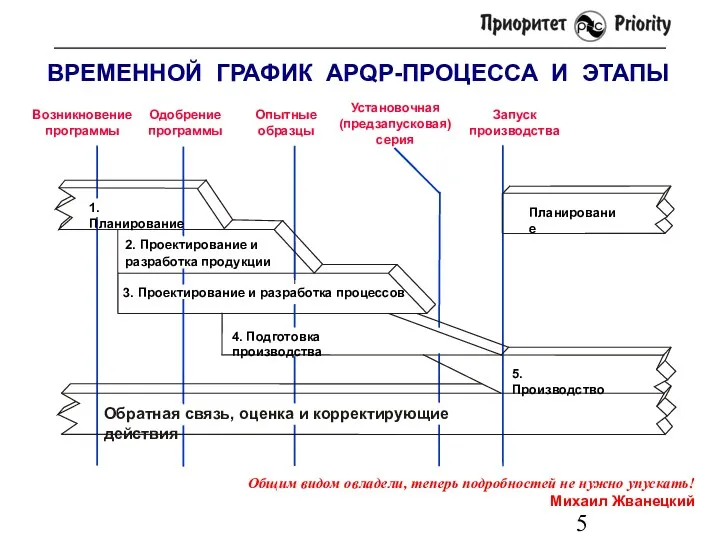
ВРЕМЕННОЙ ГРАФИК APQP-ПРОЦЕССА И ЭТАПЫ
Общим видом овладели, теперь подробностей не
ВРЕМЕННОЙ ГРАФИК APQP-ПРОЦЕССА И ЭТАПЫ
Общим видом овладели, теперь подробностей не

APQP - ПРОЦЕСС
!
APQP - ПРОЦЕСС
!
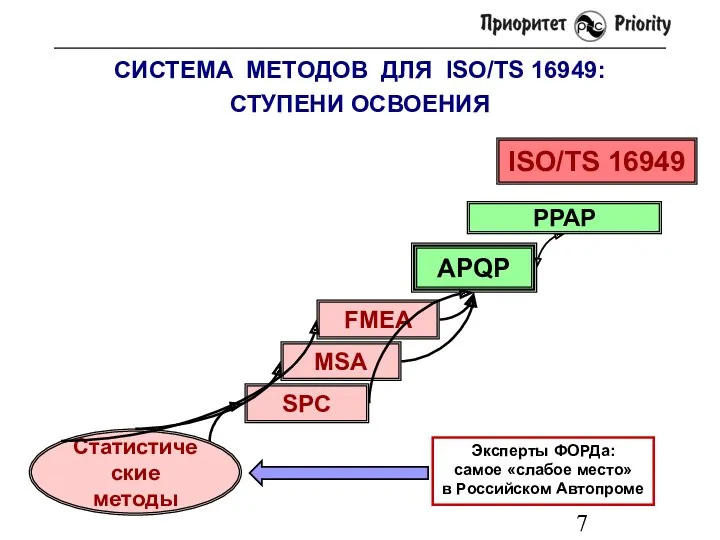
СИСТЕМА МЕТОДОВ ДЛЯ ISO/TS 16949:
СТУПЕНИ ОСВОЕНИЯ
Статистические
методы
MSA
FMEA
APQP
PPAP
ISO/TS 16949
SPC
Эксперты ФОРДа:
самое «слабое место»
в
СИСТЕМА МЕТОДОВ ДЛЯ ISO/TS 16949:
СТУПЕНИ ОСВОЕНИЯ
Статистические
методы
MSA
FMEA
APQP
PPAP
ISO/TS 16949
SPC
Эксперты ФОРДа: самое «слабое место» в
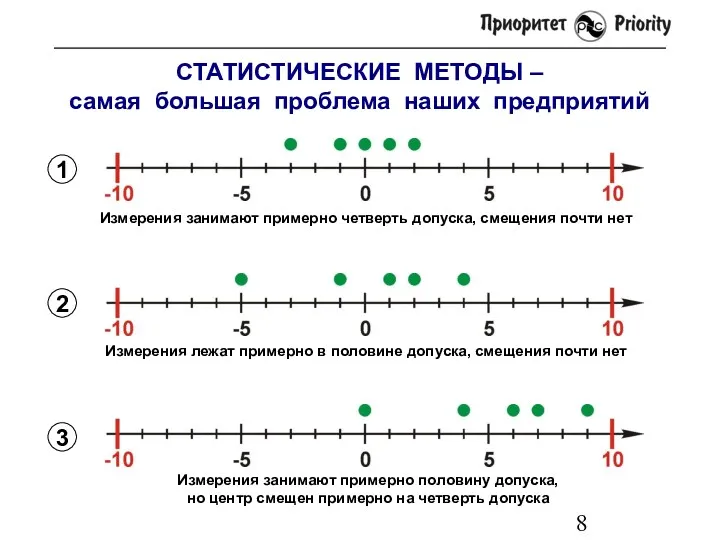
СТАТИСТИЧЕСКИЕ МЕТОДЫ –
самая большая проблема наших предприятий
Измерения занимают примерно
СТАТИСТИЧЕСКИЕ МЕТОДЫ –
самая большая проблема наших предприятий
Измерения занимают примерно
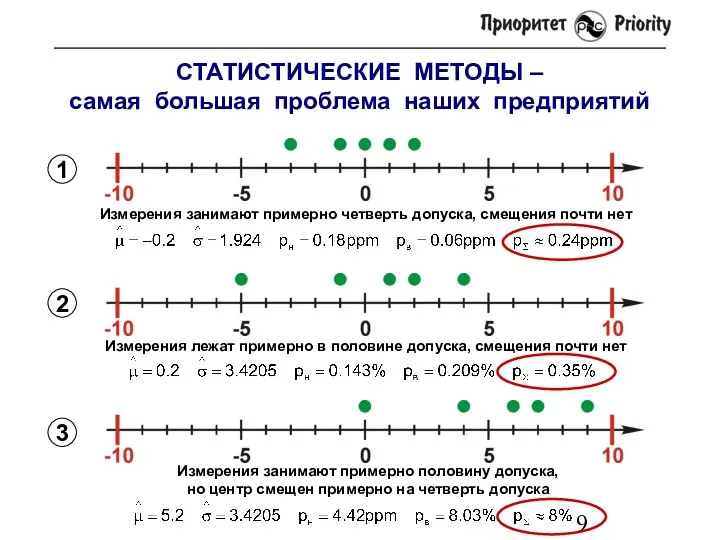
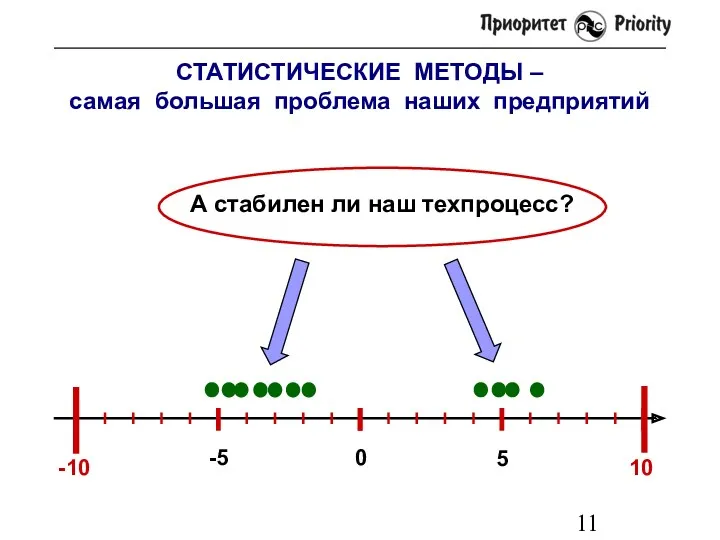
СТАТИСТИЧЕСКИЕ МЕТОДЫ –
самая большая проблема наших предприятий
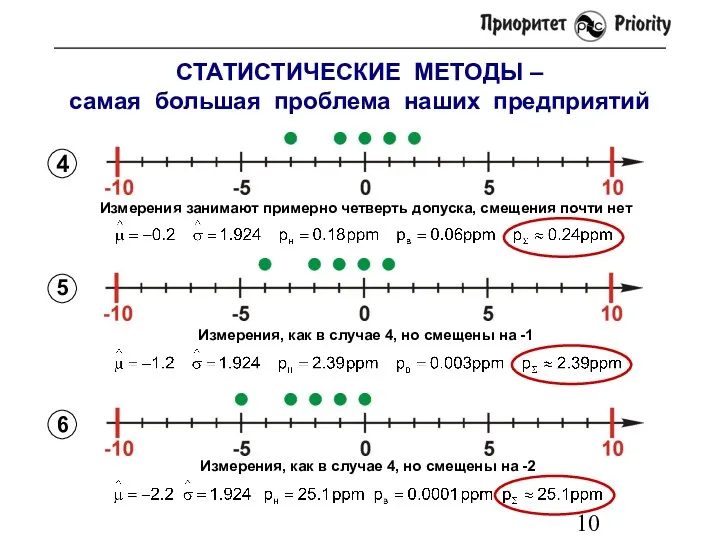
СТАТИСТИЧЕСКИЕ МЕТОДЫ –
самая большая проблема наших предприятий
Измерения занимают примерно четверть допуска, смещения почти нет
Измерения, как в случае
Измерения занимают примерно четверть допуска, смещения почти нет
Измерения, как в случае
СТАТИСТИЧЕСКИЕ МЕТОДЫ –
самая большая проблема наших предприятий
-10
10
0
-5
5
СТАТИСТИЧЕСКИЕ МЕТОДЫ –
самая большая проблема наших предприятий
-10
10
0
-5
5
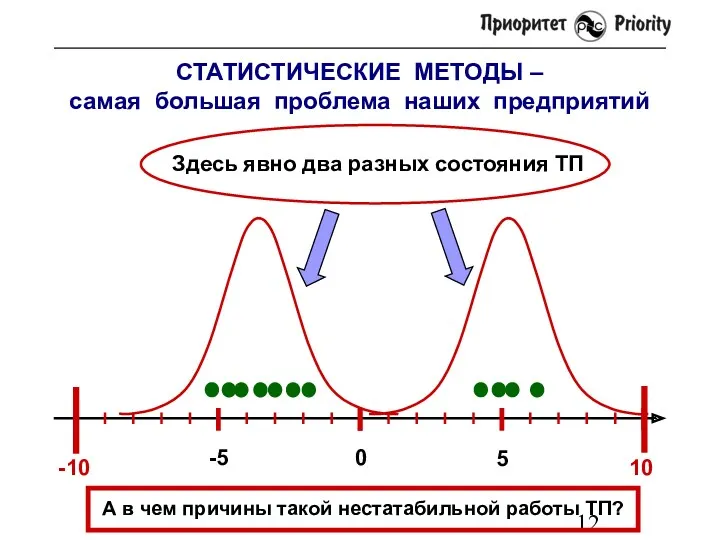
СТАТИСТИЧЕСКИЕ МЕТОДЫ –
самая большая проблема наших предприятий
-10
10
0
-5
5
СТАТИСТИЧЕСКИЕ МЕТОДЫ –
самая большая проблема наших предприятий
-10
10
0
-5
5
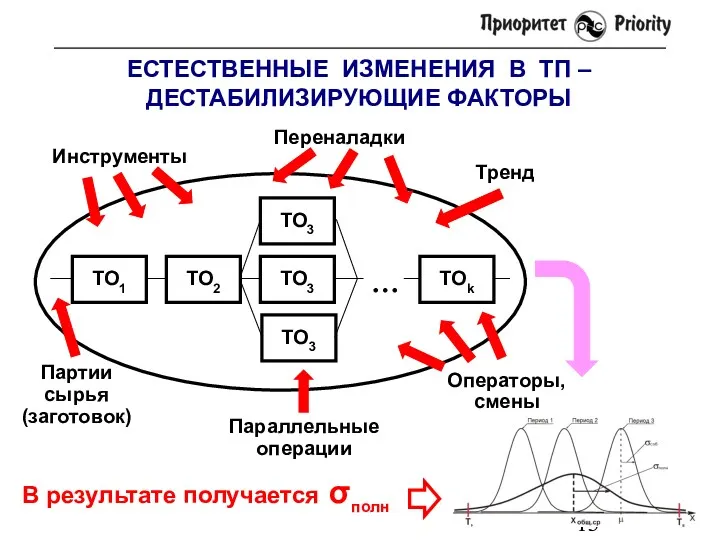
ЕСТЕСТВЕННЫЕ ИЗМЕНЕНИЯ В ТП –
ДЕСТАБИЛИЗИРУЮЩИЕ ФАКТОРЫ
ТО1
ТО2
ТО3
ТОk
…
ТО3
ТО3
Инструменты
Переналадки
Тренд
Операторы,
смены
Партии
сырья
(заготовок)
В результате получается σполн
Параллельные
операции
ЕСТЕСТВЕННЫЕ ИЗМЕНЕНИЯ В ТП –
ДЕСТАБИЛИЗИРУЮЩИЕ ФАКТОРЫ
ТО1
ТО2
ТО3
ТОk
…
ТО3
ТО3
Инструменты
Переналадки
Тренд
Операторы,
смены
Партии
сырья
(заготовок)
В результате получается σполн
Параллельные
операции
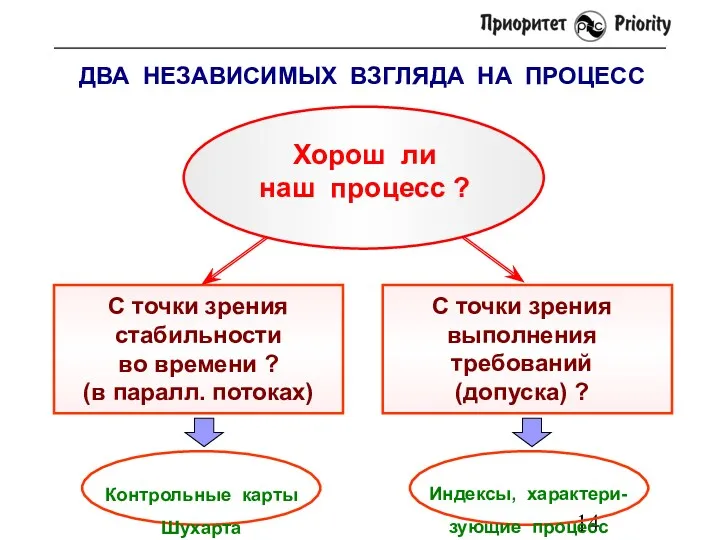
Хорош ли
наш процесс ?
С точки зрения
стабильности
во времени ?
(в паралл. потоках)
ДВА
Хорош ли
наш процесс ?
С точки зрения
стабильности
во времени ?
(в паралл. потоках)
ДВА
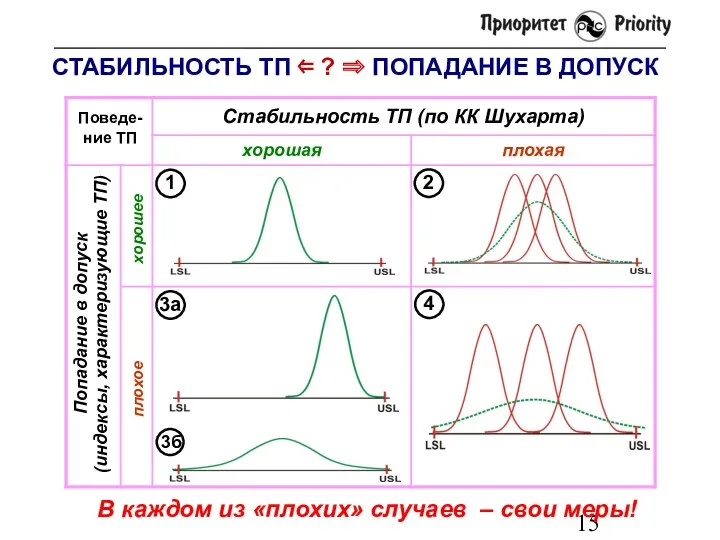
Попадание в допуск
(индексы, характеризующие ТП)
хорошее
плохое
СТАБИЛЬНОСТЬ ТП ⇐ ? ⇒ ПОПАДАНИЕ В
Попадание в допуск
(индексы, характеризующие ТП)
хорошее
плохое
СТАБИЛЬНОСТЬ ТП ⇐ ? ⇒ ПОПАДАНИЕ В

MSA: достаточна ли
статистическая точность метрологии в производстве?
Практический эксперимент на
MSA: достаточна ли
статистическая точность метрологии в производстве?
Практический эксперимент на
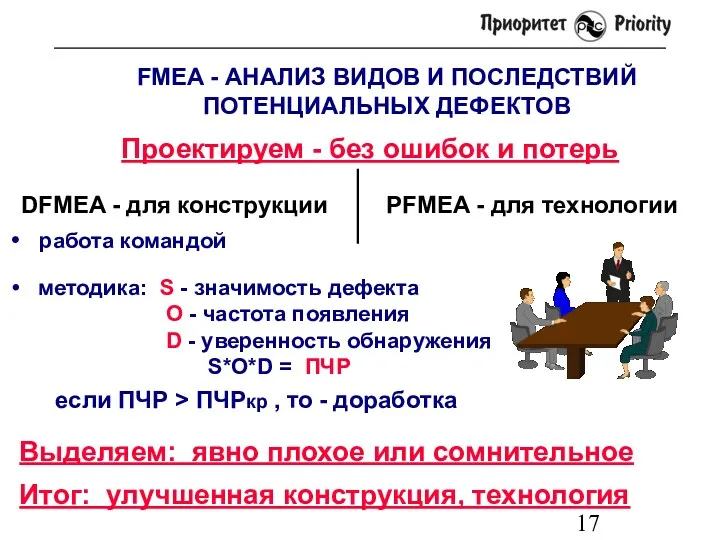
FMEA - АНАЛИЗ ВИДОВ И ПОСЛЕДСТВИЙ
ПОТЕНЦИАЛЬНЫХ ДЕФЕКТОВ
Проектируем - без
FMEA - АНАЛИЗ ВИДОВ И ПОСЛЕДСТВИЙ
ПОТЕНЦИАЛЬНЫХ ДЕФЕКТОВ
Проектируем - без
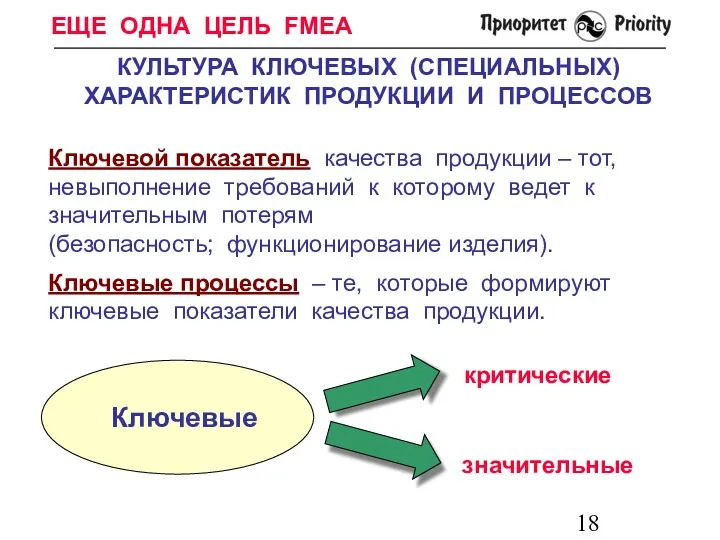
КУЛЬТУРА КЛЮЧЕВЫХ (СПЕЦИАЛЬНЫХ) ХАРАКТЕРИСТИК ПРОДУКЦИИ И ПРОЦЕССОВ
Ключевые
критические
значительные
Ключевой показатель качества продукции
КУЛЬТУРА КЛЮЧЕВЫХ (СПЕЦИАЛЬНЫХ) ХАРАКТЕРИСТИК ПРОДУКЦИИ И ПРОЦЕССОВ
Ключевые
критические
значительные
Ключевой показатель качества продукции

АЛГОРИТМ ВЫДЕЛЕНИЯ КЛЮЧЕВЫХ ПОКАЗАТЕЛЕЙ
FMEA конструкции:
какие компоненты
влияют?
FMEA технологии:
какие ТП влияют?
FMEA
АЛГОРИТМ ВЫДЕЛЕНИЯ КЛЮЧЕВЫХ ПОКАЗАТЕЛЕЙ
FMEA конструкции:
какие компоненты
влияют?
FMEA технологии:
какие ТП влияют?
FMEA

ПОДХОД ФОРДА К ВЫДЕЛЕНИЮ КЛЮЧЕВЫХ ПОКАЗАТЕЛЕЙ
Если по критерию
S
при нарушении показателя
(DFMEA,
ПОДХОД ФОРДА К ВЫДЕЛЕНИЮ КЛЮЧЕВЫХ ПОКАЗАТЕЛЕЙ
Если по критерию
S
при нарушении показателя
(DFMEA,
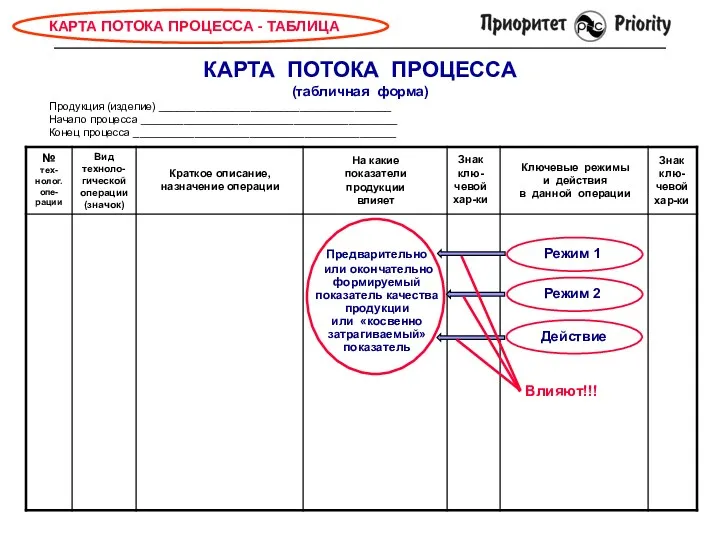
КАРТА ПОТОКА ПРОЦЕССА
(табличная форма)
Продукция (изделие) ______________________________________
Начало процесса __________________________________________
Конец процесса ___________________________________________
Краткое описание,
КАРТА ПОТОКА ПРОЦЕССА
(табличная форма)
Продукция (изделие) ______________________________________
Начало процесса __________________________________________
Конец процесса ___________________________________________
Краткое описание,
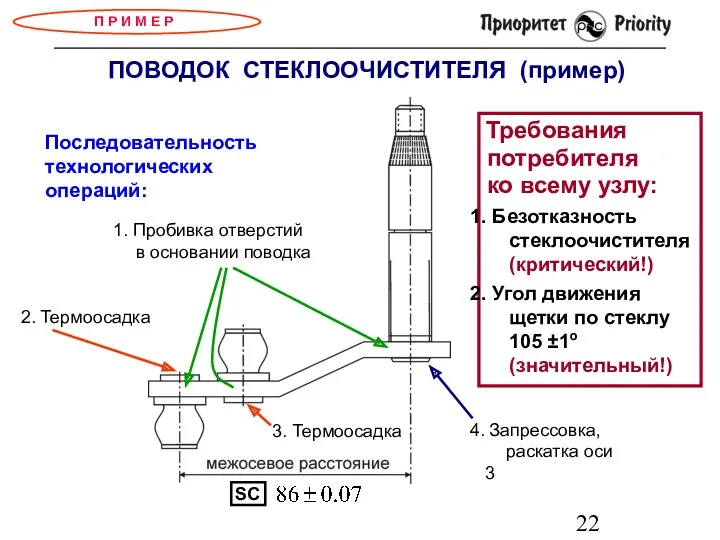
Последовательность
технологических
операций:
1. Пробивка отверстий
в основании поводка
2. Термоосадка
3. Термоосадка
4. Запрессовка,
раскатка
Последовательность
технологических
операций:
1. Пробивка отверстий
в основании поводка
2. Термоосадка
3. Термоосадка
4. Запрессовка,
раскатка
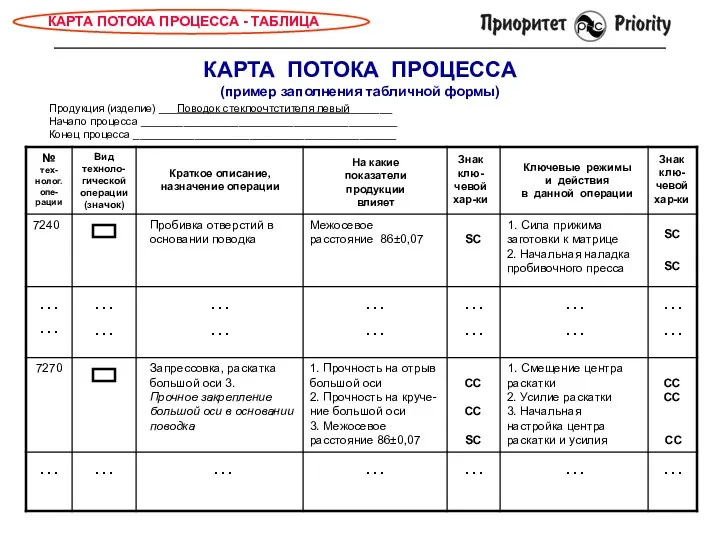
КАРТА ПОТОКА ПРОЦЕССА
(пример заполнения табличной формы)
Продукция (изделие) ___Поводок стеклоочтстителя левый_______
Начало процесса
КАРТА ПОТОКА ПРОЦЕССА
(пример заполнения табличной формы)
Продукция (изделие) ___Поводок стеклоочтстителя левый_______
Начало процесса
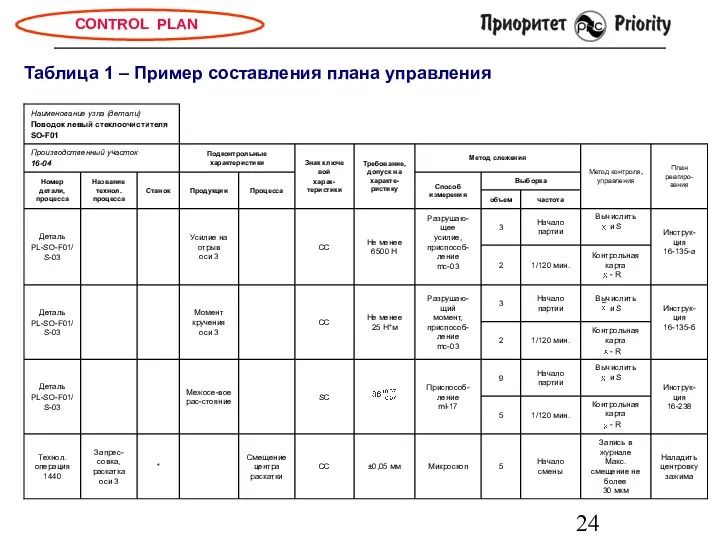
Таблица 1 – Пример составления плана управления
Таблица 1 – Пример составления плана управления

QFD
Структурирование функций качества
DFMEA
Анализ потенциальных
дефектов конструкции
Ключевые
характеристики
конструкции
PFMEA
Анализ потенциальных
дефектов технологии
Ключевые
характеристики
технологии
Как правильно
подготовить производство?
SPC,
QFD
Структурирование функций качества
DFMEA
Анализ потенциальных
дефектов конструкции
Ключевые
характеристики
конструкции
PFMEA
Анализ потенциальных
дефектов технологии
Ключевые
характеристики
технологии
Как правильно
подготовить производство?
SPC,
КАЧЕСТВО,
СЕБЕСТОИМОСТЬ
Разработка
концепции и
конструкции
узла
Разработка
технологии и
подготовка
производства
Производство
СТЕПЕНЬ ВЛИЯНИЯ ЭТАПОВ ЖИЗНЕННОГО ЦИКЛА
НА КАЧЕСТВО И СЕБЕСТОИМОСТЬ
КАЧЕСТВО,
СЕБЕСТОИМОСТЬ
Разработка
концепции и
конструкции
узла
Разработка
технологии и
подготовка
производства
Производство
СТЕПЕНЬ ВЛИЯНИЯ ЭТАПОВ ЖИЗНЕННОГО ЦИКЛА
НА КАЧЕСТВО И СЕБЕСТОИМОСТЬ

ПРИМЕР: ДВЕ ЗАЖИГАЛКИ ДЛЯ ГАЗОВОЙ ПЛИТЫ
Если мы выбираем для производственной
ПРИМЕР: ДВЕ ЗАЖИГАЛКИ ДЛЯ ГАЗОВОЙ ПЛИТЫ
Если мы выбираем для производственной

НОВЫЕ КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКИЕ
РЕШЕНИЯ ДЛЯ АВТОМОБИЛЬНЫХ УЗЛОВ
Крестовина для рулевой колонки
«Мерседес»
Пневматический «мускул».
Российский патент
НОВЫЕ КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКИЕ
РЕШЕНИЯ ДЛЯ АВТОМОБИЛЬНЫХ УЗЛОВ
Крестовина для рулевой колонки
«Мерседес»
Пневматический «мускул».
Российский патент

НОВЫЕ КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКИЕ
РЕШЕНИЯ ДЛЯ АВТОМОБИЛЬНЫХ УЗЛОВ
Способ компенсации объема камеры сгорания
путем применения
НОВЫЕ КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКИЕ
РЕШЕНИЯ ДЛЯ АВТОМОБИЛЬНЫХ УЗЛОВ
Способ компенсации объема камеры сгорания путем применения

ПАТЕНТЫ – ПУТЬ НАВЕРХ (Инструм-РЭНД)
ПАТЕНТЫ – ПУТЬ НАВЕРХ (Инструм-РЭНД)
ВНИМАНИЕ ВЫСШИХ РУКОВОДИТЕЛЕЙ
К РАЗРАБОТКЕ И ПОДГОТОВКЕ ПРОИЗВОДСТВА
Андрей Николаевич Падучин, Ген.
ВНИМАНИЕ ВЫСШИХ РУКОВОДИТЕЛЕЙ
К РАЗРАБОТКЕ И ПОДГОТОВКЕ ПРОИЗВОДСТВА
Андрей Николаевич Падучин, Ген.

ОСНОВНЫЕ НЕДОРАБОТКИ ЭТАПОВ APQP-ПРОЦЕССА
ЭТАП 1
ЭТАП 2
ЭТАП 3
ЭТАП 4
ЭТАП 5
Планирование,
разработка
концепции (ТЗ)
Разработка
конструкции
Разработка
технологии
Подготовка
производства
Производство,
обратная связь,
улучшение
Плохой
анализ
«голоса
ОСНОВНЫЕ НЕДОРАБОТКИ ЭТАПОВ APQP-ПРОЦЕССА
ЭТАП 1
ЭТАП 2
ЭТАП 3
ЭТАП 4
ЭТАП 5
Планирование,
разработка
концепции (ТЗ)
Разработка
конструкции
Разработка
технологии
Подготовка
производства
Производство,
обратная связь,
улучшение
Плохой анализ «голоса
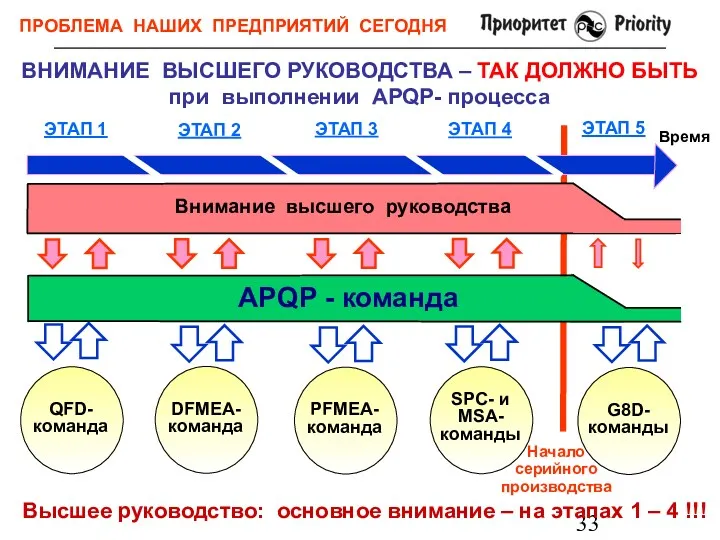
ВНИМАНИЕ ВЫСШЕГО РУКОВОДСТВА – ТАК ДОЛЖНО БЫТЬ
при выполнении APQP- процесса
ЭТАП
ВНИМАНИЕ ВЫСШЕГО РУКОВОДСТВА – ТАК ДОЛЖНО БЫТЬ
при выполнении APQP- процесса
ЭТАП
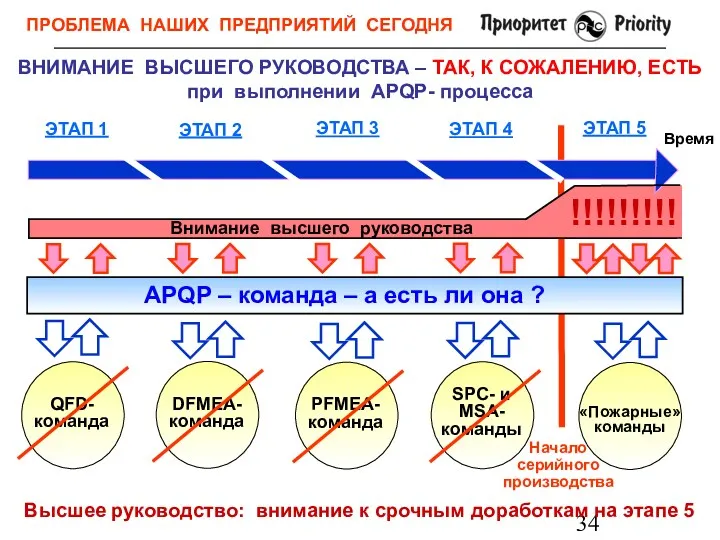
ВНИМАНИЕ ВЫСШЕГО РУКОВОДСТВА – ТАК, К СОЖАЛЕНИЮ, ЕСТЬ
при выполнении APQP-
ВНИМАНИЕ ВЫСШЕГО РУКОВОДСТВА – ТАК, К СОЖАЛЕНИЮ, ЕСТЬ при выполнении APQP-
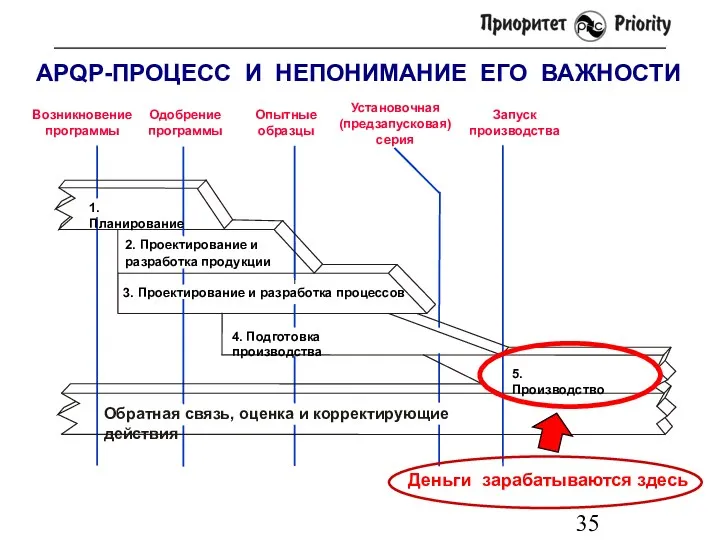
APQP-ПРОЦЕСС И НЕПОНИМАНИЕ ЕГО ВАЖНОСТИ
4. Подготовка производства
Обратная связь, оценка и
APQP-ПРОЦЕСС И НЕПОНИМАНИЕ ЕГО ВАЖНОСТИ
4. Подготовка производства
Обратная связь, оценка и
APQP-ПРОЦЕСС И НЕПОНИМАНИЕ ЕГО ВАЖНОСТИ
4. Подготовка производства
Обратная связь, оценка и
APQP-ПРОЦЕСС И НЕПОНИМАНИЕ ЕГО ВАЖНОСТИ
4. Подготовка производства
Обратная связь, оценка и
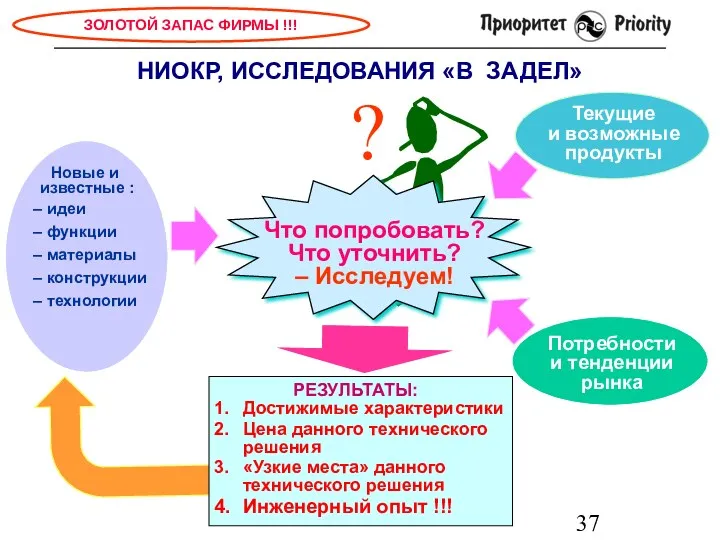
НИОКР, ИССЛЕДОВАНИЯ «В ЗАДЕЛ»
Новые и
известные :
– идеи
– функции
– материалы
– конструкции
–
НИОКР, ИССЛЕДОВАНИЯ «В ЗАДЕЛ»
Новые и
известные :
– идеи
– функции
– материалы
– конструкции
–
ЭКОНОМИЧЕСКИЙ АСПЕКТ ЭТАПОВ
РАЗРАБОТКИ И ПОДГОТОВКИ ПРОИЗВОДСТВА
Конференция Фраунгоферовского Общества (Германия) в
ЭКОНОМИЧЕСКИЙ АСПЕКТ ЭТАПОВ
РАЗРАБОТКИ И ПОДГОТОВКИ ПРОИЗВОДСТВА
Конференция Фраунгоферовского Общества (Германия) в
И качество, и цена как автокомпонентов, так и автомобилей в целом
И качество, и цена как автокомпонентов, так и автомобилей в целом
ДРЕВНЕ-РИМСКАЯ ПОГОВОРКА
Повторение – мать учения
Применение – мать учения
ДРЕВНЕ-РИМСКАЯ ПОГОВОРКА
Повторение – мать учения
Применение – мать учения
КАКИЕ МЕТОДЫ МЫ ПРИМЕНЯЕМ …
Вилки – ложки? –
Конечно, знаем.
Можем показать!
Но
КАКИЕ МЕТОДЫ МЫ ПРИМЕНЯЕМ …
Вилки – ложки? –
Конечно, знаем.
Можем показать!
Но
 Основы алгоритмизации и программирования
Основы алгоритмизации и программирования Третий-лишний. Назовите лишнее высказывание
Третий-лишний. Назовите лишнее высказывание Устройство компьютерной сети. (Лекция 1)
Устройство компьютерной сети. (Лекция 1) Microsoft Paint - Windows жүйесінің стандартты программалар тобына кіретін қарапайым нүктелік графикалық редактор
Microsoft Paint - Windows жүйесінің стандартты программалар тобына кіретін қарапайым нүктелік графикалық редактор Текстовые редакторы
Текстовые редакторы Классификация информационных систем
Классификация информационных систем Тест по теме Количество информации
Тест по теме Количество информации Робототехніка на основі Arduino
Робототехніка на основі Arduino Затенение и тонирование
Затенение и тонирование Системы счисления
Системы счисления Python
Python ООП простыми словами. (Лекция 2)
ООП простыми словами. (Лекция 2) Обеспечение целостности БД
Обеспечение целостности БД Беспроводные сети
Беспроводные сети Создание и обработка графической информации. Практическое занятие № 5
Создание и обработка графической информации. Практическое занятие № 5 HTML5. Семантика
HTML5. Семантика Организация учета доступа к сети Интернет
Организация учета доступа к сети Интернет Следуя командам
Следуя командам Алгоритмы. Линейный алгоритм
Алгоритмы. Линейный алгоритм Простейшая программа на С
Простейшая программа на С Библиографическое описание для составления списка литературы
Библиографическое описание для составления списка литературы Алгоритмы поиска. Поиск в линейных структурах
Алгоритмы поиска. Поиск в линейных структурах Суперкомпьютеры Intel
Суперкомпьютеры Intel Графічний інтерфейс ОС Windows
Графічний інтерфейс ОС Windows Понятия истина и ложь. 2 класс
Понятия истина и ложь. 2 класс Разработка базы данных Магазин
Разработка базы данных Магазин 1С:ERP Управление предприятием 2.0. Оптимизация обновления информационной базы
1С:ERP Управление предприятием 2.0. Оптимизация обновления информационной базы Управление файловой системой
Управление файловой системой