- Различные технологии в 3D-печати

Содержание
- 2. • Лазерная стереолитография (SLA) • Цифровая светодиодная проекция (DLP) • Технология FDM • Выборочное лазерное спекание
- 3. Лазерная стереолитография - в английской литературе обычно именуется кратко - SLA (сокращенно от Stereolithography). Технология лазерной
- 4. Материал - фотополимеры с различными физико-механическими свойствами. Область применения • Создание конструкторских и дизайнерских прототипов, макетов
- 5. 1. Высокая точность изготовления 2. Хорошее качество поверхности, прототипы легко поддаются механической обработке. 3. Высокая производительность
- 6. ТЕХНОЛОГИЯ DLP - цифровая светодиодная проекция (DLP) – метод прототипирования, разновидность стереолитографической 3D-печати. Метод основан на
- 7. •DLP-принтеры применяются в стоматологии; • Ювелирной промышленности; • В дизайне и в производстве сувениров. 1. Высокая
- 8. Технология FDM - моделирование методом послойного наплавления (англ. Fused deposition modeling) — технология широко используемая при
- 9. Рис. Принципиальная схема технологии FDM Рис. Экструдер
- 10. Материал - термопластики и композиты, включая ABS, PLA, поликарбонаты, полиамиды, полистирол, лигнин и многие другие. •
- 11. 1. Широкий спектр используемых материалов, возможность изготовления функциональных прототипов. 2. Возможность изготовления крупногабаритных прототипов. 3. Простота
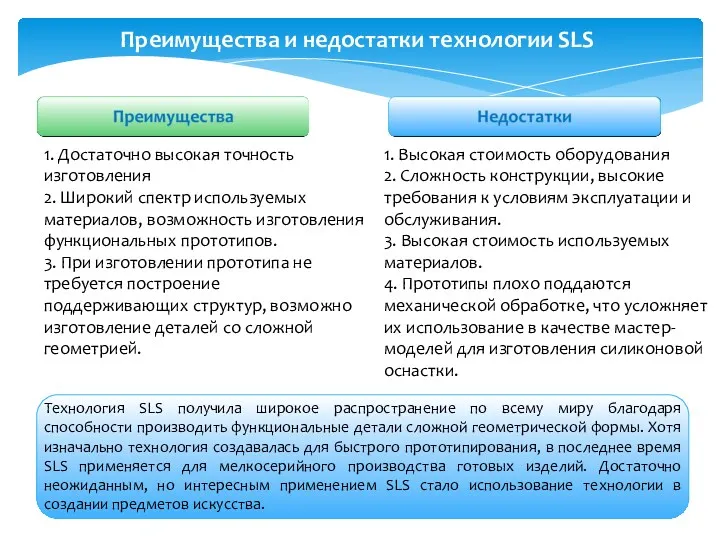
- 12. Выборочное лазерное спекание (SLS) – метод прототипирования, используемый для создания функциональных прототипов и малых партий готовых
- 13. Область применения технологии SLS Создание прототипов и мелких серий готовых деталей в автомобилестроении, приборостроении. Материал в
- 14. 1. Достаточно высокая точность изготовления 2. Широкий спектр используемых материалов, возможность изготовления функциональных прототипов. 3. При
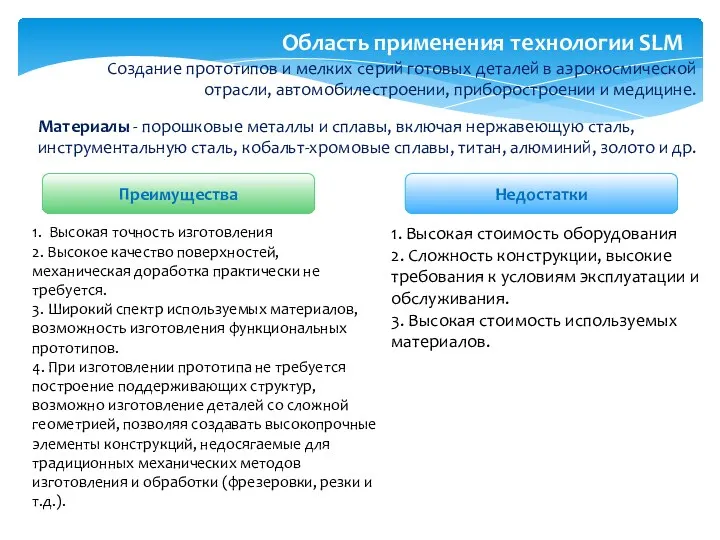
- 15. Выборочная лазерная плавка (SLM) Выборочная лазерная плавка (SLM) – метод аддитивного производства, использующий лазеры высокой мощности
- 16. 1. Высокая точность изготовления 2. Высокое качество поверхностей, механическая доработка практически не требуется. 3. Широкий спектр
- 17. Технология SLM позволяет создавать полые металлические структуры высокой геометрической сложности. В ходе испытаний NASA было установлено,
- 18. Струйная трехмерная печать (3DP) – подразумевает послойное построение физических объектов при помощи порошков, наносимых последовательно тонкими
- 19. Рис. Принципиальная схема 3DP струйной печати
- 20. 1. Широкий спектр используемых материалов. 2. При изготовлении прототипа не требуется построение поддерживающих структур, возможно повторное
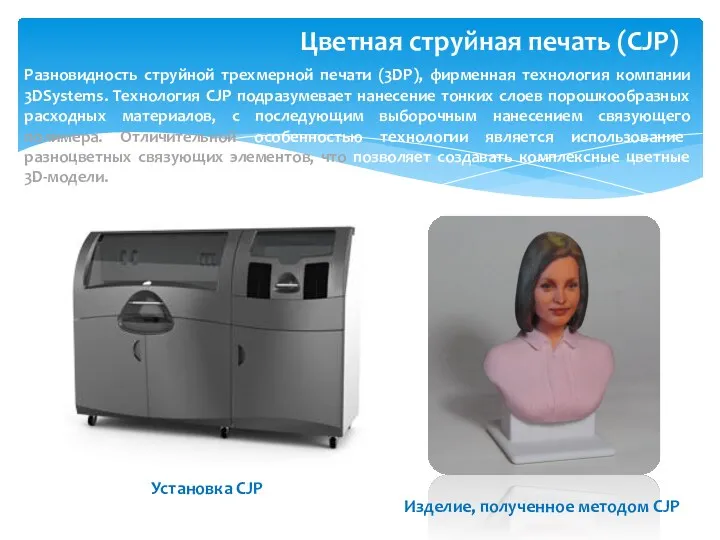
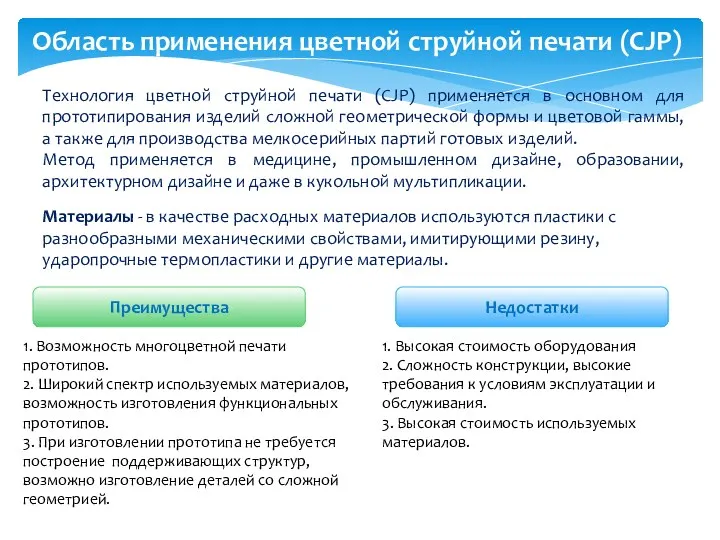
- 21. Разновидность струйной трехмерной печати (3DP), фирменная технология компании 3DSystems. Технология CJP подразумевает нанесение тонких слоев порошкообразных
- 22. Рис. Принципиальная схема цветной струйной печати (CJP)
- 23. 1. Возможность многоцветной печати прототипов. 2. Широкий спектр используемых материалов, возможность изготовления функциональных прототипов. 3. При
- 24. Ввиду относительно высокой стоимости CJP принтеров, данная технология пока не получила широкого бытового распространения и используется
- 25. Технология многоструйного моделирования сочетает черты таких методов 3D- печати, как струйная трехмерная печать 3DP, моделирование методом
- 26. Рис. Принципиальная схема (MJM)
- 27. 1. Исключительно высокая точность изготовления 2. Широкий спектр используемых материалов, возможность изготовления функциональных прототипов. 3. MJM
- 28. Прямое лазерное спекание металлов (DMLS) – Порошковый материал подается в рабочую камеру в количествах, необходимых для
- 29. DMLS детали Установка DMLS
- 30. Рис. Принципиальная схема (DMLS)
- 31. 1. Широкий спектр используемых материалов, возможность изготовления функциональных прототипов. 2. При изготовлении прототипа не требуется построение
- 32. Электронно-лучевая плавка («Electron Beam Melting» или EBM) – метод аддитивного производства металлических изделий. Электронно-лучевая плавка (EBM)
- 33. Рис. Принципиальная схема электронно-лучевой плавки (EBM)
- 34. 1. В сравнении с SLS, SLM и DMLS, EBM обладает более высокой скоростью построения за счет
- 35. В технологии EBFȝ электронный пучок передвигается по рабочей поверхности, повторяя контуры цифровой модели, в то время
- 36. Рис. Принципиальная схема.
- 37. 1. Высокая стоимость оборудования 2. Сложность конструкции, высокие требования к условиям эксплуатации и обслуживания. 3. Высокая
- 38. Выборочное тепловое спекание (SHS) – технология основана на плавке слоев термопластического или металлического порошка с помощью
- 39. Изготовление объектов методом ламинирования (LOM) – технология быстрого прототипирования, разработанная компанией Helisys Inc. Метод подразумевает последовательное
- 40. Рис. Принципиальная схема метода ламинирования (LOM)
- 41. 1. Низкая точность изготовления, ограничения по технологическим возможностям изготовления тонкостенных деталей и деталей со сложной геометрией.
- 42. Использование 3D - технологий в строительстве Нетрадиционные области применения 3D -Технологий
- 43. Принтер печатает стандартными составами на основе цемента серии 500
- 45. Скачать презентацию
• Лазерная стереолитография (SLA)
• Цифровая светодиодная проекция (DLP)
• Технология FDM
• Выборочное лазерное спекание (SLS)
• Выборочная лазерная
• Лазерная стереолитография (SLA)
• Цифровая светодиодная проекция (DLP)
• Технология FDM
• Выборочное лазерное спекание (SLS)
• Выборочная лазерная

Лазерная стереолитография - в английской литературе обычно именуется кратко - SLA
Лазерная стереолитография - в английской литературе обычно именуется кратко - SLA
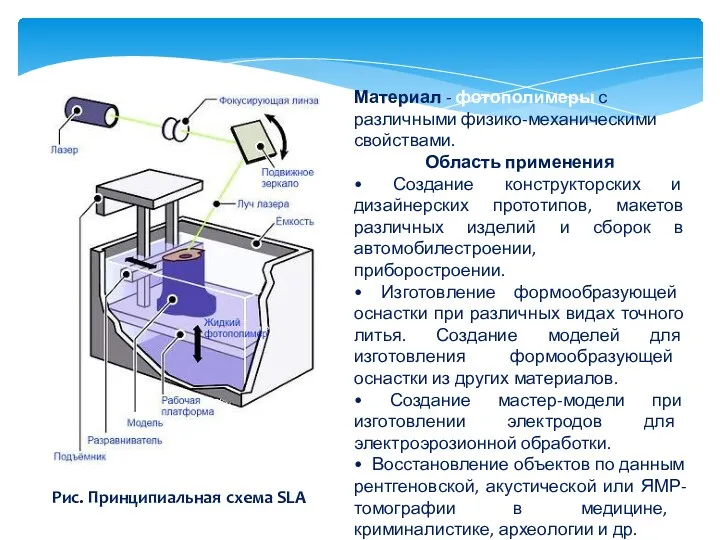
Материал - фотополимеры с различными физико-механическими свойствами.
Область применения
• Создание конструкторских
Материал - фотополимеры с различными физико-механическими свойствами.
Область применения
• Создание конструкторских
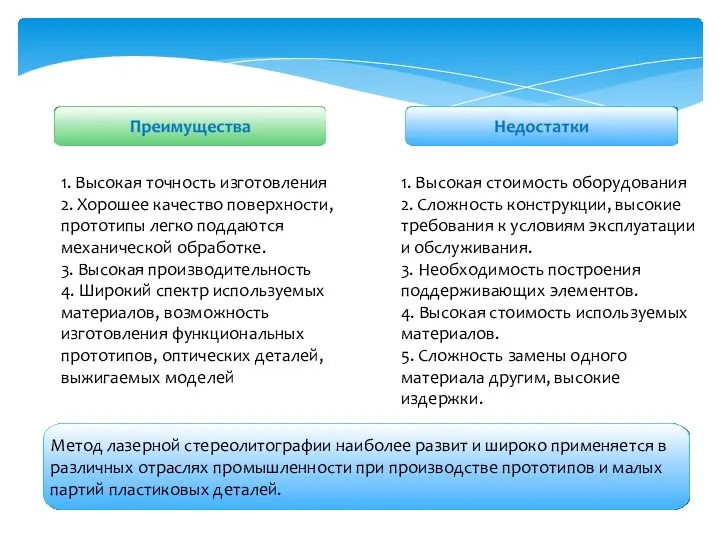
1. Высокая точность изготовления
2. Хорошее качество поверхности, прототипы легко поддаются
1. Высокая точность изготовления
2. Хорошее качество поверхности, прототипы легко поддаются

ТЕХНОЛОГИЯ DLP - цифровая светодиодная проекция (DLP) – метод прототипирования, разновидность
ТЕХНОЛОГИЯ DLP - цифровая светодиодная проекция (DLP) – метод прототипирования, разновидность
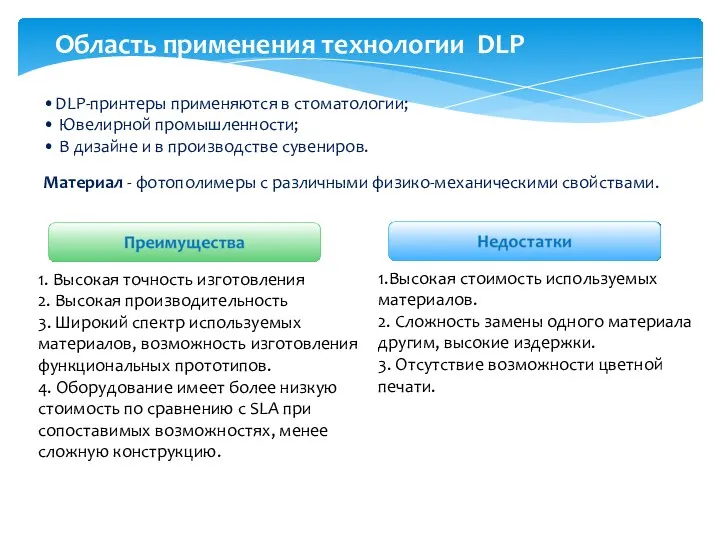
•DLP-принтеры применяются в стоматологии;
• Ювелирной промышленности;
• В дизайне и в
•DLP-принтеры применяются в стоматологии;
• Ювелирной промышленности;
• В дизайне и в

Технология FDM - моделирование методом послойного наплавления
(англ. Fused deposition
Технология FDM - моделирование методом послойного наплавления (англ. Fused deposition
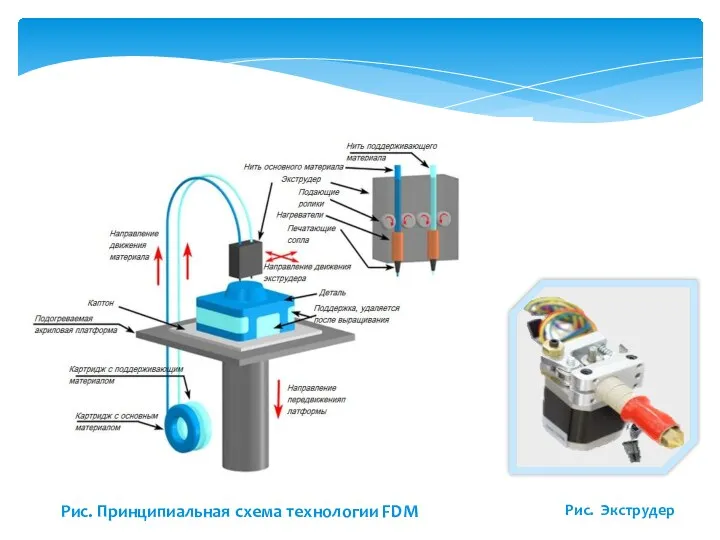
Рис. Принципиальная схема технологии FDM
Рис. Экструдер
Рис. Принципиальная схема технологии FDM
Рис. Экструдер

Материал - термопластики и композиты, включая ABS, PLA, поликарбонаты, полиамиды, полистирол,
Материал - термопластики и композиты, включая ABS, PLA, поликарбонаты, полиамиды, полистирол,
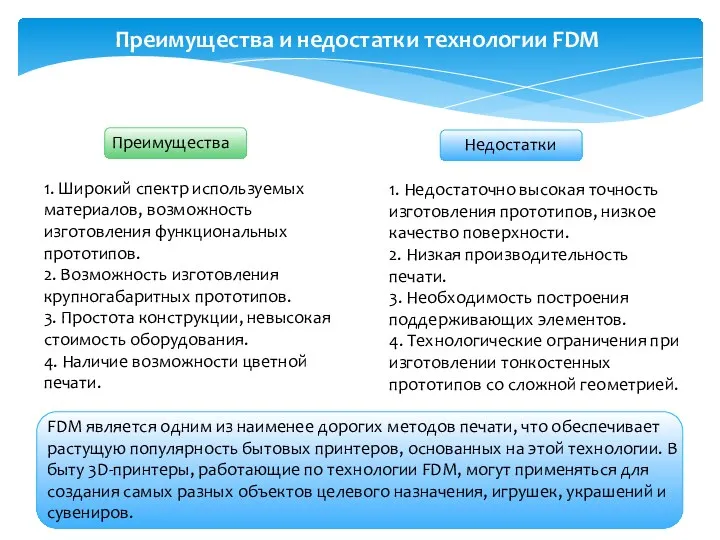
1. Широкий спектр используемых материалов, возможность изготовления функциональных прототипов.
2. Возможность изготовления
1. Широкий спектр используемых материалов, возможность изготовления функциональных прототипов.
2. Возможность изготовления

Выборочное лазерное спекание (SLS) – метод прототипирования, используемый для создания функциональных
Выборочное лазерное спекание (SLS) – метод прототипирования, используемый для создания функциональных

Область применения технологии SLS
Создание прототипов и мелких серий готовых деталей
Область применения технологии SLS
Создание прототипов и мелких серий готовых деталей
1. Достаточно высокая точность изготовления
2. Широкий спектр используемых материалов, возможность
1. Достаточно высокая точность изготовления
2. Широкий спектр используемых материалов, возможность

Выборочная лазерная плавка (SLM)
Выборочная лазерная плавка (SLM) – метод аддитивного производства,
Выборочная лазерная плавка (SLM) Выборочная лазерная плавка (SLM) – метод аддитивного производства,
1. Высокая точность изготовления
2. Высокое качество поверхностей, механическая доработка практически
1. Высокая точность изготовления
2. Высокое качество поверхностей, механическая доработка практически

Технология SLM позволяет создавать полые металлические структуры высокой геометрической сложности. В
Технология SLM позволяет создавать полые металлические структуры высокой геометрической сложности. В

Струйная трехмерная печать (3DP) – подразумевает послойное построение физических объектов при
Струйная трехмерная печать (3DP) – подразумевает послойное построение физических объектов при

Рис. Принципиальная схема 3DP струйной печати
Рис. Принципиальная схема 3DP струйной печати
1. Широкий спектр используемых материалов.
2. При изготовлении прототипа не требуется построение
1. Широкий спектр используемых материалов.
2. При изготовлении прототипа не требуется построение
Разновидность струйной трехмерной печати (3DP), фирменная технология компании 3DSystems. Технология CJP
Разновидность струйной трехмерной печати (3DP), фирменная технология компании 3DSystems. Технология CJP
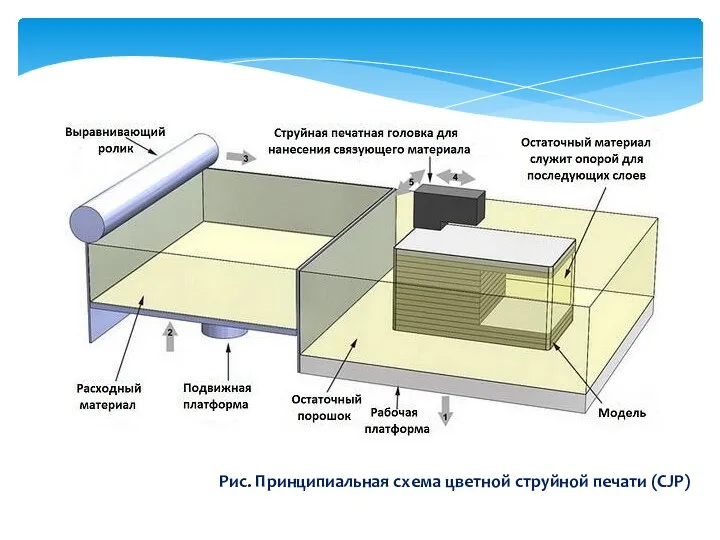
Рис. Принципиальная схема цветной струйной печати (CJP)
Рис. Принципиальная схема цветной струйной печати (CJP)
1. Возможность многоцветной печати прототипов.
2. Широкий спектр используемых материалов, возможность
1. Возможность многоцветной печати прототипов.
2. Широкий спектр используемых материалов, возможность
Ввиду относительно высокой стоимости CJP принтеров, данная технология пока не получила
Ввиду относительно высокой стоимости CJP принтеров, данная технология пока не получила

Технология многоструйного моделирования сочетает черты таких методов
3D- печати, как струйная
Технология многоструйного моделирования сочетает черты таких методов 3D- печати, как струйная
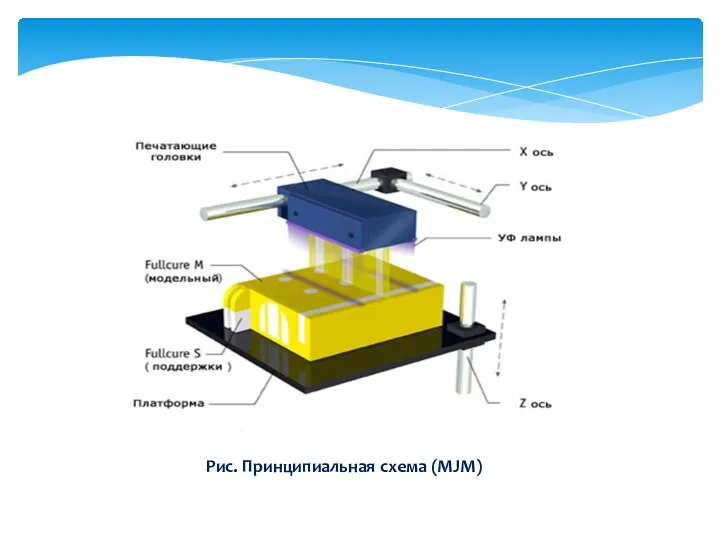
Рис. Принципиальная схема (MJM)
Рис. Принципиальная схема (MJM)
1. Исключительно высокая точность изготовления
2. Широкий спектр используемых материалов, возможность
1. Исключительно высокая точность изготовления
2. Широкий спектр используемых материалов, возможность
Прямое лазерное спекание металлов (DMLS) – Порошковый материал подается в рабочую
Прямое лазерное спекание металлов (DMLS) – Порошковый материал подается в рабочую

DMLS детали
Установка DMLS
DMLS детали
Установка DMLS
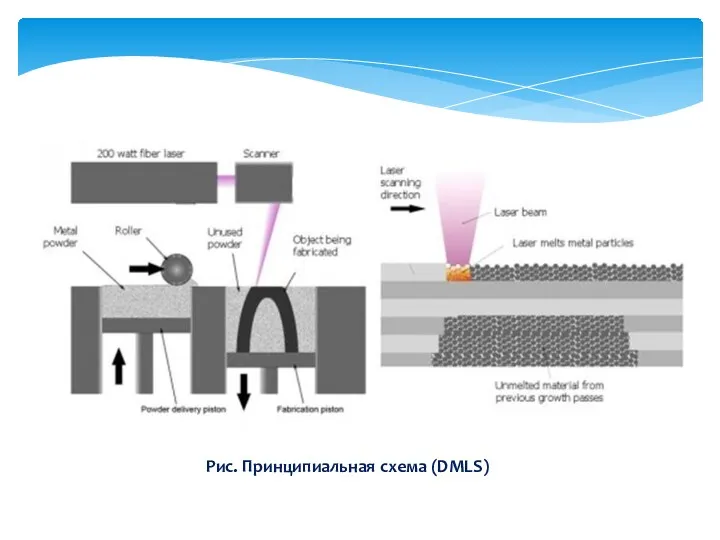
Рис. Принципиальная схема (DMLS)
Рис. Принципиальная схема (DMLS)
1. Широкий спектр используемых материалов, возможность изготовления функциональных прототипов.
2. При изготовлении
1. Широкий спектр используемых материалов, возможность изготовления функциональных прототипов.
2. При изготовлении

Электронно-лучевая плавка («Electron Beam Melting» или EBM) – метод аддитивного производства
Электронно-лучевая плавка («Electron Beam Melting» или EBM) – метод аддитивного производства
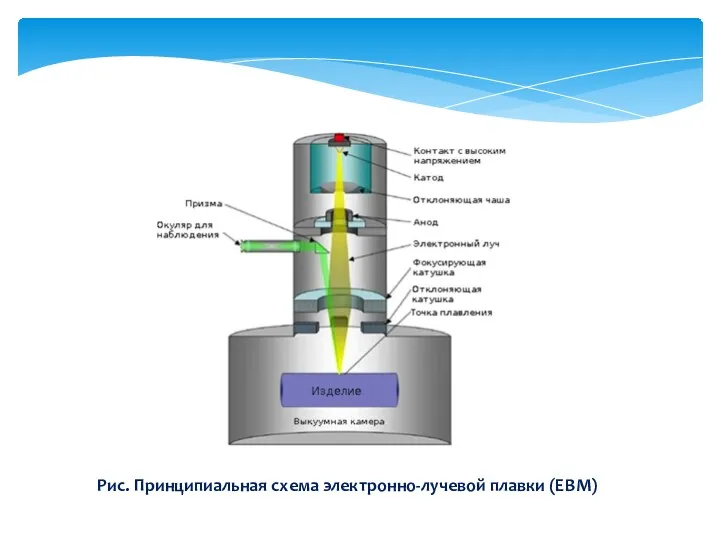
Рис. Принципиальная схема электронно-лучевой плавки (EBM)
Рис. Принципиальная схема электронно-лучевой плавки (EBM)
1. В сравнении с SLS, SLM и DMLS, EBM обладает более
1. В сравнении с SLS, SLM и DMLS, EBM обладает более

В технологии EBFȝ электронный пучок передвигается по рабочей поверхности, повторяя контуры
В технологии EBFȝ электронный пучок передвигается по рабочей поверхности, повторяя контуры

Рис. Принципиальная схема.
Рис. Принципиальная схема.
1. Высокая стоимость оборудования
2. Сложность конструкции, высокие требования к условиям эксплуатации
1. Высокая стоимость оборудования
2. Сложность конструкции, высокие требования к условиям эксплуатации

Выборочное тепловое спекание (SHS) – технология основана на плавке слоев термопластического
Выборочное тепловое спекание (SHS) – технология основана на плавке слоев термопластического

Изготовление объектов методом ламинирования (LOM) – технология быстрого прототипирования, разработанная компанией
Изготовление объектов методом ламинирования (LOM) – технология быстрого прототипирования, разработанная компанией

Рис. Принципиальная схема метода ламинирования (LOM)
Рис. Принципиальная схема метода ламинирования (LOM)
1. Низкая точность изготовления, ограничения по технологическим возможностям изготовления тонкостенных деталей
1. Низкая точность изготовления, ограничения по технологическим возможностям изготовления тонкостенных деталей

Использование 3D - технологий в строительстве
Нетрадиционные области применения 3D -Технологий
Использование 3D - технологий в строительстве
Нетрадиционные области применения 3D -Технологий

Принтер печатает стандартными составами на основе цемента серии 500
Принтер печатает стандартными составами на основе цемента серии 500
 Графы- 3 класс
Графы- 3 класс Классификация олимпиадных задач
Классификация олимпиадных задач Компьютерная графика и области ее применения
Компьютерная графика и области ее применения Безопасность в интернете
Безопасность в интернете Многообразие схем. Информационные модели на графах. Использование графов при решении задач
Многообразие схем. Информационные модели на графах. Использование графов при решении задач Электронная почта.
Электронная почта. Програма PowerPoint. ЇЇ можливості
Програма PowerPoint. ЇЇ можливості Повышение качества проектной продукции при применении технологии BIM
Повышение качества проектной продукции при применении технологии BIM Введение в проектную деятельность. Лекция 1. Введение. Цифровые порты ввода-вывода
Введение в проектную деятельность. Лекция 1. Введение. Цифровые порты ввода-вывода Инструмент гарантированного доступа к госзакупкам
Инструмент гарантированного доступа к госзакупкам Хаб. СмартХаб WeDo 2.0
Хаб. СмартХаб WeDo 2.0 History of Cologne Digital Lexicons
History of Cologne Digital Lexicons GRID история развития, технологии и стандарты (GTK, OGSA, WSRF, GPE)
GRID история развития, технологии и стандарты (GTK, OGSA, WSRF, GPE) Базы данных и SQL. Семинар 5
Базы данных и SQL. Семинар 5 Reporting Workflow. Ink Usage Calculation and Reporting
Reporting Workflow. Ink Usage Calculation and Reporting Сетевые операционные системы
Сетевые операционные системы Структура программы на языке Си
Структура программы на языке Си Проектирование БД
Проектирование БД Учебный исполнитель. СКИ. Среда исполнителя
Учебный исполнитель. СКИ. Среда исполнителя Стратегии и методы обеспечения инфомационной безопасности
Стратегии и методы обеспечения инфомационной безопасности Информация, её отбор, виды информации. Сохранение информации с помощью компьютера
Информация, её отбор, виды информации. Сохранение информации с помощью компьютера Программное обеспечение компьютерных сетей и Webсерверов (ПОКС)
Программное обеспечение компьютерных сетей и Webсерверов (ПОКС) АРИЗы. Метод пересекающихся тенденций
АРИЗы. Метод пересекающихся тенденций Вказівники та посилання. Динамічні масиви
Вказівники та посилання. Динамічні масиви Типы циклических структур
Типы циклических структур Документальные информационные системы
Документальные информационные системы Форматы представления данных для обмена между различными пакетами прикладных программ
Форматы представления данных для обмена между различными пакетами прикладных программ Бизнес- процессы управления обслуживанием
Бизнес- процессы управления обслуживанием