Точка роста. Внедрение в образование новых методов обучения и воспитания. Основы трехмерного моделирования презентация
- Точка роста. Внедрение в образование новых методов обучения и воспитания. Основы трехмерного моделирования

Содержание
- 2. О ТОЧКЕ РОСТА В рамках федерального проекта «Современная школа» национального проекта «Образование» на базе трех образовательных
- 3. МЕСТОПОЛОЖЕНИЕ
- 4. МОБУ СОШ С. БОЛЬШОЙ КУГАНАК Адрес: 453149, Российская Федерация, Республика Башкортостан, село Большой Куганак, улица Ленина,
- 5. О ТОЧКЕ РОСТА Создать условия для внедрения в образование новых методов обучения и воспитания. Обновить содержание
- 6. ЗОНИРОВАНИЕ И ОФОРМЛЕНИЕ ПОМЕЩЕНИЙ
- 7. Центр включает следующие функциональные зоны: 3 кабинета формирования цифровых и гуманитарных компетенций по предметным областям «Технология»,
- 8. КАБИНЕТ ТЕХНОЛОГИИ
- 9. КАБИНЕТ ИНФОРМАТИКИ
- 10. КАБИНЕТ ОБЖ
- 11. КАБИНЕТ ОБЖ
- 12. КАБИНЕТ ОБЖ
- 13. КАБИНЕТ ПРОЕКТНОЯ ДЕЯТЕЛЬНОСТИ
- 14. КАБИНЕТ ПРОЕКТНОЯ ДЕЯТЕЛЬНОСТИ
- 15. ШАХМАТНАЯ ГОСТИНАЯ
- 16. ОБУЧЕНИЕ НОВЫМ ТЕХНОЛОГИЯМ ПЕДАГОГОВ
- 17. 1 ЭТАП. ДИСТАНЦИОННОЕ ОБУЧЕНИЕ Пройден курс «ГИБКИЕ КОМПЕТЕНЦИИ ПРОЕКТНОЙ ДЕЯТЕЛЬНОСТИ», в основе которого лежит проектная работа
- 18. 1 ЭТАП. ДИСТАНЦИОННОЕ ОБУЧЕНИЕ Большое внимание уделялось анализу детских проектов
- 19. 2 ЭТАП. ОЧНОЕ ОБУЧЕНИЕ В «КВАНТОРИУМ» В июле пройдено обучение учителями технологии на площадке детских технопарков
- 20. IT - КВАНТУМ
- 21. IT - КВАНТУМ
- 22. VR/AR КВАНТУМ
- 23. VR/AR КВАНТУМ
- 24. ГЕОКВАНТУМ
- 25. ПРОМРОБОКВАНТУМ
- 26. ПРОМРОБОКВАНТУМ
- 27. ПРОМРОБОКВАНТУМ
- 28. ПРОМЫШЛЕННЫЙ ДИЗАЙН
- 29. ХАЙТЕК
- 30. ХАЙТЕК
- 31. ОРГАНИЗАЦИЯ РАБОТЫ ЦЕНТРА
- 32. Разработка документации и образовательных программ Подготовка технического оборудования к работе Составление графика взаимодействия со школами района
- 65. Основы трехмерного моделирования
- 66. ВИДЫ МОДЕЛИРОВАНИЯ Полигональное моделирование Поверхностное моделирование Каркасное моделирование Твердотельное моделирование
- 67. ПОЛИГОНАЛЬНОЕ МОДЕЛИРОВАНИЕ Полигональное моделирование представляет собой визуальное моделирование низкого уровня
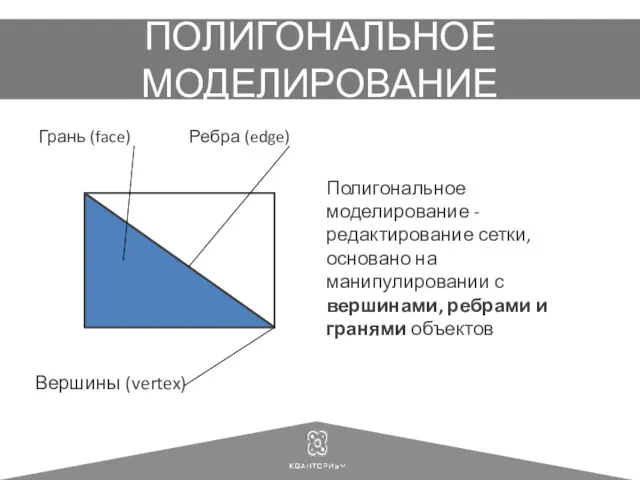
- 68. ПОЛИГОНАЛЬНОЕ МОДЕЛИРОВАНИЕ Полигональное моделирование - редактирование сетки, основано на манипулировании с вершинами, ребрами и гранями объектов
- 69. ПОЛИГОНАЛЬНОЕ МОДЕЛИРОВАНИЕ
- 70. ПОЛИГОНАЛЬНОЕ МОДЕЛИРОВАНИЕ Рендер модели Модель
- 71. ПОВЕРХНОСТНОЕ МОДЕЛИРОВАНИЕ
- 72. ПОВЕРХНОСТНОЕ МОДЕЛИРОВАНИЕ
- 73. КАРКАСНОЕ МОДЕЛИРОВАНИЕ
- 74. ТВЕРДОТЕЛЬНОЕ МОДЕЛИРОВАНИЕ Дерево конструирования – список всех деталей, сборочных узлов и других операций с модель Модель
- 75. ТВЕРДОТЕЛЬНОЕ МОДЕЛИРОВАНИЕ Полное геометрическое определение объекта Автоматизированное построение разрезов Автоматизированные инженерные расчеты и измерение весовых характеристик
- 76. ПОЛИГОНАЛЬНОЕ МОДЕЛИРОВАНИЕ
- 77. ТВЕРДОТЕЛЬНОЕ МОДЕЛИРОВАНИЕ
- 78. Аддитивные технологии
- 79. ПРИНЦИП РАБОТЫ FDM – Fused Deposition Modeling Технология послойного наплавления
- 80. ОСОБЕННОСТИ FDM ТЕХНОЛОГИИ Простота работы, управления и эксплуатации Низкая стоимость Цена – качество Быстрое прототипирование Создание
- 81. ПРИНЦИП РАБОТЫ С ПРИНТЕРОМ Электронная модель Слайсинг модели Управляющая программа Физическая модель
- 82. КОНСТРУКЦИЯ 3D ПРИНТЕРА Скорость перемещения печатающей головки: до 60 мм/с (иногда до 110 мм/с) Размеры рабочего
- 83. КОНСТРУКЦИЯ 3D ПРИНТЕРА Температура нагрева экструдера: до 300°С Температура нагрева стола: до 110°С Диаметр сопла: 0.3/0.4
- 84. ВИДЫ ПЛАСТИКОВ PLA (полилактид) Температура печати: 200-220°С Средняя прочность Биоразлагаемый Низкая усадка при печати Простота печати
- 85. ВИДЫ ПЛАСТИКОВ PVA/HIPS Температура печати: 200-220°С Низкая прочность Водорастворимый Применяется для создания поддержек
- 86. ВИДЫ ПЛАСТИКОВ FLEX/NEYLON/RUBBER Температура печати: 230-240°С Средняя прочность Износостойкость Долговечность Высокая гибкость Сложность печати
- 87. ВИДЫ ПЛАСТИКОВ Деревянный пластик (wood) Температура печати: 200°С Пластик содержит частицы деревянной пыли Применяется для декоративных
- 88. ВИДЫ ПЛАСТИКОВ Керамический пластик (ceramic) Температура печати: 230-240°С Пластик содержит частицы керамической пыли Применяется для декоративных
- 89. ПРИНЦИП РАБОТЫ SLA (stereolithography) – технология изготовления объектов из жидких полимеров (смол)
- 90. ПРИНЦИП РАБОТЫ DLP (digital light processing) – технология изготовления объектов из жидких полимеров (смол)
- 91. ПРИНЦИП РАБОТЫ SLS (selective laser sintering) – спекание мелкодисперсного металлического порошка
- 92. Подготовка моделей
- 93. СКОРОСТЬ И КАЧЕСТВО
- 94. ЦЕЛОСТНОСТЬ ОБОЛОЧКИ Невозможно напечатать деталь с нулевой толщиной, т.е. все модели должны быть твердотельными
- 95. ЦЕЛОСТНОСТЬ ОБОЛОЧКИ Необходимо замкнуть тело или придать граням толщину Толщина объектов должна быть кратна: HOVER –
- 96. РАСПОЛОЖЕНИЕ ДЕТАЛИ Модель должна быть установлена на плоское основание с большой площадью поверхности для обеспечения адгезии
- 97. РАСПОЛОЖЕНИЕ ДЕТАЛИ Нагрузка должна распределяться поперек слоев печати, а не вдоль, так как может произойти расслоение
- 98. МЕЛКИЕ ДЕТАЛИ Избегайте узкие места и мелкие детали, так как их сложно пропечатать и обработать
- 99. НАВИСАЮЩИЕ ЭЛЕМЕНТЫ Сложные нависающие элементы требуют наличия поддерживающей конструкции Избегайте элементов подвешенных в воздухе
- 100. ПОДДЕРЖКИ Существует 2 варианта поддержек: специальный материл (PVA/HIPS) или материал основы (PLA/ABS/PETG/PP) Автоматические поддержки генерируются почти
- 101. НАВИСАЮЩИЕ ЭЛЕМЕНТЫ Если угол нависания меньше 45°, то можно не использовать поддержки, но возможна деформация геометрии
- 102. СКРУГЛЕНИЯ И ФАСКИ Отдавайте предпочтение фаскам, а не скруглениям Используйте скругления в верхних частях объектов
- 103. МОСТЫ Поддержки не нужны там где есть 2 опоры и провисание менее 10 мм При натягивании
- 104. БОЛЬШИЕ МОДЕЛИ Необходимо учитывать максимально возможные габариты области печати Лучше не печатать в крайних точках стола
- 105. БОЛЬШИЕ МОДЕЛИ Большинство деталей можно соединить склеиванием стык в стык или внахлест Для склеивания подходит: клей
- 106. БОЛЬШИЕ МОДЕЛИ Если деталь симметричная, то разрез нужно делать так, что бы получились симметричные части Если
- 107. БОЛЬШИЕ МОДЕЛИ Шип-паз Соединение натягом Ласточкин хвост
- 108. КАЛИБРОВКА СТОЛА Сопло высоко Пластик не успевает прилипать к столу Сопло на нужной высоте Пластик ложиться
- 109. АДГЕЗИЯ
- 110. СТРУКТУРА СЛОЯ
- 111. ЗАПОЛНЕНИЕ ДЕТАЛИ
- 112. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ Количество периметров: 1- низкая прочность, 5 – высокая прочность Заполнение модели: 5% – низкая
- 113. ПРИНЦИП РАБОТЫ С ПРИНТЕРОМ Сохранить деталь в формате STL Запустить RepitierHost Сгенерировать управляющую программу
- 114. ПЛОТ (RAFT) Временная горизонтальная поверхность, на которой печатается деталь
- 115. КАЙМА (BRIM) Горизонтальная поверхность высотой в 1 слой, которая увеличивает площадь контакта детали со столом
- 116. ЮБКА (SKIRT) Позволяет «пропустить» перегретый пластик и проверить качество прилипания первого слоя
- 118. Скачать презентацию
О ТОЧКЕ РОСТА
В рамках федерального проекта «Современная школа» национального проекта «Образование»
О ТОЧКЕ РОСТА
В рамках федерального проекта «Современная школа» национального проекта «Образование»

МЕСТОПОЛОЖЕНИЕ
МЕСТОПОЛОЖЕНИЕ

МОБУ СОШ С. БОЛЬШОЙ КУГАНАК
Адрес: 453149, Российская Федерация, Республика Башкортостан, село
МОБУ СОШ С. БОЛЬШОЙ КУГАНАК
Адрес: 453149, Российская Федерация, Республика Башкортостан, село
О ТОЧКЕ РОСТА
Создать условия для внедрения в образование новых методов обучения
О ТОЧКЕ РОСТА
Создать условия для внедрения в образование новых методов обучения
ЗОНИРОВАНИЕ
И ОФОРМЛЕНИЕ ПОМЕЩЕНИЙ
ЗОНИРОВАНИЕ
И ОФОРМЛЕНИЕ ПОМЕЩЕНИЙ
Центр включает следующие функциональные зоны:
3 кабинета формирования цифровых и гуманитарных компетенций
Центр включает следующие функциональные зоны:
3 кабинета формирования цифровых и гуманитарных компетенций

КАБИНЕТ ТЕХНОЛОГИИ
КАБИНЕТ ТЕХНОЛОГИИ

КАБИНЕТ ИНФОРМАТИКИ
КАБИНЕТ ИНФОРМАТИКИ

КАБИНЕТ ОБЖ
КАБИНЕТ ОБЖ

КАБИНЕТ ОБЖ
КАБИНЕТ ОБЖ

КАБИНЕТ ОБЖ
КАБИНЕТ ОБЖ

КАБИНЕТ ПРОЕКТНОЯ ДЕЯТЕЛЬНОСТИ
КАБИНЕТ ПРОЕКТНОЯ ДЕЯТЕЛЬНОСТИ

КАБИНЕТ ПРОЕКТНОЯ ДЕЯТЕЛЬНОСТИ
КАБИНЕТ ПРОЕКТНОЯ ДЕЯТЕЛЬНОСТИ

ШАХМАТНАЯ ГОСТИНАЯ
ШАХМАТНАЯ ГОСТИНАЯ

ОБУЧЕНИЕ
НОВЫМ ТЕХНОЛОГИЯМ ПЕДАГОГОВ
ОБУЧЕНИЕ
НОВЫМ ТЕХНОЛОГИЯМ ПЕДАГОГОВ

1 ЭТАП. ДИСТАНЦИОННОЕ ОБУЧЕНИЕ
Пройден курс «ГИБКИЕ КОМПЕТЕНЦИИ ПРОЕКТНОЙ ДЕЯТЕЛЬНОСТИ», в основе
1 ЭТАП. ДИСТАНЦИОННОЕ ОБУЧЕНИЕ
Пройден курс «ГИБКИЕ КОМПЕТЕНЦИИ ПРОЕКТНОЙ ДЕЯТЕЛЬНОСТИ», в основе

1 ЭТАП. ДИСТАНЦИОННОЕ ОБУЧЕНИЕ
Большое внимание уделялось анализу детских проектов
1 ЭТАП. ДИСТАНЦИОННОЕ ОБУЧЕНИЕ
Большое внимание уделялось анализу детских проектов
2 ЭТАП. ОЧНОЕ ОБУЧЕНИЕ В «КВАНТОРИУМ»
В июле пройдено обучение учителями технологии
2 ЭТАП. ОЧНОЕ ОБУЧЕНИЕ В «КВАНТОРИУМ»
В июле пройдено обучение учителями технологии
IT - КВАНТУМ
IT - КВАНТУМ

IT - КВАНТУМ
IT - КВАНТУМ

VR/AR КВАНТУМ
VR/AR КВАНТУМ
VR/AR КВАНТУМ
VR/AR КВАНТУМ
ГЕОКВАНТУМ
ГЕОКВАНТУМ
ПРОМРОБОКВАНТУМ
ПРОМРОБОКВАНТУМ

ПРОМРОБОКВАНТУМ
ПРОМРОБОКВАНТУМ

ПРОМРОБОКВАНТУМ
ПРОМРОБОКВАНТУМ
ПРОМЫШЛЕННЫЙ ДИЗАЙН
ПРОМЫШЛЕННЫЙ ДИЗАЙН

ХАЙТЕК
ХАЙТЕК
ХАЙТЕК
ХАЙТЕК

ОРГАНИЗАЦИЯ РАБОТЫ ЦЕНТРА
ОРГАНИЗАЦИЯ РАБОТЫ ЦЕНТРА

Разработка документации и образовательных программ
Подготовка технического оборудования к работе
Составление графика взаимодействия
Разработка документации и образовательных программ
Подготовка технического оборудования к работе
Составление графика взаимодействия























Основы трехмерного моделирования
Основы трехмерного моделирования
ВИДЫ МОДЕЛИРОВАНИЯ
Полигональное моделирование
Поверхностное моделирование
Каркасное моделирование
Твердотельное моделирование
ВИДЫ МОДЕЛИРОВАНИЯ
Полигональное моделирование
Поверхностное моделирование
Каркасное моделирование
Твердотельное моделирование
ПОЛИГОНАЛЬНОЕ МОДЕЛИРОВАНИЕ
Полигональное моделирование представляет собой визуальное моделирование низкого уровня
ПОЛИГОНАЛЬНОЕ МОДЕЛИРОВАНИЕ
Полигональное моделирование представляет собой визуальное моделирование низкого уровня
ПОЛИГОНАЛЬНОЕ МОДЕЛИРОВАНИЕ
Полигональное моделирование - редактирование сетки, основано на манипулировании с вершинами,
ПОЛИГОНАЛЬНОЕ МОДЕЛИРОВАНИЕ
Полигональное моделирование - редактирование сетки, основано на манипулировании с вершинами,
ПОЛИГОНАЛЬНОЕ МОДЕЛИРОВАНИЕ
ПОЛИГОНАЛЬНОЕ МОДЕЛИРОВАНИЕ
ПОЛИГОНАЛЬНОЕ МОДЕЛИРОВАНИЕ
Рендер
модели
Модель
ПОЛИГОНАЛЬНОЕ МОДЕЛИРОВАНИЕ
Рендер
модели
Модель
ПОВЕРХНОСТНОЕ МОДЕЛИРОВАНИЕ
ПОВЕРХНОСТНОЕ МОДЕЛИРОВАНИЕ

ПОВЕРХНОСТНОЕ МОДЕЛИРОВАНИЕ
ПОВЕРХНОСТНОЕ МОДЕЛИРОВАНИЕ
КАРКАСНОЕ МОДЕЛИРОВАНИЕ
КАРКАСНОЕ МОДЕЛИРОВАНИЕ
ТВЕРДОТЕЛЬНОЕ МОДЕЛИРОВАНИЕ
Дерево конструирования – список всех деталей, сборочных узлов и других
ТВЕРДОТЕЛЬНОЕ МОДЕЛИРОВАНИЕ
Дерево конструирования – список всех деталей, сборочных узлов и других
ТВЕРДОТЕЛЬНОЕ МОДЕЛИРОВАНИЕ
Полное геометрическое определение объекта
Автоматизированное построение разрезов
Автоматизированные инженерные расчеты и измерение
ТВЕРДОТЕЛЬНОЕ МОДЕЛИРОВАНИЕ
Полное геометрическое определение объекта
Автоматизированное построение разрезов
Автоматизированные инженерные расчеты и измерение
ПОЛИГОНАЛЬНОЕ МОДЕЛИРОВАНИЕ
ПОЛИГОНАЛЬНОЕ МОДЕЛИРОВАНИЕ
ТВЕРДОТЕЛЬНОЕ МОДЕЛИРОВАНИЕ
ТВЕРДОТЕЛЬНОЕ МОДЕЛИРОВАНИЕ
Аддитивные технологии
Аддитивные технологии

ПРИНЦИП РАБОТЫ
FDM – Fused Deposition Modeling Технология послойного наплавления
ПРИНЦИП РАБОТЫ
FDM – Fused Deposition Modeling Технология послойного наплавления
ОСОБЕННОСТИ FDM ТЕХНОЛОГИИ
Простота работы, управления и эксплуатации
Низкая стоимость
Цена – качество
Быстрое прототипирование
Создание
ОСОБЕННОСТИ FDM ТЕХНОЛОГИИ
Простота работы, управления и эксплуатации
Низкая стоимость
Цена – качество
Быстрое прототипирование
Создание
ПРИНЦИП РАБОТЫ С ПРИНТЕРОМ
Электронная
модель
Слайсинг
модели
Управляющая
программа
Физическая
модель
ПРИНЦИП РАБОТЫ С ПРИНТЕРОМ
Электронная
модель
Слайсинг
модели
Управляющая
программа
Физическая
модель
КОНСТРУКЦИЯ 3D ПРИНТЕРА
Скорость перемещения печатающей головки: до 60 мм/с (иногда
КОНСТРУКЦИЯ 3D ПРИНТЕРА
Скорость перемещения печатающей головки: до 60 мм/с (иногда
КОНСТРУКЦИЯ 3D ПРИНТЕРА
Температура нагрева экструдера: до 300°С
Температура нагрева стола:
КОНСТРУКЦИЯ 3D ПРИНТЕРА
Температура нагрева экструдера: до 300°С
Температура нагрева стола:
ВИДЫ ПЛАСТИКОВ
PLA (полилактид)
Температура печати: 200-220°С
Средняя прочность
Биоразлагаемый
Низкая усадка при печати
Простота печати
Впитывает влагу,
ВИДЫ ПЛАСТИКОВ
PLA (полилактид)
Температура печати: 200-220°С
Средняя прочность
Биоразлагаемый
Низкая усадка при печати
Простота печати
Впитывает влагу,
ВИДЫ ПЛАСТИКОВ
PVA/HIPS
Температура печати: 200-220°С
Низкая прочность
Водорастворимый
Применяется для создания поддержек
ВИДЫ ПЛАСТИКОВ
PVA/HIPS
Температура печати: 200-220°С
Низкая прочность
Водорастворимый
Применяется для создания поддержек
ВИДЫ ПЛАСТИКОВ
FLEX/NEYLON/RUBBER
Температура печати: 230-240°С
Средняя прочность
Износостойкость
Долговечность
Высокая гибкость
Сложность печати
ВИДЫ ПЛАСТИКОВ
FLEX/NEYLON/RUBBER
Температура печати: 230-240°С
Средняя прочность
Износостойкость
Долговечность
Высокая гибкость
Сложность печати
ВИДЫ ПЛАСТИКОВ
Деревянный пластик (wood)
Температура печати: 200°С
Пластик содержит частицы деревянной пыли
Применяется для
ВИДЫ ПЛАСТИКОВ
Деревянный пластик (wood)
Температура печати: 200°С
Пластик содержит частицы деревянной пыли
Применяется для
ВИДЫ ПЛАСТИКОВ
Керамический пластик (ceramic)
Температура печати: 230-240°С
Пластик содержит частицы керамической пыли
Применяется для
ВИДЫ ПЛАСТИКОВ
Керамический пластик (ceramic)
Температура печати: 230-240°С
Пластик содержит частицы керамической пыли
Применяется для
ПРИНЦИП РАБОТЫ
SLA (stereolithography) – технология изготовления объектов из жидких полимеров (смол)
ПРИНЦИП РАБОТЫ
SLA (stereolithography) – технология изготовления объектов из жидких полимеров (смол)
ПРИНЦИП РАБОТЫ
DLP (digital light processing) – технология изготовления объектов из жидких
ПРИНЦИП РАБОТЫ
DLP (digital light processing) – технология изготовления объектов из жидких
ПРИНЦИП РАБОТЫ
SLS (selective laser sintering) – спекание мелкодисперсного металлического порошка
ПРИНЦИП РАБОТЫ
SLS (selective laser sintering) – спекание мелкодисперсного металлического порошка
Подготовка моделей
Подготовка моделей
СКОРОСТЬ И КАЧЕСТВО
СКОРОСТЬ И КАЧЕСТВО
ЦЕЛОСТНОСТЬ ОБОЛОЧКИ
Невозможно напечатать деталь с нулевой толщиной, т.е. все модели должны
ЦЕЛОСТНОСТЬ ОБОЛОЧКИ
Невозможно напечатать деталь с нулевой толщиной, т.е. все модели должны
ЦЕЛОСТНОСТЬ ОБОЛОЧКИ
Необходимо замкнуть тело или придать граням толщину
Толщина объектов должна быть
ЦЕЛОСТНОСТЬ ОБОЛОЧКИ
Необходимо замкнуть тело или придать граням толщину
Толщина объектов должна быть
РАСПОЛОЖЕНИЕ ДЕТАЛИ
Модель должна быть установлена на плоское основание с большой площадью
РАСПОЛОЖЕНИЕ ДЕТАЛИ
Модель должна быть установлена на плоское основание с большой площадью
РАСПОЛОЖЕНИЕ ДЕТАЛИ
Нагрузка должна распределяться поперек слоев печати, а не вдоль, так
РАСПОЛОЖЕНИЕ ДЕТАЛИ
Нагрузка должна распределяться поперек слоев печати, а не вдоль, так
МЕЛКИЕ ДЕТАЛИ
Избегайте узкие места и мелкие детали, так как их сложно
МЕЛКИЕ ДЕТАЛИ
Избегайте узкие места и мелкие детали, так как их сложно
НАВИСАЮЩИЕ ЭЛЕМЕНТЫ
Сложные нависающие элементы требуют наличия поддерживающей конструкции
Избегайте элементов подвешенных в
НАВИСАЮЩИЕ ЭЛЕМЕНТЫ
Сложные нависающие элементы требуют наличия поддерживающей конструкции
Избегайте элементов подвешенных в
ПОДДЕРЖКИ
Существует 2 варианта поддержек: специальный материл (PVA/HIPS) или материал основы (PLA/ABS/PETG/PP)
Автоматические
ПОДДЕРЖКИ
Существует 2 варианта поддержек: специальный материл (PVA/HIPS) или материал основы (PLA/ABS/PETG/PP)
Автоматические
НАВИСАЮЩИЕ ЭЛЕМЕНТЫ
Если угол нависания меньше 45°, то можно не использовать поддержки,
НАВИСАЮЩИЕ ЭЛЕМЕНТЫ
Если угол нависания меньше 45°, то можно не использовать поддержки,
СКРУГЛЕНИЯ И ФАСКИ
Отдавайте предпочтение фаскам, а не скруглениям
Используйте скругления в верхних
СКРУГЛЕНИЯ И ФАСКИ
Отдавайте предпочтение фаскам, а не скруглениям
Используйте скругления в верхних
МОСТЫ
Поддержки не нужны там где есть 2 опоры и провисание менее
МОСТЫ
Поддержки не нужны там где есть 2 опоры и провисание менее
БОЛЬШИЕ МОДЕЛИ
Необходимо учитывать максимально возможные габариты области печати
Лучше не печатать в
БОЛЬШИЕ МОДЕЛИ
Необходимо учитывать максимально возможные габариты области печати
Лучше не печатать в
БОЛЬШИЕ МОДЕЛИ
Большинство деталей можно соединить склеиванием стык в стык или внахлест
Для
БОЛЬШИЕ МОДЕЛИ
Большинство деталей можно соединить склеиванием стык в стык или внахлест
Для
БОЛЬШИЕ МОДЕЛИ
Если деталь симметричная, то разрез нужно делать так, что
БОЛЬШИЕ МОДЕЛИ
Если деталь симметричная, то разрез нужно делать так, что
БОЛЬШИЕ МОДЕЛИ
Шип-паз
Соединение натягом
Ласточкин хвост
БОЛЬШИЕ МОДЕЛИ
Шип-паз
Соединение натягом
Ласточкин хвост
КАЛИБРОВКА СТОЛА
Сопло высоко
Пластик не успевает прилипать к столу
Сопло на нужной высоте
Пластик
КАЛИБРОВКА СТОЛА
Сопло высоко
Пластик не успевает прилипать к столу
Сопло на нужной высоте
Пластик
АДГЕЗИЯ
АДГЕЗИЯ
СТРУКТУРА СЛОЯ
СТРУКТУРА СЛОЯ
ЗАПОЛНЕНИЕ ДЕТАЛИ
ЗАПОЛНЕНИЕ ДЕТАЛИ
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
Количество периметров: 1- низкая прочность, 5 – высокая прочность
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
Количество периметров: 1- низкая прочность, 5 – высокая прочность
ПРИНЦИП РАБОТЫ С ПРИНТЕРОМ
Сохранить деталь в формате STL
Запустить RepitierHost
ПРИНЦИП РАБОТЫ С ПРИНТЕРОМ
Сохранить деталь в формате STL
Запустить RepitierHost
ПЛОТ (RAFT)
Временная горизонтальная поверхность, на которой печатается деталь
ПЛОТ (RAFT)
Временная горизонтальная поверхность, на которой печатается деталь
КАЙМА (BRIM)
Горизонтальная поверхность высотой в 1 слой, которая увеличивает площадь
КАЙМА (BRIM)
Горизонтальная поверхность высотой в 1 слой, которая увеличивает площадь
ЮБКА (SKIRT)
Позволяет «пропустить» перегретый пластик и проверить качество прилипания первого
ЮБКА (SKIRT)
Позволяет «пропустить» перегретый пластик и проверить качество прилипания первого
 Создание лексико-семантической основы ИПЯ
Создание лексико-семантической основы ИПЯ Базы данных
Базы данных Эталонная модель сетевого взаимодействия OSI
Эталонная модель сетевого взаимодействия OSI Белгі бойынша көпхаттамалы коммутация технологиясының жұмысын өңдеу
Белгі бойынша көпхаттамалы коммутация технологиясының жұмысын өңдеу Тестировщик программного обеспечения. Итоговый проект Сайт Beerkontora.ru
Тестировщик программного обеспечения. Итоговый проект Сайт Beerkontora.ru Обработка текстовой и графической информации
Обработка текстовой и графической информации Сетевые операционные системы
Сетевые операционные системы Комп’ютерні віруси
Комп’ютерні віруси Пошук матеріалів в Інтернеті та їх оцінювання
Пошук матеріалів в Інтернеті та їх оцінювання Инфраструктура открытых ключей
Инфраструктура открытых ключей Database Systems Development. Lecture. 1 Introduction to Database Systems
Database Systems Development. Lecture. 1 Introduction to Database Systems Hashtag my day. User story
Hashtag my day. User story Надійність, діагностика та експлуатація комп’ютерних систем та мереж
Надійність, діагностика та експлуатація комп’ютерних систем та мереж Разработка утилиты для обфускации веб-приложений
Разработка утилиты для обфускации веб-приложений Технология Drag and Drop
Технология Drag and Drop Онлайн – ресурсы для поиска работы и найма персонала
Онлайн – ресурсы для поиска работы и найма персонала Строки. Регулярные выражения
Строки. Регулярные выражения Интернет. Глобальная компьютерная сеть
Интернет. Глобальная компьютерная сеть Базы данных. Основные понятия
Базы данных. Основные понятия Операционные системы. Файловые системы. Загрузчики. Виртуальные среды
Операционные системы. Файловые системы. Загрузчики. Виртуальные среды Расширить поле до 1170px
Расширить поле до 1170px Моделирование памяти. Информационные объекты MATRIX. Организация циклов
Моделирование памяти. Информационные объекты MATRIX. Организация циклов Інформаційні характеристики каналів зв'язку
Інформаційні характеристики каналів зв'язку Поняття про базу даних як основну складову будь-якої ІС
Поняття про базу даних як основну складову будь-якої ІС Понятие ресурса ОС
Понятие ресурса ОС Обработка форм
Обработка форм ПОРТФОЛИО ДОСТИЖЕНИЙ
ПОРТФОЛИО ДОСТИЖЕНИЙ Потоки и процессы
Потоки и процессы