- Fujikura

Содержание
- 2. FUJIKURA AUTOMOTIVE GROUP este o companie multinaţionala care şi-a inceput activitatea in anul 1885, cu sediul
- 3. FILOSOFIA CORPORATISTA M.V.C.V
- 4. Misiune – Satisfactia Clientului Viziune – Fujikura să devină partenerul cel mai credibil al clienţilor noştrii
- 5. Prima responsabilitate o avem față de clienţii noştri. Îi ajutăm să-şi susţina şi să-şi dezvolte afacerile
- 6. Fujikura își propune să devină partenerul cel mai credibil pentru clienții săi. Fujikura continua să dezvolte
- 7. VALORILE CENTRALE “Satisfacerea clientului”-Cine sunt clienții noștri și cum le satisfacem Cerința lor?—Toate persoanele care beneficiază
- 8. Principalele produse pe care compania le fabrica la nivel mondial sunt: Cablaje auto Cabluri Fibra optica
- 9. Principalii clienți ai Fujikura Automotive Group Romania sunt lideri pe piata mondială în producția de automobile.
- 10. SKODA SNOWMAN Skoda Snowman face parte din clasa masinilor SUV (Sport Utility Vehicle).Este o masia fiabila,
- 11. VOLKSWAGEN GOLF SPORTSWAN Volskwagen Golf Sportswan face parte din categoria masinilor de familie (Family). Este masina
- 12. AUDI A8 AUDI A8 este un sedan de lux ,o masina eleganta cu performante ridicate.Este perfecta
- 13. FORMAREA Ce este formarea? Ce este formatorul? Ce este aria de formare?
- 14. 1.CE ESTE FORMAREA? Formarea este procesul de pregatire profesionala, teoretica si practica, a noilor/vechilor operatori, astfel
- 15. Formatorul este persoana care: - asigura instruirea teoretica si practica a noilor/vechilor operatori; - monitorizeaza evolutia
- 16. Aria de formare este zona in care se desfasoara instruirea teoretica si practica a noilor/vechilor operatori,
- 17. CEI 5 “S”
- 18. CE SEMNIFICA CEI 5 “S”? CEI 5 “S” SEMNIFCA OBTINEREA UNEI FIRME CURATE, ORDONATE SI A
- 19. 1. SORTARE 2. SISTEMATIZARE 3. STRALUCIRE 4. STANDARDIZARE 5. SUSTINERE CARE SUNT CEI 5 “S”?
- 20. 1. SORTARE Primul pas se referă la diferenţierea dintre lucrurile necesare şi cele inutile şi renunţarea
- 21. SISTEMATIZARE Cel de-al doilea pas al procesului se referă la eficienţă şi constă în aranjarea ordonată
- 22. 3. STRALUCIRE STRALUCIRE Cel de-al treilea pas constă în curăţarea locului de muncă şi înlăturarea oricărei
- 23. STANDARDIZARE Cel de-al patrulea pas se referă la crearea unor standarde pe care trebuie să le
- 24. SUSTINERE Cel de-al cincilea pas are ca principal obiectiv obţinerea disciplinei şi angajarea tuturor în păstrarea
- 25. CALITATEA Ce este calitatea? De ce este importanta calitatea? De ce trebuie sa producem o calitate
- 26. Calitatea este o caracteristica a unui produs sau serviciu oferit clientului. Atunci cand un produs sau
- 27. Sa luam un exemplu: Din perspectiva noastra, cand cumparam mere, ne asteptam ca merele sa comestibile.
- 28. 3.DE CE TREBUIE SA PRODUCEM O CALITATE INALTA? Trebuie sa asiguram 100% calitatea produsului nostru oferit
- 29. ROMBUL ATENTIE MAXIMA!!!! UITA-TE LA FIGURA DE MAI JOS SI VEI VEDEA UN ROMB. INTOTDEAUNA CAND
- 30. MATERIA PRIMA CE ESTE MATERIA PRIMA? TIPURI DE MATERIE PRIMA
- 31. MATERIA PRIMA REPREZINTA TOTALITATEA ELEMENTELOR COMPONENTE CE AJUTA LA MONTAREA CORECTA A UNUI CABLU. 1.CE ESTE
- 32. FIRUL ESTE UN COMPONENT AL CABLULUI CARE ARE ROLUL DE A CONDUCE CURENTUL ELECTRIC DE LA
- 33. FIRUL AJUNGE IN FABRICA PE SUPORTI SPECIALI NUMITI BOBINE ,LA FEL CA SI IN IMAGINEA DE
- 34. IZOLATIA UNUI FIR POATE FI INTR-O SINGURA CULOARE SAU IN DOUA CULORI; CAND ESTE IN DOUA
- 35. CODUL CULORILOR FIRELOR: 1.2 IZOLATIA FIRULUI DE RETINUT!!!
- 36. 2. TERMINALUL 2.1 Ce este terminalul? 2.2 Partile componente ale terminalului 2.3 Tipuri de terminale
- 37. TERMINALUL ESTE COMPONENTA ELECTRICA CARE SE MONTEAZA LA CAPATUL FIRULUI SI ARE ROLUL DE A FACE
- 38. TERMINALELE AJUNG IN APM AMBALATE PE SUPORTI SPECIALI NUMITI ROLE. EXEMPLU MAI JOS: 2.1 CE ESTE
- 39. 2.2 PARTILE COMPONENTE ALE TERMINALULUI Zona de conectiune (varful terminalului) Punct de retinere (urechiusa),asigura legatura mecanica
- 40. TERMINALE CU DOUA URECHIUSE: O URECHIUSA JOS TERMINALE FARA URECHIUSA: O URECHIUSA SUS O URECHIUSA SUS
- 41. 3.1 CE SUNT SEALURILE? 3.2 TIPURI DE SEALURI 3.SEALURI
- 42. 3.1 CE SUNT SEALURILE? SEAL-URILE (CAPACELE DE CABLU) SUNT PIESE DIN CAUCIUC SAU PLASTIC CU ROL
- 43. 3.2 TIPURI DE SEAL-URI SILURI CU GAURA (SL): care se monteaza pe fire (sunt prinse pe
- 44. 4. CONECTOR 4.1 CE ESTE CONECTORUL? 4.2 PARTILE COMPONENTE ALE CONECTORUlUI 4.3 TIPURI DE CONECTORI
- 45. CONECTORUL ESTE UN COMPONENT AL CABLULUI, FOLOSIT LA CONEXIUNEA ELECTRICA SI MECANICA (ASIGURA ADAPTAREA CABLULUI PE
- 46. CORP SAU CARCASA CAVITATI DE INTRODUCERE A TERMINALELOR SIGURANTA CARE SE INCHIDE DUPA CE AU FOST
- 47. 4.3 TIPURI DE CONECTORI
- 48. SUNT COMPONENTE CARE SE MONTEAZA PE CAPATUL CONECTORULUI SI AU ROLUL DE A DA ORIENTARE BRATULUI
- 49. 6. TUCURI(TUBURI IZOLANTE) 6.1 CE SUNT TUC-URILE? 6.2 METODA DE MONTARE A TUC-URILOR 6.3 MONTAREA CORECTA
- 50. TUCURILE (TUBULIRE IZOLANTE) SUNT COMPONENTE CILINDRICE PRIN INTERIORUL CARORA TREC FIRELE. TUCURILE SUNT FACUTE DINTR-UN MATERIAL
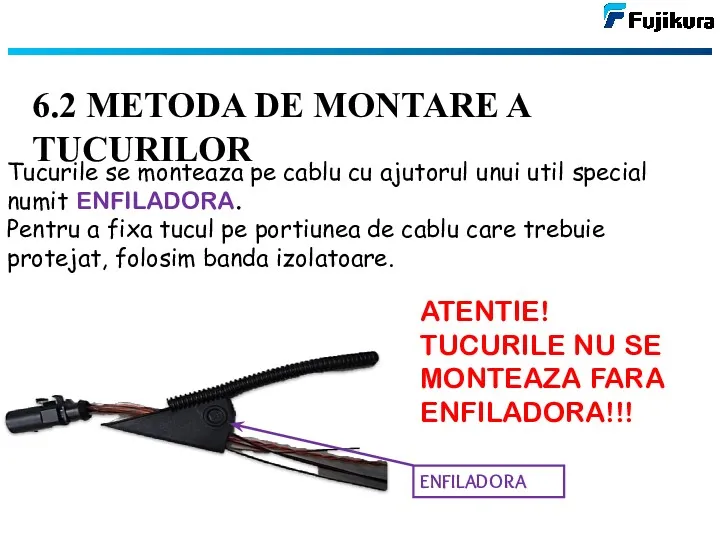
- 51. Tucurile se monteaza pe cablu cu ajutorul unui util special numit ENFILADORA. Pentru a fixa tucul
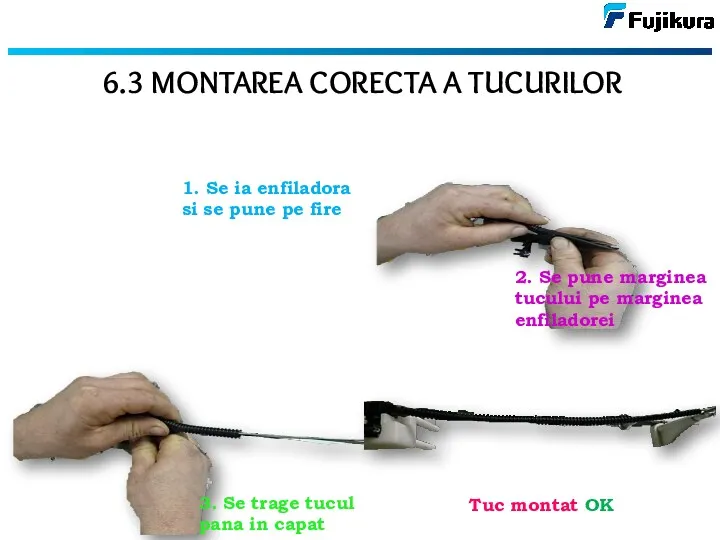
- 52. 1. Se ia enfiladora si se pune pe fire 2. Se pune marginea tucului pe marginea
- 53. 6.4 BANDAJAREA CORECTA A TUCURILOR 4.Ne indreptam cu banda spre fire strans/atent in jos pe ramura
- 54. 7.COLIERE FT (FINAL DE TUC) COLIERELE FT SUNT COMPONENTE CARE SE MONTEAZA PE CAPATUL TUC-ULUI PENTRU
- 55. 8. BANDA IZOLATOARE 8.1 CE ESTE BANDA IZOLATOARE? 8.2 TIPURI DE BANDA IZOLATOARE
- 56. BANDA IZOLATOARE ESTE BANDA CARE SE ADAPTEAZA LA TOATE SUPRAFETELE NEREGULATE SI ARE O LARGA SERIE
- 57. 8.2TIPURI DE BANDA BANDA TEXTILA LATA 19 mm BANDA TEXTILA INGUSTA 8 mm 8 mm 19
- 58. 2. BANDA ANTIABRAZIVA BANDA ANTIABRAZIVA LATA BANDA ANTIABRAZIVA INGUSTA 8.2TIPURI DE BANDA CU ACEST TIP DE
- 59. 3. BANDA ANTI-ZGOMOT 3.1 BANDA PUFOASA 8.2TIPURI DE BANDA 3.BANDA ANTI-ZGOMOT 3.1 BANDA PUFOASA CU ROL
- 60. 8.2 TIPURI DE BANDA 4. BANDA P.V.C BANDA P.V.C ESTE FLEXIBILA, REZISTA LA UMIDITATE , COROZIUNE
- 61. 9. BRIDELE 9.1 CE SUNT BRIDELE? 9.2 TIPURI DE BRIDE 9.3 METODA CORECTA DE MONTARE/BANDAJARE A
- 62. BRIDELE SUNT COMPONENTE ALE CABLULUI CU ROL DE FIXARE AL ACESTUIA IN CAROSERIA MASINII. ATASAREA BRIDELOR
- 63. 9.2 TIPURI DE BRIDE. - BRIDE TIP CUREA - BRIDE CU “AUTOINCHIDERE”(CU CLAPETA) - BRIDE SIMPLE
- 64. 9.3 METODA DE BANDAJARE CORECTA A BRIDELOR Se dau 3 inele de banda pe partea dreapta,
- 65. 10. REGLETELE 10.1 Ce sunt Regletele? 10.2 Tipuri de reglete.
- 66. 10.1 CE SUNT REGLETELE? REGLETELE SUNT COMPONENTE ALE CABLULUI CARE AJUTA LA FIXAREA SI GHIDAREA CABULUI
- 67. 10.2 TIPURI DE REGLETE REGLETE CARE SE PRIND CU BANDA PE CABLU: REGLETE CU SISTEM DE
- 68. INELUL DE GUMA (PH-UL) ESTE UN COMPONENT AL CABLULUI CARE FOLOSESTE LA TRECEREA FIRELOR DIN PARTEA
- 69. 12. SIGURANTELE Ce rol au sigurantele? Sigurantele au rolul de a proteja functiile electrice ale masinii
- 70. 13. RELEE CE ROL AU RELEELE? REELEELE AU ROLUL DE A FACE LEGATURA INTRE BATERIA MASINII
- 71. 14. CAPACE CONECTOR CE ROL AU CAPACELE DE CONECTOR? CAPACELE DE CONECTOR AU ROLUL DE A
- 72. SPECIFICATIILE VW INTRODUCEREA SEAL-URILOR 2. INLICHETAREA FIRELOR 3. BANDAJAREA CONTINUA 4. BANDAJAREA DISCONTINUA
- 73. 1. INTRODUCEREA SILURILOR SILURILE SE INTRODUC IN CAVITATILE LIBERE ALE CONECTORULUI, LA O ADANCIME INTRE 1-3
- 74. 2. INCLICHETAREA FIRELOR 2. SE IA FIRUL 1. SE IA CONECTORUL 3. SE POZITIONEZA TERMINALUL 4.
- 75. 3. BANDAJAREA CONTINUA 1. SE INTIND FIRELE 2. SE LIPESTE BANDA 3. SE INAINTEAZA CU BANDAJUL
- 76. 4. BANDAJAREA DISCONTINUA 1. SE INTIND FIRELE 2. SE LIPESTE BANDA 3. SE INAINTEAZA BANDAJUL,ASTFEL INCAT,LATIME
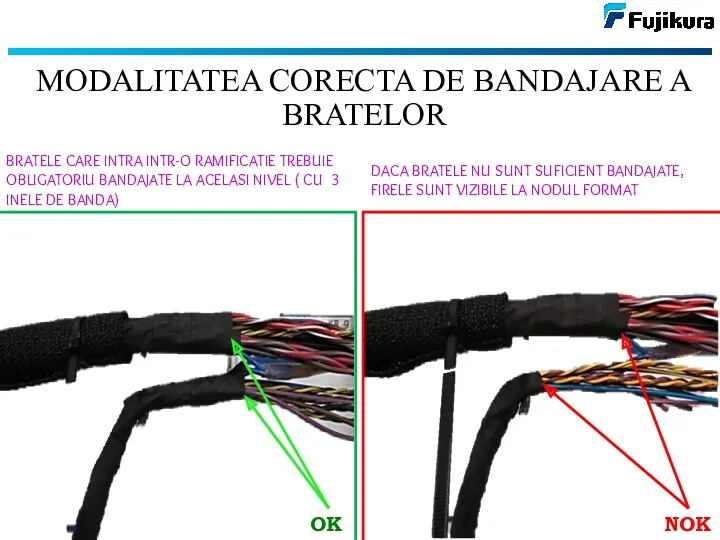
- 77. MODALITATEA CORECTA DE BANDAJARE A BRATELOR OK NOK BRATELE CARE INTRA INTR-O RAMIFICATIE TREBUIE OBLIGATORIU BANDAJATE
- 78. METODA CORECTA DE TAIERE A BRIDELOR TIP CUREA 1. Se fixeaza brida in contrapiesa,se prinde ca
- 79. U.S (ULTRASONIC SPLICE) Ce este U.S (Ultrasonic Splice) Ultrasonic Splice este o sudare (lipire)cu ajutorul undelor
- 80. PLANNING SYSTEM
- 81. Un sistem care asigura controlul si trasabilitatea tuturor produselor noastre TRASABILITATEA = CARACTERISTICA UNUI SISTEM DE
- 82. DE CE FOLOSIM PLANNING SYSTEM? Fujikura este o companie certificata I.S.O (organizatie internationala pentru elaborarea si
- 83. Calitate Siguranta ca operatorul produce conform ajutorului vizual care ii apare pe monitor nu din memorie
- 84. Cum folosim PLANNING SYSTEM?
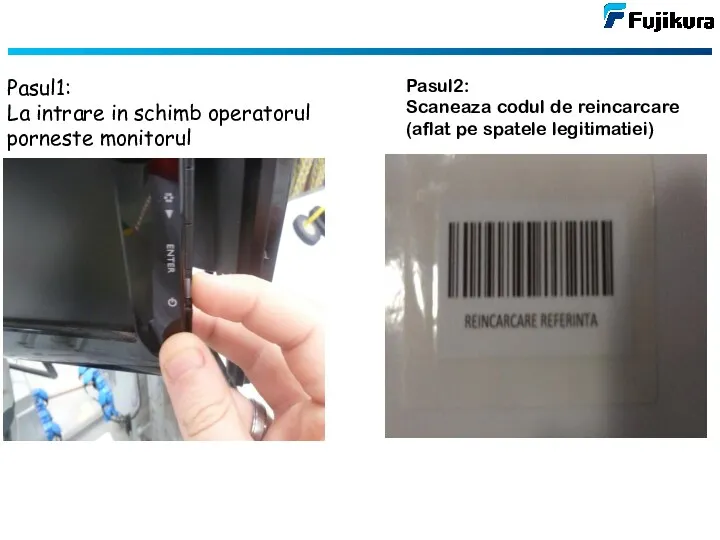
- 85. Pasul1: La intrare in schimb operatorul porneste monitorul Pasul2: Scaneaza codul de reincarcare (aflat pe spatele
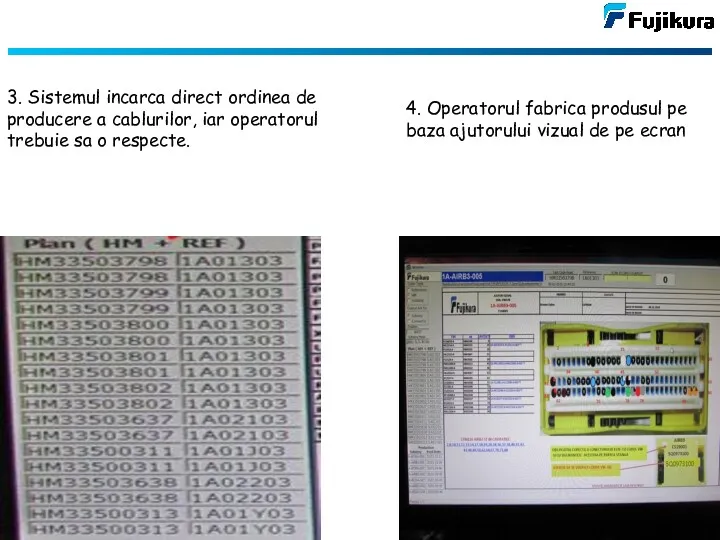
- 86. 3. Sistemul incarca direct ordinea de producere a cablurilor, iar operatorul trebuie sa o respecte. 4.
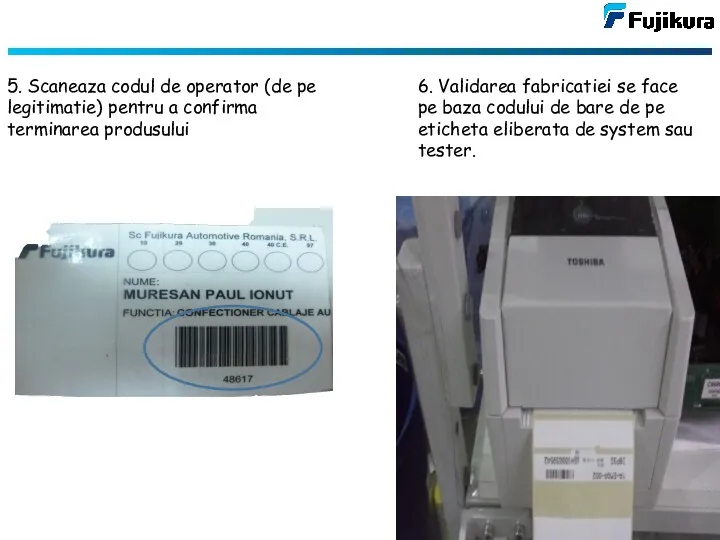
- 87. 5. Scaneaza codul de operator (de pe legitimatie) pentru a confirma terminarea produsului 6. Validarea fabricatiei
- 88. 7. Dupa ce operatorul confirma terminarea produsului (prin scanarea codului de bare de pe eticheta eliberata
- 89. 1. Eticheta stearsa sau scris suprapusa.Imprimanta nu elibereaza eticheta: Se scaneaza codul de reincarcare referinta iar
- 90. 4. Probleme tester Seful de sectie anunta inginerul de medii tehnice 5. Sistemul nu se conecteaza
- 91. Nerespectare FIFO (First in first out) la intrarea in cadena: Nerespectand ordinea fireasca de intrare in
- 92. Scanarea etichetelor fara a fabrica subcomponentul Daca scanam subcomponentele fara a le fabrica in prealabil exista
- 93. Fabricarea de subcomponente fara eticheta Fabricand subcomponente fara eticheta acestea nu vor putea fi citite in
- 95. Скачать презентацию

FUJIKURA AUTOMOTIVE GROUP este o companie multinaţionala care şi-a
FUJIKURA AUTOMOTIVE GROUP este o companie multinaţionala care şi-a

FILOSOFIA CORPORATISTA M.V.C.V
Misiune – Satisfactia Clientului
Viziune – Fujikura să devină partenerul cel
Misiune – Satisfactia Clientului
Viziune – Fujikura să devină partenerul cel
Prima responsabilitate o avem față de clienţii noştri. Îi ajutăm să-şi
Fujikura își propune să devină partenerul cel mai credibil pentru clienții
VALORILE CENTRALE
“Satisfacerea clientului”-Cine sunt clienții noștri și cum le satisfacem
VALORILE CENTRALE
“Satisfacerea clientului”-Cine sunt clienții noștri și cum le satisfacem
Principalele produse pe care compania le fabrica la nivel mondial sunt:
Cablaje
Principalele produse pe care compania le fabrica la nivel mondial sunt:
Cablaje

Principalii clienți ai Fujikura Automotive Group Romania sunt lideri pe piata

SKODA SNOWMAN
Skoda Snowman face parte din clasa masinilor SUV
SKODA SNOWMAN
Skoda Snowman face parte din clasa masinilor SUV

VOLKSWAGEN GOLF SPORTSWAN
Volskwagen Golf Sportswan face parte din categoria masinilor
VOLKSWAGEN GOLF SPORTSWAN
Volskwagen Golf Sportswan face parte din categoria masinilor

AUDI A8
AUDI A8 este un sedan de lux ,o masina
AUDI A8
AUDI A8 este un sedan de lux ,o masina
FORMAREA
Ce este formarea?
Ce este formatorul?
Ce este aria de formare?
FORMAREA
Ce este formarea?
Ce este formatorul?
Ce este aria de formare?
1.CE ESTE FORMAREA?
Formarea este procesul de pregatire profesionala, teoretica si
1.CE ESTE FORMAREA?
Formarea este procesul de pregatire profesionala, teoretica si
Formatorul este persoana care:
- asigura instruirea teoretica si practica
Formatorul este persoana care:
- asigura instruirea teoretica si practica
Aria de formare este zona in care se desfasoara instruirea
Aria de formare este zona in care se desfasoara instruirea
CEI 5 “S”
CEI 5 “S”
CE SEMNIFICA CEI 5 “S”?
CEI 5 “S” SEMNIFCA OBTINEREA UNEI
CE SEMNIFICA CEI 5 “S”?
CEI 5 “S” SEMNIFCA OBTINEREA UNEI
1. SORTARE
2. SISTEMATIZARE
3. STRALUCIRE
4. STANDARDIZARE
5. SUSTINERE
CARE SUNT CEI 5 “S”?
1. SORTARE
2. SISTEMATIZARE
3. STRALUCIRE
4. STANDARDIZARE
5. SUSTINERE
CARE SUNT CEI 5 “S”?
1. SORTARE
Primul pas se referă la diferenţierea dintre lucrurile necesare şi
1. SORTARE
Primul pas se referă la diferenţierea dintre lucrurile necesare şi
SISTEMATIZARE
Cel de-al doilea pas al procesului se referă la eficienţă şi
SISTEMATIZARE
Cel de-al doilea pas al procesului se referă la eficienţă şi
3. STRALUCIRE
STRALUCIRE
Cel de-al treilea pas constă în curăţarea locului de
3. STRALUCIRE
STRALUCIRE
Cel de-al treilea pas constă în curăţarea locului de
STANDARDIZARE
Cel de-al patrulea pas se referă la crearea unor standarde
STANDARDIZARE
Cel de-al patrulea pas se referă la crearea unor standarde
SUSTINERE
Cel de-al cincilea pas are ca principal obiectiv obţinerea disciplinei
SUSTINERE
Cel de-al cincilea pas are ca principal obiectiv obţinerea disciplinei
CALITATEA
Ce este calitatea?
De ce este importanta calitatea?
De ce trebuie sa producem
CALITATEA
Ce este calitatea?
De ce este importanta calitatea?
De ce trebuie sa producem
Calitatea este o caracteristica a unui produs sau serviciu oferit clientului.
Calitatea este o caracteristica a unui produs sau serviciu oferit clientului.

Sa luam un exemplu:
Din perspectiva noastra, cand cumparam mere, ne asteptam
Sa luam un exemplu:
Din perspectiva noastra, cand cumparam mere, ne asteptam
3.DE CE TREBUIE SA PRODUCEM O CALITATE INALTA?
Trebuie sa asiguram 100%
Trebuie sa asiguram 100%
ROMBUL
ATENTIE MAXIMA!!!!
UITA-TE LA FIGURA DE MAI JOS SI VEI
ROMBUL
ATENTIE MAXIMA!!!!
UITA-TE LA FIGURA DE MAI JOS SI VEI
MATERIA PRIMA
CE ESTE MATERIA PRIMA?
TIPURI DE MATERIE PRIMA
MATERIA PRIMA
CE ESTE MATERIA PRIMA?
TIPURI DE MATERIE PRIMA
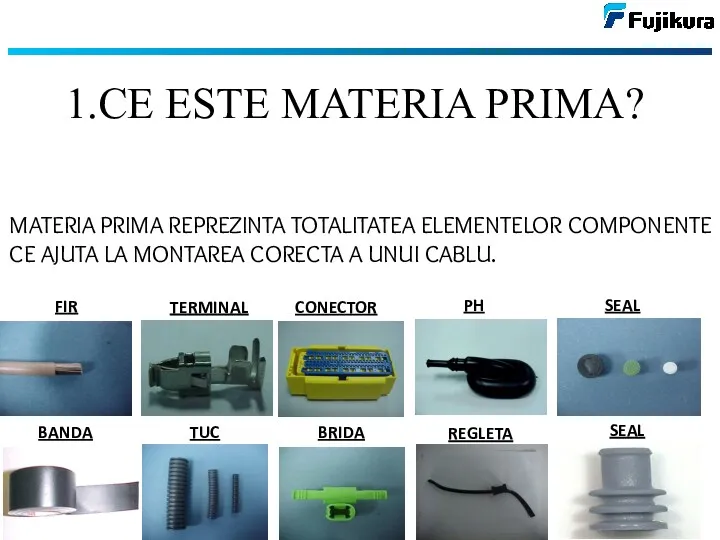
MATERIA PRIMA REPREZINTA TOTALITATEA ELEMENTELOR COMPONENTE CE AJUTA LA MONTAREA CORECTA
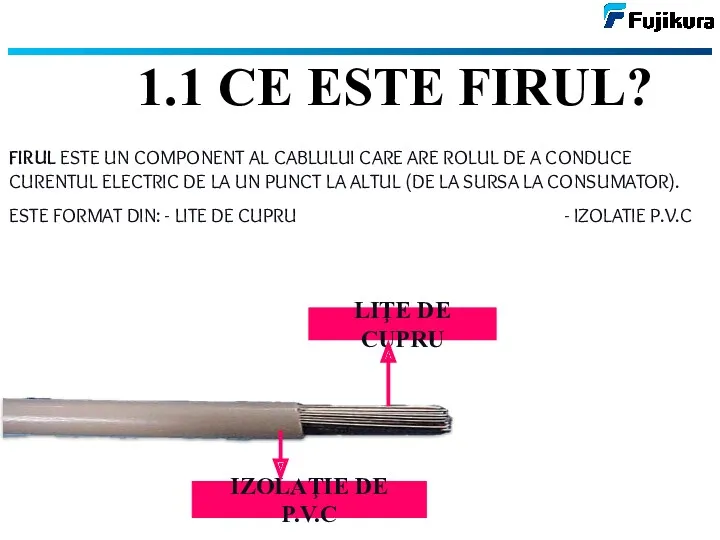
FIRUL ESTE UN COMPONENT AL CABLULUI CARE ARE ROLUL DE A
FIRUL ESTE UN COMPONENT AL CABLULUI CARE ARE ROLUL DE A

FIRUL AJUNGE IN FABRICA PE SUPORTI SPECIALI NUMITI BOBINE ,LA FEL
FIRUL AJUNGE IN FABRICA PE SUPORTI SPECIALI NUMITI BOBINE ,LA FEL
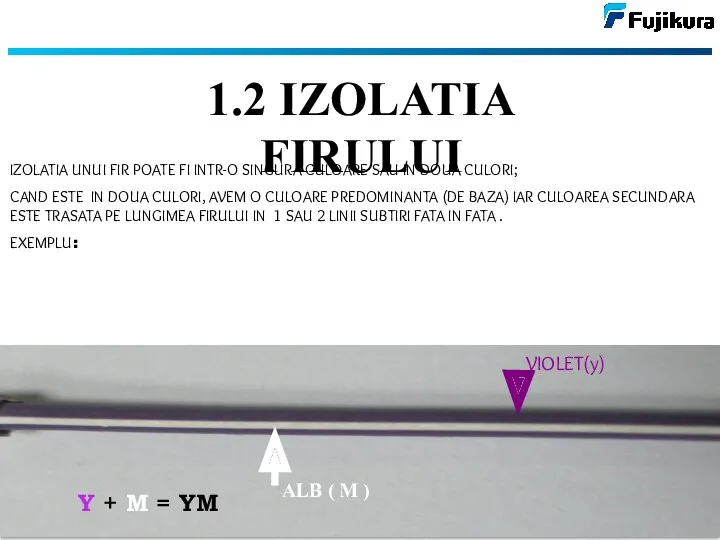
IZOLATIA UNUI FIR POATE FI INTR-O SINGURA CULOARE SAU IN DOUA
IZOLATIA UNUI FIR POATE FI INTR-O SINGURA CULOARE SAU IN DOUA
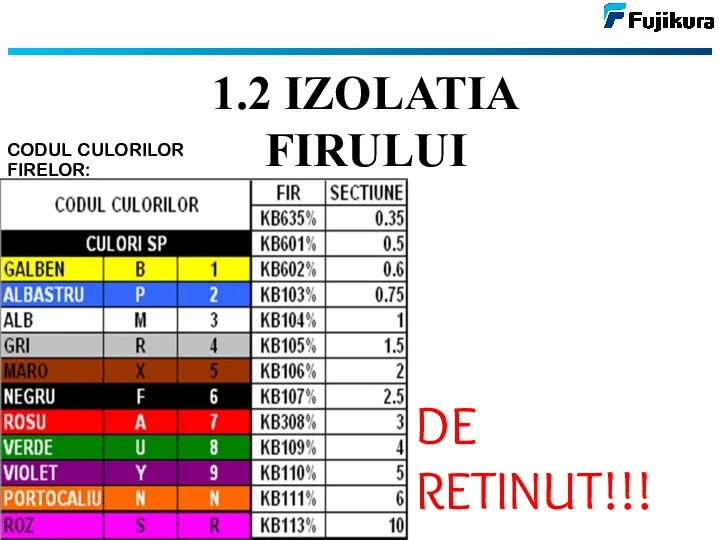
CODUL CULORILOR FIRELOR:
1.2 IZOLATIA FIRULUI
DE RETINUT!!!
CODUL CULORILOR FIRELOR:
1.2 IZOLATIA FIRULUI
DE RETINUT!!!
2. TERMINALUL
2.1 Ce este terminalul?
2.2 Partile componente ale terminalului
2.3 Tipuri de
2. TERMINALUL
2.1 Ce este terminalul?
2.2 Partile componente ale terminalului
2.3 Tipuri de

TERMINALUL ESTE COMPONENTA ELECTRICA CARE SE MONTEAZA LA CAPATUL FIRULUI SI
TERMINALUL ESTE COMPONENTA ELECTRICA CARE SE MONTEAZA LA CAPATUL FIRULUI SI
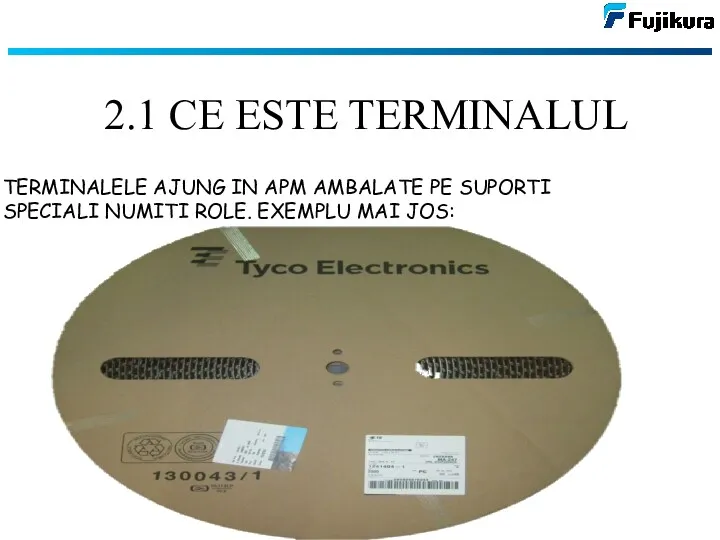
TERMINALELE AJUNG IN APM AMBALATE PE SUPORTI SPECIALI NUMITI ROLE. EXEMPLU
TERMINALELE AJUNG IN APM AMBALATE PE SUPORTI SPECIALI NUMITI ROLE. EXEMPLU
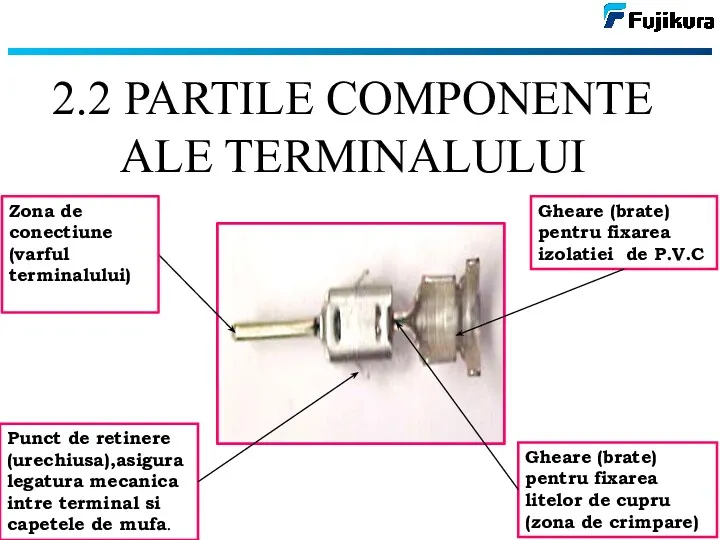
2.2 PARTILE COMPONENTE ALE TERMINALULUI
Zona de conectiune (varful terminalului)
Punct de retinere
2.2 PARTILE COMPONENTE ALE TERMINALULUI
Zona de conectiune (varful terminalului)
Punct de retinere

TERMINALE CU DOUA URECHIUSE:
O URECHIUSA JOS
TERMINALE FARA URECHIUSA:
O URECHIUSA
TERMINALE CU DOUA URECHIUSE:
O URECHIUSA JOS
TERMINALE FARA URECHIUSA:
O URECHIUSA
3.1 CE SUNT SEALURILE?
3.2 TIPURI DE SEALURI
3.SEALURI
3.1 CE SUNT SEALURILE?
3.2 TIPURI DE SEALURI
3.SEALURI
3.1 CE SUNT SEALURILE?
SEAL-URILE (CAPACELE DE CABLU) SUNT PIESE DIN CAUCIUC
3.1 CE SUNT SEALURILE?
SEAL-URILE (CAPACELE DE CABLU) SUNT PIESE DIN CAUCIUC

3.2 TIPURI DE SEAL-URI
SILURI CU GAURA (SL): care se monteaza
3.2 TIPURI DE SEAL-URI
SILURI CU GAURA (SL): care se monteaza
4. CONECTOR
4.1 CE ESTE CONECTORUL?
4.2 PARTILE COMPONENTE ALE CONECTORUlUI
4.3 TIPURI DE
4. CONECTOR
4.1 CE ESTE CONECTORUL?
4.2 PARTILE COMPONENTE ALE CONECTORUlUI
4.3 TIPURI DE

CONECTORUL ESTE UN COMPONENT AL CABLULUI, FOLOSIT LA CONEXIUNEA ELECTRICA SI
CONECTORUL ESTE UN COMPONENT AL CABLULUI, FOLOSIT LA CONEXIUNEA ELECTRICA SI

CORP SAU CARCASA
CAVITATI DE INTRODUCERE A TERMINALELOR
SIGURANTA CARE SE INCHIDE DUPA
CORP SAU CARCASA
CAVITATI DE INTRODUCERE A TERMINALELOR
SIGURANTA CARE SE INCHIDE DUPA

4.3 TIPURI DE CONECTORI
4.3 TIPURI DE CONECTORI

SUNT COMPONENTE CARE SE MONTEAZA PE CAPATUL CONECTORULUI SI AU ROLUL
SUNT COMPONENTE CARE SE MONTEAZA PE CAPATUL CONECTORULUI SI AU ROLUL
6. TUCURI(TUBURI IZOLANTE)
6.1 CE SUNT TUC-URILE?
6.2 METODA DE MONTARE A TUC-URILOR
6.3
6. TUCURI(TUBURI IZOLANTE)
6.1 CE SUNT TUC-URILE?
6.2 METODA DE MONTARE A TUC-URILOR
6.3

TUCURILE (TUBULIRE IZOLANTE) SUNT COMPONENTE CILINDRICE PRIN INTERIORUL CARORA TREC FIRELE.
TUCURILE (TUBULIRE IZOLANTE) SUNT COMPONENTE CILINDRICE PRIN INTERIORUL CARORA TREC FIRELE.
Tucurile se monteaza pe cablu cu ajutorul unui util special numit
Tucurile se monteaza pe cablu cu ajutorul unui util special numit
1. Se ia enfiladora si se pune pe fire
2. Se pune
1. Se ia enfiladora si se pune pe fire
2. Se pune

6.4 BANDAJAREA CORECTA A TUCURILOR
4.Ne indreptam cu banda spre fire strans/atent
6.4 BANDAJAREA CORECTA A TUCURILOR
4.Ne indreptam cu banda spre fire strans/atent

7.COLIERE FT (FINAL DE TUC)
COLIERELE FT SUNT COMPONENTE CARE
7.COLIERE FT (FINAL DE TUC)
COLIERELE FT SUNT COMPONENTE CARE
8. BANDA IZOLATOARE
8.1 CE ESTE BANDA IZOLATOARE?
8.2 TIPURI DE BANDA IZOLATOARE
8. BANDA IZOLATOARE
8.1 CE ESTE BANDA IZOLATOARE?
8.2 TIPURI DE BANDA IZOLATOARE
BANDA IZOLATOARE ESTE BANDA CARE SE ADAPTEAZA LA TOATE SUPRAFETELE NEREGULATE
BANDA IZOLATOARE ESTE BANDA CARE SE ADAPTEAZA LA TOATE SUPRAFETELE NEREGULATE

8.2TIPURI DE BANDA
BANDA TEXTILA LATA
19 mm
BANDA TEXTILA INGUSTA
8 mm
8 mm
19
8.2TIPURI DE BANDA
BANDA TEXTILA LATA
19 mm
BANDA TEXTILA INGUSTA
8 mm
8 mm
19

2. BANDA ANTIABRAZIVA
BANDA ANTIABRAZIVA LATA
BANDA ANTIABRAZIVA INGUSTA
8.2TIPURI DE BANDA
CU ACEST TIP
2. BANDA ANTIABRAZIVA
BANDA ANTIABRAZIVA LATA
BANDA ANTIABRAZIVA INGUSTA
8.2TIPURI DE BANDA
CU ACEST TIP

3. BANDA ANTI-ZGOMOT
3.1 BANDA PUFOASA
8.2TIPURI DE BANDA
3.BANDA ANTI-ZGOMOT
3.1 BANDA PUFOASA
CU ROL
3. BANDA ANTI-ZGOMOT
3.1 BANDA PUFOASA
8.2TIPURI DE BANDA
3.BANDA ANTI-ZGOMOT
3.1 BANDA PUFOASA
CU ROL
8.2 TIPURI DE BANDA
4. BANDA P.V.C
BANDA P.V.C ESTE FLEXIBILA, REZISTA LA
8.2 TIPURI DE BANDA
4. BANDA P.V.C
BANDA P.V.C ESTE FLEXIBILA, REZISTA LA
9. BRIDELE
9.1 CE SUNT BRIDELE?
9.2 TIPURI DE BRIDE
9.3 METODA CORECTA DE
9. BRIDELE
9.1 CE SUNT BRIDELE?
9.2 TIPURI DE BRIDE
9.3 METODA CORECTA DE
BRIDELE SUNT COMPONENTE ALE CABLULUI CU ROL DE FIXARE AL ACESTUIA
BRIDELE SUNT COMPONENTE ALE CABLULUI CU ROL DE FIXARE AL ACESTUIA
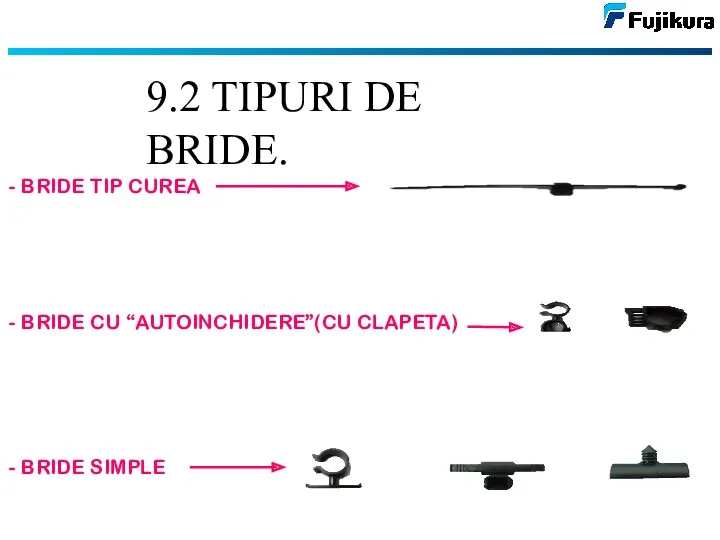
9.2 TIPURI DE BRIDE.
- BRIDE TIP CUREA
- BRIDE CU “AUTOINCHIDERE”(CU
9.2 TIPURI DE BRIDE.
- BRIDE TIP CUREA
- BRIDE CU “AUTOINCHIDERE”(CU

9.3 METODA DE BANDAJARE CORECTA A BRIDELOR
Se dau 3 inele de
9.3 METODA DE BANDAJARE CORECTA A BRIDELOR
Se dau 3 inele de
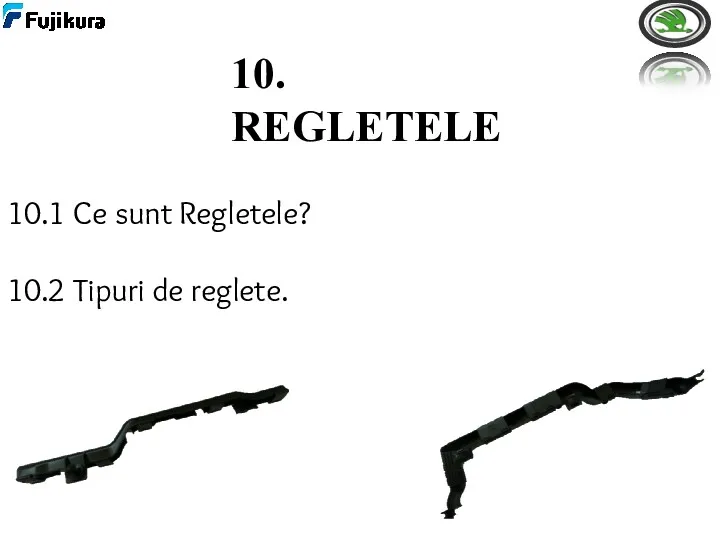
10. REGLETELE
10.1 Ce sunt Regletele?
10.2 Tipuri de reglete.
10. REGLETELE
10.1 Ce sunt Regletele?
10.2 Tipuri de reglete.
10.1 CE SUNT REGLETELE?
REGLETELE SUNT COMPONENTE ALE CABLULUI CARE AJUTA LA
10.1 CE SUNT REGLETELE?
REGLETELE SUNT COMPONENTE ALE CABLULUI CARE AJUTA LA

10.2 TIPURI DE REGLETE
REGLETE CARE SE PRIND CU BANDA PE CABLU:
REGLETE
10.2 TIPURI DE REGLETE
REGLETE CARE SE PRIND CU BANDA PE CABLU:
REGLETE

INELUL DE GUMA (PH-UL) ESTE UN COMPONENT AL CABLULUI CARE FOLOSESTE
INELUL DE GUMA (PH-UL) ESTE UN COMPONENT AL CABLULUI CARE FOLOSESTE
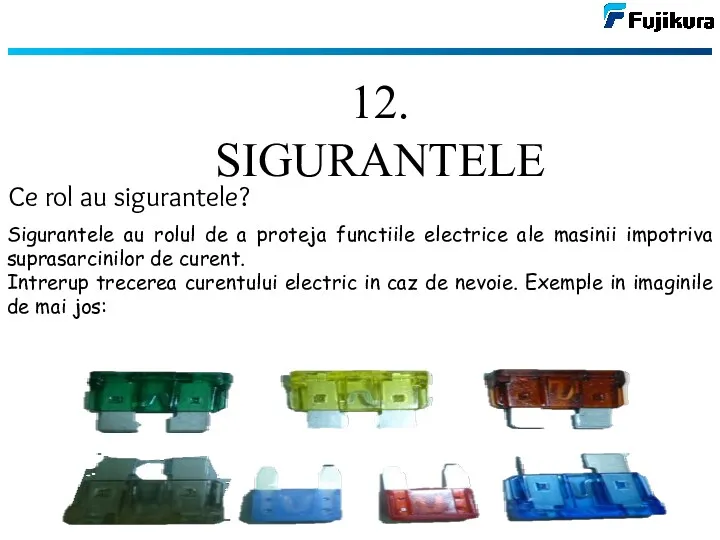
12. SIGURANTELE
Ce rol au sigurantele?
Sigurantele au rolul de a proteja
12. SIGURANTELE
Ce rol au sigurantele?
Sigurantele au rolul de a proteja

13. RELEE
CE ROL AU RELEELE?
REELEELE AU ROLUL DE A FACE LEGATURA
13. RELEE
CE ROL AU RELEELE?
REELEELE AU ROLUL DE A FACE LEGATURA
14. CAPACE CONECTOR
CE ROL AU CAPACELE DE CONECTOR?
CAPACELE DE CONECTOR AU
14. CAPACE CONECTOR
CE ROL AU CAPACELE DE CONECTOR?
CAPACELE DE CONECTOR AU
SPECIFICATIILE VW
INTRODUCEREA SEAL-URILOR
2. INLICHETAREA FIRELOR
3. BANDAJAREA CONTINUA
4. BANDAJAREA DISCONTINUA
SPECIFICATIILE VW
INTRODUCEREA SEAL-URILOR
2. INLICHETAREA FIRELOR
3. BANDAJAREA CONTINUA
4. BANDAJAREA DISCONTINUA

1. INTRODUCEREA SILURILOR
SILURILE SE INTRODUC IN CAVITATILE LIBERE ALE CONECTORULUI,
1. INTRODUCEREA SILURILOR
SILURILE SE INTRODUC IN CAVITATILE LIBERE ALE CONECTORULUI,

2. INCLICHETAREA FIRELOR
2. SE IA FIRUL
1. SE IA CONECTORUL
3.
2. INCLICHETAREA FIRELOR
2. SE IA FIRUL
1. SE IA CONECTORUL
3.

3. BANDAJAREA CONTINUA
1. SE INTIND FIRELE
2. SE LIPESTE BANDA
3. SE INAINTEAZA
3. BANDAJAREA CONTINUA
1. SE INTIND FIRELE
2. SE LIPESTE BANDA
3. SE INAINTEAZA

4. BANDAJAREA DISCONTINUA
1. SE INTIND FIRELE
2. SE LIPESTE BANDA
3. SE INAINTEAZA
4. BANDAJAREA DISCONTINUA
1. SE INTIND FIRELE
2. SE LIPESTE BANDA
3. SE INAINTEAZA
MODALITATEA CORECTA DE BANDAJARE A BRATELOR
OK
NOK
BRATELE CARE INTRA INTR-O RAMIFICATIE TREBUIE
MODALITATEA CORECTA DE BANDAJARE A BRATELOR
OK
NOK
BRATELE CARE INTRA INTR-O RAMIFICATIE TREBUIE

METODA CORECTA DE TAIERE A
BRIDELOR TIP CUREA
1. Se fixeaza brida
METODA CORECTA DE TAIERE A
BRIDELOR TIP CUREA
1. Se fixeaza brida
U.S (ULTRASONIC SPLICE)
Ce este U.S (Ultrasonic Splice)
Ultrasonic Splice este o sudare
U.S (ULTRASONIC SPLICE)
Ce este U.S (Ultrasonic Splice)
Ultrasonic Splice este o sudare
PLANNING SYSTEM
PLANNING SYSTEM
Un sistem care asigura controlul si trasabilitatea tuturor produselor noastre
TRASABILITATEA =
Un sistem care asigura controlul si trasabilitatea tuturor produselor noastre
TRASABILITATEA =
DE CE FOLOSIM PLANNING SYSTEM?
Fujikura este o companie certificata I.S.O
DE CE FOLOSIM PLANNING SYSTEM?
Fujikura este o companie certificata I.S.O
Calitate
Siguranta ca operatorul produce conform ajutorului vizual care ii
Calitate
Siguranta ca operatorul produce conform ajutorului vizual care ii
Cum folosim PLANNING SYSTEM?
Cum folosim PLANNING SYSTEM?
Pasul1:
La intrare in schimb operatorul porneste monitorul
Pasul2:
Scaneaza codul de reincarcare (aflat
Pasul1:
La intrare in schimb operatorul porneste monitorul
Pasul2:
Scaneaza codul de reincarcare (aflat
3. Sistemul incarca direct ordinea de producere a cablurilor, iar operatorul
3. Sistemul incarca direct ordinea de producere a cablurilor, iar operatorul
5. Scaneaza codul de operator (de pe legitimatie) pentru a confirma
5. Scaneaza codul de operator (de pe legitimatie) pentru a confirma
7. Dupa ce operatorul confirma terminarea produsului (prin scanarea codului de
7. Dupa ce operatorul confirma terminarea produsului (prin scanarea codului de
1. Eticheta stearsa sau scris suprapusa.Imprimanta nu elibereaza eticheta:
Se scaneaza codul
1. Eticheta stearsa sau scris suprapusa.Imprimanta nu elibereaza eticheta:
Se scaneaza codul
4. Probleme tester
Seful de sectie anunta inginerul de medii tehnice
5.
4. Probleme tester
Seful de sectie anunta inginerul de medii tehnice
5.
Nerespectare FIFO (First in first out) la intrarea in cadena:
Nerespectand ordinea
Nerespectare FIFO (First in first out) la intrarea in cadena:
Nerespectand ordinea
Scanarea etichetelor fara a fabrica subcomponentul
Daca scanam subcomponentele fara a le
Scanarea etichetelor fara a fabrica subcomponentul
Daca scanam subcomponentele fara a le
Fabricarea de subcomponente fara eticheta
Fabricand subcomponente fara eticheta acestea nu vor
Fabricarea de subcomponente fara eticheta
Fabricand subcomponente fara eticheta acestea nu vor
 Академия Вэлнэс. Тренинг о продукции и здоровом образе жизни
Академия Вэлнэс. Тренинг о продукции и здоровом образе жизни Пиво Caffrey’s
Пиво Caffrey’s Профессиональная корейская косметика Beauty House
Профессиональная корейская косметика Beauty House Рынок электронной коммерции
Рынок электронной коммерции Бизнес-план Магазин пластиковых окон
Бизнес-план Магазин пластиковых окон База отдыха и рыбалки на НГ
База отдыха и рыбалки на НГ Київстар – просто, інноваційно, краще!
Київстар – просто, інноваційно, краще! Продукция IsaDora, Artdeco
Продукция IsaDora, Artdeco Маркетинговые исследования. Аналитическая функция маркетинга
Маркетинговые исследования. Аналитическая функция маркетинга Свойства рекламного текста
Свойства рекламного текста История бренда Mercedes
История бренда Mercedes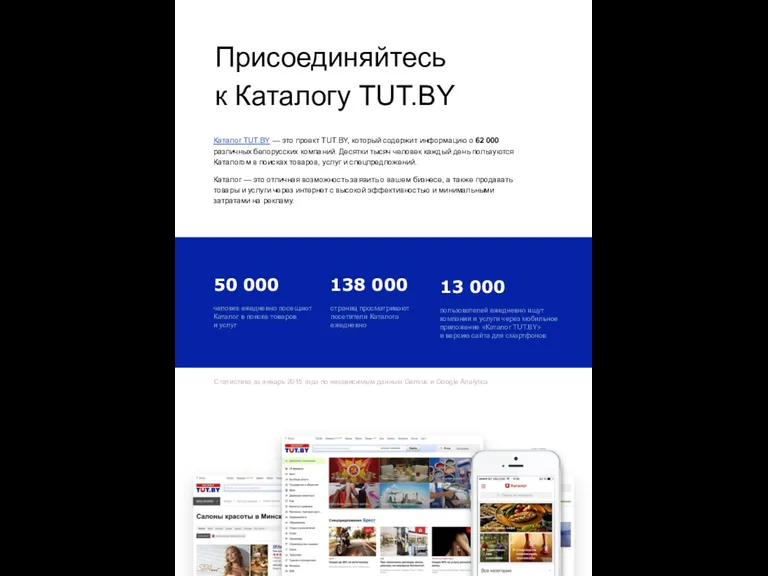 Каталог TUT.BY
Каталог TUT.BY Целевая аудитория Интернет-кафе Fantastic
Целевая аудитория Интернет-кафе Fantastic Маркетинговое исследование фирмы Айсберри
Маркетинговое исследование фирмы Айсберри Сравнительный анализ потребительских предпочтений хлеба и хлебобулочных изделий
Сравнительный анализ потребительских предпочтений хлеба и хлебобулочных изделий Коммерческое предложение для филиала ПАО Кубаньэнерго. Адыгейские электрические сети
Коммерческое предложение для филиала ПАО Кубаньэнерго. Адыгейские электрические сети Основные принципы, преимущества и недостатки франчайзинга
Основные принципы, преимущества и недостатки франчайзинга Рекламная деятельность. (Часть 1)
Рекламная деятельность. (Часть 1) Аспекты организации интернет рекламы в организации ООО Бизнес Перфомэнс
Аспекты организации интернет рекламы в организации ООО Бизнес Перфомэнс Эффективные продажи
Эффективные продажи Сущность маркетинга в сфере ФКиС
Сущность маркетинга в сфере ФКиС Новогодняя ярмарка Coca-Cola
Новогодняя ярмарка Coca-Cola Обучение новых сотрудников. Сервис офферы
Обучение новых сотрудников. Сервис офферы Приобретение франшизы компании Синнабон
Приобретение франшизы компании Синнабон Парфюмерия. Создание объявления на платформе eBay
Парфюмерия. Создание объявления на платформе eBay SMM-стратегия компании Прософт-Системы
SMM-стратегия компании Прософт-Системы SWOT-анализ
SWOT-анализ Введение стандарта клиентоориентированного обслуживания
Введение стандарта клиентоориентированного обслуживания