- PB46CUG04X-3-7AAG - soldering defect-8D report

Содержание
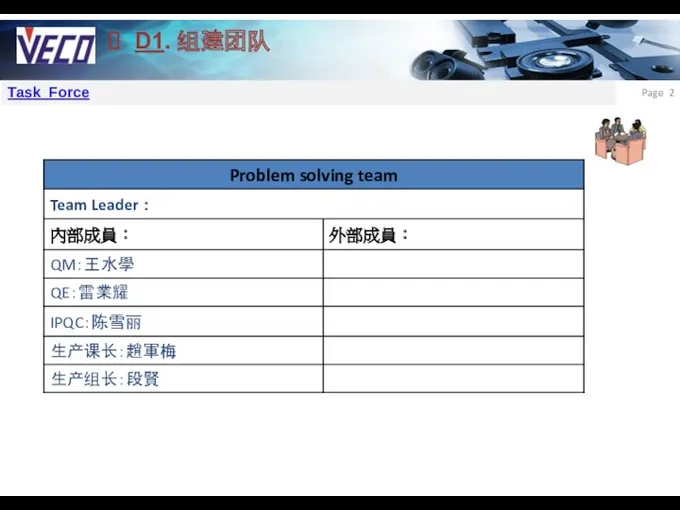
- 2. D1. 组建团队 Page Task Force
- 3. D2. 問題描述 Page
- 4. D3. 实施并验证临时或围堵措施 Page 1.客戶端庫存品:0PCS 2.在途品:0PCS 3.廠內庫存品:0PCS Containment Action 立即\阻截措施 Perform the activity to reduce the possible
- 5. D4. 确定并验证根本原因 Page Define/Verify Cause 原因分析 How was failure detected? What’s the root cause (Break down
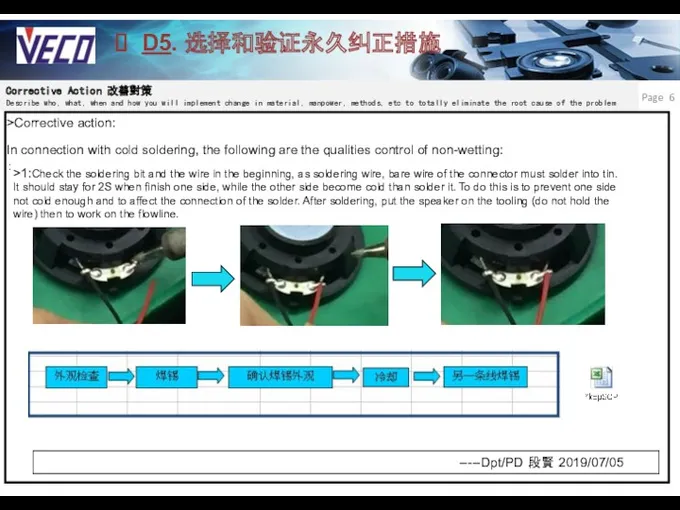
- 6. Page D5. 选择和验证永久纠正措施 Corrective Action 改善對策 Describe who, what, when and how you will implement change
- 7. Page D5. 选择和验证永久纠正措施 Corrective Action 改善對策 Describe who, what, when and how you will implement change
- 8. Page D6. 实施永久纠正措施 Verify Effectiveness of Action 措施效果验证及追踪 Describe verification results in quantifiable terms. Show evidence
- 10. Скачать презентацию
D1. 组建团队
Page
Task Force
D1. 组建团队
Page
Task Force
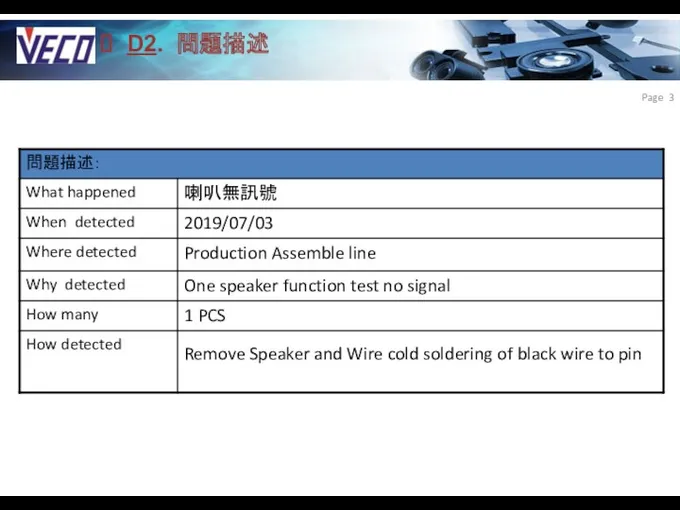
D2. 問題描述
Page
D2. 問題描述
Page
D3. 实施并验证临时或围堵措施
Page
1.客戶端庫存品:0PCS
2.在途品:0PCS
3.廠內庫存品:0PCS
Containment Action 立即\阻截措施
Perform the
D3. 实施并验证临时或围堵措施
Page
1.客戶端庫存品:0PCS
2.在途品:0PCS
3.廠內庫存品:0PCS
Containment Action 立即\阻截措施
Perform the

D4. 确定并验证根本原因
Page
Define/Verify Cause 原因分析
How was failure detected? What’s the
D4. 确定并验证根本原因
Page
Define/Verify Cause 原因分析
How was failure detected? What’s the
Page
D5. 选择和验证永久纠正措施
Corrective Action 改善對策
Describe who, what, when and how
Page
D5. 选择和验证永久纠正措施
Corrective Action 改善對策
Describe who, what, when and how
Page
D5. 选择和验证永久纠正措施
Corrective Action 改善對策
Describe who, what, when and how
Page
D5. 选择和验证永久纠正措施
Corrective Action 改善對策
Describe who, what, when and how
Page
D6. 实施永久纠正措施
Verify Effectiveness of Action 措施效果验证及追踪
Describe verification results in
Page
D6. 实施永久纠正措施
Verify Effectiveness of Action 措施效果验证及追踪
Describe verification results in
 N 104 Dune (Christian Dior)
N 104 Dune (Christian Dior) Сучасна реклама та фірмовий стиль: напрямки, стилі, тренди. Реклама. Психологія сприйняття реклами. Інфографіка
Сучасна реклама та фірмовий стиль: напрямки, стилі, тренди. Реклама. Психологія сприйняття реклами. Інфографіка Как улучшить гостеприимство в нашем кинотеатре
Как улучшить гостеприимство в нашем кинотеатре УК GR & Транспорт
УК GR & Транспорт Экзодерил® (противогрибковое средство)
Экзодерил® (противогрибковое средство) Эфирные масла dōTERRA
Эфирные масла dōTERRA Система учёта клиентов и сделок для отдела продаж amoCRM
Система учёта клиентов и сделок для отдела продаж amoCRM Сбытовая политика в комплексе маркетинга
Сбытовая политика в комплексе маркетинга Социальный медиарелиз
Социальный медиарелиз Project: Global Social Media Plan August Topic: Fresh Breeze Subline: Enjoy a fresh breeze in a Beetle Cabriolet Format: video
Project: Global Social Media Plan August Topic: Fresh Breeze Subline: Enjoy a fresh breeze in a Beetle Cabriolet Format: video Продвижение аккаунта в Instagram
Продвижение аккаунта в Instagram Lamoda. Фото чек-лист
Lamoda. Фото чек-лист Askona Trend - коллекция классических, проверенных временем матрасов
Askona Trend - коллекция классических, проверенных временем матрасов Медиаплан по выводу на рынок пастилы
Медиаплан по выводу на рынок пастилы Праздничная зимняя коллекция лимонадов Черноголовка
Праздничная зимняя коллекция лимонадов Черноголовка Розробка і просування фріланс-біржі Freelance24
Розробка і просування фріланс-біржі Freelance24 Продажи физических продуктов через социальные сети
Продажи физических продуктов через социальные сети Oriflame cosmetics. Каталог №1
Oriflame cosmetics. Каталог №1 Реклама в фильме Шоу Трумана (1998)
Реклама в фильме Шоу Трумана (1998) Samsung group
Samsung group Товарная политика аптеки в фармацевтическом маркетинге
Товарная политика аптеки в фармацевтическом маркетинге Инструкция по просмотру зарегистрированных данных по продажам в MCS 2.0
Инструкция по просмотру зарегистрированных данных по продажам в MCS 2.0 Выгодное M2M решение для вашего бизнеса
Выгодное M2M решение для вашего бизнеса Программа Мой первый год с AMWAY
Программа Мой первый год с AMWAY Інтерпайп сталь
Інтерпайп сталь Маркетинговая оценка земельного участка
Маркетинговая оценка земельного участка Общий - каталог ДорАгроМаш 2023
Общий - каталог ДорАгроМаш 2023 Предложение по аренде в торговом центре
Предложение по аренде в торговом центре