- Теоретические основы современных технологий

Содержание
- 2. Вылегжанина Ирина Ивановна кандидат технических наук, доцент Кафедра «Маркетинг», ауд. 204
- 3. Содержание Тема 1. Основные понятия и определения. Тема 2. НТП: сущность, значение, основные направления развития. Современные
- 4. Технология – наука, изучающая способы и процессы переработки продуктов природы (сырье) в предметы потребления и средства
- 5. Изучение типовых технологических процессов их особенности, закономерности, общих принципов, оптимизаций состоит предмет и содержание дисциплины.
- 6. Отрасль промышленности – совокупность промышленных объединений (предприятий), научно-исследовательских организаций и проектно-конструкторских институтов, изготавливающих продукцию, сходную по-своему
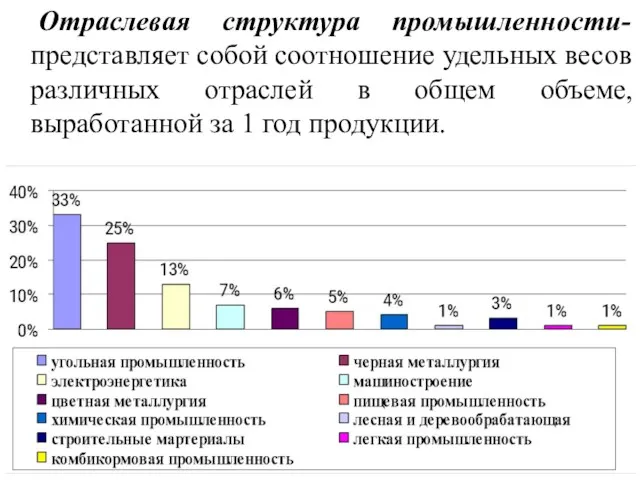
- 7. Отраслевая структура промышленности- представляет собой соотношение удельных весов различных отраслей в общем объеме, выработанной за 1
- 8. По принципу фактического использования продукции в народном хозяйстве промышленность подразделяется на две большие группы: I (группа
- 9. Производственный процесс- совокупность взаимосвязанных действий в результате которых исходные материалы превращаются в готовые изделия.
- 10. Технологический процесс - часть производственного процесса, необходимого непосредственно для изменения формы размеров или состояния заготовки, т.е.
- 11. Классификация технологических процессов Способ воздействия на сырье Способ организаций производства Кратность обработки сырья Механич. Физич. Химич.
- 12. По способу организации процессы делятся на: Периодические процессы- проводятся на оборудовании, которое загружается исходными материалами через
- 13. По кратности обработки сырья: Процессы с разомкнутой схемой (открытой) в которой сырье или материал подвергается однократной
- 14. Технологический баланс- результаты расчетов (выраженные в виде уравнений,таблиц или диаграмм), отражающих количество введенных и полученных в
- 15. Составление тех. баланса производится в 2 стадии: Составляется материальный баланс. 2. Составляется энергетический баланс (или тепловой),
- 16. Материальный баланс- является количественным выражением закона сохранения массы и применительно к отдельным стадиям производственного процесса означает,
- 17. Энергетический (тепловой) баланс- является количественным выражением закона сохранения энергии.
- 18. Себестоимость – сумма, затраченная при производстве товара (или его транспортировке, приобретение).
- 19. Себестоимость различают на: Фабрично-заводскую– затраты предприятия, непосредственно связанные с производством продукции. Полную - совокупность материальных и
- 20. 4 основные группы среди затрат Материальные затраты- затраты связанные с приобретением исходного сырья, полуфабрикатов, вспомогательных материалов,
- 21. Качество продукции - совокупность свойств продукции, обуславливающих ее пригодность, удовлетворяющее определенные потребности общества.
- 22. 8 основных групп показателей качества Показатель назначения- характеризует полезный эффект от использования продукции по назначению (габариты,
- 23. 3. Показатели технологичности- коэффициент сборности, удельные показатели трудоемкости. 4. Показатели стандартизации и унификации – характеризует степень
- 24. 5. Эргономические показатели- характеризуют систему «человек-изделие-среда» в эту группу входит комплекс психологических, физиологических, гигиенических свойств человека
- 25. 7. Показатели патентно -правовые – характеризует патентно способность изделия в стране и за рубежом, его патентно
- 26. Сырьем называют вещества природного и синтетического происхождения используемые для производства готовых продуктов.
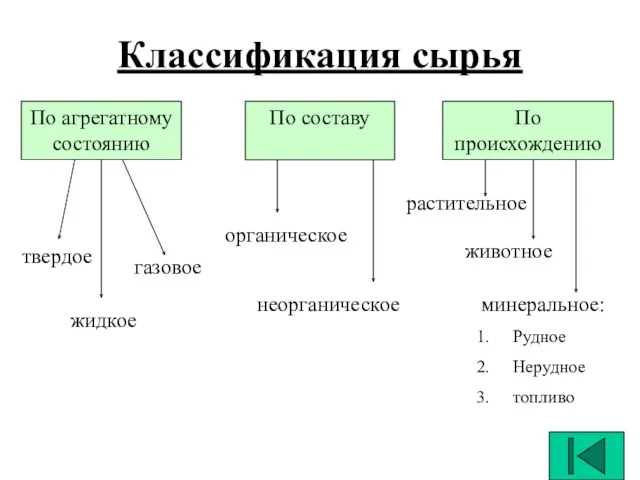
- 27. Классификация сырья
- 28. Минеральное сырье делится на: Рудное- называют породы содержащие металлы, которые могут быть экономически выгодно извлечены. Нерудным
- 29. Растительное и животное сырье (древесина, лен, хлопок, масла, жиры, молоко, кожа, шерсть, зерно, картофель и т.д.)
- 30. Обогащение сырья Целью обогащения сырья является получение сырья с возможно большим содержанием полезных элементов. При обогащении
- 31. Минеральное сырье обогащается 3 основными способами: Механический Грохочение (минералы разделяют на фракции по крупности (просеивают) Гравитационное
- 32. Значение обогащения: Обогащение имеет важное народно-хозяйственное значение несмотря на дополнительные затраты, т.к. оно обеспечивает: Расширение сырьевой
- 33. НТП – процесс зарождения и развития новых идей научных исследований, создание и внедрение новых более совершенных
- 34. Сущность технической революции заключается в проявлении и реализации изобретений, вызывающих переворот в средствах труда, видах энергии
- 35. Основными направлениями НТП в промышленности являются: электрификация производства- широкое применение электрической энергии в технологических процессах и
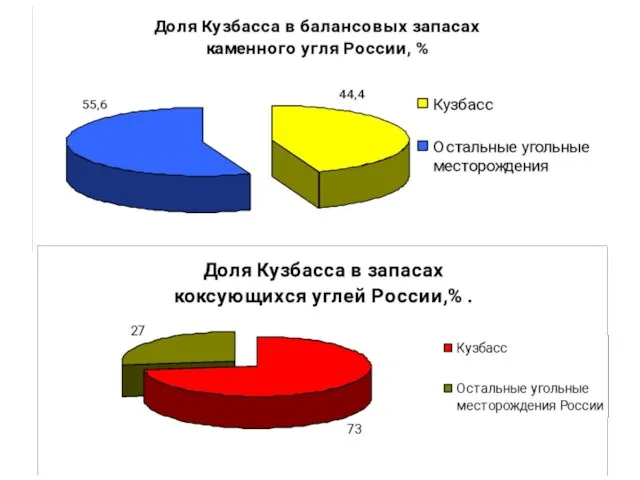
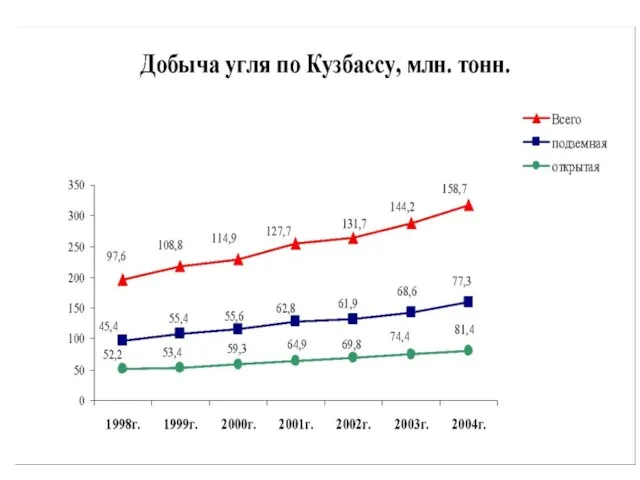
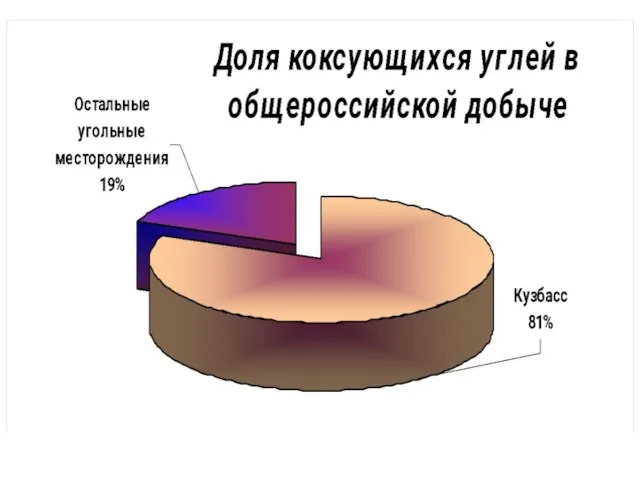
- 36. На долю угольной промышленности приходится более 30% от общего объема промышленного производства. Угольные запасы Кузбасса составляют
- 37. Структура угольной промышленности 1.Угледобывающие предприятия (шахты, разрезы). 2. Обогатительные фабрики. 3. Предприятия, которые выпускают различные машины
- 41. Основные методы переработки углей Коксование – процесс термо-химической переработки углей без доступа воздуха при t до
- 43. Оценка качества угля отмечается главными показателями Содержание влаги, золы, серы, фосфора Выход летучих веществ Удельная теплота
- 44. Марки углей Газовые угли Длиннопламенные Жирные Тощие Спекающиеся Коксовые
- 45. Классы углей Плитный (от 100-300 мм) Крупный (от 50-100 мм) Орех (от 25-50 мм) Мелкий (от
- 47. Обогащение углей – совокупность процессов обработки для повышения качества углей посредством удаления пустой породы, вредных примесей
- 48. При обогащении получают: 1. Концентрат (обогащенный уголь). 2. Промежуточный продукт. 3. Отходы (шлаки).
- 49. Обогатительные фабрики Индивидуальные 1. шахта Групповые ОФ (обогащ. уголь несколько шахт) Центральная ЦОФ (много шахт, ж/д)
- 50. Месторождение- это естественное скопление полезных ископаемых в земной коре, пригодное по количеству, качеству и условиям залегания
- 51. Основные параметры шахты Шахта характеризуется: Качественными показателями относят показатели характеризующие принципиальные особенности предприятия, выражающиеся методом описания
- 52. Основные этапы разработки месторождения Вскрытие – обеспечение доступа с поверхности земли к месторождению путем проведения горных
- 54. Формы организации производства в очистном забое Цикличная форма –повторяемость определенных процессов в известной последовательности –выемка угля,
- 55. Основные этапы разработки месторождений открытым способом Подготовительный Горно- капитальный Эксплуатационный Рекультивация (погашение)
- 56. Подготовительный этап включает в себя: Расчистка поверхности (удаление естественных и искусственных препятствий). Проведение автомобильных, ж/д ,
- 57. Горно-капитальному этапу соответствуют следующие работы: По удалению почвенного слоя и складированию его в специальные отвалы. 2.
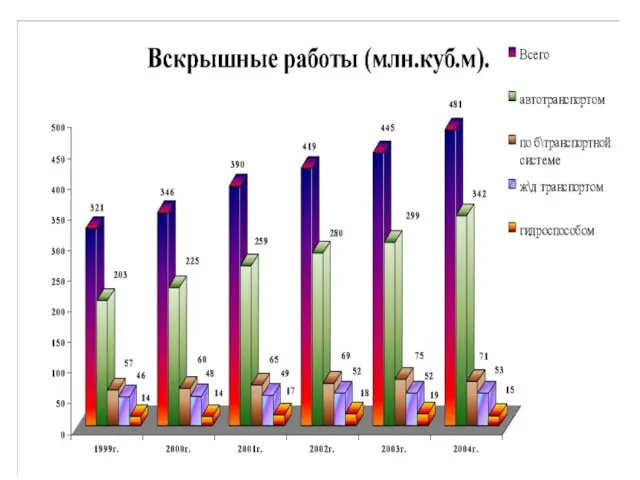
- 58. Эксплутационный этап Вскрышные работы – работы по удалению пустых пород. Добычные работы Механический способ (экскаваторный) Гидравлический
- 59. Главные параметры разреза Запасы полезных ископаемых Срок службы разреза Производственная мощность разреза Объем вскрышных пород Размеры
- 60. Технологические основы производства в металлургической промышленности
- 61. Металлургия- область науки и техники, отрасль промышленности, охватывающие процессы получения металлов из руд или других материалов,
- 62. Типы производств в металлургическом комплексе: Производство полного цикла, включающие все стадии металлургического процесса, т.е. Помимо подготовки
- 63. Черная металлургия- отрасль тяжелой промышленности, к которой относятся предприятия по добыче и обогащению рудного и нерудного
- 64. Все металлы и сплавы принято делить на 2 группы: Железо и сплавы на его основе (чугун,
- 65. Диаграмма состояния сплава железа-углерод (упрощенный вид).
- 66. Полный металлургический процесс включает: Производство чугуна Производство стали Производство проката
- 67. Сущность доменной плавки чугуна состоит в восстановлении железа из руды и его науглероживание до состояния чугуна
- 68. Продукты доменного производства: Передельный чугун 80% от общего объема. Предназначен для переплавки, переработанный в сталь. Литейный
- 69. Производительность доменной печи характеризуется коэффициент полезного объема печи, которая рассчитывается полезный объем доменной печи К= производство
- 71. Технико-экономические показатели доменного производства чугуна зависят от: От содержания железа в руде. Конструкции печи (зависит показатель
- 72. Марки чугуна: Серый чугун - характеризуется тем, что в его структуре углерод содержится в виде графита
- 73. Производство стали Сталь – сплав железа и углерода, с содержанием углерода до 2%. Суть производства стали
- 74. Для удаления вредных примесей исходное сырье нагревают до высоких температур. Нагревание осуществляется 3-мя способами: Химической теплотой,
- 75. Исходным сырьем для производства стали служит передельный чугун и скрап (стальной и чугунный металлолом) – стружка,
- 76. По химическому составу сталь классифицируется: Углеродистая, которая характеризуется следующими показателями: А) магний до 0,8 %, кремний
- 77. По назначению стали бывают: Конструкционные 2. Инструментальные
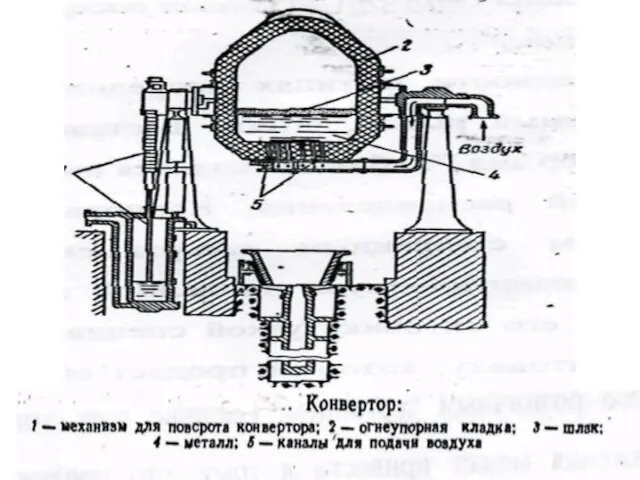
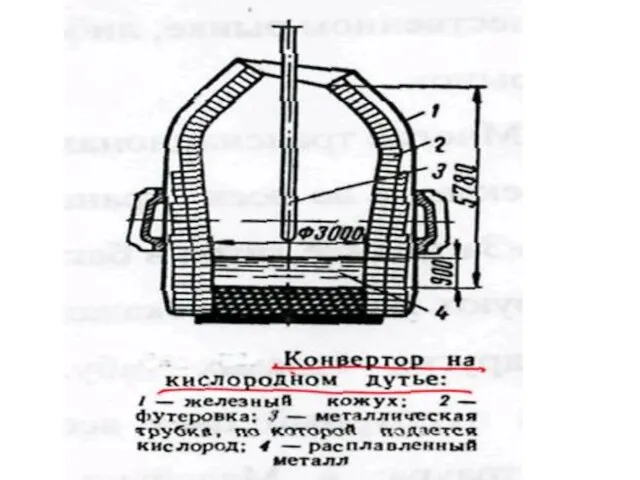
- 78. Способы получения стали: Кислородно-конверторный способ; Мартеновский; Получение стали в электро-печах (дуговые и индукционные); Внедоменные (восстановление в
- 83. Прокатные стали по назначению классифицируются: Обжимные Листовые Трубопрокатные Сортовые Специальные
- 84. Производство меди
- 85. Получение штейна
- 86. Получение черновой меди
- 87. Электролитическое рафинирование меди
- 88. Производство алюминия
- 89. Порошковой металлургией называют область технологии, охватывающую совокупность методов изготовления порошков металлов и металлоподобных соединений, полуфабрикатов и
- 90. Основные преимущества порошковой металлургии: Снижает затраты на дельнейшую механическую обработку, которая может быть исключена или существенно
- 91. Технологические основы производства в машиностроительной промышленности
- 92. Отраслевая структура машиностроения- это комплекс соотношений между отраслями и производствами входящие в состав машиностроения.
- 93. Для характеристики отраслевой структуры используются следующие показатели: Удельный вес выпуска продукции отдельной отрасли в общем объеме
- 94. Факторы определяющие отраслевую структуру машиностроения: НТП Темпы развития отрасли промышленности Уровень специализации и кооперирования Место страны
- 95. В машиностроении установлено 4 вида изделий: Детали – неспецифированные изделия, изготовленные из однородного по наименованию и
- 96. 3. Комплексы- два или более специфированных изделия не соединенных на предприятии-изготовителе сборочными операциями, но предназначенных для
- 97. Производственная структура- состав цехов и служб предприятия с указанием связи между ними. Технологическая операция- законченная часть
- 98. Средства технического оснащения (СТО)- совокупность средств орудий производства необходимых для выполнения технической операции и процесса в
- 99. Программа выпуска- установленный для данного предприятия перечень изготавливаемых или ремонтируемых изделий с указанием объема выпуска по
- 100. В зависимости от широты номенклатуры, регулярности и объема выпуска различают 3 вида производства: Единичное Серийное Массовое
- 101. Единичное производство- характеризуется малым объемом выпуска одинаковых изделий. Выполняется на универсальном оборудовании с использованием универсальной технологичной
- 102. Серийное производство- характеризуется изготовлением изделий периодически повторяющимися партиями и сериями. В зависимости от числа изделий партии
- 103. Массовое производство-характеризуется большим объемом выпуска изделий, непрерывно изготовленных в течении продолжительного времени.
- 104. Такт выпуска- это интервал времени через которое периодически производство выпускает изделия определенного наименования. Ритм выпуска- это
- 105. Существует 2 формы организации поточного производства: Непрерывно-поточное- характеризуется тем, что предмет труда перемещается с одного места
- 106. Точность обработки-степень соответствия изготавливаемых изделий установленному эталону, т.к. это соответствие формы, размеров и положения обрабатываемых поверхностей,
- 107. Значение точности Повышение эксплуатационных качеств (повышение надежности машин, долговечность). Сокращается выпуск машин и оборудования. Снижается трудоемкость
- 108. Проблемы для обеспечения заданной точности: Технологичность – поиск и создание оптимальной технологии изготовления изделия). Конструкционная –создание
- 109. Способы обеспечения точности: Автоматический – характеризуется предварительно настроенной на размер система, состоит из станка, приспособления и
- 110. Факторы влияющие на погрешность обработки: Установка деталей на станке. Геометрическая погрешность оборудования. Температурная деформация оборудования. Настройка
- 111. Качество поверхностного слоя деталей машины (КПСДМ) – состояние поверхностного слоя, как результат воздействия на него одного
- 112. Факторы влияющие на качество КПСДМ: Метод обработки Режим резанья Геометрические параметры инструмента Качество поверхности режущей части
- 113. Технологичность конструкции изделия – совокупность свойств приспособленность к достижению оптимальных затрат при производстве, эксплуатации и ремонте
- 114. Различается 3 вида технологичности: Производственная – заключается в сокращении средств и времени на подготовку производства и
- 115. Показатели технологичности и оценка конструкции на технологичность: Трудоемкость Себестоимость изготовления изделия Материалоемкость Энергоемкость
- 116. Основные способы изготовления заготовки: Литье Обработка давлением Резка сортового и профильного проката Комбинированные способы
- 117. Технологические процессы обеспечивающие наибольшее приближение форм и размеров заготовки, форм и размеров деталей: Специальные точные методы
- 118. Автоматизация производства включает комплекс мероприятий по разработке высокоэффективных технологичных процессов и созданию новых высокопроизводительных средств производства,
- 119. Станки с численно-программным управлением (ЧПУ) основаны на новом программном принципе управления которое способствует повышению производительности, гибкости
- 120. Промышленные работы по характеру выполняемой работы классифицируются на 3 группы: Производственные (технологические) – выполняющие сварку, гибку,
- 121. Промышленные роботы делятся на 3 поколения: Программные роботы- выполняют запрограммированную последовательность работ определяемых тех. процессом Адаптивные
- 122. Пути решения общих проблем технологии машиностроения: Сокращение и замена ручного труда. Совершенствование обработки с числовым программным
- 123. Химическая технология- наука о способах и процессах химической переработки сырья.
- 124. Понятие о химико-технологическом процессе включает ряд химических, физико-химических и физических процессов и складывается из 3 основных
- 125. К основным химическим реакциям относятся физические и химические процессы: Абсорбция- процесс поглощения газов жидкостями с образов.
- 127. Скачать презентацию
Вылегжанина Ирина Ивановна
кандидат технических наук, доцент
Кафедра «Маркетинг», ауд. 204
кандидат технических наук, доцент
Кафедра «Маркетинг», ауд. 204
Содержание
Тема 1. Основные понятия и определения.
Тема 2. НТП: сущность, значение, основные
Содержание
Тема 1. Основные понятия и определения.
Тема 2. НТП: сущность, значение, основные
Технология – наука, изучающая способы и процессы переработки продуктов природы (сырье)
Технология – наука, изучающая способы и процессы переработки продуктов природы (сырье)
Изучение типовых технологических процессов их особенности, закономерности, общих принципов, оптимизаций состоит
Изучение типовых технологических процессов их особенности, закономерности, общих принципов, оптимизаций состоит
Отрасль промышленности –
совокупность промышленных объединений (предприятий), научно-исследовательских организаций и проектно-конструкторских
Отрасль промышленности –
совокупность промышленных объединений (предприятий), научно-исследовательских организаций и проектно-конструкторских
Отраслевая структура промышленности- представляет собой соотношение удельных весов различных отраслей в
Отраслевая структура промышленности- представляет собой соотношение удельных весов различных отраслей в
По принципу фактического использования продукции в народном хозяйстве промышленность подразделяется на
По принципу фактического использования продукции в народном хозяйстве промышленность подразделяется на
Производственный процесс- совокупность взаимосвязанных действий в результате которых исходные материалы превращаются
Производственный процесс- совокупность взаимосвязанных действий в результате которых исходные материалы превращаются
Технологический процесс
- часть производственного процесса, необходимого непосредственно для изменения формы
Технологический процесс
- часть производственного процесса, необходимого непосредственно для изменения формы
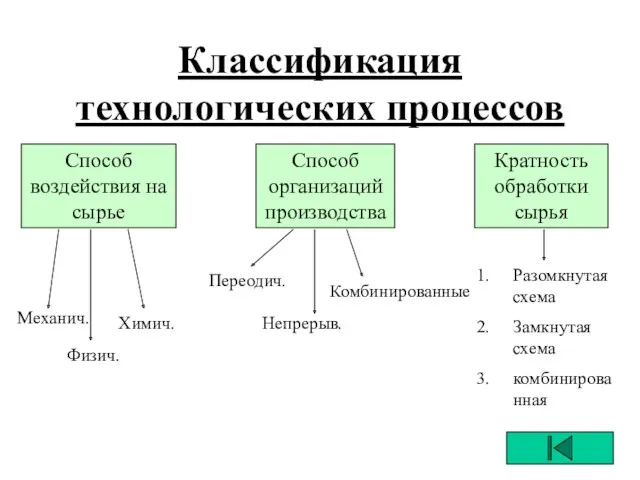
Классификация технологических процессов
Способ воздействия на сырье
Способ организаций производства
Кратность обработки сырья
Механич.
Физич.
Химич.
Переодич.
Непрерыв.
Комбинированные
Разомкнутая
Классификация технологических процессов
Способ воздействия на сырье
Способ организаций производства
Кратность обработки сырья
Механич.
Физич.
Химич.
Переодич.
Непрерыв.
Комбинированные
Разомкнутая
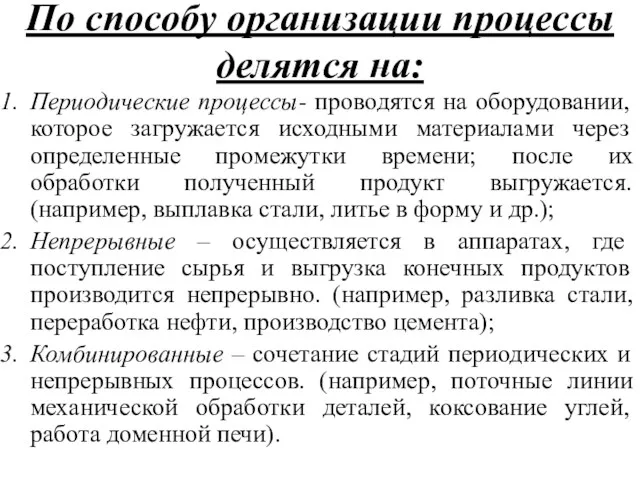
По способу организации процессы делятся на:
Периодические процессы- проводятся на оборудовании, которое
По способу организации процессы делятся на:
Периодические процессы- проводятся на оборудовании, которое
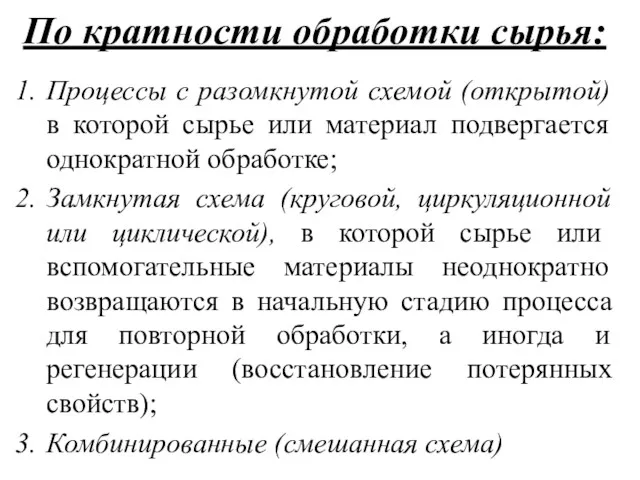
По кратности обработки сырья:
Процессы с разомкнутой схемой (открытой) в которой сырье
По кратности обработки сырья:
Процессы с разомкнутой схемой (открытой) в которой сырье
Технологический баланс- результаты расчетов (выраженные в виде уравнений,таблиц или диаграмм), отражающих
Технологический баланс- результаты расчетов (выраженные в виде уравнений,таблиц или диаграмм), отражающих
Составление тех. баланса производится в 2 стадии:
Составляется материальный баланс.
2. Составляется энергетический
Составление тех. баланса производится в 2 стадии:
Составляется материальный баланс.
2. Составляется энергетический
Материальный баланс- является количественным выражением закона сохранения массы и применительно к
Материальный баланс- является количественным выражением закона сохранения массы и применительно к
Энергетический (тепловой) баланс- является количественным выражением закона сохранения энергии.
Энергетический (тепловой) баланс- является количественным выражением закона сохранения энергии.
Себестоимость – сумма, затраченная при производстве товара (или его транспортировке, приобретение).
Себестоимость – сумма, затраченная при производстве товара (или его транспортировке, приобретение).
Себестоимость различают на:
Фабрично-заводскую– затраты предприятия, непосредственно связанные с производством продукции.
Себестоимость различают на:
Фабрично-заводскую– затраты предприятия, непосредственно связанные с производством продукции.
4 основные группы среди затрат
Материальные затраты- затраты связанные с приобретением исходного
4 основные группы среди затрат
Материальные затраты- затраты связанные с приобретением исходного
Качество продукции - совокупность свойств продукции, обуславливающих ее пригодность, удовлетворяющее
Качество продукции - совокупность свойств продукции, обуславливающих ее пригодность, удовлетворяющее
8 основных групп показателей качества
Показатель назначения- характеризует полезный эффект от использования
8 основных групп показателей качества
Показатель назначения- характеризует полезный эффект от использования
3. Показатели технологичности- коэффициент сборности, удельные показатели трудоемкости.
4. Показатели стандартизации и
3. Показатели технологичности- коэффициент сборности, удельные показатели трудоемкости.
4. Показатели стандартизации и
5. Эргономические показатели- характеризуют систему «человек-изделие-среда» в эту группу входит комплекс
5. Эргономические показатели- характеризуют систему «человек-изделие-среда» в эту группу входит комплекс
7. Показатели патентно -правовые – характеризует патентно способность изделия в стране
7. Показатели патентно -правовые – характеризует патентно способность изделия в стране
Сырьем называют вещества природного и синтетического происхождения используемые для производства готовых
Сырьем называют вещества природного и синтетического происхождения используемые для производства готовых
Классификация сырья
Классификация сырья
Минеральное сырье делится на:
Рудное- называют породы содержащие металлы, которые могут быть
Минеральное сырье делится на:
Рудное- называют породы содержащие металлы, которые могут быть
Растительное и животное сырье (древесина, лен, хлопок, масла, жиры, молоко, кожа,
Растительное и животное сырье (древесина, лен, хлопок, масла, жиры, молоко, кожа,
Обогащение сырья
Целью обогащения сырья является получение сырья с возможно большим
Обогащение сырья
Целью обогащения сырья является получение сырья с возможно большим
Минеральное сырье обогащается 3 основными способами:
Механический
Грохочение (минералы разделяют на фракции
Минеральное сырье обогащается 3 основными способами:
Механический
Грохочение (минералы разделяют на фракции
Значение обогащения:
Обогащение имеет важное народно-хозяйственное значение несмотря на дополнительные затраты, т.к.
Значение обогащения:
Обогащение имеет важное народно-хозяйственное значение несмотря на дополнительные затраты, т.к.
НТП – процесс зарождения и развития новых идей научных исследований, создание
НТП – процесс зарождения и развития новых идей научных исследований, создание
Сущность технической революции заключается в проявлении и реализации изобретений, вызывающих переворот
Сущность технической революции заключается в проявлении и реализации изобретений, вызывающих переворот
Основными направлениями НТП в промышленности являются:
электрификация производства- широкое применение электрической
Основными направлениями НТП в промышленности являются:
электрификация производства- широкое применение электрической
На долю угольной промышленности приходится более 30% от общего объема промышленного
На долю угольной промышленности приходится более 30% от общего объема промышленного
Структура угольной промышленности
1.Угледобывающие предприятия (шахты, разрезы).
2. Обогатительные фабрики.
3. Предприятия, которые выпускают
Структура угольной промышленности
1.Угледобывающие предприятия (шахты, разрезы).
2. Обогатительные фабрики.
3. Предприятия, которые выпускают

Основные методы переработки углей
Коксование – процесс термо-химической переработки углей без доступа
Основные методы переработки углей
Коксование – процесс термо-химической переработки углей без доступа
Оценка качества угля отмечается главными показателями
Содержание влаги, золы, серы, фосфора
Выход летучих
Оценка качества угля отмечается главными показателями
Содержание влаги, золы, серы, фосфора
Выход летучих
Марки углей
Газовые угли
Длиннопламенные
Жирные
Тощие
Спекающиеся
Коксовые
Марки углей
Газовые угли
Длиннопламенные
Жирные
Тощие
Спекающиеся
Коксовые
Классы углей
Плитный (от 100-300 мм)
Крупный (от 50-100 мм)
Орех (от 25-50 мм)
Мелкий
Классы углей
Плитный (от 100-300 мм)
Крупный (от 50-100 мм)
Орех (от 25-50 мм)
Мелкий
Обогащение углей –
совокупность процессов обработки для повышения качества углей посредством
совокупность процессов обработки для повышения качества углей посредством
При обогащении получают:
1. Концентрат (обогащенный уголь).
2. Промежуточный продукт.
3. Отходы (шлаки).
1. Концентрат (обогащенный уголь).
2. Промежуточный продукт.
3. Отходы (шлаки).
Обогатительные фабрики
Индивидуальные
1. шахта
Групповые
ОФ (обогащ. уголь несколько шахт)
Центральная
ЦОФ (много шахт, ж/д)
Обогатительные фабрики
Индивидуальные
1. шахта
Групповые
ОФ (обогащ. уголь несколько шахт)
Центральная
ЦОФ (много шахт, ж/д)
Месторождение- это естественное скопление полезных ископаемых в земной коре, пригодное по
Месторождение- это естественное скопление полезных ископаемых в земной коре, пригодное по
Основные параметры шахты
Шахта характеризуется:
Качественными показателями относят показатели характеризующие принципиальные особенности предприятия,
Основные параметры шахты
Шахта характеризуется:
Качественными показателями относят показатели характеризующие принципиальные особенности предприятия,
Основные этапы разработки месторождения
Вскрытие – обеспечение доступа с поверхности земли к
Основные этапы разработки месторождения
Вскрытие – обеспечение доступа с поверхности земли к
Формы организации производства в очистном забое
Цикличная форма –повторяемость определенных процессов в
Формы организации производства в очистном забое
Цикличная форма –повторяемость определенных процессов в
Основные этапы разработки месторождений открытым способом
Подготовительный
Горно- капитальный
Эксплуатационный
Рекультивация (погашение)
Основные этапы разработки месторождений открытым способом
Подготовительный
Горно- капитальный
Эксплуатационный
Рекультивация (погашение)
Подготовительный этап включает в себя:
Расчистка поверхности (удаление естественных и искусственных препятствий).
Проведение
Подготовительный этап включает в себя:
Расчистка поверхности (удаление естественных и искусственных препятствий).
Проведение
Горно-капитальному этапу соответствуют следующие работы:
По удалению почвенного слоя и складированию его
Горно-капитальному этапу соответствуют следующие работы:
По удалению почвенного слоя и складированию его
Эксплутационный этап
Вскрышные работы – работы по удалению пустых пород.
Добычные работы
Механический способ
Эксплутационный этап
Вскрышные работы – работы по удалению пустых пород.
Добычные работы
Механический способ
Главные параметры разреза
Запасы полезных ископаемых
Срок службы разреза
Производственная мощность разреза
Объем вскрышных пород
Размеры
Главные параметры разреза
Запасы полезных ископаемых
Срок службы разреза
Производственная мощность разреза
Объем вскрышных пород
Размеры

Технологические основы производства в металлургической промышленности
Технологические основы производства в металлургической промышленности
Металлургия- область науки и техники, отрасль промышленности, охватывающие процессы получения металлов
Металлургия- область науки и техники, отрасль промышленности, охватывающие процессы получения металлов
Типы производств в металлургическом комплексе:
Производство полного цикла, включающие все стадии металлургического
Типы производств в металлургическом комплексе:
Производство полного цикла, включающие все стадии металлургического
Черная металлургия- отрасль тяжелой промышленности, к которой относятся предприятия по добыче
Черная металлургия- отрасль тяжелой промышленности, к которой относятся предприятия по добыче
Все металлы и сплавы принято делить на 2 группы:
Железо и сплавы
Все металлы и сплавы принято делить на 2 группы:
Железо и сплавы

Диаграмма состояния сплава железа-углерод (упрощенный вид).
Диаграмма состояния сплава железа-углерод (упрощенный вид).
Полный металлургический процесс включает:
Производство чугуна
Производство стали
Производство проката
Полный металлургический процесс включает:
Производство чугуна
Производство стали
Производство проката
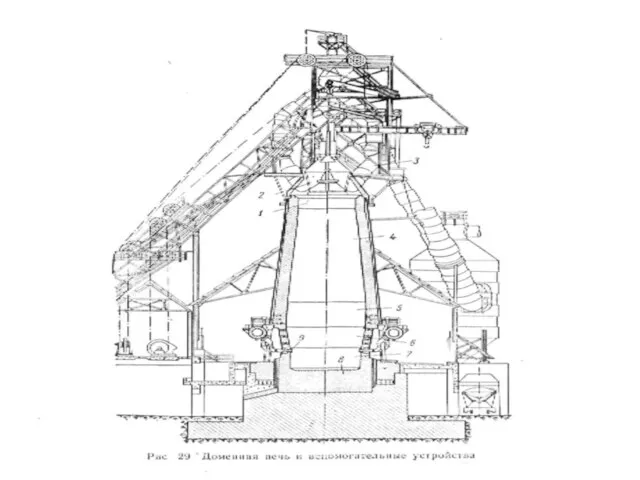
Сущность доменной плавки чугуна состоит в восстановлении железа из руды и
Продукты доменного производства:
Передельный чугун 80% от общего объема. Предназначен для переплавки,
Продукты доменного производства:
Передельный чугун 80% от общего объема. Предназначен для переплавки,
Производительность доменной печи характеризуется коэффициент полезного объема печи, которая рассчитывается
полезный объем
Производительность доменной печи характеризуется коэффициент полезного объема печи, которая рассчитывается
полезный объем
Технико-экономические показатели доменного производства чугуна зависят от:
От содержания железа в руде.
Конструкции
Технико-экономические показатели доменного производства чугуна зависят от:
От содержания железа в руде.
Конструкции
Марки чугуна:
Серый чугун - характеризуется тем, что в его структуре углерод
Марки чугуна:
Серый чугун - характеризуется тем, что в его структуре углерод
Производство стали
Сталь – сплав железа и углерода, с содержанием углерода до
Производство стали
Сталь – сплав железа и углерода, с содержанием углерода до
Для удаления вредных примесей исходное сырье нагревают до высоких температур.
Нагревание
Для удаления вредных примесей исходное сырье нагревают до высоких температур.
Нагревание
Исходным сырьем для производства стали служит передельный чугун и скрап (стальной
Исходным сырьем для производства стали служит передельный чугун и скрап (стальной
По химическому составу сталь классифицируется:
Углеродистая, которая характеризуется следующими показателями:
А) магний до
По химическому составу сталь классифицируется:
Углеродистая, которая характеризуется следующими показателями:
А) магний до
По назначению стали бывают:
Конструкционные
2. Инструментальные
По назначению стали бывают:
Конструкционные
2. Инструментальные
Способы получения стали:
Кислородно-конверторный способ;
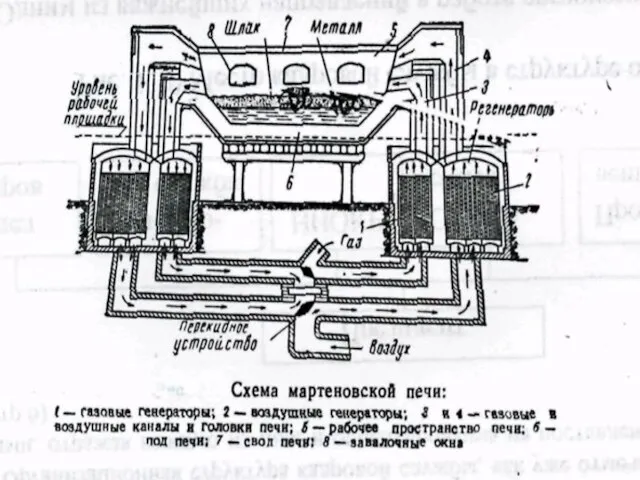
Мартеновский;
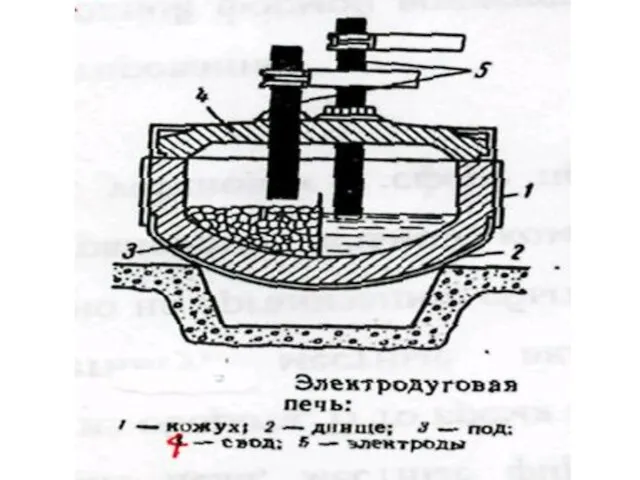
Получение стали в электро-печах (дуговые и индукционные);
Внедоменные (восстановление
Способы получения стали:
Кислородно-конверторный способ;
Мартеновский;
Получение стали в электро-печах (дуговые и индукционные);
Внедоменные (восстановление
Прокатные стали по назначению классифицируются:
Обжимные
Листовые
Трубопрокатные
Сортовые
Специальные
Прокатные стали по назначению классифицируются:
Обжимные
Листовые
Трубопрокатные
Сортовые
Специальные
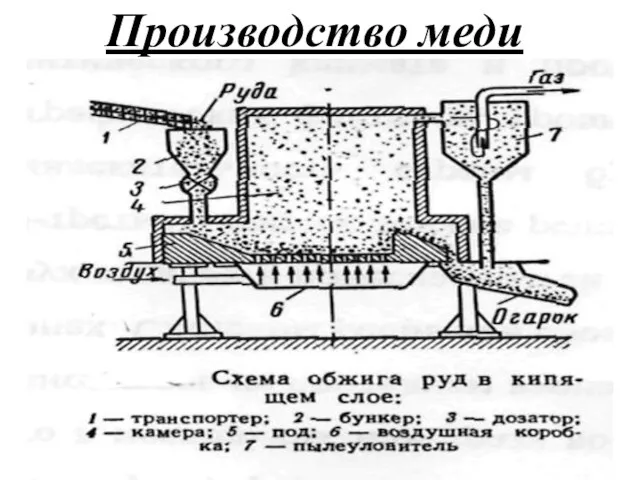
Производство меди
Производство меди

Получение штейна
Получение штейна
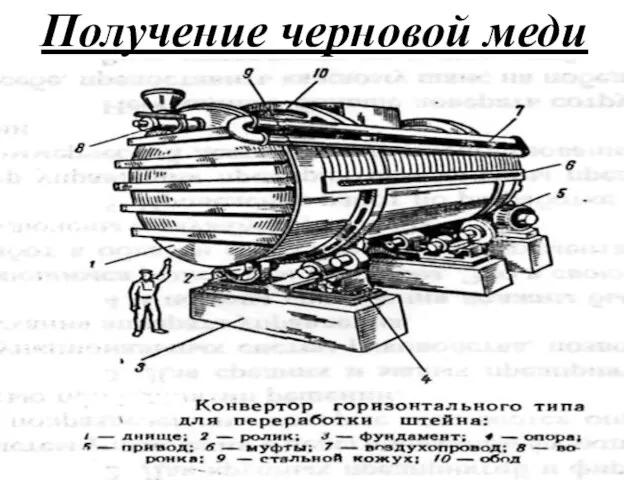
Получение черновой меди
Получение черновой меди

Электролитическое рафинирование меди
Электролитическое рафинирование меди
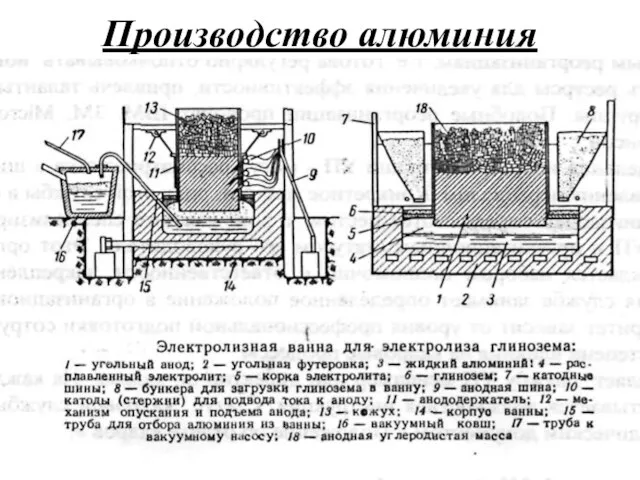
Производство алюминия
Производство алюминия
Порошковой металлургией называют область технологии, охватывающую совокупность методов изготовления порошков металлов
Порошковой металлургией называют область технологии, охватывающую совокупность методов изготовления порошков металлов
Основные преимущества порошковой металлургии:
Снижает затраты на дельнейшую механическую обработку, которая может
Основные преимущества порошковой металлургии:
Снижает затраты на дельнейшую механическую обработку, которая может

Технологические основы производства в машиностроительной промышленности
Технологические основы производства в машиностроительной промышленности
Отраслевая структура машиностроения- это комплекс соотношений между отраслями и производствами входящие
Отраслевая структура машиностроения- это комплекс соотношений между отраслями и производствами входящие
Для характеристики отраслевой структуры используются следующие показатели:
Удельный вес выпуска продукции отдельной
Для характеристики отраслевой структуры используются следующие показатели:
Удельный вес выпуска продукции отдельной
Факторы определяющие отраслевую структуру машиностроения:
НТП
Темпы развития отрасли промышленности
Уровень специализации и
Факторы определяющие отраслевую структуру машиностроения:
НТП
Темпы развития отрасли промышленности
Уровень специализации и
В машиностроении установлено
4 вида изделий:
Детали – неспецифированные изделия, изготовленные из
В машиностроении установлено
4 вида изделий:
Детали – неспецифированные изделия, изготовленные из
3. Комплексы- два или более специфированных изделия не соединенных на предприятии-изготовителе
3. Комплексы- два или более специфированных изделия не соединенных на предприятии-изготовителе
Производственная структура- состав цехов и служб предприятия с указанием связи между
Производственная структура- состав цехов и служб предприятия с указанием связи между
Средства технического оснащения (СТО)- совокупность средств орудий производства необходимых для выполнения
Средства технического оснащения (СТО)- совокупность средств орудий производства необходимых для выполнения
Программа выпуска- установленный для данного предприятия перечень изготавливаемых или ремонтируемых изделий
Программа выпуска- установленный для данного предприятия перечень изготавливаемых или ремонтируемых изделий
В зависимости от широты номенклатуры, регулярности и объема выпуска различают 3
В зависимости от широты номенклатуры, регулярности и объема выпуска различают 3
Единичное производство- характеризуется малым объемом выпуска одинаковых изделий. Выполняется на универсальном
Единичное производство- характеризуется малым объемом выпуска одинаковых изделий. Выполняется на универсальном
Серийное производство- характеризуется изготовлением изделий периодически повторяющимися партиями и сериями.
В
Серийное производство- характеризуется изготовлением изделий периодически повторяющимися партиями и сериями.
В
Массовое производство-характеризуется большим объемом выпуска изделий, непрерывно изготовленных в течении продолжительного
Массовое производство-характеризуется большим объемом выпуска изделий, непрерывно изготовленных в течении продолжительного
Такт выпуска- это интервал времени через которое периодически производство выпускает изделия
Такт выпуска- это интервал времени через которое периодически производство выпускает изделия
Существует 2 формы организации поточного производства:
Непрерывно-поточное- характеризуется тем, что предмет труда
Существует 2 формы организации поточного производства:
Непрерывно-поточное- характеризуется тем, что предмет труда
Точность обработки-степень соответствия изготавливаемых изделий установленному эталону, т.к. это соответствие формы,
Точность обработки-степень соответствия изготавливаемых изделий установленному эталону, т.к. это соответствие формы,
Значение точности
Повышение эксплуатационных качеств (повышение надежности машин, долговечность).
Сокращается выпуск машин и
Значение точности
Повышение эксплуатационных качеств (повышение надежности машин, долговечность).
Сокращается выпуск машин и
Проблемы для обеспечения заданной точности:
Технологичность – поиск и создание оптимальной технологии
Проблемы для обеспечения заданной точности:
Технологичность – поиск и создание оптимальной технологии
Способы обеспечения точности:
Автоматический – характеризуется предварительно настроенной на размер система, состоит
Способы обеспечения точности:
Автоматический – характеризуется предварительно настроенной на размер система, состоит
Факторы влияющие на погрешность обработки:
Установка деталей на станке.
Геометрическая погрешность оборудования.
Температурная деформация
Факторы влияющие на погрешность обработки:
Установка деталей на станке.
Геометрическая погрешность оборудования.
Температурная деформация
Качество поверхностного слоя деталей машины (КПСДМ) – состояние поверхностного слоя, как
Качество поверхностного слоя деталей машины (КПСДМ) – состояние поверхностного слоя, как
Факторы влияющие на качество КПСДМ:
Метод обработки
Режим резанья
Геометрические параметры инструмента
Качество поверхности режущей
Факторы влияющие на качество КПСДМ:
Метод обработки
Режим резанья
Геометрические параметры инструмента
Качество поверхности режущей
Технологичность конструкции изделия – совокупность свойств приспособленность к достижению оптимальных затрат
Технологичность конструкции изделия – совокупность свойств приспособленность к достижению оптимальных затрат
Различается 3 вида технологичности:
Производственная – заключается в сокращении средств и времени
Различается 3 вида технологичности:
Производственная – заключается в сокращении средств и времени
Показатели технологичности и оценка конструкции на технологичность:
Трудоемкость
Себестоимость изготовления изделия
Материалоемкость
Энергоемкость
Показатели технологичности и оценка конструкции на технологичность:
Трудоемкость
Себестоимость изготовления изделия
Материалоемкость
Энергоемкость
Основные способы изготовления заготовки:
Литье
Обработка давлением
Резка сортового и профильного проката
Комбинированные способы
Основные способы изготовления заготовки:
Литье
Обработка давлением
Резка сортового и профильного проката
Комбинированные способы
Технологические процессы обеспечивающие наибольшее приближение форм и размеров заготовки, форм и
Технологические процессы обеспечивающие наибольшее приближение форм и размеров заготовки, форм и
Автоматизация производства включает комплекс мероприятий по разработке высокоэффективных технологичных процессов и
Автоматизация производства включает комплекс мероприятий по разработке высокоэффективных технологичных процессов и
Станки с численно-программным управлением (ЧПУ) основаны на новом программном принципе управления
Станки с численно-программным управлением (ЧПУ) основаны на новом программном принципе управления
Промышленные работы по характеру выполняемой работы классифицируются на 3 группы:
Производственные (технологические)
Промышленные работы по характеру выполняемой работы классифицируются на 3 группы:
Производственные (технологические)
Промышленные роботы делятся на 3 поколения:
Программные роботы- выполняют запрограммированную последовательность работ
Промышленные роботы делятся на 3 поколения:
Программные роботы- выполняют запрограммированную последовательность работ
Пути решения общих проблем технологии машиностроения:
Сокращение и замена ручного труда.
Совершенствование обработки
Пути решения общих проблем технологии машиностроения:
Сокращение и замена ручного труда.
Совершенствование обработки
Химическая технология- наука о способах и процессах химической переработки сырья.
Химическая технология- наука о способах и процессах химической переработки сырья.
Понятие о химико-технологическом процессе включает ряд химических, физико-химических и физических процессов
Понятие о химико-технологическом процессе включает ряд химических, физико-химических и физических процессов
К основным химическим реакциям относятся физические и химические процессы:
Абсорбция- процесс поглощения
К основным химическим реакциям относятся физические и химические процессы:
Абсорбция- процесс поглощения
 Что нового в новом каталоге Норгау
Что нового в новом каталоге Норгау Дослідження рекламної діяльності та розроблення рекламної кампанії фестивалю Файне місто
Дослідження рекламної діяльності та розроблення рекламної кампанії фестивалю Файне місто Plan marketingowy. Opracowanie planu
Plan marketingowy. Opracowanie planu Выбор шоу. Список артистов
Выбор шоу. Список артистов Моющие и очистительные жидкости. Автомобильные эксплуатационные материалы
Моющие и очистительные жидкости. Автомобильные эксплуатационные материалы Стратегия развития аэропорта в качестве хаба международных перевозок (на примере АО Международный аэропорт Шереметьево)
Стратегия развития аэропорта в качестве хаба международных перевозок (на примере АО Международный аэропорт Шереметьево) Сок из ростков пшеницы. ООО Жизнь, г. Москва, производитель продуктов торговой марки Витавим Vitavim™
Сок из ростков пшеницы. ООО Жизнь, г. Москва, производитель продуктов торговой марки Витавим Vitavim™ Метод диагностики заболеваний внутренних органов в любой стадии их развития
Метод диагностики заболеваний внутренних органов в любой стадии их развития Производственная компания Айсберг. Эксклюзивное локальное производство полуфабрикатов из натуральных продуктов
Производственная компания Айсберг. Эксклюзивное локальное производство полуфабрикатов из натуральных продуктов Корпоративное предложение сети спортивных клубов Fitness House
Корпоративное предложение сети спортивных клубов Fitness House Продукция компании Heineken®
Продукция компании Heineken® Service Basics HMGT 1110 Catering and Service Management
Service Basics HMGT 1110 Catering and Service Management Косметический прибор Секрет красоты. La Beauté Secrète Portable Apparatus
Косметический прибор Секрет красоты. La Beauté Secrète Portable Apparatus Сучасна реклама як двигун торгівлі
Сучасна реклама як двигун торгівлі Промышленный маркетинг. Маркетинг В2В. Тема 4
Промышленный маркетинг. Маркетинг В2В. Тема 4 Dr Irena Eris. Clinic Way
Dr Irena Eris. Clinic Way Группы и основные элементы рекламных средств
Группы и основные элементы рекламных средств Home Eco
Home Eco Компания САКС мебель. Кровати и спальни
Компания САКС мебель. Кровати и спальни Искусство продаж. Эффективный продавец. Секреты успеха
Искусство продаж. Эффективный продавец. Секреты успеха DeepL Pro
DeepL Pro Инструкция для размещения контента и описания по обуви на сайте Kasta
Инструкция для размещения контента и описания по обуви на сайте Kasta Проведение переоценок в розничных магазинах. Внутренняя инструкция
Проведение переоценок в розничных магазинах. Внутренняя инструкция Имиджевый PR. Тема 3
Имиджевый PR. Тема 3 Базовый курс SEO
Базовый курс SEO Маркетинг как концепция рыночного управления
Маркетинг как концепция рыночного управления Сбытовая политика в комплексе маркетинга
Сбытовая политика в комплексе маркетинга Воронка продаж
Воронка продаж