- Контрольно-измерительные инструменты и техника измерения

Содержание
- 2. Задание представить на почту tmash@kupc.ru в срок до 23.59 17.06.2020 (подписать файл ФИО и дату задания
- 3. Контрольно-измерительные инструменты и техника измерения При изготовлении и ремонте деталей автомобилей измеряют геометрические параметры (линейные и
- 4. Штриховые, контрольные и угломерные инструменты Штриховые инструменты имеют измерительную шкалу со штрихами, которая разделена на миллиметры
- 5. Масштабная линейка. предназначена для измерения плоских поверхностей, а также для определения размеров, замеренных нутромером или кронциркулем.
- 6. Кронциркуль и нутромер Для случаев, когда непосредственное измерение линейкой неудобно, используют инструменты, позволяющие переносить размер с
- 7. Складные метры и рулетки Складные метры состоят из нескольких коротких линеек (звеньев), шарнирно соединенных между собой.
- 8. Штангенциркуль Для измерения наружных и внутренних диаметров, длин, толщин, глубин широко применяются штанген инструменты. Штангенциркуль —
- 9. Штангенциркуль Штангенциркуль состоит из штанги 7 с жестко укрепленными на ней губками 1и 2, рамки 10
- 10. Штангенглубиномер Штангенглубиномер служит для измерения высот, глубины отверстий, канавок, пазов, выступов и т. д., построен по
- 11. штангензубомер Штангензубомер применяют для измерения толщины зубьев зубчатых колес. Он представляет собой две штанги со шкалами,
- 12. К микрометрическим инструментам относятся микрометры, микрометрические нутромеры и глубиномеры. Цена деления этих инструментов равна 0,01 мм.
- 13. Микрометр Микрометром измеряют наружные размеры деталей. Наиболее распространены микрометры с пределами измерений: 0—25; 25—50; 50—75; 75—100
- 14. микрометр Для измерения детали ее устанавливают между микрометрическим винтом 3 и пяткой 2, после чего при
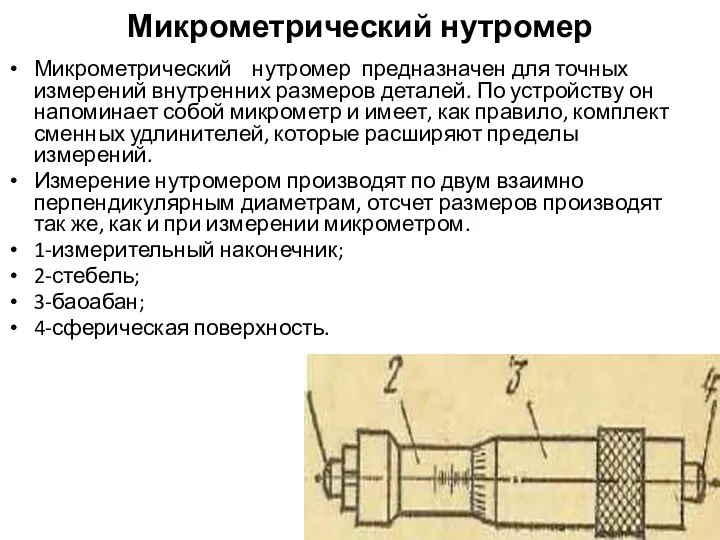
- 15. Микрометрический нутромер Микрометрический нутромер предназначен для точных измерений внутренних размеров деталей. По устройству он напоминает собой
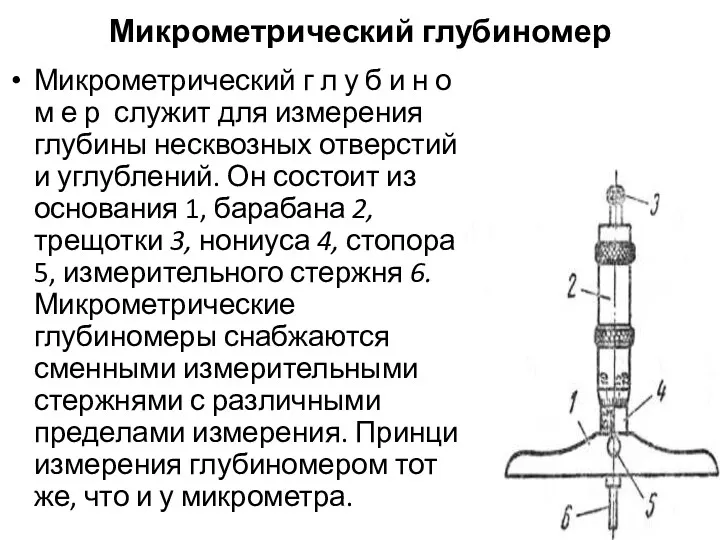
- 16. Микрометрический глубиномер Микрометрический г л у б и н о м е р служит для измерения
- 17. Индикаторы предназначены для измерения отклонений размеров деталей от заданных, а также для обнаружения овальности и конусности
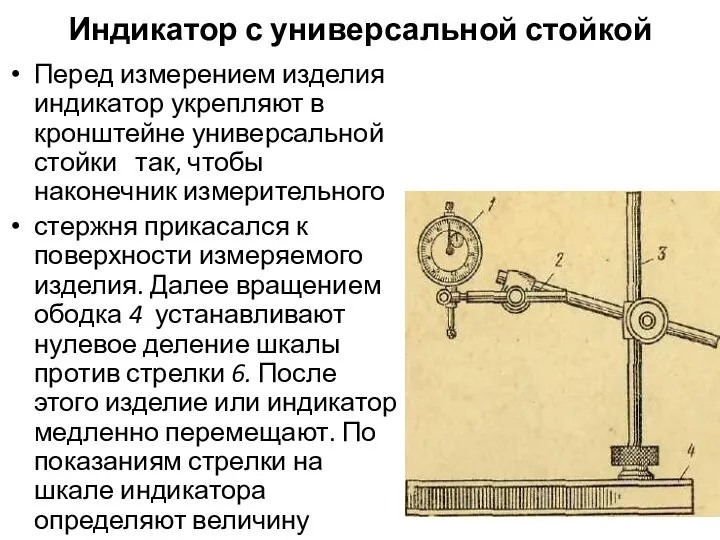
- 18. Индикатор с универсальной стойкой Перед измерением изделия индикатор укрепляют в кронштейне универсальной стойки так, чтобы наконечник
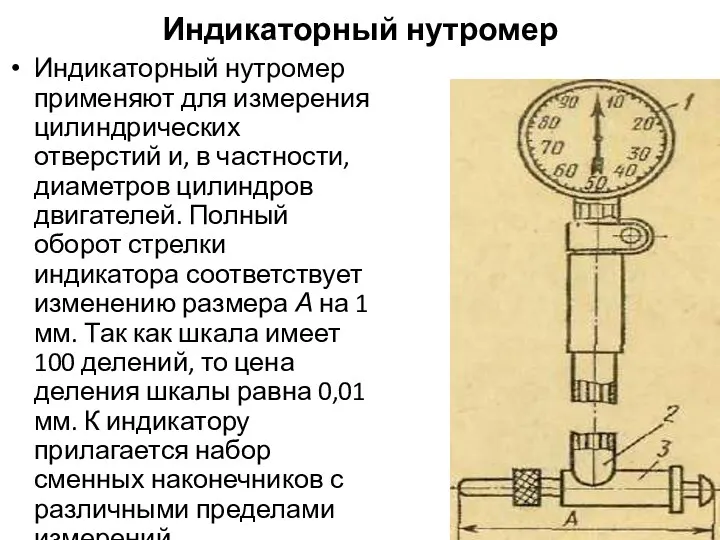
- 19. Индикаторный нутромер Индикаторный нутромер применяют для измерения цилиндрических отверстий и, в частности, диаметров цилиндров двигателей. Полный
- 20. Измерительные контрольные бесшкальные инструменты Измерительные контрольные бесшкальные инструменты. Работоспособность соприкасающихся между собой поверхностей деталей в значительной
- 21. Для проверки сложных профилей применяются шаблоны. Шаблоны представляют собой проверочные инструменты, изготовленные из листовой или полосовой
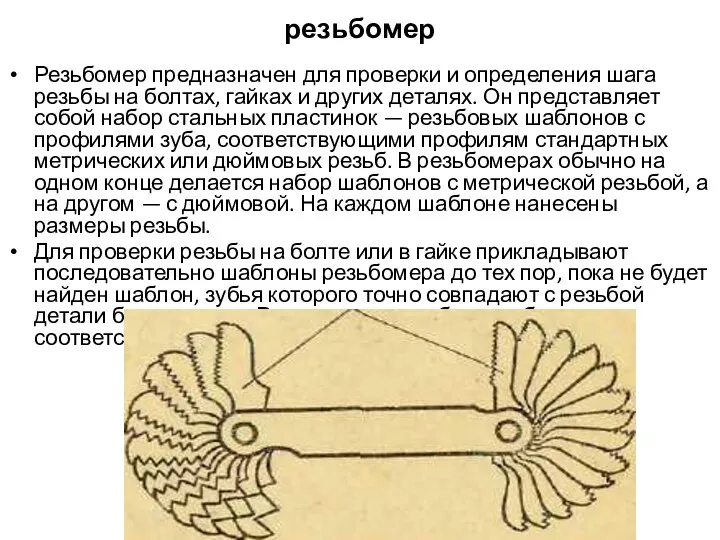
- 22. резьбомер Резьбомер предназначен для проверки и определения шага резьбы на болтах, гайках и других деталях. Он
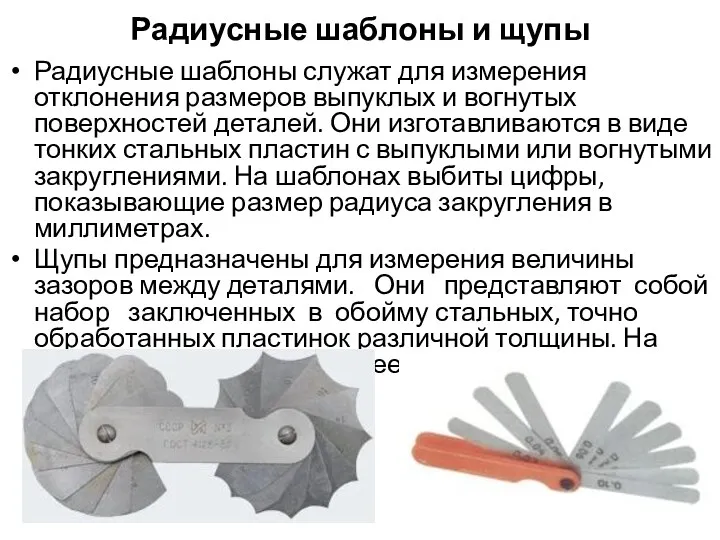
- 23. Радиусные шаблоны и щупы Радиусные шаблоны служат для измерения отклонения размеров выпуклых и вогнутых поверхностей деталей.
- 24. Измерительные угломерные инструменты Служат для контроля или определения величины наружных и внутренних углов. Угломер УГ-1 системы
- 25. Погрешности измерения. При измерении деталей автомобилей всегда получается некоторая разница между действительным размером детали и размером,
- 27. Скачать презентацию
Задание представить на почту tmash@kupc.ru
в срок до 23.59 17.06.2020
(подписать файл
Задание представить на почту tmash@kupc.ru в срок до 23.59 17.06.2020 (подписать файл
Контрольно-измерительные инструменты и техника измерения
При изготовлении и ремонте деталей автомобилей измеряют
Контрольно-измерительные инструменты и техника измерения
При изготовлении и ремонте деталей автомобилей измеряют
Штриховые, контрольные и угломерные инструменты
Штриховые инструменты имеют измерительную шкалу со штрихами,
Штриховые, контрольные и угломерные инструменты
Штриховые инструменты имеют измерительную шкалу со штрихами,
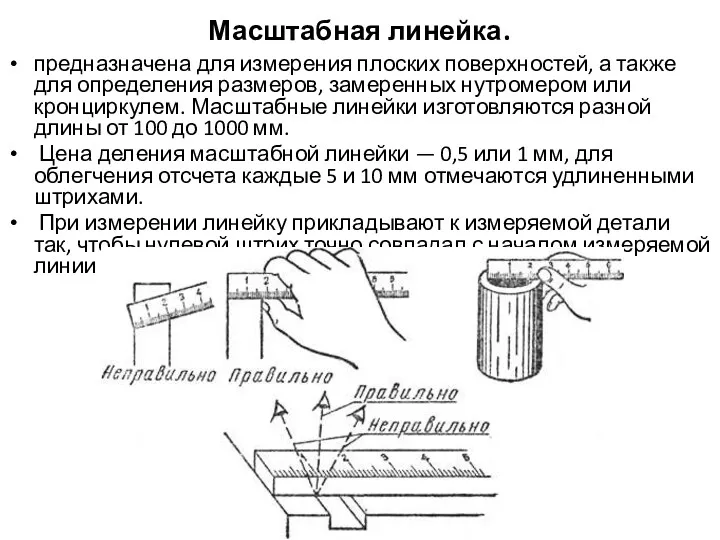
Масштабная линейка.
предназначена для измерения плоских поверхностей, а также для определения
Масштабная линейка.
предназначена для измерения плоских поверхностей, а также для определения
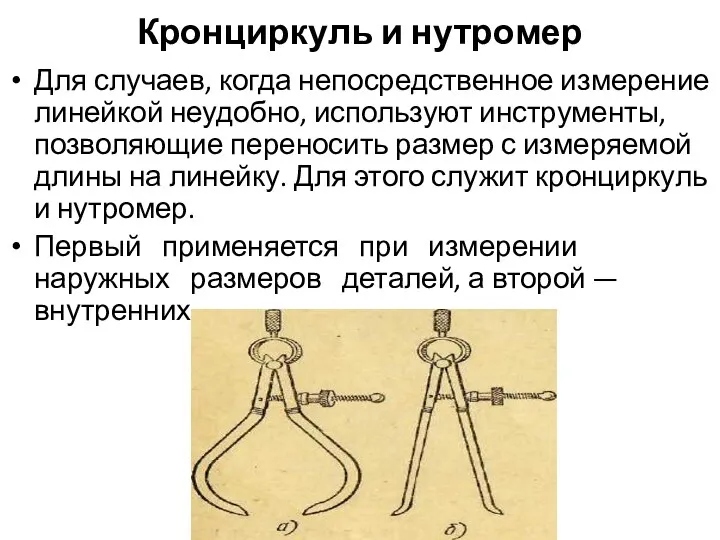
Кронциркуль и нутромер
Для случаев, когда непосредственное измерение линейкой неудобно, используют инструменты,
Кронциркуль и нутромер
Для случаев, когда непосредственное измерение линейкой неудобно, используют инструменты,

Складные метры и рулетки
Складные метры состоят из нескольких коротких линеек (звеньев),
Складные метры и рулетки
Складные метры состоят из нескольких коротких линеек (звеньев),
Штангенциркуль
Для измерения наружных и внутренних диаметров, длин, толщин, глубин широко применяются
Штангенциркуль
Для измерения наружных и внутренних диаметров, длин, толщин, глубин широко применяются
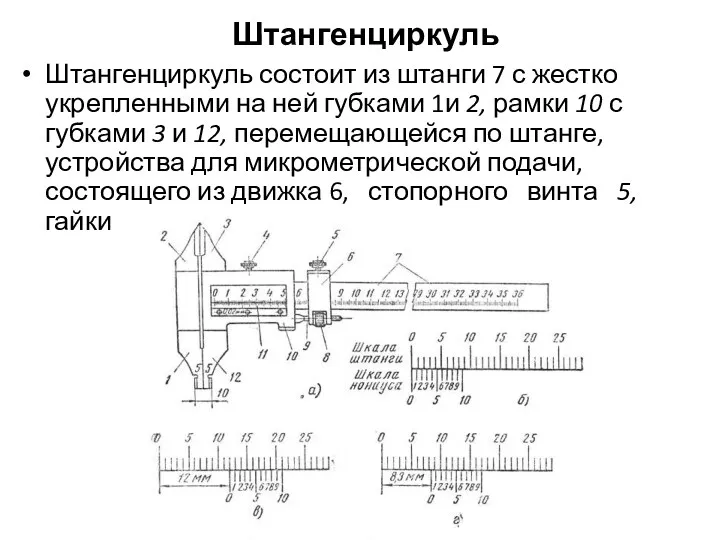
Штангенциркуль
Штангенциркуль состоит из штанги 7 с жестко укрепленными на ней губками
Штангенциркуль
Штангенциркуль состоит из штанги 7 с жестко укрепленными на ней губками
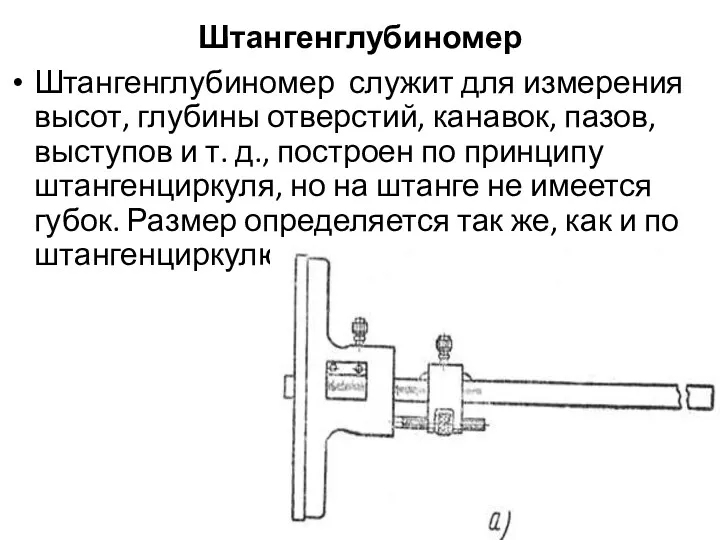
Штангенглубиномер
Штангенглубиномер служит для измерения высот, глубины отверстий, канавок, пазов, выступов и
Штангенглубиномер
Штангенглубиномер служит для измерения высот, глубины отверстий, канавок, пазов, выступов и
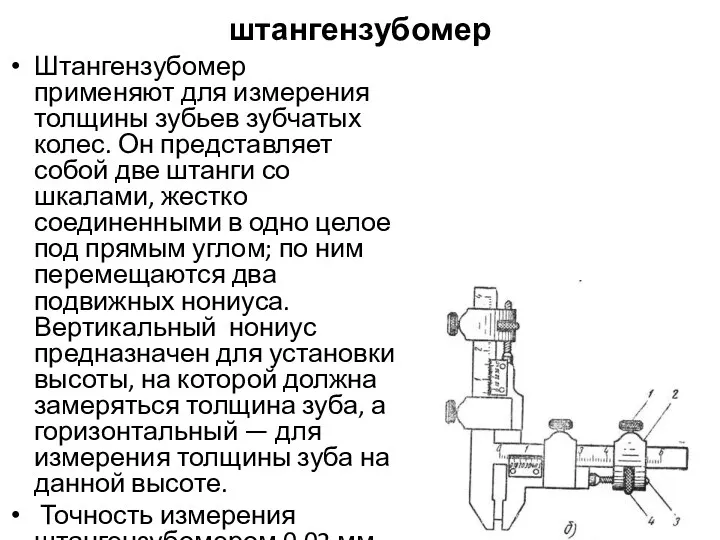
штангензубомер
Штангензубомер применяют для измерения толщины зубьев зубчатых колес. Он представляет собой
штангензубомер
Штангензубомер применяют для измерения толщины зубьев зубчатых колес. Он представляет собой
К микрометрическим инструментам относятся микрометры, микрометрические нутромеры и глубиномеры.
Цена
К микрометрическим инструментам относятся микрометры, микрометрические нутромеры и глубиномеры.
Цена
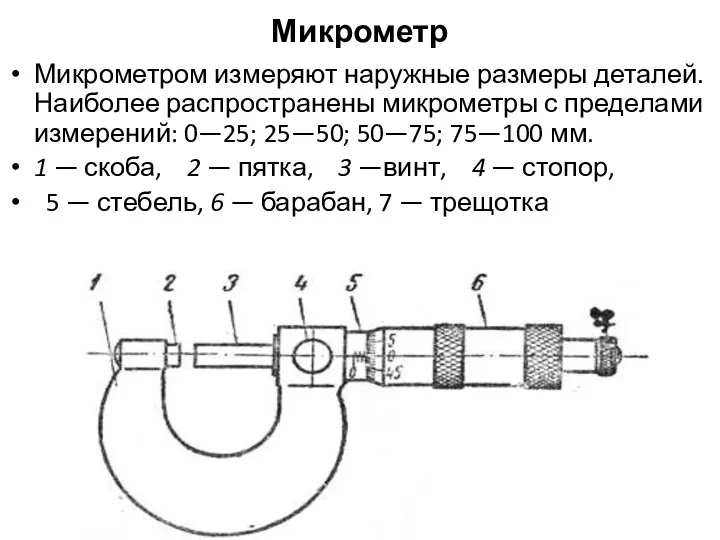
Микрометр
Микрометром измеряют наружные размеры деталей. Наиболее распространены микрометры с пределами измерений:
Микрометр
Микрометром измеряют наружные размеры деталей. Наиболее распространены микрометры с пределами измерений:
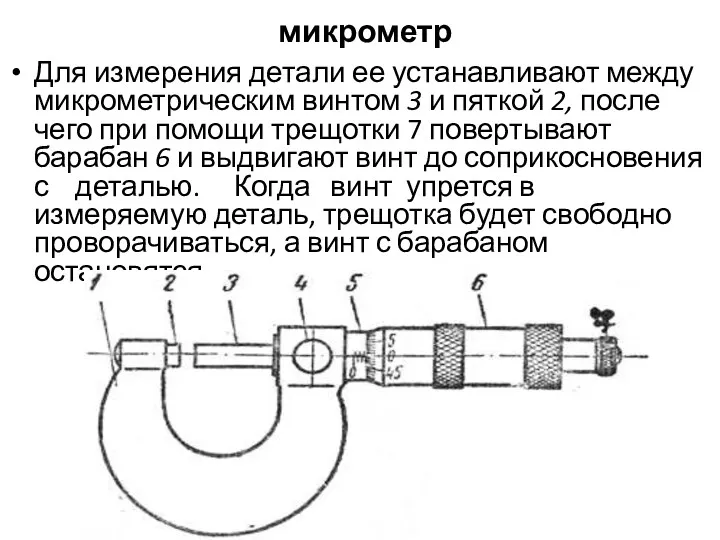
микрометр
Для измерения детали ее устанавливают между микрометрическим винтом 3 и пяткой
микрометр
Для измерения детали ее устанавливают между микрометрическим винтом 3 и пяткой
Микрометрический нутромер
Микрометрический нутромер предназначен для точных измерений внутренних размеров деталей. По
Микрометрический нутромер
Микрометрический нутромер предназначен для точных измерений внутренних размеров деталей. По
Микрометрический глубиномер
Микрометрический г л у б и н о м е
Микрометрический глубиномер
Микрометрический г л у б и н о м е
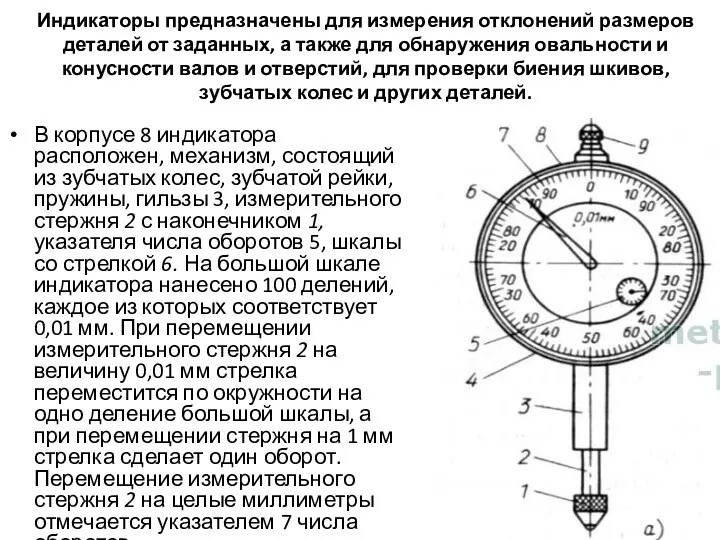
Индикаторы предназначены для измерения отклонений размеров деталей от заданных, а также
Индикаторы предназначены для измерения отклонений размеров деталей от заданных, а также
Индикатор с универсальной стойкой
Перед измерением изделия индикатор укрепляют в кронштейне универсальной
Индикатор с универсальной стойкой
Перед измерением изделия индикатор укрепляют в кронштейне универсальной
Индикаторный нутромер
Индикаторный нутромер применяют для измерения цилиндрических отверстий и, в частности,
Индикаторный нутромер
Индикаторный нутромер применяют для измерения цилиндрических отверстий и, в частности,

Измерительные контрольные бесшкальные инструменты
Измерительные контрольные бесшкальные инструменты. Работоспособность соприкасающихся между собой
Измерительные контрольные бесшкальные инструменты
Измерительные контрольные бесшкальные инструменты. Работоспособность соприкасающихся между собой
Для проверки сложных профилей применяются шаблоны.
Шаблоны представляют собой проверочные инструменты, изготовленные
Для проверки сложных профилей применяются шаблоны.
Шаблоны представляют собой проверочные инструменты, изготовленные
резьбомер
Резьбомер предназначен для проверки и определения шага резьбы на болтах, гайках
резьбомер
Резьбомер предназначен для проверки и определения шага резьбы на болтах, гайках
Радиусные шаблоны и щупы
Радиусные шаблоны служат для измерения отклонения размеров выпуклых
Радиусные шаблоны и щупы
Радиусные шаблоны служат для измерения отклонения размеров выпуклых
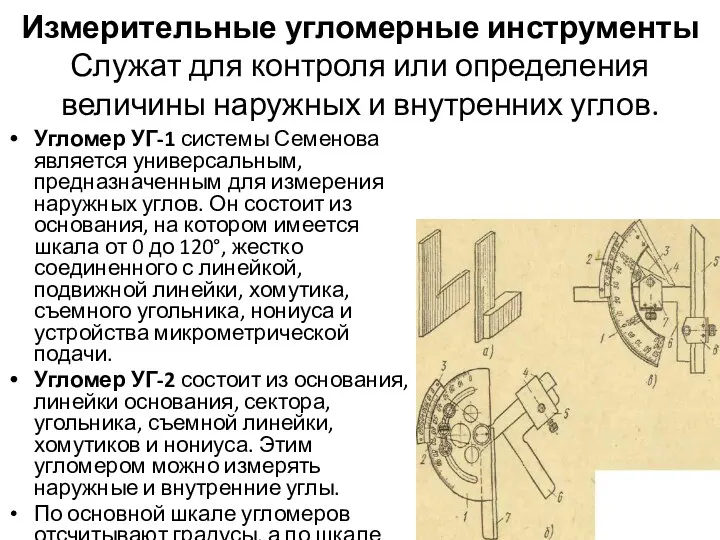
Измерительные угломерные инструменты
Служат для контроля или определения величины наружных и внутренних
Измерительные угломерные инструменты Служат для контроля или определения величины наружных и внутренних
Погрешности измерения.
При измерении деталей автомобилей всегда получается некоторая разница между действительным
Погрешности измерения.
При измерении деталей автомобилей всегда получается некоторая разница между действительным
 Презентация для 2 класса. Игры Щифровальщик, Палиндромы (занимательная математика)
Презентация для 2 класса. Игры Щифровальщик, Палиндромы (занимательная математика) Таблица деления и умножения на 6
Таблица деления и умножения на 6 Решение задач и выражений. 1 класс
Решение задач и выражений. 1 класс Первый признак равенства треугольников. Решение задач
Первый признак равенства треугольников. Решение задач Сложение вида +4
Сложение вида +4 методическая разработка Деление нацело и деление с остатком
методическая разработка Деление нацело и деление с остатком Математический брейн-ринг 7-Б и 7-В классы
Математический брейн-ринг 7-Б и 7-В классы Математическая раскраска Маша и медведь
Математическая раскраска Маша и медведь Категорія Геометричні фігури. Викторина
Категорія Геометричні фігури. Викторина Решение квадратных уравнений различного вида, разными способами
Решение квадратных уравнений различного вида, разными способами Презентация к уроку математика Уравнение ФГОС
Презентация к уроку математика Уравнение ФГОС Здоровьесберегающие технологии на уроках математики
Здоровьесберегающие технологии на уроках математики Урок-путешествие по городу Дробь. 6 класс
Урок-путешествие по городу Дробь. 6 класс Середнє арифметичне. 5 клас
Середнє арифметичне. 5 клас Сравнение десятичных дробей
Сравнение десятичных дробей Десятичная система счисления
Десятичная система счисления Умножение натуральных чисел
Умножение натуральных чисел Формула стоимости
Формула стоимости Обратные тригонометрические функции и их свойства. (10 класс)
Обратные тригонометрические функции и их свойства. (10 класс)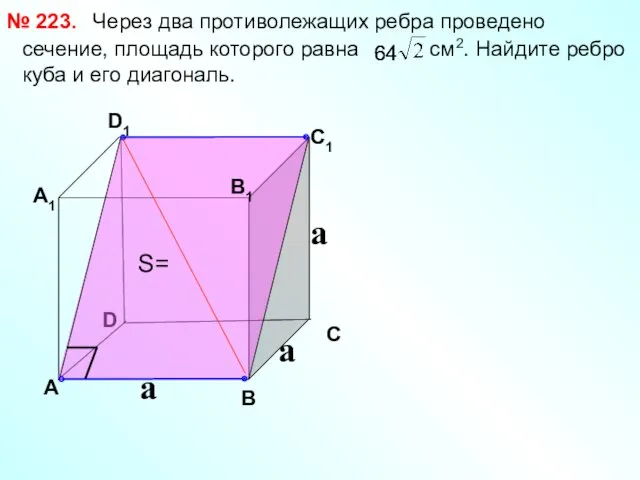 Призма. Решение задач
Призма. Решение задач Задачи второго вида на проценты
Задачи второго вида на проценты Поняття алгоритму. Алгоритм Евкліда. Визначення НСД
Поняття алгоритму. Алгоритм Евкліда. Визначення НСД Олимпиада национальной технологической инициативы. Технологии беспроводной связи. Информатика. Математика
Олимпиада национальной технологической инициативы. Технологии беспроводной связи. Информатика. Математика Длина окружности и площадь круга
Длина окружности и площадь круга Отрицательные целые числа
Отрицательные целые числа Перпендикулярные прямые
Перпендикулярные прямые Дополнение условия задачи и сравнение величин
Дополнение условия задачи и сравнение величин Многоликая парабола
Многоликая парабола