- Средства для измерения линейных и угловых размеров

Содержание
- 2. 1. Меры длины Меры длины – Это средство измерения, имеющее постоянную длину, выполненную с высокой точностью
- 3. Плоскопараллельные концевые меры длины (КМД) ‒ это однозначные меры, размер которых образован противоположными измерительными поверхностями.
- 4. Меры имеют малую шероховатость поверхностей, что обеспечивает прочное сцепление их друг с другом и позволяет собирать
- 5. Материалом для изготовления КМД служат хромистые закалённые стали. КМД выпускаются размерами от 0,1 до 1000 мм.
- 6. Основные параметры плоскопараллельных концевых мер длины Длина (размер) КМД – номинальная и действительная Плоскопараллельность измерительных поверхностей
- 8. 2. Штангенинструменты Штангенинструментами называют средства измерения линейных размеров, основанных на штанге со шкалой и нониусе –
- 9. Штангенциркули
- 10. УСТРОЙСТВО ШЦ-1 1. ШТАНГА 2. ПОДВИЖНАЯ РАМКА 3. ШКАЛА ШТАНГИ 4. ГУБКИ ДЛЯ ВНУТРЕННИХ ИЗМЕРЕНИЙ 5.
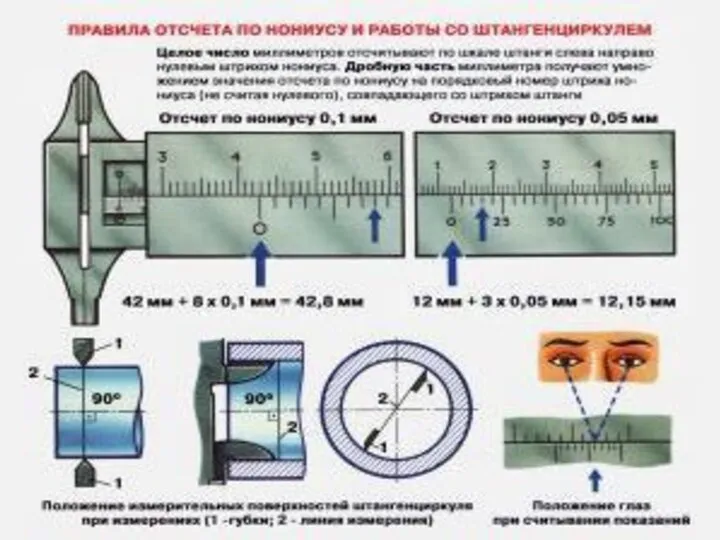
- 11. Порядок отсчёта показаний Читают число целых миллиметров, для этого находят на шкале штанги штрих, ближайший слева
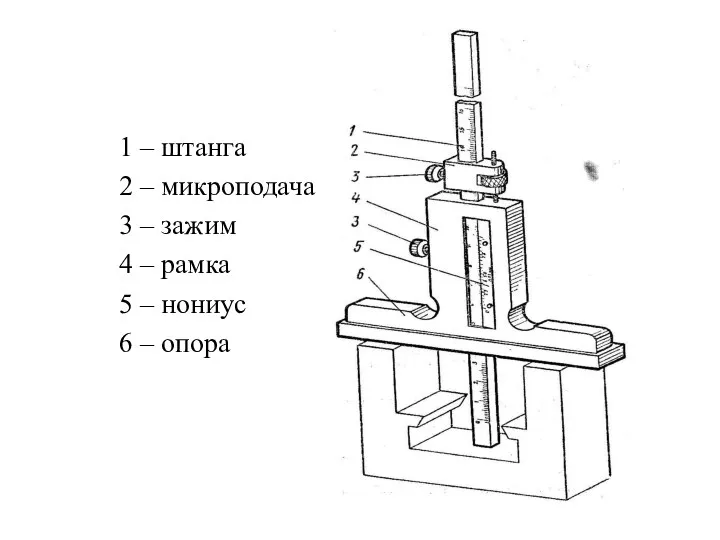
- 16. Штангенглубиномеры Штангенглубиномеры применяются для прямого измерения глубины выемок и высоты уступов. Конструктивно штангенглубиномер представляет собой рамку
- 17. 1 – штанга 2 – микроподача 3 – зажим 4 – рамка 5 – нониус 6
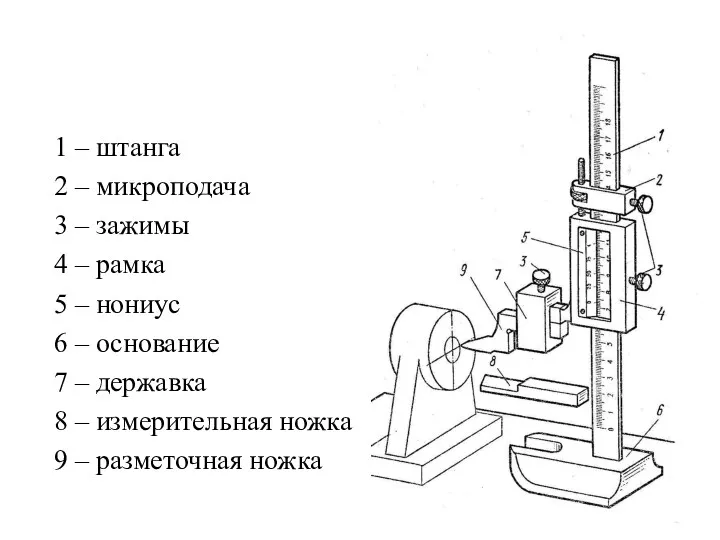
- 18. Штангенрейсмасы Применяются для пространственной разметки и прямых измерений расстояний от базовых поверхностей деталей до выемок, выступов
- 19. 1 – штанга 2 – микроподача 3 – зажимы 4 – рамка 5 – нониус 6
- 20. 3.Микрометрические инструменты Микрометрическими инструментами называют средства измерения линейных размеров, основанные на использовании винтовой пары, называемой микропарой.
- 21. Микрометры гладкие МИКРОМЕТР – универсальный инструмент, предназначенный для измерений линейных размеров абсолютным контактным методом в области
- 22. УСТРОЙСТВО МК - 1 1 – скоба 2 – пятка 3 (7) – барабан 4 –
- 23. ПОРЯДОК ИЗМЕРЕНИЯ ПОКАЗАНИЙ Проверить точность установки микрометра на «нуль». Взять микрометр за скобу в левую руку.
- 25. ОТСЧЁТ ПОКАЗАНИЙ Основная шкала микрометра нанесена на стебле, состоящая из продольной риски, вдоль которой выше и
- 26. Виды микрометров Рычажные микрометры Лазерный микрометр Настольный микрометр
- 27. 4.Индикаторы часового типа Используется для измерения линейных размеров методом сравнения с мерой, измерения отклонений формы, расположения
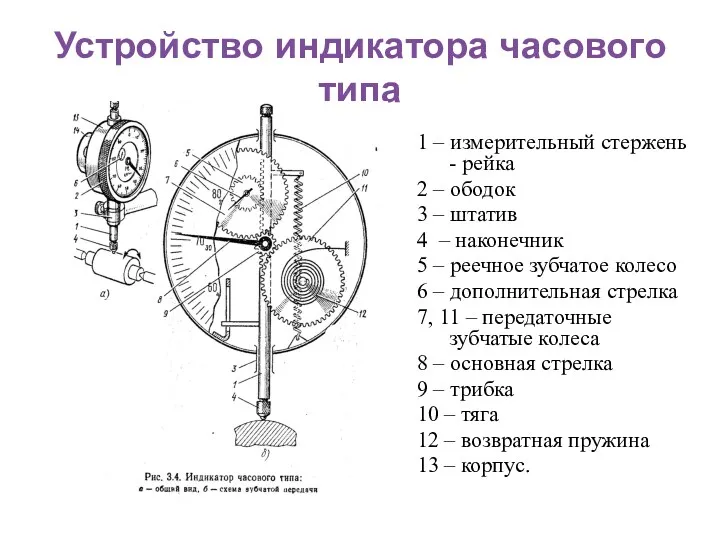
- 28. Устройство индикатора часового типа 1 ‒ измерительный стержень - рейка 2 ‒ ободок 3 ‒ штатив
- 29. Основанием индикатора является корпус 13, внутри которого смонтирован механизм, преобразующий поступательное движение стержня-рейки 1 в круговое
- 30. 5.Угловые призматические меры Являются наиболее точным средством измерения углов в машиностроении. Предназначены для передачи размера единицы
- 31. Конструкции угловых призматических мер Угловые плитки обладают свойством притираемости. Блоки составляются как концевые меры длины. Державки
- 32. Методы измерения угловыми призматическими мерами
- 33. Щупы для проверки зазоров
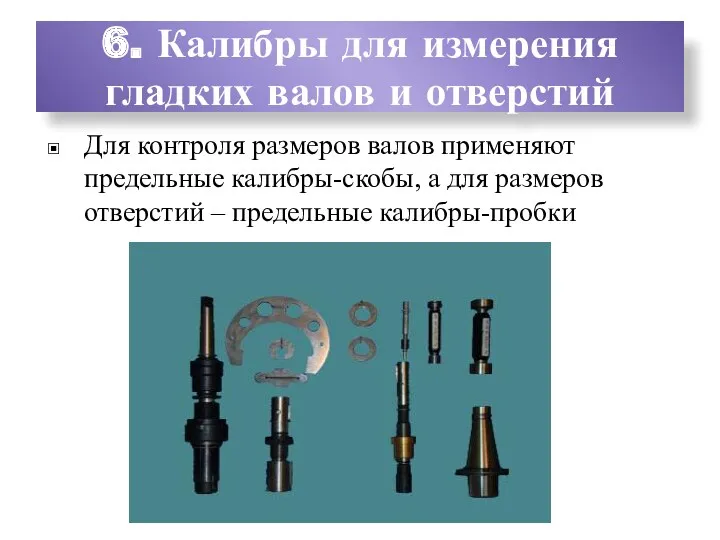
- 34. 6. Калибры для измерения гладких валов и отверстий Для контроля размеров валов применяют предельные калибры-скобы, а
- 35. Калибры-скобы
- 37. Скачать презентацию
1. Меры длины
Меры длины –
Это средство измерения, имеющее постоянную длину, выполненную
1. Меры длины
Меры длины –
Это средство измерения, имеющее постоянную длину, выполненную

Плоскопараллельные концевые меры длины (КМД)
‒ это однозначные меры, размер которых
Плоскопараллельные концевые меры длины (КМД)
‒ это однозначные меры, размер которых
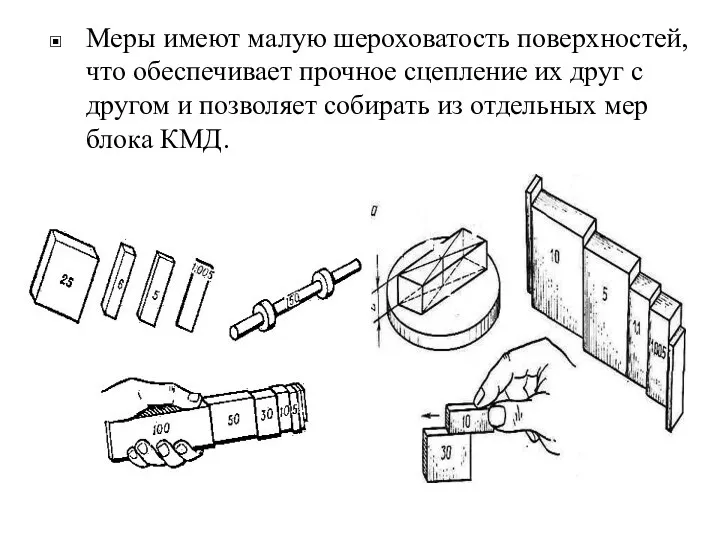
Меры имеют малую шероховатость поверхностей, что обеспечивает прочное сцепление их друг
Меры имеют малую шероховатость поверхностей, что обеспечивает прочное сцепление их друг

Материалом для изготовления КМД служат хромистые закалённые стали.
КМД выпускаются размерами
Материалом для изготовления КМД служат хромистые закалённые стали.
КМД выпускаются размерами
Основные параметры плоскопараллельных концевых мер длины
Длина (размер) КМД – номинальная
Основные параметры плоскопараллельных концевых мер длины
Длина (размер) КМД – номинальная

2. Штангенинструменты
Штангенинструментами называют средства измерения линейных размеров, основанных на штанге со
2. Штангенинструменты
Штангенинструментами называют средства измерения линейных размеров, основанных на штанге со
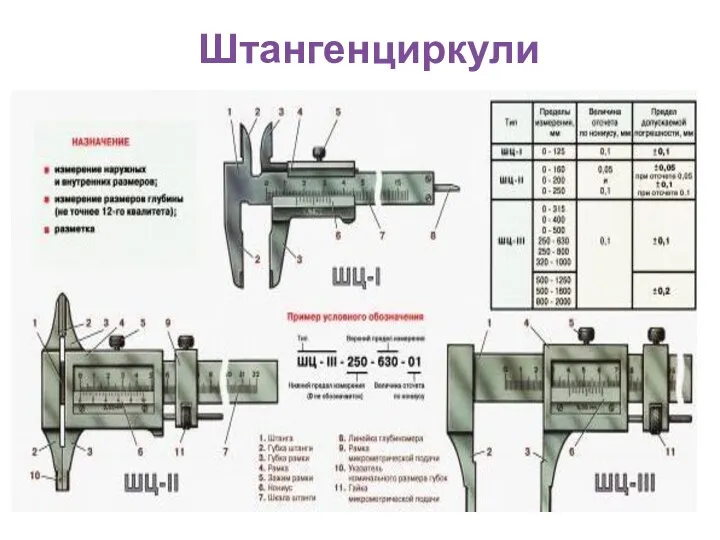
Штангенциркули
Штангенциркули

УСТРОЙСТВО ШЦ-1
1. ШТАНГА
2. ПОДВИЖНАЯ РАМКА
3. ШКАЛА ШТАНГИ
4. ГУБКИ ДЛЯ ВНУТРЕННИХ ИЗМЕРЕНИЙ
5.
УСТРОЙСТВО ШЦ-1
1. ШТАНГА
2. ПОДВИЖНАЯ РАМКА
3. ШКАЛА ШТАНГИ
4. ГУБКИ ДЛЯ ВНУТРЕННИХ ИЗМЕРЕНИЙ
5.
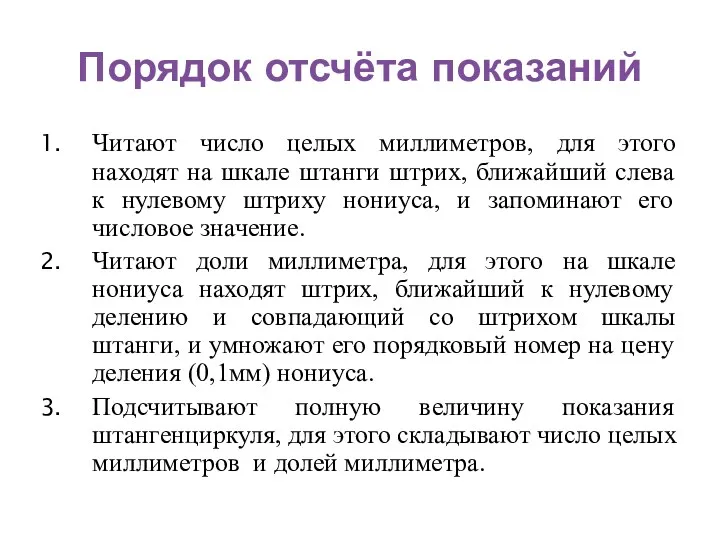
Порядок отсчёта показаний
Читают число целых миллиметров, для этого находят на шкале
Порядок отсчёта показаний
Читают число целых миллиметров, для этого находят на шкале



Штангенглубиномеры
Штангенглубиномеры применяются для прямого измерения глубины выемок и высоты уступов.
Конструктивно штангенглубиномер
Штангенглубиномеры
Штангенглубиномеры применяются для прямого измерения глубины выемок и высоты уступов.
Конструктивно штангенглубиномер
1 – штанга
2 – микроподача
3 – зажим
4 – рамка
5 – нониус
6
1 – штанга
2 – микроподача
3 – зажим
4 – рамка
5 – нониус
6
Штангенрейсмасы
Применяются для пространственной разметки и прямых измерений расстояний от базовых
Штангенрейсмасы
Применяются для пространственной разметки и прямых измерений расстояний от базовых
1 – штанга
2 – микроподача
3 – зажимы
4 – рамка
5 – нониус
6
1 – штанга
2 – микроподача
3 – зажимы
4 – рамка
5 – нониус
6
3.Микрометрические инструменты
Микрометрическими инструментами называют средства измерения линейных размеров, основанные на использовании
3.Микрометрические инструменты
Микрометрическими инструментами называют средства измерения линейных размеров, основанные на использовании
Микрометры гладкие
МИКРОМЕТР – универсальный инструмент, предназначенный для измерений линейных размеров абсолютным
Микрометры гладкие
МИКРОМЕТР – универсальный инструмент, предназначенный для измерений линейных размеров абсолютным

УСТРОЙСТВО МК - 1
1 – скоба
2 – пятка
3 (7) – барабан
УСТРОЙСТВО МК - 1
1 – скоба
2 – пятка
3 (7) – барабан
ПОРЯДОК ИЗМЕРЕНИЯ ПОКАЗАНИЙ
Проверить точность установки микрометра на «нуль».
Взять микрометр за скобу
ПОРЯДОК ИЗМЕРЕНИЯ ПОКАЗАНИЙ
Проверить точность установки микрометра на «нуль».
Взять микрометр за скобу

ОТСЧЁТ ПОКАЗАНИЙ
Основная шкала микрометра нанесена на стебле, состоящая из продольной риски,
ОТСЧЁТ ПОКАЗАНИЙ
Основная шкала микрометра нанесена на стебле, состоящая из продольной риски,

Виды микрометров
Рычажные микрометры
Лазерный микрометр
Настольный микрометр
Виды микрометров
Рычажные микрометры
Лазерный микрометр
Настольный микрометр
4.Индикаторы часового типа
Используется для измерения линейных размеров методом сравнения с мерой,
4.Индикаторы часового типа
Используется для измерения линейных размеров методом сравнения с мерой,
Устройство индикатора часового типа
1 ‒ измерительный стержень - рейка
2 ‒ ободок
3
Устройство индикатора часового типа
1 ‒ измерительный стержень - рейка
2 ‒ ободок
3
Основанием индикатора является корпус 13, внутри которого смонтирован механизм, преобразующий поступательное
Основанием индикатора является корпус 13, внутри которого смонтирован механизм, преобразующий поступательное
5.Угловые призматические меры
Являются наиболее точным средством измерения углов в машиностроении.
Предназначены для
5.Угловые призматические меры
Являются наиболее точным средством измерения углов в машиностроении.
Предназначены для

Конструкции угловых призматических мер
Угловые плитки обладают свойством притираемости. Блоки составляются как
Конструкции угловых призматических мер
Угловые плитки обладают свойством притираемости. Блоки составляются как
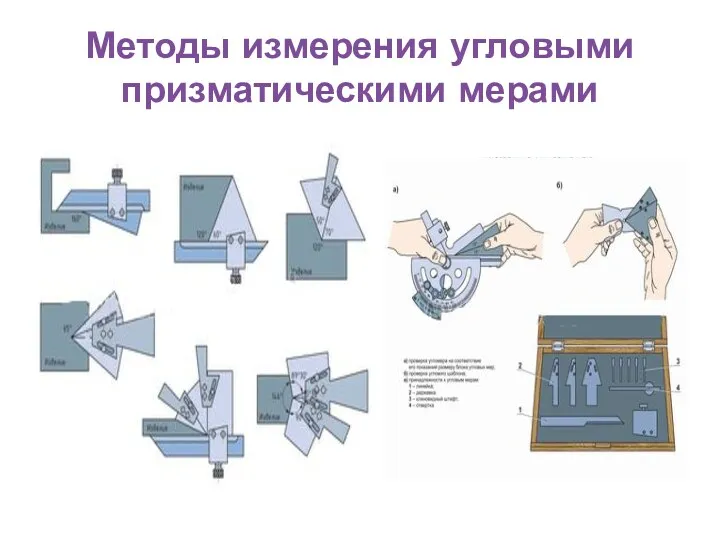
Методы измерения угловыми призматическими мерами
Методы измерения угловыми призматическими мерами
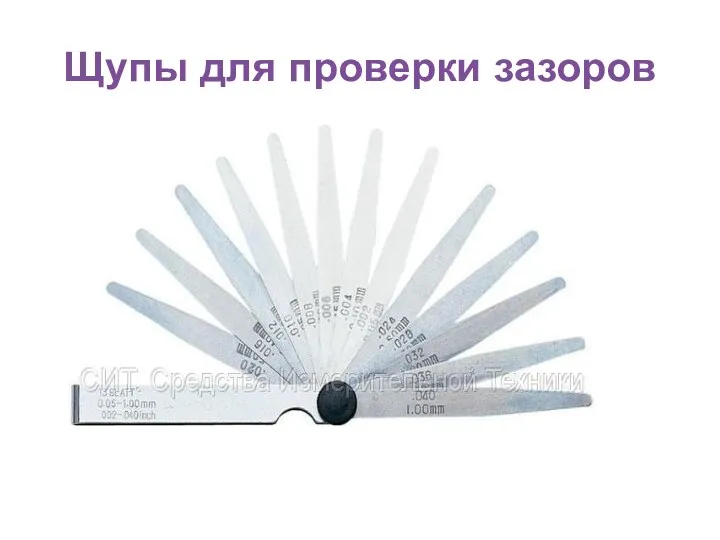
Щупы для проверки зазоров
Щупы для проверки зазоров
6. Калибры для измерения гладких валов и отверстий
Для контроля размеров валов
6. Калибры для измерения гладких валов и отверстий
Для контроля размеров валов

Калибры-скобы
Калибры-скобы
 Параллельное проектирование
Параллельное проектирование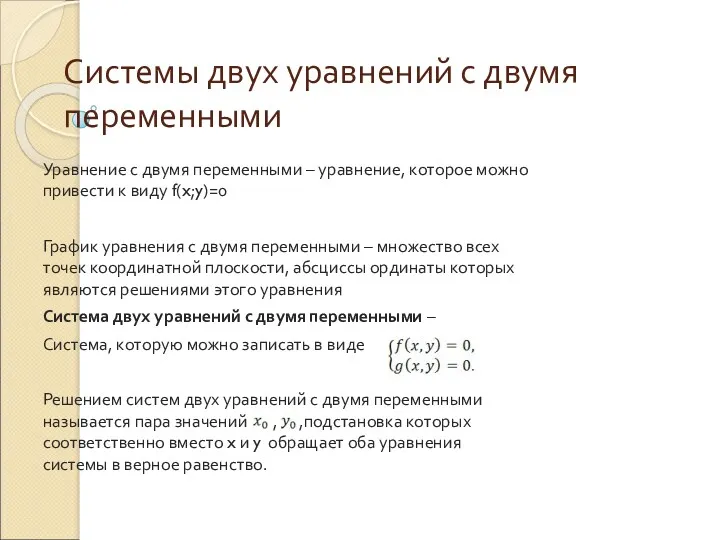 Системы двух уравнений с двумя переменными
Системы двух уравнений с двумя переменными Использование компьютеров на уроках математики в специальной (коррекционной) школе
Использование компьютеров на уроках математики в специальной (коррекционной) школе Дробно-рациональные уравнения
Дробно-рациональные уравнения Электронное интерактивное дидактическое мультимедийное пособие Занимательная геометрия
Электронное интерактивное дидактическое мультимедийное пособие Занимательная геометрия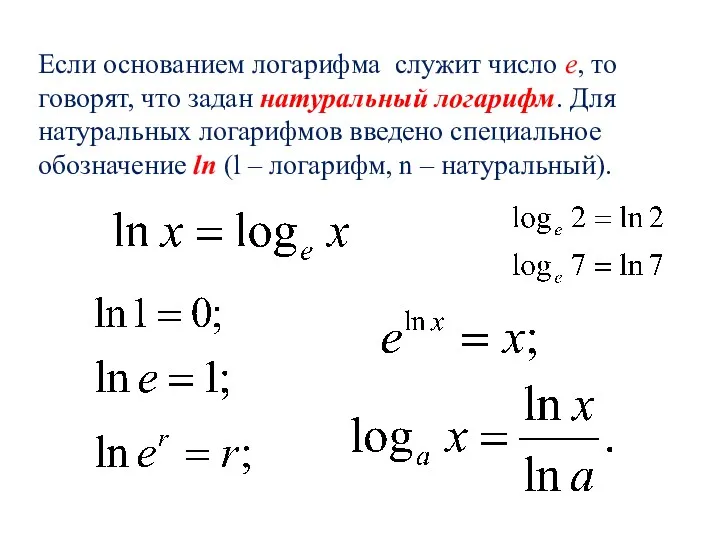 Натуральный логарифм
Натуральный логарифм Презентация В гостях у геометрии к внеклассному мероприятию по математике
Презентация В гостях у геометрии к внеклассному мероприятию по математике Окружность и круг. Урок математики в 5 классе
Окружность и круг. Урок математики в 5 классе Сфера и шар
Сфера и шар Математика в гимнастике
Математика в гимнастике Умножение одночлена на многочлен
Умножение одночлена на многочлен Теория графов
Теория графов Графики функций y=ax2+n и y=a(x-m)2
Графики функций y=ax2+n и y=a(x-m)2 Симметрия в природе
Симметрия в природе Вписанная и описанная окружности. 8 класс
Вписанная и описанная окружности. 8 класс Вычитание вида 11-
Вычитание вида 11- Действия с дробями. Нахождение дроби от числа. Путешествие в сказку Колобок
Действия с дробями. Нахождение дроби от числа. Путешествие в сказку Колобок Свойства степени с натуральными показателями. 7 класс
Свойства степени с натуральными показателями. 7 класс Доли. Обыкновенные дроби. 5 класс
Доли. Обыкновенные дроби. 5 класс Координаты на прямой
Координаты на прямой Задача на знаходження решти. Відтворення малюнка
Задача на знаходження решти. Відтворення малюнка Своя игра математическая
Своя игра математическая Симметричные фигуры. Нахождение осей симметрии фигур
Симметричные фигуры. Нахождение осей симметрии фигур Кубик Рубика и математика
Кубик Рубика и математика Интерактивное пособие для подготовки к ОГЭ. Окружность
Интерактивное пособие для подготовки к ОГЭ. Окружность Тетраэдр и параллелепипед
Тетраэдр и параллелепипед Углы. Виды углов
Углы. Виды углов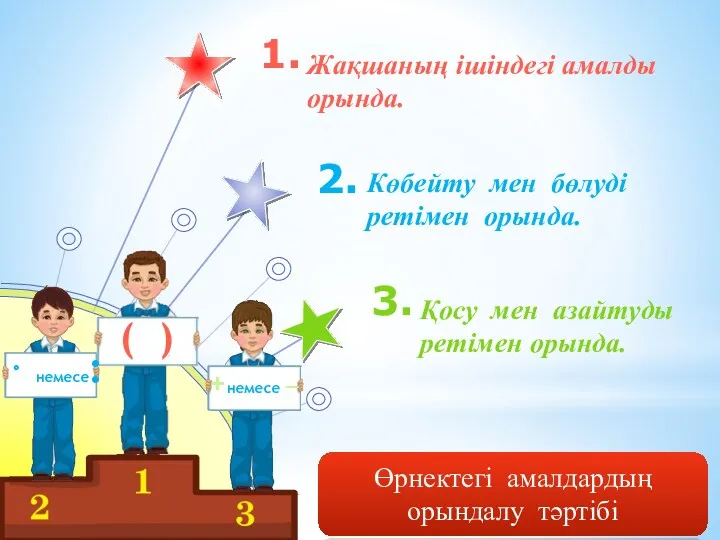 Орнектегі амалдардын орындалу тертібі
Орнектегі амалдардын орындалу тертібі