- Фарфор ( стоматологическая керамика) и диоксид циркония

Содержание
- 2. Фарфор – это белая полупрозрачная (прозрачная) керамика, которую обжигают до глазурованного состояния, приготовленная из основных компонентов
- 3. Стоматологическая керамика– относится к основным (конструкционным) материалам, то есть, из нее изготавливают ортопедические конструкции. Ортопедические конструкции,
- 4. ИСКУССТВЕННЫЕ КОРОНКИ ИЗ КЕРАМИКИ Металлокерамика (м/к)
- 5. ИСКУССТВЕННЫЕ КОРОНКИ ИЗ КЕРАМИКИ
- 6. ИСКУССТВЕННЫЕ ЗУБЫ ИЗ КЕРАМИКИ Искусственные коронки в Мостовидном протезе Искусственный зуб в Мостовидном протезе
- 7. ИСКУССТВЕННЫЕ ЗУБЫ ИЗ КЕРАМИКИ
- 8. По способу крепления в базисе фарфоровые зубы подразделяются на крампонные и диаторические. Передние фарфоровые зубы чаще
- 9. Крампон — фиксирующий проволочный элемент, преимущественно для передних искусственных фарфоровых зубов. Крампоны могут быть прямыми, изогнутыми,
- 10. Стандартные фарфоровые зубы с прилагаемыми к ним металлическими штифтами (получившие название по имени их изобретателей —
- 11. Искусственные фарфоровые зубы являются одним из основных элементов полных и частичных съемных пластиночных и дуговых (бюгельных)
- 12. Недостатки фарфоровых зубов: хрупкость; недостаточно прочное соединение с базисом протеза; низкую сгораемость; худшие, чем у полимерных
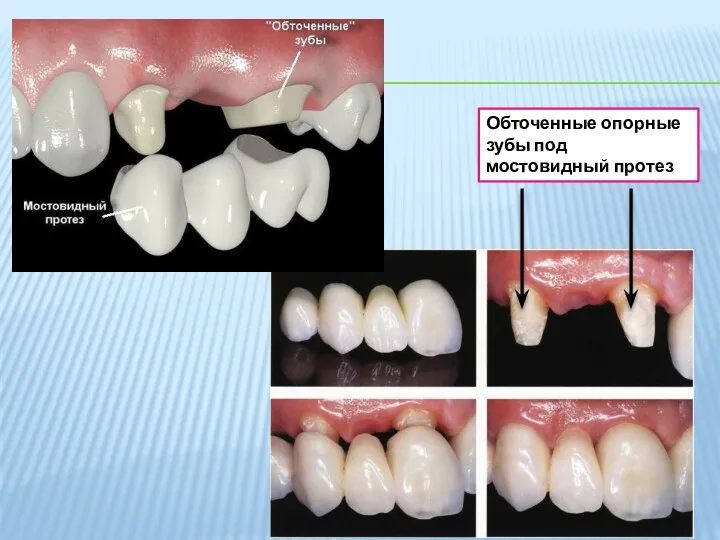
- 13. МОСТОВИДНЫЕ ПРОТЕЗЫ Мостовидный протез - несъемне
- 14. Обточенные опорные зубы под мостовидный протез
- 15. Сочетание двух материалов: металла и керамики (м/к, то есть, металлокерамика). Металл (сплав золота 750 пробы) +
- 16. ПРОТЕЗИРОВАНИЕ НА ИМПЛАНТАТАХ С ИСПОЛЬЗОВАНИЕМ СТОМАТОЛОГИЧЕСКОЙ КЕРАМИКИ
- 17. ПРОТЕЗИРОВАНИЕ НА ИМПЛАНТАТАХ С ИСПОЛЬЗОВАНИЕМ СТОМАТОЛОГИЧЕСКОЙ КЕРАМИКИ
- 18. ВКЛАДКИ/НАКЛАДКИ ИЗ КЕРАМИКИ
- 19. Вкладки из прессованная керамика (цельнокерамическая)
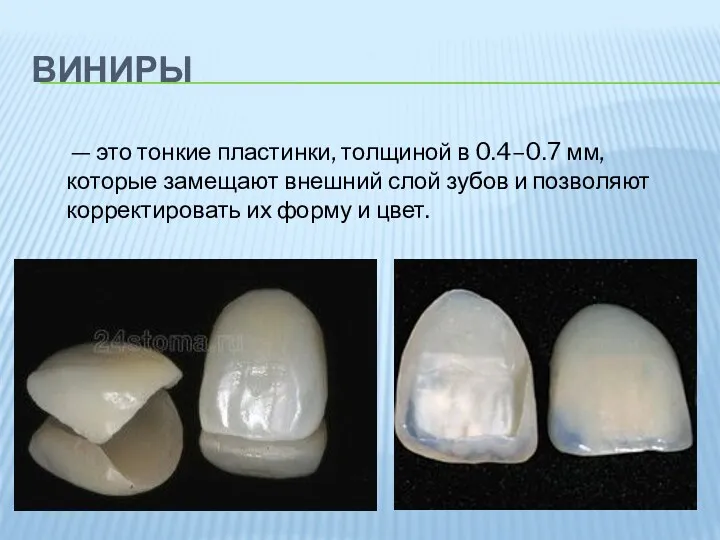
- 20. ВИНИРЫ ИЗ КЕРАМИКИ
- 21. ВИНИРЫ — это тонкие пластинки, толщиной в 0.4–0.7 мм, которые замещают внешний слой зубов и позволяют
- 22. Керамические
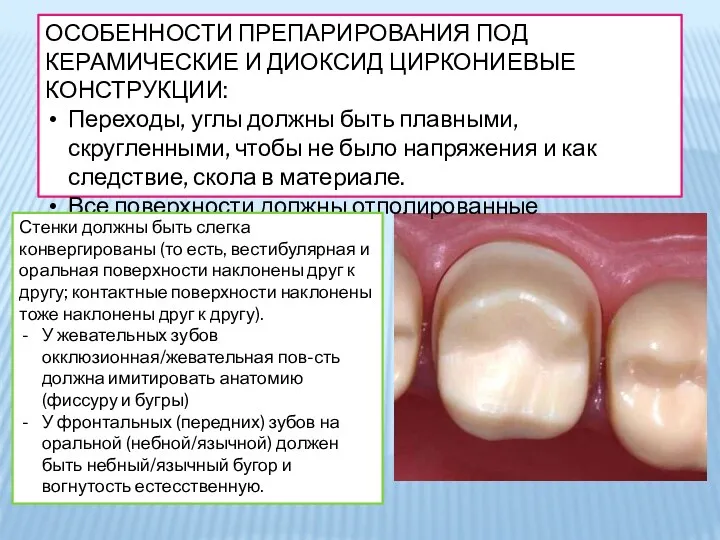
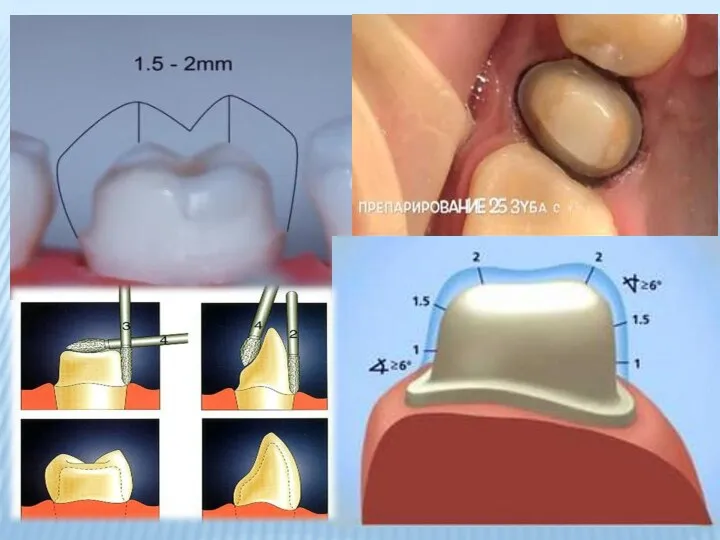
- 23. ОСОБЕННОСТИ ПРЕПАРИРОВАНИЯ ПОД КЕРАМИЧЕСКИЕ И ДИОКСИД ЦИРКОНИЕВЫЕ КОНСТРУКЦИИ: Переходы, углы должны быть плавными, скругленными, чтобы не
- 25. Стоматологическая керамика это материал идеальной нейтральности и биосовместимости с тканями полости рта. Это материал, который наиболее
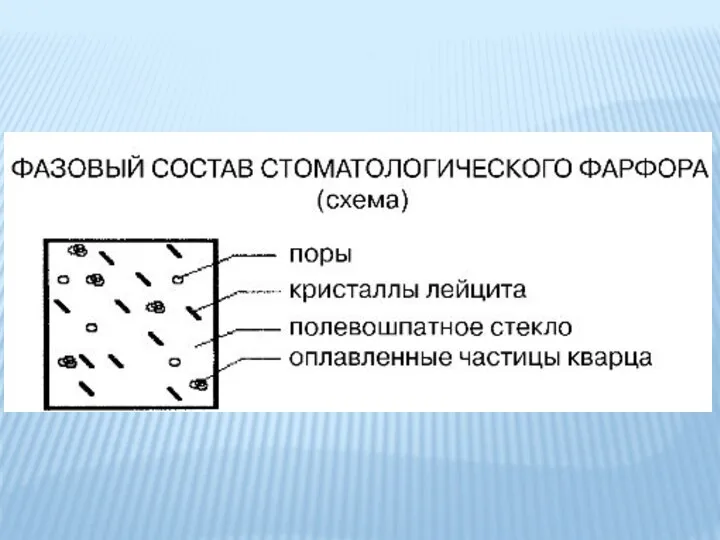
- 26. По физическим свойствам стоматологические фарфоры близки к стеклам, структура их изотропна. По химическому составу стоматологические фарфоровые
- 27. Состав стоматологического фарфора: Полевой шпат (ортоклаз) - представляют собой смеси алюмосиликата калия (K2O.Al203.6Si02) и алюмосиликата натрия
- 29. Технологический процесс получения керамики Порошок фарфора, используемый зубными техниками это не простая смесь ингредиентов. Эти порошки
- 30. ВИДЫ СТОМАТОЛОГИЧЕСКОЙ КЕРАМИКИ Существует несколько классификаций стоматологической керамики. Ниже приведены некоторые из них. Классификация керамики по
- 31. Стоматологический фарфор классифицируется: Тугоплавкий (1300 - 1370°С), Среднеплавкий (1090 - 1260°С), Низкоплавкий (870 - 1065°С). используется
- 32. МЕТОДЫ ПОЛУЧЕНИЯ ОРТОПЕДИЧЕСКИХ КОНСТРУКЦИЙ ИЗ КЕРАМИКИ МЕТОД ПОСЛОЙНОГО НАНЕСЕНИЯ КЕРАМИКИ : На каркас На огнеупорную (рефракторную)
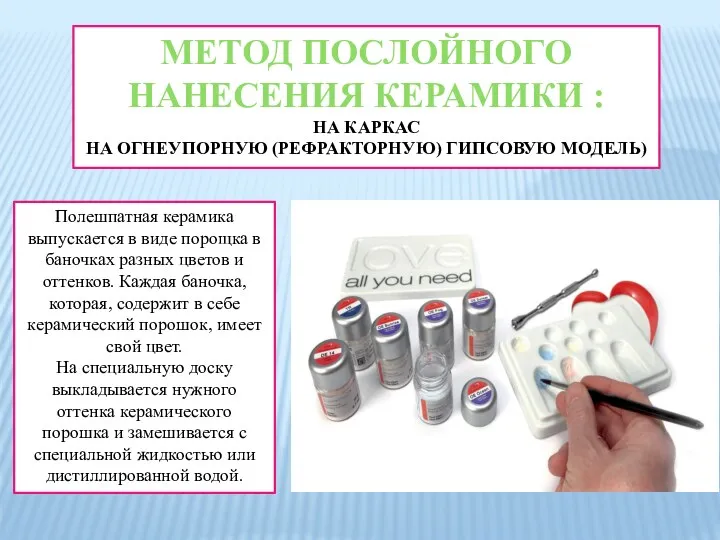
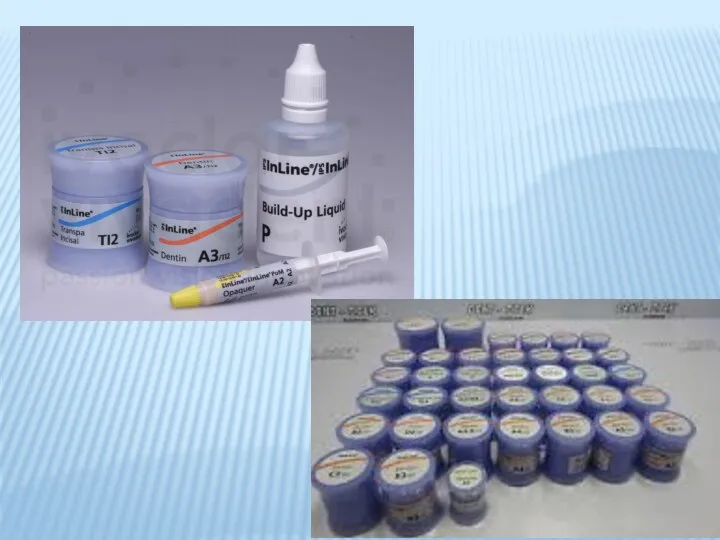
- 33. МЕТОД ПОСЛОЙНОГО НАНЕСЕНИЯ КЕРАМИКИ : НА КАРКАС НА ОГНЕУПОРНУЮ (РЕФРАКТОРНУЮ) ГИПСОВУЮ МОДЕЛЬ) Полешпатная керамика выпускается в
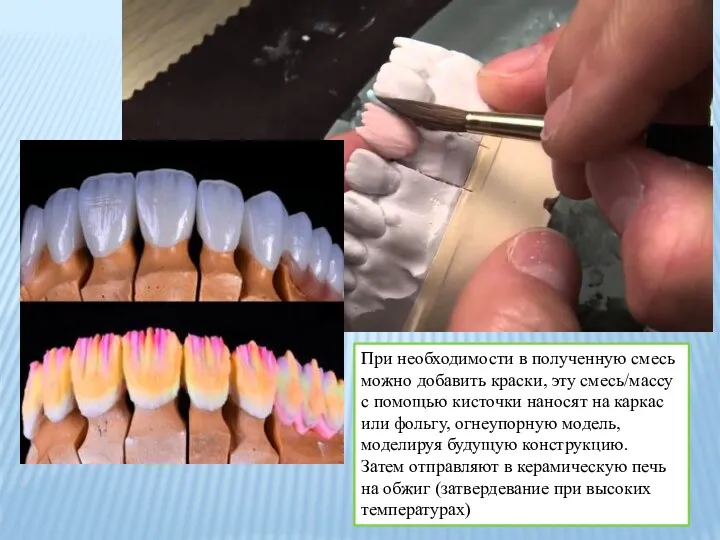
- 35. При необходимости в полученную смесь можно добавить краски, эту смесь/массу с помощью кисточки наносят на каркас
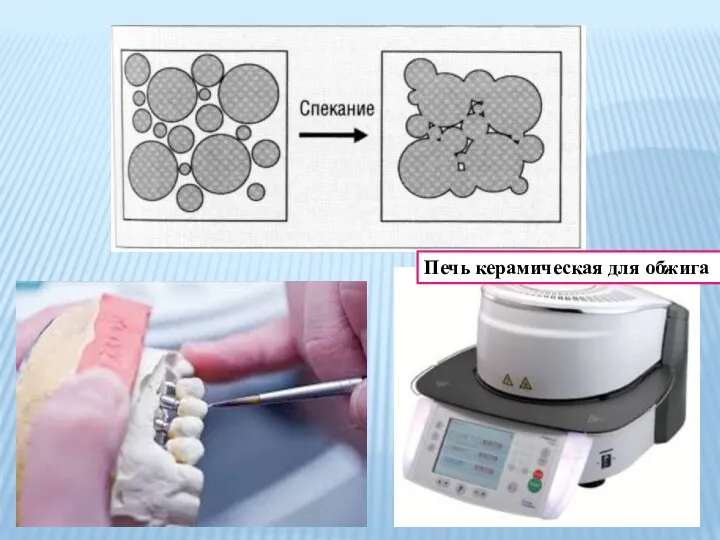
- 36. Печь керамическая для обжига
- 38. Полевошпатная керамика (стеклокерамика) Стеклокерамика состоит из оксида кремния, также известного как кварц (SiO2) c небольшим содержанием
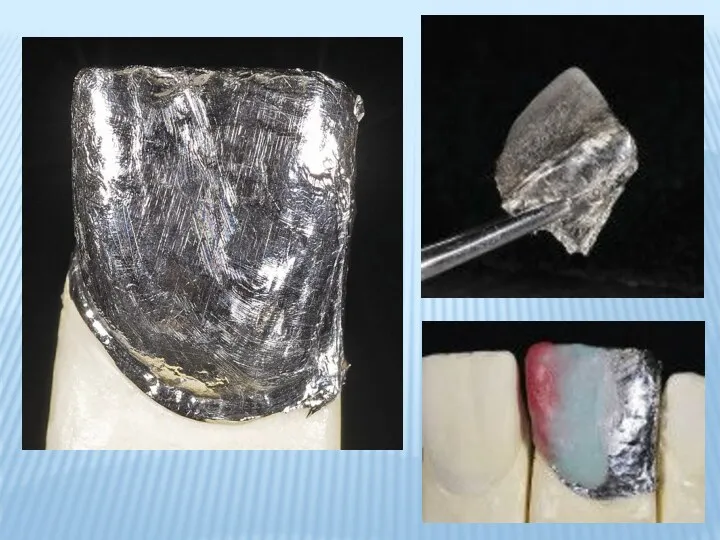
- 39. Полевошпатная керамика (стеклокерамика) Позднее, в связи с изобретением вакуумных печей для обжига фарфора, прочностные характеристики были
- 42. вакуумная печь для обжига фарфора,
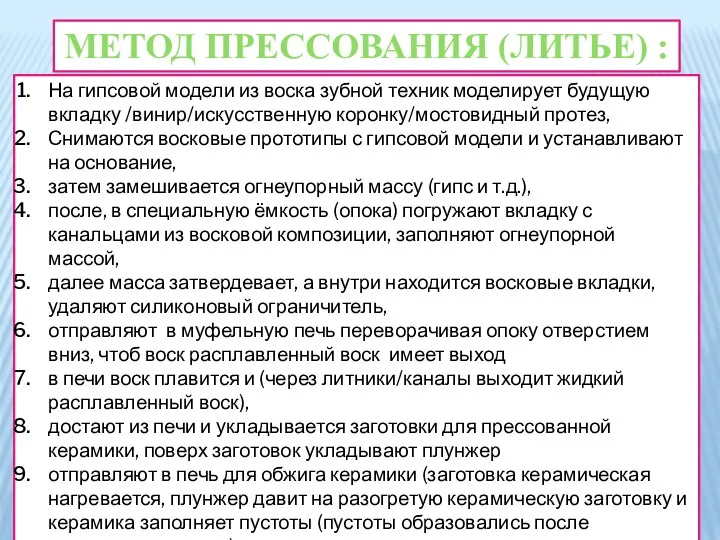
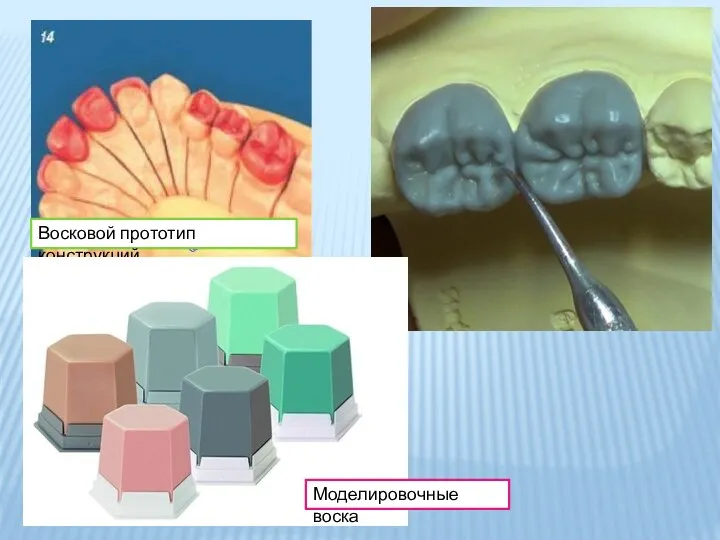
- 43. МЕТОД ПРЕССОВАНИЯ (ЛИТЬЕ) : На гипсовой модели из воска зубной техник моделирует будущую вкладку /винир/искусственную коронку/мостовидный
- 44. Восковой прототип конструкций Моделировочные воска
- 45. Основание цоколя с воронкой/опокой для литья
- 46. Снимаются восковые прототипы с гипсовой модели и устанавливают на основание опоки,
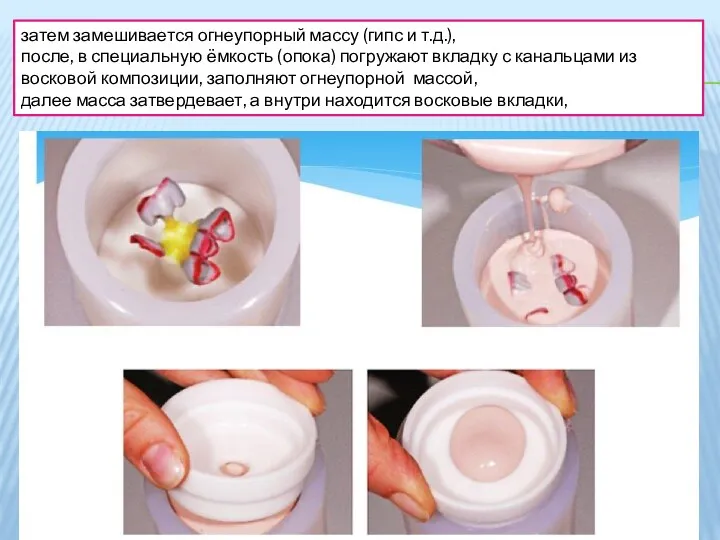
- 47. затем замешивается огнеупорный массу (гипс и т.д.), после, в специальную ёмкость (опока) погружают вкладку с канальцами
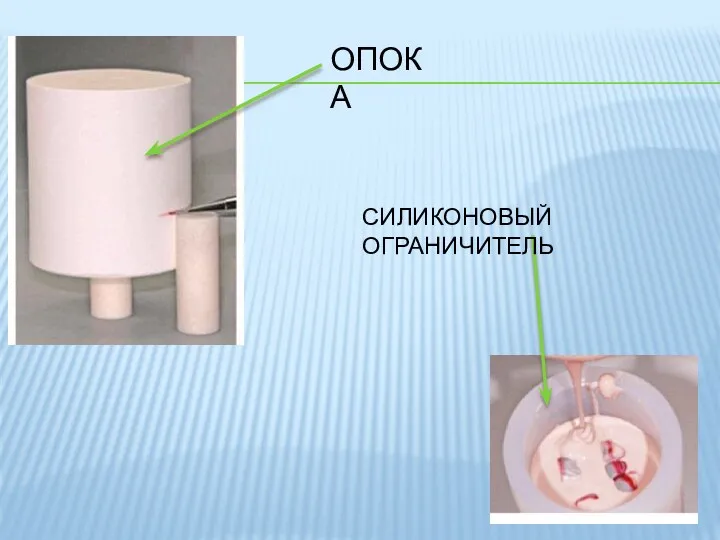
- 48. ОПОКА СИЛИКОНОВЫЙ ОГРАНИЧИТЕЛЬ
- 49. отправляют в муфельную печь переворачивая опоку отверстием вниз, чтоб воск расплавленный воск имеет выход в печи
- 50. Основные заготовки E.max. укладывается заготовки для прессованной керамики, поверх заготовок укладывают плунжер
- 51. отправляют в печь для обжига керамики (заготовка керамическая нагревается, плунжер давит на разогретую керамическую заготовку и
- 52. Плунжер нужен для прессования/давления на заготовку/брусок /блок керамики. В керамической печи, под высокой температурой, твердая керамика
- 53. Внутри остаются пустоты, которые напоминают форму конструкции после выплавки воска. Печь для обжига керамики керамическую массу
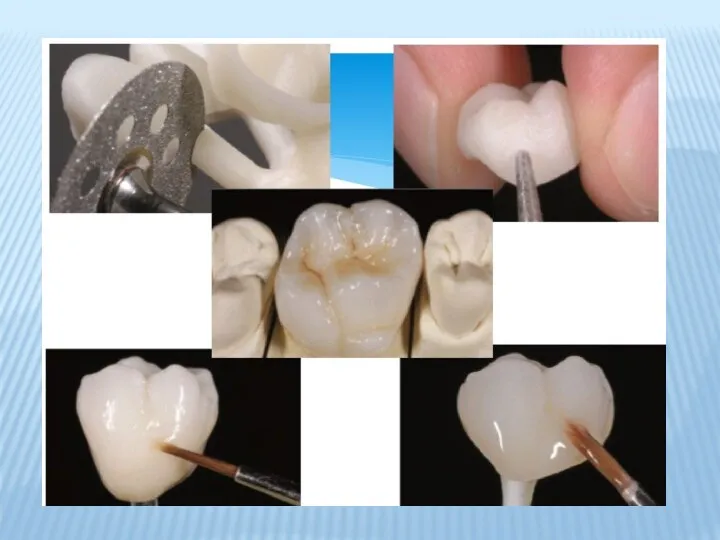
- 54. С ПОМОЩЬЮ СЕПАРАЦИОННОГО ДИСКА ДЕЛАЮТ НАДРЕЗ, ПРЕДВАРИТЕЛЬНО ИЗМЕРИВ, ГДЕ НАХОДИТСЯ КОНСТРУКЦИЯ, ЧТОБЫ ЕЕ НЕ ПОВРЕДИТЬ.
- 55. ОБРАБОТКА С ПОМОЩЬЮ ПЕСКОСТРУЯ, ЧТОБЫ НЕ ПОВРЕДИТЬ КОНСТРУКЦИЮ НА ОПРЕДЕЛЕННОМ РАССТОЯНИИ
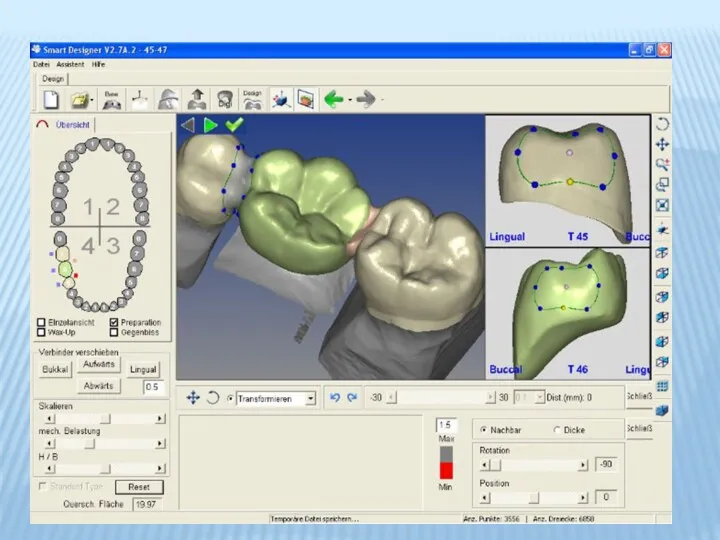
- 58. Под CAD-системами (computer-aided design – компьютерная поддержка проектирования) понимают программное обеспечение, которое автоматизирует труд инженера-конструктора и
- 64. Наполненная стеклокерамика Наполненная стеклокерамика была разработана компанией Corning Glass Works в конце 1950-х. Основным принципом получения
- 65. Стеклокерамика с высоким содержанием лейцита (до 50 %). Увеличение содержания лейцита привело к появлению нового вида
- 66. Наиболее широко распространена прессуемая керамика IPS Empress (Ivoclar Vivadent) (прочность на изгиб 220 MPa), которая также
- 67. Безметалловые вкладки, коронки
- 68. Стеклокерамика, упрочненная дисиликатом лития. Полевошпатная и лейцитная керамика имеют хорошую адаптацию в качестве одиночных ортопедических конструкций,
- 69. Материал выпускается в прессуемой и машинной форме для фрезерования. Ввиду низкого индекса преломления света кристаллами дисиликата
- 70. Материал выпускается машинной форме для фрезерования.
- 72. _________________________________________________ Долгое время металлокерамические коронки считались единственным вариантом при выборе прочной несъемной ортопедической конструкции, особенно когда
- 73. ОКСИДНАЯ КЕРАМИКА СО СТЕКЛЯННЫМ НАПОЛНИТЕЛЕМ И так, в 1988 году на стоматологическом рынке была представлена алюмооксидная
- 74. Матрица (основа,форма,каркас) Из оксида алюминия лантанное (лантан это металл) алюмосиликатное стекло Химически оксидная керамика представляет из
- 75. Керамика на основе оксида алюминия имеет высокую прочность на изгиб (450 MPa) и умеренную прозрачность и
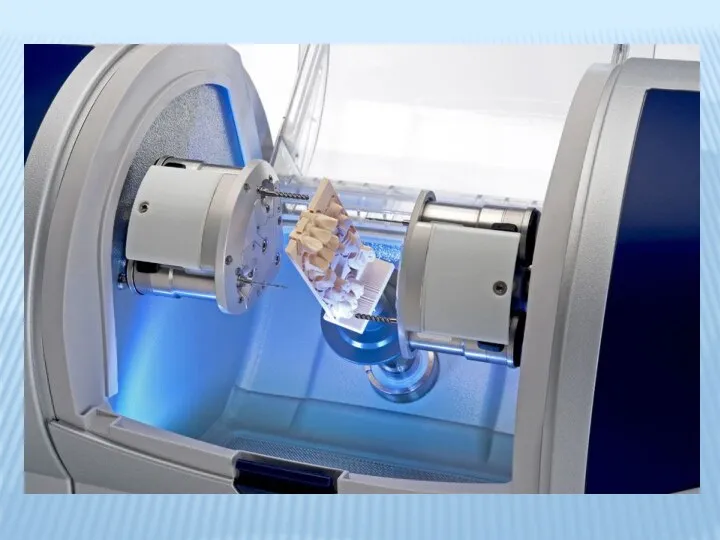
- 76. ФРЕЗЕРОВАНИЕ
- 77. Керамические вкладки/ накладки.
- 78. ОКСИДНАЯ КЕРАМИКА Исследования продолжились, и вскоре была выпущена оксидная керамика с полным отсутствием стекла в качестве
- 79. Медицинское применение высокопрочной алюминиевой и циркониевой керамики впервые нашло место в имплантологии в качестве материала для
- 80. Однако нужна была еще большая прочность каркасов, в результате чего были получены материалы с повышенным содержанием
- 81. ДИОКСИД ЦИРКОНИЯ – БЛОКИ ДЛЯ ФРЕЗЕРОВАНИЯ
- 82. Для стабилизации процесса добавляется оксид иттрия (Y2O3) до 5% от массы. Алюминий (0,2 – 1% от
- 83. Печь для обжига циркониевых конструкций Programat S1 (Ivoclar Vivadent)
- 84. Предварительно спеченные циркониевые блоки с прочностью 55-70% от конечного результата для фрезерования с помощью Cad-Cam модуля.
- 85. Циркониевые блоки выпиливаются с помощью компьютеризированных фрезеровальных аппаратов. Благодаря керамике на основе циркония можно делать малые
- 86. Каркас из Диоксида циркония Керамическая облицовка
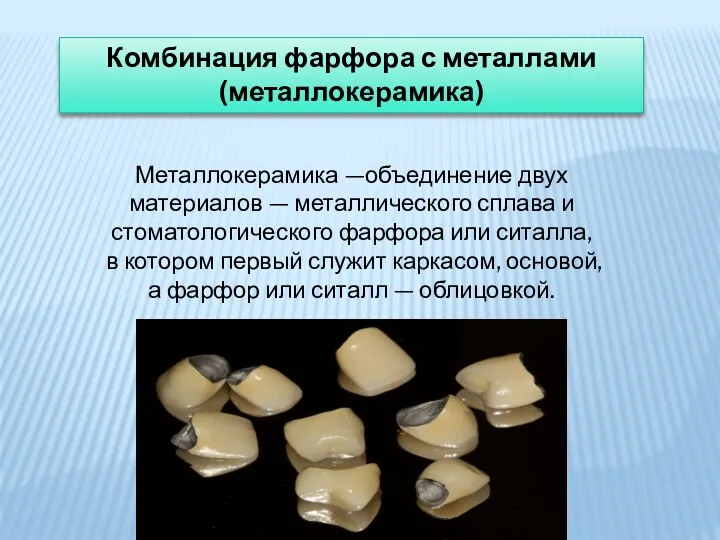
- 87. Комбинация фарфора с металлами (металлокерамика) Металлокерамика —объединение двух материалов — металлического сплава и стоматологического фарфора или
- 88. Облицовка — покрытие поверхности изделия природным или искусственным материалом, отличающимся эксплуатационными (защитными) и декоративными качествами. В
- 89. Связь между металлом (сплавом) и фарфором может быть: Механической; Химической. Важную роль в получении качественного металлокерамического
- 90. Однако на поверхности раздела благородного сплава и керамики такой структуры не существует. Для улучшения сцепления фарфора
- 93. Основные требования к материалам для облицовки: отсутствие токсичности; 2) наличие комплекса физико-механических показателей (прочность при изгибе,
- 94. Основные требования к материалам для облицовки 6) обеспечение оптимальных эстетических свойств конструкции; 7) коэффициенты термического расширения
- 95. Ситаллы это стеклокристаллические материалы, состоящие из одной или нескольких кристаллических фаз, равномерно распределенных в стекловидной фазе.
- 96. Ситаллы применяются при протезировании переднего отдела зубных рядов искусственными коронками и мостовидными протезами небольшой протяженности. Их
- 98. Скачать презентацию
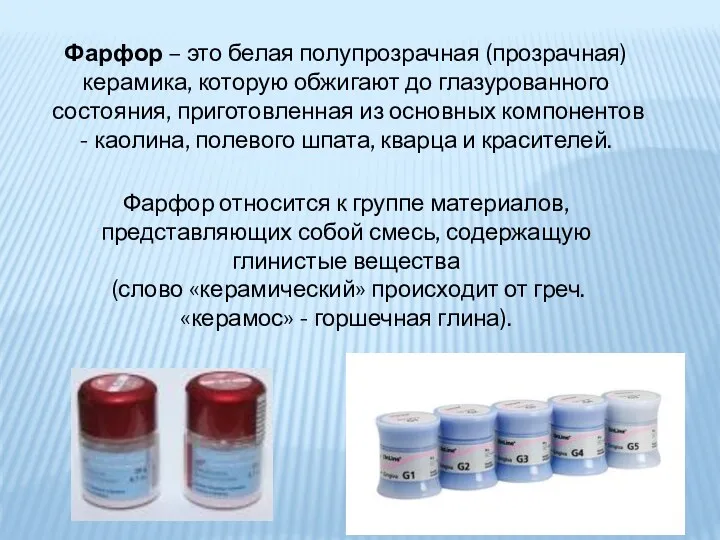
Фарфор – это белая полупрозрачная (прозрачная) керамика, которую обжигают до глазурованного
Фарфор – это белая полупрозрачная (прозрачная) керамика, которую обжигают до глазурованного
Стоматологическая керамика– относится к основным (конструкционным) материалам, то есть, из нее
Стоматологическая керамика– относится к основным (конструкционным) материалам, то есть, из нее

ИСКУССТВЕННЫЕ КОРОНКИ
ИЗ КЕРАМИКИ
Металлокерамика (м/к)
ИСКУССТВЕННЫЕ КОРОНКИ
ИЗ КЕРАМИКИ
Металлокерамика (м/к)

ИСКУССТВЕННЫЕ КОРОНКИ
ИЗ КЕРАМИКИ
ИСКУССТВЕННЫЕ КОРОНКИ
ИЗ КЕРАМИКИ

ИСКУССТВЕННЫЕ ЗУБЫ
ИЗ КЕРАМИКИ
Искусственные коронки в
Мостовидном протезе
Искусственный зуб
ИСКУССТВЕННЫЕ ЗУБЫ
ИЗ КЕРАМИКИ
Искусственные коронки в
Мостовидном протезе
Искусственный зуб

ИСКУССТВЕННЫЕ ЗУБЫ
ИЗ КЕРАМИКИ
ИСКУССТВЕННЫЕ ЗУБЫ
ИЗ КЕРАМИКИ
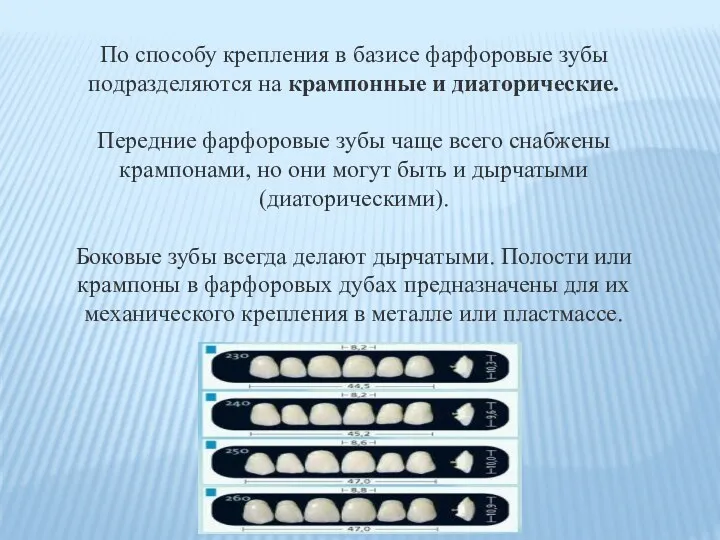
По способу крепления в базисе фарфоровые зубы подразделяются на крампонные и диаторические.
Передние
По способу крепления в базисе фарфоровые зубы подразделяются на крампонные и диаторические.
Передние
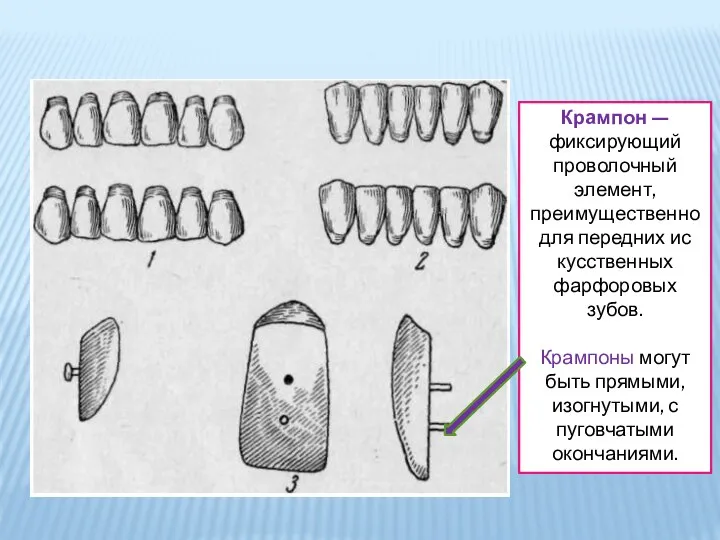
Крампон — фиксирующий проволочный элемент, преимущественно для передних искусственных фарфоровых зубов.
Крампон — фиксирующий проволочный элемент, преимущественно для передних искусственных фарфоровых зубов.

Стандартные фарфоровые зубы с прилагаемыми к ним металлическими штифтами (получившие название по
Стандартные фарфоровые зубы с прилагаемыми к ним металлическими штифтами (получившие название по
Искусственные фарфоровые зубы
являются одним из основных элементов полных и частичных съемных
Искусственные фарфоровые зубы
являются одним из основных элементов полных и частичных съемных

Недостатки фарфоровых зубов:
хрупкость;
недостаточно прочное соединение с базисом протеза;
низкую сгораемость;
худшие,
Недостатки фарфоровых зубов:
хрупкость;
недостаточно прочное соединение с базисом протеза;
низкую сгораемость;
худшие,

МОСТОВИДНЫЕ ПРОТЕЗЫ
Мостовидный протез - несъемне
МОСТОВИДНЫЕ ПРОТЕЗЫ
Мостовидный протез - несъемне
Обточенные опорные зубы под мостовидный протез
Обточенные опорные зубы под мостовидный протез

Сочетание двух материалов: металла и керамики (м/к, то есть, металлокерамика).
Металл (сплав
Сочетание двух материалов: металла и керамики (м/к, то есть, металлокерамика).
Металл (сплав

ПРОТЕЗИРОВАНИЕ НА ИМПЛАНТАТАХ
С ИСПОЛЬЗОВАНИЕМ СТОМАТОЛОГИЧЕСКОЙ КЕРАМИКИ
ПРОТЕЗИРОВАНИЕ НА ИМПЛАНТАТАХ
С ИСПОЛЬЗОВАНИЕМ СТОМАТОЛОГИЧЕСКОЙ КЕРАМИКИ

ПРОТЕЗИРОВАНИЕ НА ИМПЛАНТАТАХ
С ИСПОЛЬЗОВАНИЕМ СТОМАТОЛОГИЧЕСКОЙ КЕРАМИКИ
ПРОТЕЗИРОВАНИЕ НА ИМПЛАНТАТАХ
С ИСПОЛЬЗОВАНИЕМ СТОМАТОЛОГИЧЕСКОЙ КЕРАМИКИ

ВКЛАДКИ/НАКЛАДКИ
ИЗ КЕРАМИКИ
ВКЛАДКИ/НАКЛАДКИ
ИЗ КЕРАМИКИ

Вкладки из прессованная керамика
(цельнокерамическая)
Вкладки из прессованная керамика
(цельнокерамическая)

ВИНИРЫ ИЗ КЕРАМИКИ
ВИНИРЫ ИЗ КЕРАМИКИ
ВИНИРЫ
— это тонкие пластинки, толщиной в 0.4–0.7 мм, которые замещают внешний
ВИНИРЫ
— это тонкие пластинки, толщиной в 0.4–0.7 мм, которые замещают внешний

Керамические
Керамические
ОСОБЕННОСТИ ПРЕПАРИРОВАНИЯ ПОД КЕРАМИЧЕСКИЕ И ДИОКСИД ЦИРКОНИЕВЫЕ КОНСТРУКЦИИ:
Переходы, углы должны быть
ОСОБЕННОСТИ ПРЕПАРИРОВАНИЯ ПОД КЕРАМИЧЕСКИЕ И ДИОКСИД ЦИРКОНИЕВЫЕ КОНСТРУКЦИИ:
Переходы, углы должны быть
Стоматологическая керамика это материал идеальной нейтральности и биосовместимости с тканями полости
Стоматологическая керамика это материал идеальной нейтральности и биосовместимости с тканями полости

По физическим свойствам стоматологические фарфоры близки к стеклам, структура их изотропна.
По
По физическим свойствам стоматологические фарфоры близки к стеклам, структура их изотропна.
По
Состав стоматологического фарфора:
Полевой шпат (ортоклаз) - представляют собой смеси алюмосиликата калия
Состав стоматологического фарфора:
Полевой шпат (ортоклаз) - представляют собой смеси алюмосиликата калия

Технологический процесс получения керамики
Порошок фарфора, используемый зубными техниками это не простая
Технологический процесс получения керамики
Порошок фарфора, используемый зубными техниками это не простая
ВИДЫ СТОМАТОЛОГИЧЕСКОЙ КЕРАМИКИ
Существует несколько классификаций стоматологической керамики. Ниже приведены некоторые
ВИДЫ СТОМАТОЛОГИЧЕСКОЙ КЕРАМИКИ
Существует несколько классификаций стоматологической керамики. Ниже приведены некоторые
Стоматологический фарфор классифицируется:
Тугоплавкий
(1300 - 1370°С),
Среднеплавкий
(1090 - 1260°С),
Низкоплавкий
(870
Стоматологический фарфор классифицируется:
Тугоплавкий
(1300 - 1370°С),
Среднеплавкий
(1090 - 1260°С),
Низкоплавкий
(870
МЕТОДЫ ПОЛУЧЕНИЯ ОРТОПЕДИЧЕСКИХ КОНСТРУКЦИЙ ИЗ КЕРАМИКИ
МЕТОД ПОСЛОЙНОГО НАНЕСЕНИЯ КЕРАМИКИ :
На каркас
На
МЕТОДЫ ПОЛУЧЕНИЯ ОРТОПЕДИЧЕСКИХ КОНСТРУКЦИЙ ИЗ КЕРАМИКИ
МЕТОД ПОСЛОЙНОГО НАНЕСЕНИЯ КЕРАМИКИ :
На каркас
На
МЕТОД ПОСЛОЙНОГО НАНЕСЕНИЯ КЕРАМИКИ :
НА КАРКАС
НА ОГНЕУПОРНУЮ (РЕФРАКТОРНУЮ) ГИПСОВУЮ МОДЕЛЬ)
Полешпатная керамика
МЕТОД ПОСЛОЙНОГО НАНЕСЕНИЯ КЕРАМИКИ :
НА КАРКАС
НА ОГНЕУПОРНУЮ (РЕФРАКТОРНУЮ) ГИПСОВУЮ МОДЕЛЬ)
Полешпатная керамика
При необходимости в полученную смесь можно добавить краски, эту смесь/массу с
При необходимости в полученную смесь можно добавить краски, эту смесь/массу с
Печь керамическая для обжига
Печь керамическая для обжига
Полевошпатная керамика (стеклокерамика)
Стеклокерамика состоит из оксида кремния, также известного как кварц
Полевошпатная керамика (стеклокерамика)
Стеклокерамика состоит из оксида кремния, также известного как кварц
Полевошпатная керамика (стеклокерамика)
Позднее, в связи с изобретением вакуумных печей для обжига
Полевошпатная керамика (стеклокерамика)
Позднее, в связи с изобретением вакуумных печей для обжига

вакуумная печь для
обжига фарфора,
вакуумная печь для
обжига фарфора,
МЕТОД ПРЕССОВАНИЯ (ЛИТЬЕ) :
На гипсовой модели из воска зубной техник моделирует
МЕТОД ПРЕССОВАНИЯ (ЛИТЬЕ) :
На гипсовой модели из воска зубной техник моделирует
Восковой прототип конструкций
Моделировочные воска
Восковой прототип конструкций
Моделировочные воска

Основание цоколя с воронкой/опокой для литья
Основание цоколя с воронкой/опокой для литья

Снимаются восковые прототипы с гипсовой модели и устанавливают на основание опоки,
Снимаются восковые прототипы с гипсовой модели и устанавливают на основание опоки,
затем замешивается огнеупорный массу (гипс и т.д.),
после, в специальную ёмкость
затем замешивается огнеупорный массу (гипс и т.д.),
после, в специальную ёмкость
ОПОКА
СИЛИКОНОВЫЙ ОГРАНИЧИТЕЛЬ
ОПОКА
СИЛИКОНОВЫЙ ОГРАНИЧИТЕЛЬ
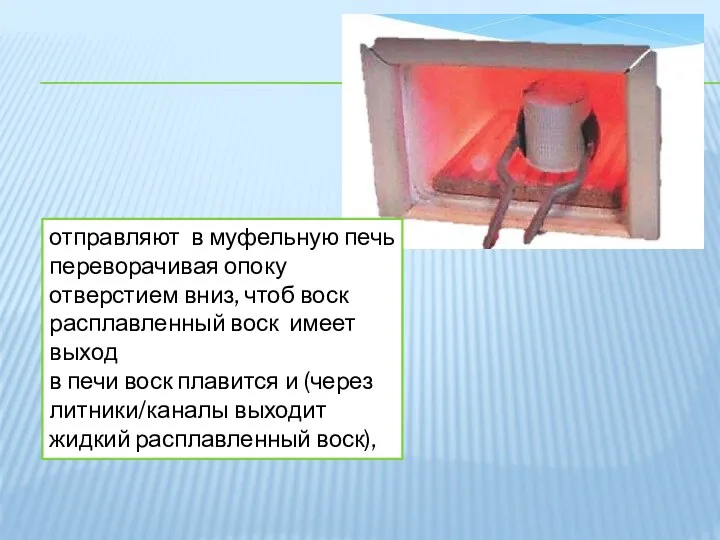
отправляют в муфельную печь переворачивая опоку отверстием вниз, чтоб воск расплавленный
отправляют в муфельную печь переворачивая опоку отверстием вниз, чтоб воск расплавленный

Основные заготовки E.max.
укладывается заготовки для прессованной керамики, поверх заготовок укладывают плунжер
Основные заготовки E.max.
укладывается заготовки для прессованной керамики, поверх заготовок укладывают плунжер
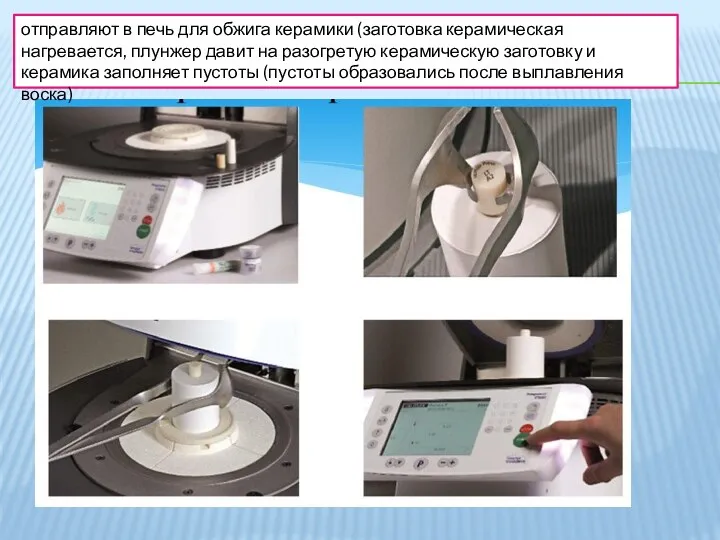
отправляют в печь для обжига керамики (заготовка керамическая нагревается, плунжер давит
отправляют в печь для обжига керамики (заготовка керамическая нагревается, плунжер давит
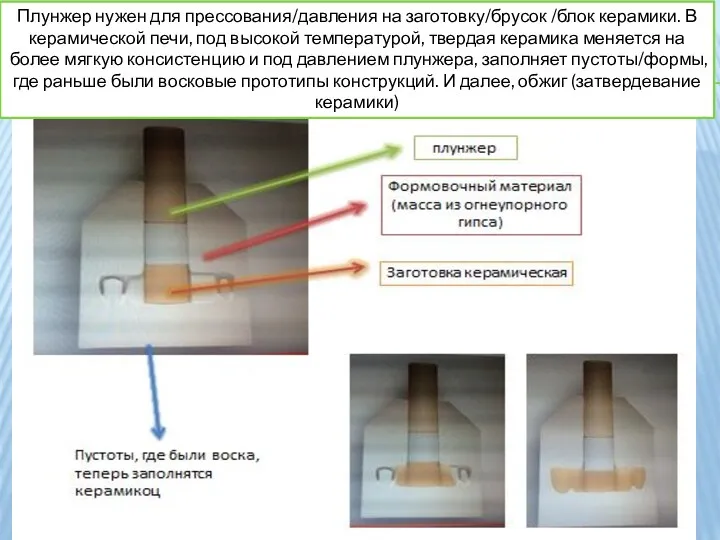
Плунжер нужен для прессования/давления на заготовку/брусок /блок керамики. В керамической печи,
Плунжер нужен для прессования/давления на заготовку/брусок /блок керамики. В керамической печи,

Внутри остаются пустоты, которые напоминают форму конструкции после выплавки воска.
Печь
Внутри остаются пустоты, которые напоминают форму конструкции после выплавки воска.
Печь
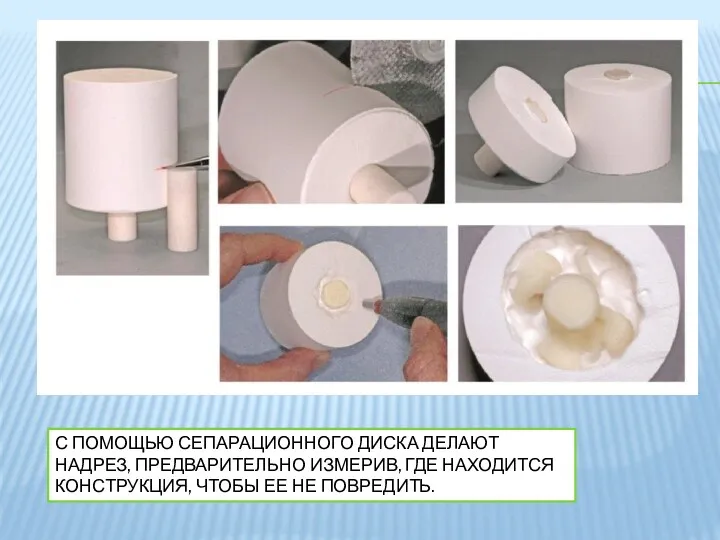
С ПОМОЩЬЮ СЕПАРАЦИОННОГО ДИСКА ДЕЛАЮТ НАДРЕЗ, ПРЕДВАРИТЕЛЬНО ИЗМЕРИВ, ГДЕ НАХОДИТСЯ КОНСТРУКЦИЯ,
С ПОМОЩЬЮ СЕПАРАЦИОННОГО ДИСКА ДЕЛАЮТ НАДРЕЗ, ПРЕДВАРИТЕЛЬНО ИЗМЕРИВ, ГДЕ НАХОДИТСЯ КОНСТРУКЦИЯ,
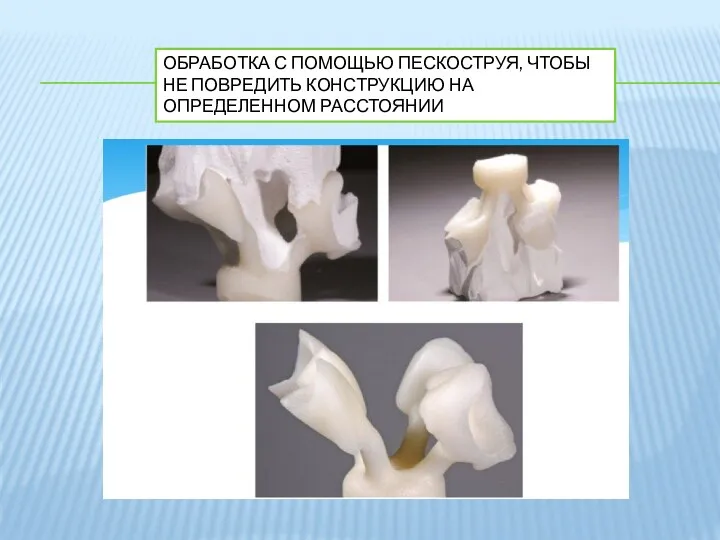
ОБРАБОТКА С ПОМОЩЬЮ ПЕСКОСТРУЯ, ЧТОБЫ НЕ ПОВРЕДИТЬ КОНСТРУКЦИЮ НА ОПРЕДЕЛЕННОМ РАССТОЯНИИ
ОБРАБОТКА С ПОМОЩЬЮ ПЕСКОСТРУЯ, ЧТОБЫ НЕ ПОВРЕДИТЬ КОНСТРУКЦИЮ НА ОПРЕДЕЛЕННОМ РАССТОЯНИИ
Под CAD-системами (computer-aided design – компьютерная поддержка проектирования) понимают программное обеспечение,
Под CAD-системами (computer-aided design – компьютерная поддержка проектирования) понимают программное обеспечение,



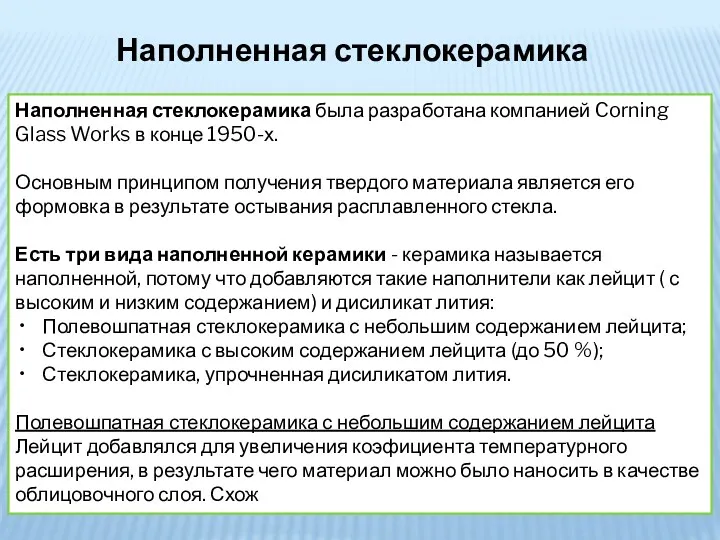
Наполненная стеклокерамика
Наполненная стеклокерамика была разработана компанией Corning Glass Works в конце
Наполненная стеклокерамика
Наполненная стеклокерамика была разработана компанией Corning Glass Works в конце
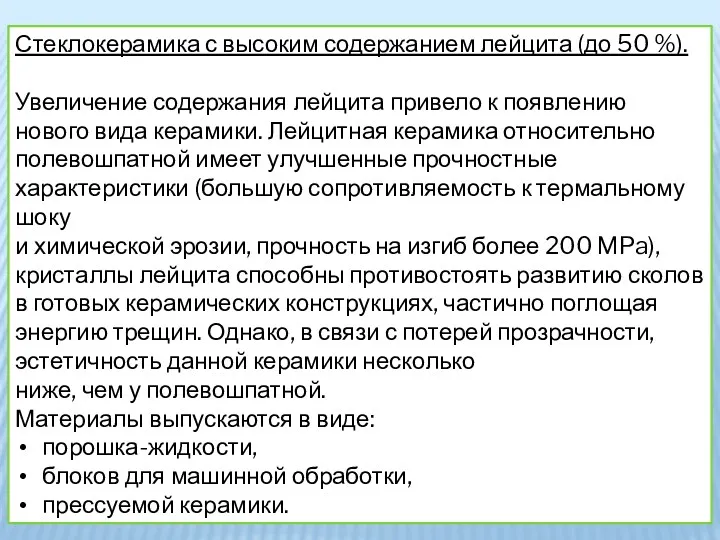
Стеклокерамика с высоким содержанием лейцита (до 50 %).
Увеличение содержания лейцита привело
Стеклокерамика с высоким содержанием лейцита (до 50 %).
Увеличение содержания лейцита привело
Наиболее широко распространена прессуемая керамика IPS Empress (Ivoclar Vivadent) (прочность на
Безметалловые вкладки, коронки
Безметалловые вкладки, коронки

Стеклокерамика, упрочненная
дисиликатом лития.
Полевошпатная и лейцитная керамика имеют хорошую адаптацию в
Стеклокерамика, упрочненная
дисиликатом лития.
Полевошпатная и лейцитная керамика имеют хорошую адаптацию в
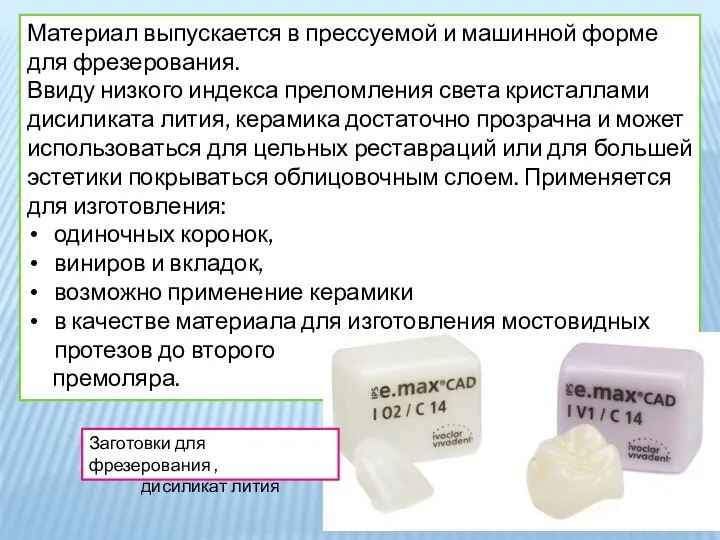
Материал выпускается в прессуемой и машинной форме для фрезерования.
Ввиду низкого
Материал выпускается в прессуемой и машинной форме для фрезерования.
Ввиду низкого

Материал выпускается машинной форме для фрезерования.
Материал выпускается машинной форме для фрезерования.

_________________________________________________
Долгое время металлокерамические коронки считались единственным вариантом при выборе прочной несъемной
Долгое время металлокерамические коронки считались единственным вариантом при выборе прочной несъемной
ОКСИДНАЯ КЕРАМИКА СО СТЕКЛЯННЫМ НАПОЛНИТЕЛЕМ
И так, в 1988 году на стоматологическом
ОКСИДНАЯ КЕРАМИКА СО СТЕКЛЯННЫМ НАПОЛНИТЕЛЕМ
И так, в 1988 году на стоматологическом
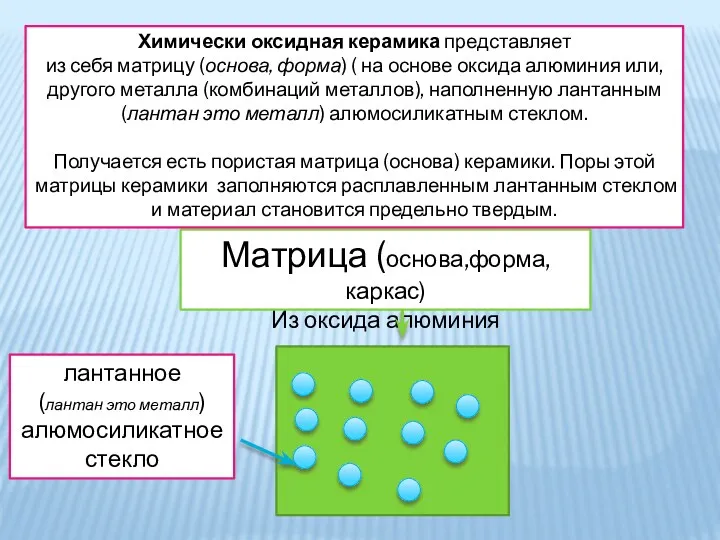
Матрица (основа,форма,каркас)
Из оксида алюминия
лантанное
(лантан это металл) алюмосиликатное стекло
Химически оксидная
Матрица (основа,форма,каркас)
Из оксида алюминия
лантанное
(лантан это металл) алюмосиликатное стекло
Химически оксидная
Керамика на основе оксида алюминия имеет высокую прочность на изгиб (450
Керамика на основе оксида алюминия имеет высокую прочность на изгиб (450
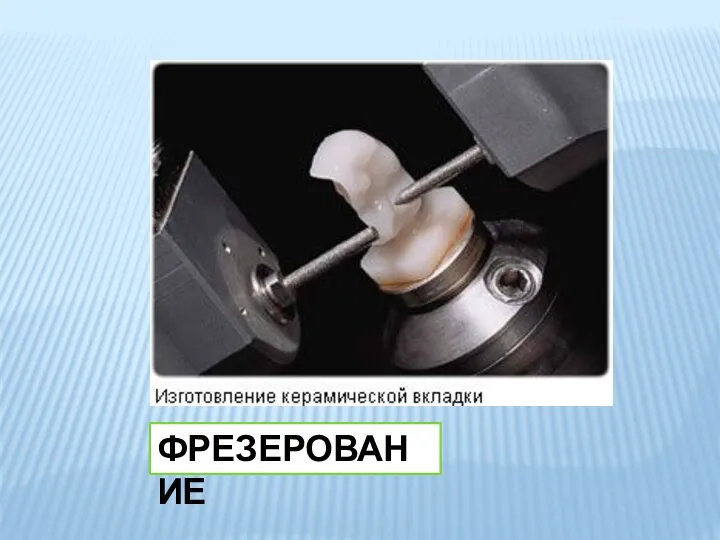
ФРЕЗЕРОВАНИЕ
ФРЕЗЕРОВАНИЕ

Керамические вкладки/ накладки.
Керамические вкладки/ накладки.

ОКСИДНАЯ КЕРАМИКА
Исследования продолжились, и вскоре была выпущена оксидная керамика с полным
ОКСИДНАЯ КЕРАМИКА
Исследования продолжились, и вскоре была выпущена оксидная керамика с полным
Медицинское применение высокопрочной алюминиевой и циркониевой керамики впервые нашло место в
Медицинское применение высокопрочной алюминиевой и циркониевой керамики впервые нашло место в
Однако нужна была еще большая прочность каркасов, в результате чего были
Однако нужна была еще большая прочность каркасов, в результате чего были

ДИОКСИД ЦИРКОНИЯ – БЛОКИ ДЛЯ ФРЕЗЕРОВАНИЯ
ДИОКСИД ЦИРКОНИЯ – БЛОКИ ДЛЯ ФРЕЗЕРОВАНИЯ

Для стабилизации процесса добавляется оксид иттрия (Y2O3) до 5% от массы.
Для стабилизации процесса добавляется оксид иттрия (Y2O3) до 5% от массы.

Печь для обжига циркониевых конструкций
Programat S1 (Ivoclar Vivadent)
Печь для обжига циркониевых конструкций
Programat S1 (Ivoclar Vivadent)
Предварительно спеченные циркониевые блоки с прочностью 55-70% от конечного результата для
Предварительно спеченные циркониевые блоки с прочностью 55-70% от конечного результата для
Циркониевые блоки выпиливаются с помощью компьютеризированных фрезеровальных аппаратов.
Благодаря керамике на
Циркониевые блоки выпиливаются с помощью компьютеризированных фрезеровальных аппаратов.
Благодаря керамике на

Каркас из
Диоксида циркония
Керамическая
облицовка
Каркас из
Диоксида циркония
Керамическая
облицовка
Комбинация фарфора с металлами (металлокерамика)
Металлокерамика —объединение двух материалов — металлического сплава
Комбинация фарфора с металлами (металлокерамика)
Металлокерамика —объединение двух материалов — металлического сплава
Облицовка — покрытие поверхности изделия природным или искусственным материалом, отличающимся эксплуатационными
Облицовка — покрытие поверхности изделия природным или искусственным материалом, отличающимся эксплуатационными
Связь между металлом (сплавом) и фарфором может быть:
Механической;
Химической.
Важную роль
Связь между металлом (сплавом) и фарфором может быть:
Механической;
Химической.
Важную роль
Однако на поверхности раздела благородного сплава и керамики такой структуры не
Однако на поверхности раздела благородного сплава и керамики такой структуры не

Основные требования к материалам для облицовки:
отсутствие токсичности;
2) наличие комплекса физико-механических показателей
Основные требования к материалам для облицовки:
отсутствие токсичности;
2) наличие комплекса физико-механических показателей
Основные требования к материалам для облицовки
6) обеспечение оптимальных эстетических свойств конструкции;
7)
Основные требования к материалам для облицовки
6) обеспечение оптимальных эстетических свойств конструкции;
7)
Ситаллы
это стеклокристаллические материалы, состоящие из одной или нескольких кристаллических фаз, равномерно
Ситаллы
это стеклокристаллические материалы, состоящие из одной или нескольких кристаллических фаз, равномерно
Ситаллы применяются при протезировании переднего отдела зубных рядов искусственными коронками и
Ситаллы применяются при протезировании переднего отдела зубных рядов искусственными коронками и
 Программа подготовки медицинского персонала по вопросам проведения медицинских осмотров водителей транспортных средств
Программа подготовки медицинского персонала по вопросам проведения медицинских осмотров водителей транспортных средств Гипоксия
Гипоксия Вирусы, друзья и враги
Вирусы, друзья и враги Инфекция. Инфекционный процесс. Эпидемиология
Инфекция. Инфекционный процесс. Эпидемиология Ерте жастағы балалардағы эпилепсиялық синдром. Сананың эпилепсиялық емес пароксизмальды
Ерте жастағы балалардағы эпилепсиялық синдром. Сананың эпилепсиялық емес пароксизмальды Артериальная гипертензия
Артериальная гипертензия Современная фармакотерапия острого отечного и хронического панкреатита
Современная фармакотерапия острого отечного и хронического панкреатита Планирование семьи. Регулирование рождаемости. Контрацепция
Планирование семьи. Регулирование рождаемости. Контрацепция Органы выделения
Органы выделения Вещества, влияющие на эфферентную иннервацию
Вещества, влияющие на эфферентную иннервацию Загальні принципи діагностики і лікування онкологічних хворих
Загальні принципи діагностики і лікування онкологічних хворих Анатомия человека
Анатомия человека Злоякісні пухлини шкіри
Злоякісні пухлини шкіри Дерматофитии: трихофития, микроспория, фавус. Микозы стоп. Кандидоз кожи и слизистых
Дерматофитии: трихофития, микроспория, фавус. Микозы стоп. Кандидоз кожи и слизистых Регуляция пищевого поведения
Регуляция пищевого поведения Фенилкетонурия
Фенилкетонурия Гигиена труда медицинских работников. Вопросы деонтологии в работе врача по гигиене труда
Гигиена труда медицинских работников. Вопросы деонтологии в работе врача по гигиене труда შარდ-კენჭოვანი დაავადება. (ლექცია 6)
შარდ-კენჭოვანი დაავადება. (ლექცია 6) Терминальные состояние: стадии, клиника, диагностика, критерии оценки тяжести состояния больного
Терминальные состояние: стадии, клиника, диагностика, критерии оценки тяжести состояния больного Лицензирование и аккредитация, как инструменты обеспечения качества медицинской помощи
Лицензирование и аккредитация, как инструменты обеспечения качества медицинской помощи Формы клинического течения инсульта
Формы клинического течения инсульта Принципы рационального питания. Характеристика физиологических норм питания. Понятие о статусе питания
Принципы рационального питания. Характеристика физиологических норм питания. Понятие о статусе питания Желчегонные средства
Желчегонные средства Работа главной медицинской сестры по программе производственного контроля
Работа главной медицинской сестры по программе производственного контроля Шоковые состояния. Этиология и патофизиология
Шоковые состояния. Этиология и патофизиология Фагоцитоз. Завершённый и незавершённый фагоцитоз
Фагоцитоз. Завершённый и незавершённый фагоцитоз История становления отечественной дефектологии
История становления отечественной дефектологии Течение и ведение физиологических родов. Партограмма. Обезболивание родов
Течение и ведение физиологических родов. Партограмма. Обезболивание родов