- Изготовление разборных моделей по технологии фирмы Renfert

Содержание
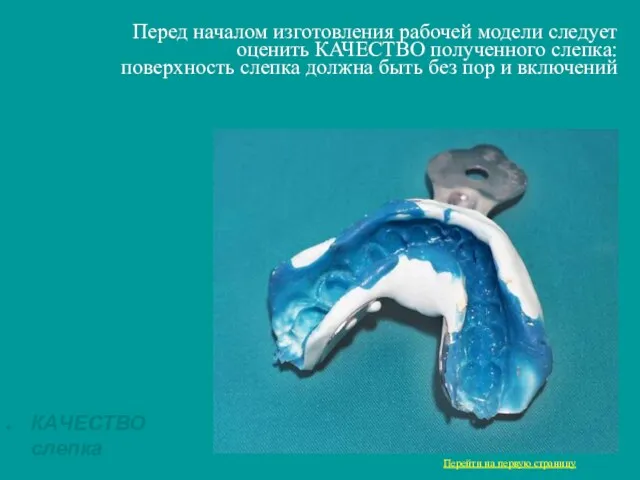
- 2. Перед началом изготовления рабочей модели следует оценить КАЧЕСТВО полученного слепка: поверхность слепка должна быть без пор
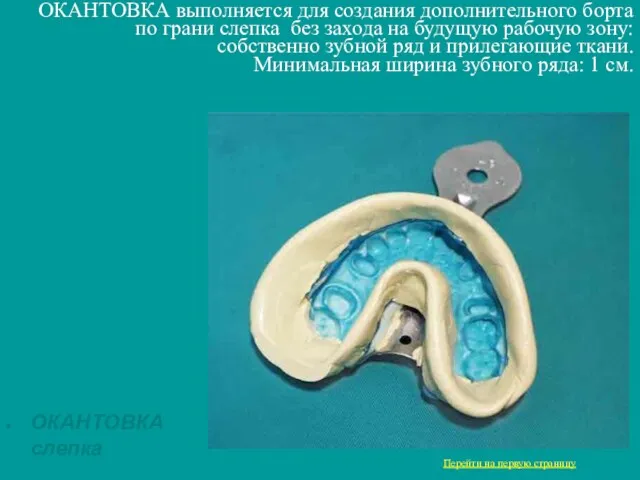
- 3. ОКАНТОВКА выполняется для создания дополнительного борта по грани слепка без захода на будущую рабочую зону: собственно
- 4. ОКАНТОВКА производится силиконовыми оттискными материалами, например, “StomaFlex” Изготовление разборных моделей ОКАНТОВКА слепка
- 5. Для приготовления КАЧЕСТВЕННОЙ гипсовой смеси необходим ВАКУУМНЫЙ СМЕСИТЕЛЬ: при РУЧНОМ замешивании образуется неоднородная, неравномерно насыщенная водой,
- 6. Для моделей использован гипс 4-го класса “Resin Rock” производства “Whip Mix”, синтетический, с добавлением полимерной смолы
- 7. ЗАЛИВКУ следует начинать с последнего зуба, постепенно заполняя весь слепок с показанной точки. Заполнение слепка производится
- 8. Заливка гипсом на вибростоле выгодно отличается от встряхивания вручную: вибрация помогает гипсу точно заполнять слепок. ВБ
- 9. Зубной ряд, извлеченный из слепка, подрезается на СУХОМ ТРИММЕРЕ: модель не размокает, не деформируется, сохраняется первоначальная
- 10. Зубной ряд выравнивается в горизонтальной плоскости. Высота зубного ряда должна быть примерно равна длине используемых штифтов.
- 11. Затем обрабатываются борта зубного ряда под небольшим углом для последующего более легкого извлечения из цоколя Изготовление
- 12. После подрезки необходимо проверить БАЛАНС модели зубного ряда: основание зубного ряда должно полностью прилегать к ровной
- 13. Далее внутренняя поверхность зубного ряда выравнивается на фрезере для кромления моделей Изготовление разборных моделей Кромление зубного
- 14. Затем острые края основания зубного ряда сглаживаются для лучшего прилегания к цоколю модели Изготовление разборных моделей
- 15. Оборудование «АВЕРОН» Экологический бокс Б 4.0 Все работы с образованием гипсовой пыли должны производиться при включенной
- 16. Пыль, отходы обработки удаляются из рабочей зоны вытяжным устройством ПВУ АВЕРОН. С этой целью ПВУ используется
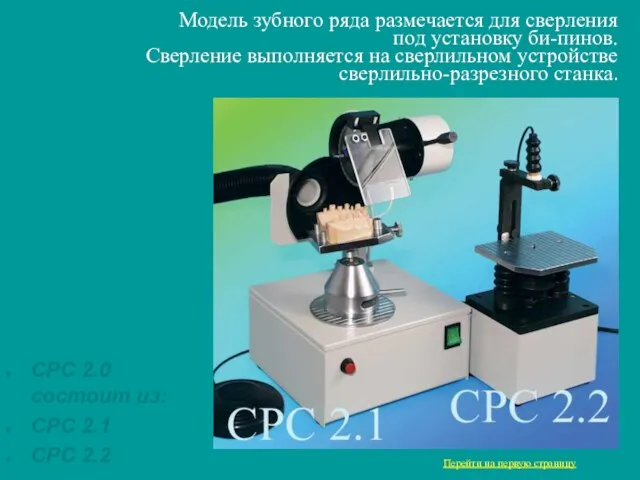
- 17. Модель зубного ряда размечается для сверления под установку би-пинов. Сверление выполняется на сверлильном устройстве сверлильно-разрезного станка.
- 18. Место сверления отображается световой меткой на окклюзионной поверхности модели зубного ряда Изготовление разборных моделей Сверление под
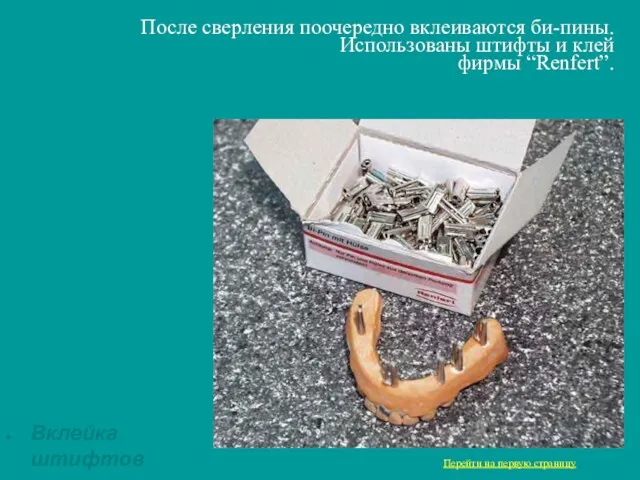
- 19. После сверления поочередно вклеиваются би-пины. Использованы штифты и клей фирмы “Renfert”. Изготовление разборных моделей Вклейка штифтов
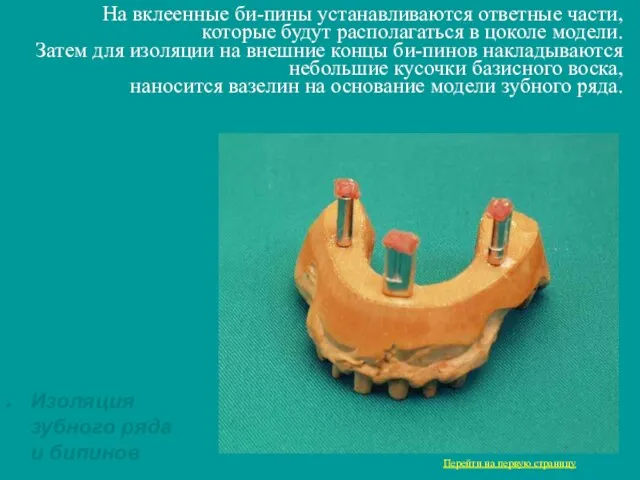
- 20. На вклеенные би-пины устанавливаются ответные части, которые будут располагаться в цоколе модели. Затем для изоляции на
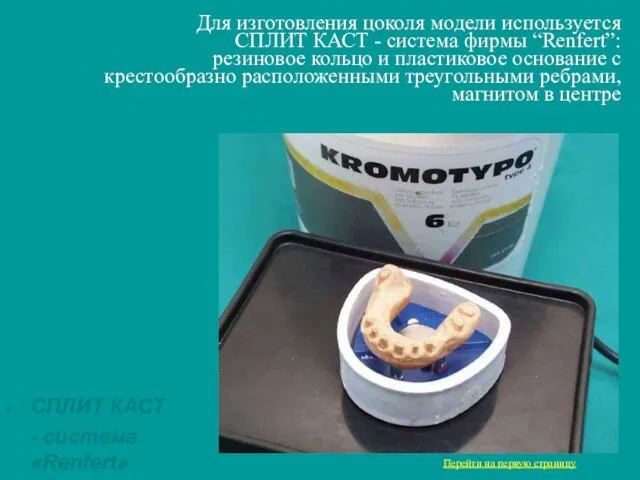
- 21. Для изготовления цоколя модели используется СПЛИТ КАСТ - система фирмы “Renfert”: резиновое кольцо и пластиковое основание
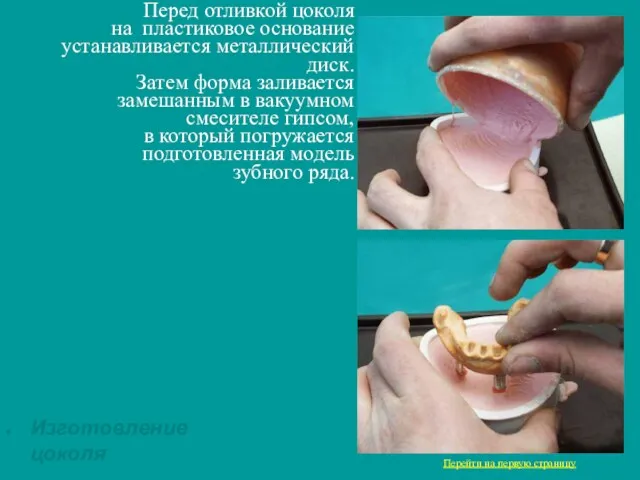
- 22. Перед отливкой цоколя на пластиковое основание устанавливается металлический диск. Затем форма заливается замешанным в вакуумном смесителе
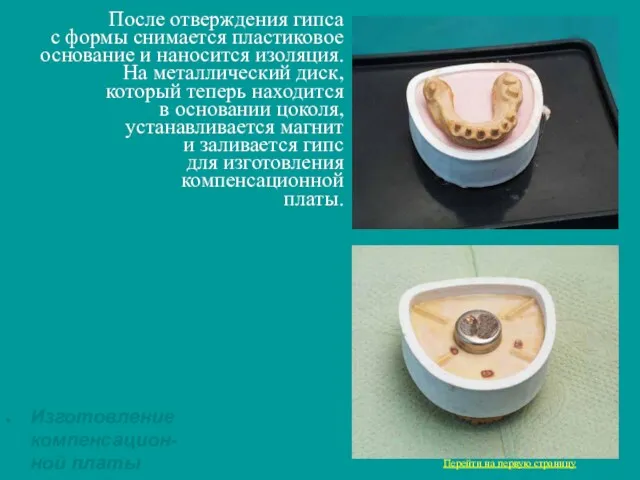
- 23. После отверждения гипса с формы снимается пластиковое основание и наносится изоляция. На металлический диск, который теперь
- 24. Для изготовления компенсационной платы использован гипс “Kromotypo” 4-го класса Изготовление разборных моделей Изготовление компенсацион-ной платы
- 25. Компенсационная плата предназначена для контроля усадки монтажного гипса при монтаже моделей в артикулятор. Компенсационная плата притачивается
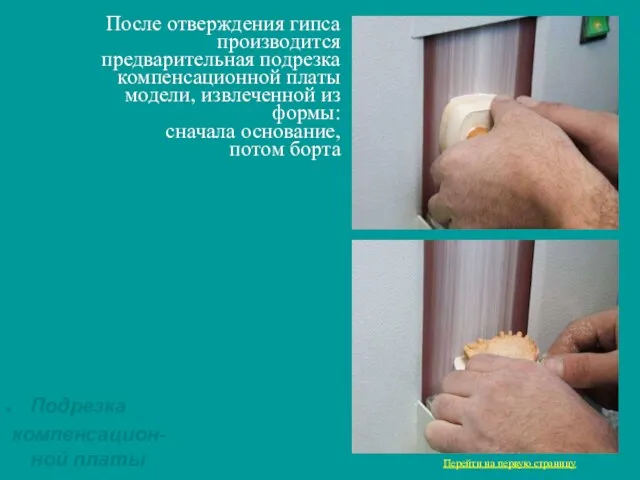
- 26. После отверждения гипса производится предварительная подрезка компенсационной платы модели, извлеченной из формы: сначала основание, потом борта
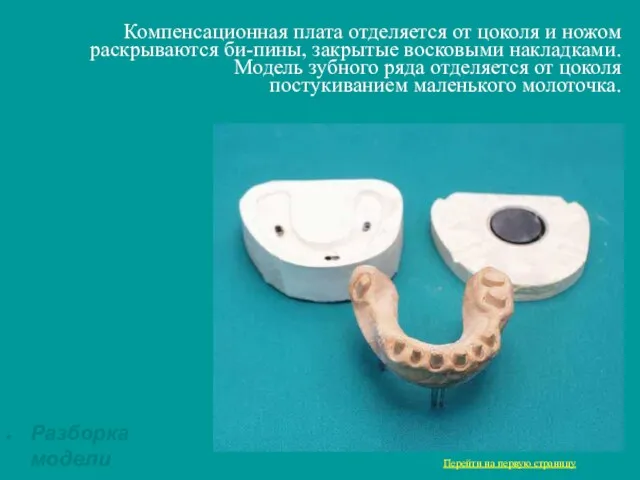
- 27. Компенсационная плата отделяется от цоколя и ножом раскрываются би-пины, закрытые восковыми накладками. Модель зубного ряда отделяется
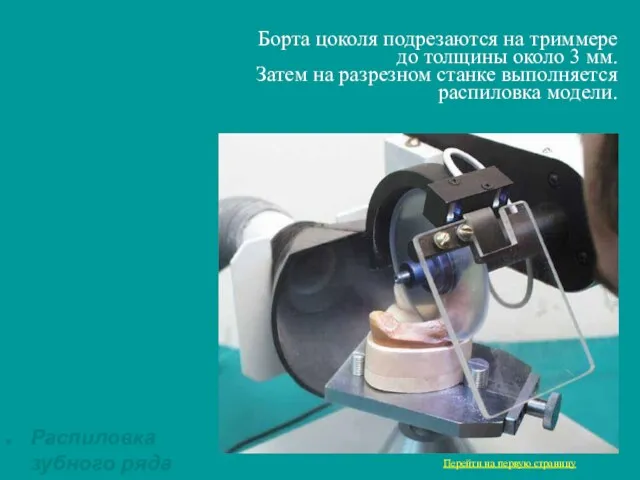
- 28. Борта цоколя подрезаются на триммере до толщины около 3 мм. Затем на разрезном станке выполняется распиловка
- 29. Монтаж разборной модели в артикулятор серии Protar фирмы “KAVO” производен с использованием гипса 2-го класса “Laboratory
- 31. Скачать презентацию
Перед началом изготовления рабочей модели следует оценить КАЧЕСТВО полученного слепка:
поверхность
Перед началом изготовления рабочей модели следует оценить КАЧЕСТВО полученного слепка: поверхность
ОКАНТОВКА выполняется для создания дополнительного борта
по грани слепка без захода на
ОКАНТОВКА выполняется для создания дополнительного борта по грани слепка без захода на
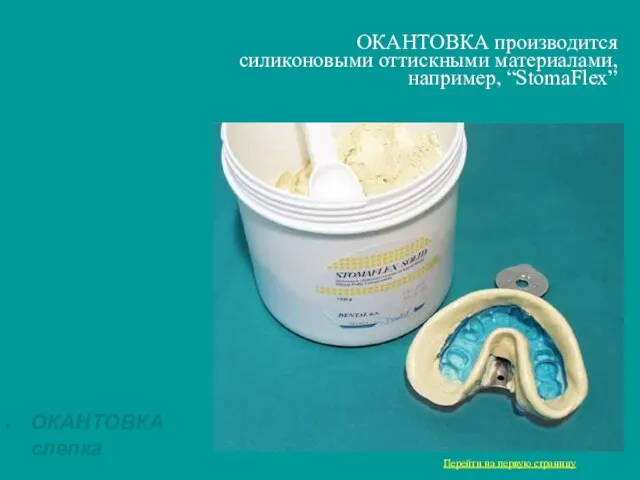
ОКАНТОВКА производится
силиконовыми оттискными материалами, например, “StomaFlex”
Изготовление разборных моделей
ОКАНТОВКА слепка
ОКАНТОВКА производится
силиконовыми оттискными материалами, например, “StomaFlex”
Изготовление разборных моделей
ОКАНТОВКА слепка

Для приготовления КАЧЕСТВЕННОЙ гипсовой смеси необходим ВАКУУМНЫЙ СМЕСИТЕЛЬ:
при РУЧНОМ замешивании образуется
Для приготовления КАЧЕСТВЕННОЙ гипсовой смеси необходим ВАКУУМНЫЙ СМЕСИТЕЛЬ: при РУЧНОМ замешивании образуется
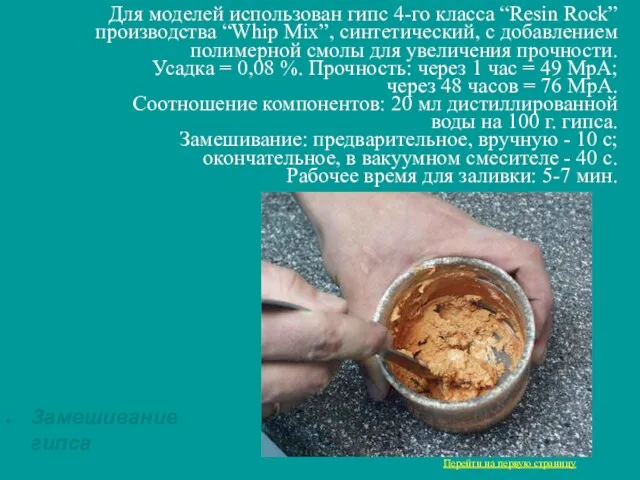
Для моделей использован гипс 4-го класса “Resin Rock” производства “Whip Mix”,
Для моделей использован гипс 4-го класса “Resin Rock” производства “Whip Mix”,
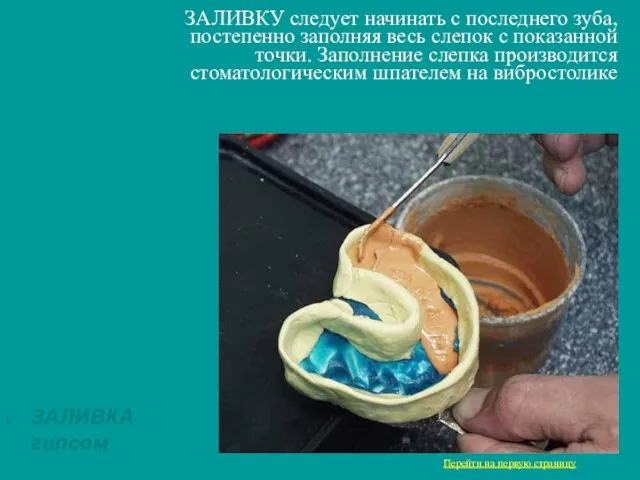
ЗАЛИВКУ следует начинать с последнего зуба, постепенно заполняя весь слепок с
ЗАЛИВКУ следует начинать с последнего зуба, постепенно заполняя весь слепок с
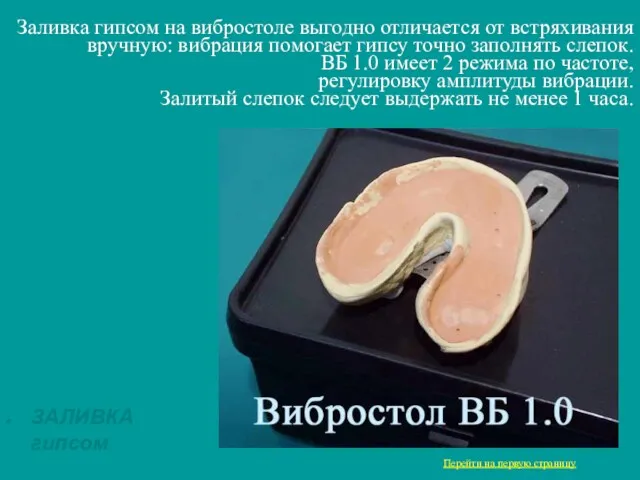
Заливка гипсом на вибростоле выгодно отличается от встряхивания вручную: вибрация помогает
Заливка гипсом на вибростоле выгодно отличается от встряхивания вручную: вибрация помогает

Зубной ряд, извлеченный из слепка, подрезается на СУХОМ ТРИММЕРЕ: модель не
Зубной ряд, извлеченный из слепка, подрезается на СУХОМ ТРИММЕРЕ: модель не
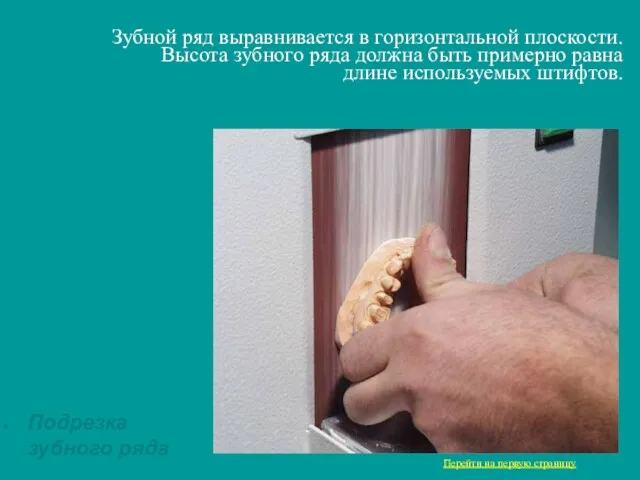
Зубной ряд выравнивается в горизонтальной плоскости. Высота зубного ряда должна быть
Зубной ряд выравнивается в горизонтальной плоскости. Высота зубного ряда должна быть

Затем обрабатываются борта зубного ряда
под небольшим углом для последующего
более легкого извлечения
Затем обрабатываются борта зубного ряда под небольшим углом для последующего более легкого извлечения
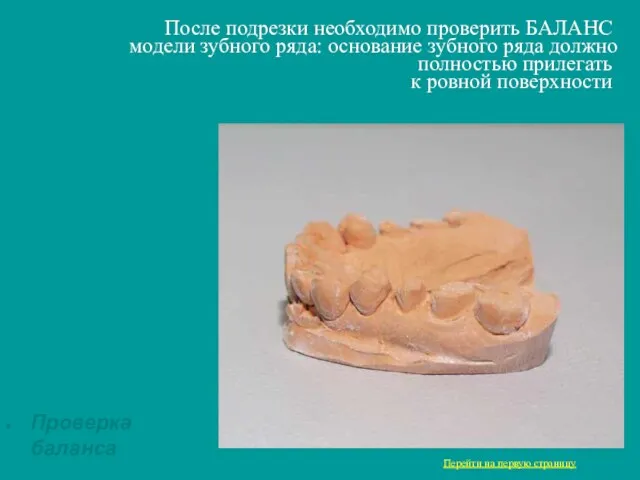
После подрезки необходимо проверить БАЛАНС модели зубного ряда: основание зубного ряда
После подрезки необходимо проверить БАЛАНС модели зубного ряда: основание зубного ряда

Далее внутренняя поверхность зубного ряда
выравнивается на фрезере для кромления моделей
Изготовление разборных
Далее внутренняя поверхность зубного ряда
выравнивается на фрезере для кромления моделей
Изготовление разборных
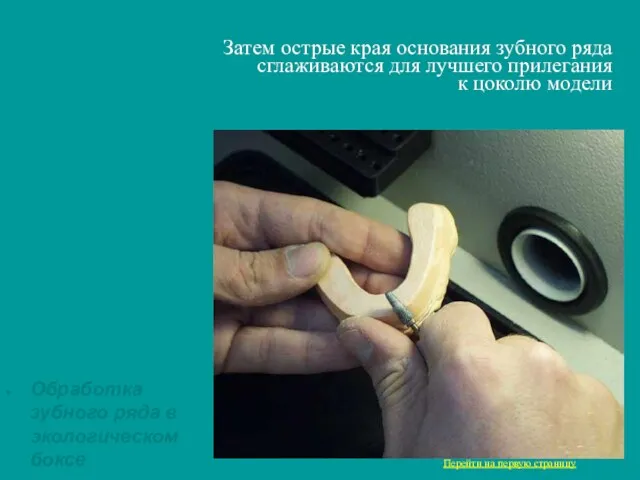
Затем острые края основания зубного ряда сглаживаются для лучшего прилегания
к цоколю
Затем острые края основания зубного ряда сглаживаются для лучшего прилегания к цоколю
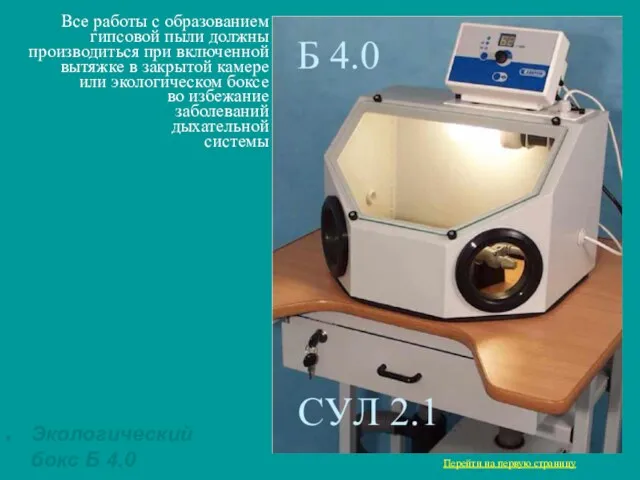
Оборудование «АВЕРОН»
Экологический бокс Б 4.0
Все работы с образованием гипсовой пыли должны
Оборудование «АВЕРОН»
Экологический бокс Б 4.0
Все работы с образованием гипсовой пыли должны

Пыль, отходы обработки удаляются из рабочей зоны
вытяжным устройством ПВУ АВЕРОН.
С этой
Пыль, отходы обработки удаляются из рабочей зоны вытяжным устройством ПВУ АВЕРОН. С этой
Модель зубного ряда размечается для сверления
под установку би-пинов.
Сверление выполняется на сверлильном
Модель зубного ряда размечается для сверления под установку би-пинов. Сверление выполняется на сверлильном
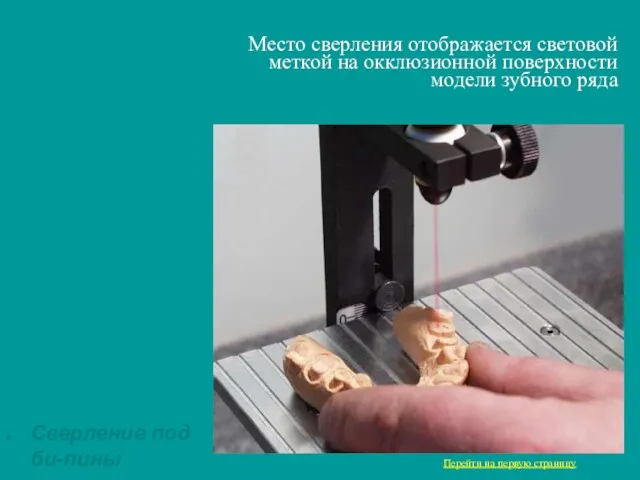
Место сверления отображается световой меткой на окклюзионной поверхности модели зубного ряда
Изготовление
Место сверления отображается световой меткой на окклюзионной поверхности модели зубного ряда
Изготовление
После сверления поочередно вклеиваются би-пины.
Использованы штифты и клей
фирмы “Renfert”.
Изготовление разборных моделей
Вклейка
После сверления поочередно вклеиваются би-пины.
Использованы штифты и клей
фирмы “Renfert”.
Изготовление разборных моделей
Вклейка
На вклеенные би-пины устанавливаются ответные части, которые будут располагаться в цоколе
На вклеенные би-пины устанавливаются ответные части, которые будут располагаться в цоколе
Для изготовления цоколя модели используется
СПЛИТ КАСТ - система фирмы “Renfert”:
резиновое
Для изготовления цоколя модели используется СПЛИТ КАСТ - система фирмы “Renfert”: резиновое
Перед отливкой цоколя
на пластиковое основание устанавливается металлический диск.
Затем форма заливается замешанным
Перед отливкой цоколя на пластиковое основание устанавливается металлический диск. Затем форма заливается замешанным
После отверждения гипса
с формы снимается пластиковое основание и наносится изоляция.
На металлический
После отверждения гипса с формы снимается пластиковое основание и наносится изоляция. На металлический

Для изготовления компенсационной платы
использован гипс “Kromotypo” 4-го класса
Изготовление разборных моделей
Изготовление компенсацион-ной
Для изготовления компенсационной платы
использован гипс “Kromotypo” 4-го класса
Изготовление разборных моделей
Изготовление компенсацион-ной

Компенсационная плата предназначена для контроля усадки монтажного гипса при монтаже моделей
Компенсационная плата предназначена для контроля усадки монтажного гипса при монтаже моделей
После отверждения гипса производится предварительная подрезка компенсационной платы модели, извлеченной из
После отверждения гипса производится предварительная подрезка компенсационной платы модели, извлеченной из
Компенсационная плата отделяется от цоколя и ножом раскрываются би-пины, закрытые восковыми
Компенсационная плата отделяется от цоколя и ножом раскрываются би-пины, закрытые восковыми
Борта цоколя подрезаются на триммере
до толщины около 3 мм.
Затем на разрезном
Борта цоколя подрезаются на триммере до толщины около 3 мм. Затем на разрезном
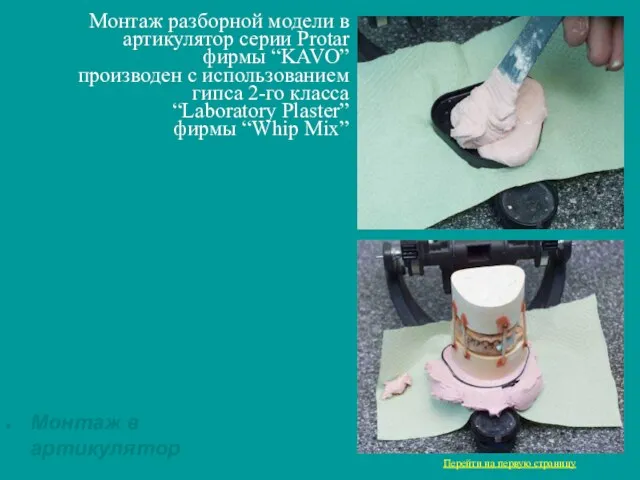
Монтаж разборной модели в артикулятор серии Protar фирмы “KAVO”
производен с использованием
Монтаж разборной модели в артикулятор серии Protar фирмы “KAVO” производен с использованием
 Уход за полостью рта
Уход за полостью рта Значение физических упражнений для формирования системы опоры и движения
Значение физических упражнений для формирования системы опоры и движения Παιδικος καρκινος
Παιδικος καρκινος Дифференцированная терапия аритмий
Дифференцированная терапия аритмий Рациональное питание и здоровье
Рациональное питание и здоровье Пробиотиктер және пребиотиктер
Пробиотиктер және пребиотиктер Повреждения и заболевания коленного сустава
Повреждения и заболевания коленного сустава Средства, влияющие на функции органов пищеварения. Лекция № 14
Средства, влияющие на функции органов пищеварения. Лекция № 14 Көру талдағыштарына қойылатын гигиеналық талаптар. (Тақырыбы 5)
Көру талдағыштарына қойылатын гигиеналық талаптар. (Тақырыбы 5) Технологии и устройства, способные изменить нашу жизнь
Технологии и устройства, способные изменить нашу жизнь Преимущество статинов компании KRKA в России
Преимущество статинов компании KRKA в России Эндохирургические методы лечения пищевода Барретта
Эндохирургические методы лечения пищевода Барретта Клинический анализ мочи
Клинический анализ мочи ЛФК (лечебная физкультура) при травмах и заболеваниях центральной нервной системы
ЛФК (лечебная физкультура) при травмах и заболеваниях центральной нервной системы Санитарно-эпидемиологические требования к объекту бортового питания
Санитарно-эпидемиологические требования к объекту бортового питания Сестринская помощь пациентам с хронической почечной недостаточность
Сестринская помощь пациентам с хронической почечной недостаточность ЛФК в пожилом возрасте
ЛФК в пожилом возрасте Психотропные средства
Психотропные средства Tumors of genitourinary organs
Tumors of genitourinary organs Шизофрения ауруы. Шизофрения дегеніміз
Шизофрения ауруы. Шизофрения дегеніміз Дизайны исследований. Классификация клинических исследований
Дизайны исследований. Классификация клинических исследований Тавиах Эстер Акуа
Тавиах Эстер Акуа Слайд-лекция №1. Введение в фармакологию
Слайд-лекция №1. Введение в фармакологию Балалардағы гельминтоздар
Балалардағы гельминтоздар Прием рецептов. Организация рабочего места по приему рецептов. Фармацевтическая экспертиза рецепта
Прием рецептов. Организация рабочего места по приему рецептов. Фармацевтическая экспертиза рецепта Система крови. Понятие о внутренней среде организма. Функции крови. Состав крови. Константы крови
Система крови. Понятие о внутренней среде организма. Функции крови. Состав крови. Константы крови Травмы, травматизм
Травмы, травматизм Ротовая полость. Микропрепараты к итоговому занятию гистологии и цитологии
Ротовая полость. Микропрепараты к итоговому занятию гистологии и цитологии