- Современные методы изготовления бюгельных протезов на огнеупорной модели

Содержание
- 2. Введение В настоящее время бюгельное протезирование приобретает все большую популярность. Это связано с резким качественным скачком
- 3. Внедрение в практику литейного производства огнеупорных масс позволило производить отливки сложных конструкций протезов на керамических моделях
- 4. Огнеупорная модель обладает достаточной прочностью, точно воспроизводит исходную гипсовую модель и при качественном изготовлении гарантирует получение
- 5. Рабочий и вспомогательный оттиск. Силиконовая масса «Сиэласт» - отливка двух моделей. 1) изучение в параллелометре и
- 6. После этого подготавливают модель к дублированию, для чего участки опорных зубов, имеющих ниши и в которых
- 7. Для точного переноса на огнеупорную модель мест расположения плеч кламмеров по нижнему краю каждого плеча создают
- 8. Подготовленную таким образом модель опускают на несколько минут в холодную воду для удаления воздуха из пор
- 9. Гелин НАЗНАЧЕНИЕ Дублирующая масса для бюгельного протезирования. Применяется для отливки негативных форм при одноэтапном изготовлении цельнолитых
- 10. Нарезанную мелкими кусочками, помещают в эмалированный или фарфоровый сосуд с крышкой и ставят в водяную баню
- 12. Для получения огнеупорных моделей используют различны формовочные массы, основным требованием к которым является оптимальное расширение модели
- 13. Представители: Силамин, Кристосил, Бюгелит Огнеупорная масса для литья цельнолитых протезов (П. С. Флис и соавт.) Содержит
- 14. Применяют также зарубежные огнеупорные материалы для моделей: "Креско церевест-2" для сплава "Реманиум-380", "Вироплюс Н" для сплава
- 15. Высвобождение огнеупорной модели из формы следует производить с большой осторожностью путем разрезания дублирующей массы. Модель сушат
- 16. Перед моделированием из воска конструкции каркаса бюгельного протеза необходимо перенести с гипсовой на огнеупорную модель чертеж
- 17. Комплект Формодент
- 18. Для обеспечения свободного поступления расплавленного металла в выплавляемые формы необходимо правильно изготовить литниково-питающую систему. Заполнив воском
- 19. Форма литников — прямоугольная или цилиндрическая, толщина — в 3—4 раза больше восковой заготовки. Это необходимо
- 20. Различают крестовидную, крыльчатую и одноканальную литниковые системы. Крестовидную систему применяют при отливке через отверстие (главный канал)
- 21. Отмоделированный на огнеупорной модели восковой каркас БП с литниково-питающей системой покрывают огнеупорной оболочкой и формуют в
- 22. После отделения литников с помощью вулканитовых дисков, закрепленных на шлиф-моторе, каркас подвергают механической обработке – шлифовке
- 24. Скачать презентацию
Введение
В настоящее время бюгельное протезирование приобретает все большую популярность. Это
Введение
В настоящее время бюгельное протезирование приобретает все большую популярность. Это
Внедрение в практику литейного производства огнеупорных масс позволило производить отливки
Внедрение в практику литейного производства огнеупорных масс позволило производить отливки
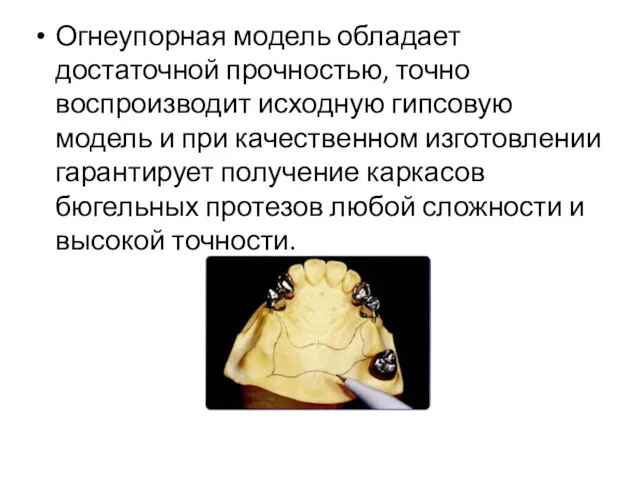
Огнеупорная модель обладает достаточной прочностью, точно воспроизводит исходную гипсовую модель и
Огнеупорная модель обладает достаточной прочностью, точно воспроизводит исходную гипсовую модель и
Рабочий и вспомогательный оттиск.
Силиконовая масса «Сиэласт» - отливка двух моделей.
1)
Рабочий и вспомогательный оттиск.
Силиконовая масса «Сиэласт» - отливка двух моделей.
1)
После этого подготавливают модель к дублированию, для чего участки опорных
После этого подготавливают модель к дублированию, для чего участки опорных
Для точного переноса на огнеупорную модель мест расположения плеч кламмеров
Для точного переноса на огнеупорную модель мест расположения плеч кламмеров
Подготовленную таким образом модель опускают на несколько минут в холодную воду
Подготовленную таким образом модель опускают на несколько минут в холодную воду
Гелин
НАЗНАЧЕНИЕ
Дублирующая масса для бюгельного протезирования. Применяется для отливки негативных форм при
Гелин
НАЗНАЧЕНИЕ
Дублирующая масса для бюгельного протезирования. Применяется для отливки негативных форм при
Нарезанную мелкими кусочками, помещают в эмалированный или фарфоровый сосуд с
Нарезанную мелкими кусочками, помещают в эмалированный или фарфоровый сосуд с

Для получения огнеупорных моделей используют различны формовочные массы, основным требованием к
Для получения огнеупорных моделей используют различны формовочные массы, основным требованием к
Представители:
Силамин, Кристосил, Бюгелит
Огнеупорная масса для литья цельнолитых протезов (П. С. Флис и соавт.) Содержит
Представители:
Силамин, Кристосил, Бюгелит
Огнеупорная масса для литья цельнолитых протезов (П. С. Флис и соавт.) Содержит
Применяют также зарубежные огнеупорные материалы для моделей: "Креско церевест-2" для сплава "Реманиум-380",
Применяют также зарубежные огнеупорные материалы для моделей: "Креско церевест-2" для сплава "Реманиум-380",
Высвобождение огнеупорной модели из формы следует производить с большой осторожностью
Высвобождение огнеупорной модели из формы следует производить с большой осторожностью
Перед моделированием из воска конструкции каркаса бюгельного протеза необходимо перенести с
Перед моделированием из воска конструкции каркаса бюгельного протеза необходимо перенести с

Комплект Формодент
Комплект Формодент
Для обеспечения свободного поступления расплавленного металла в выплавляемые формы необходимо правильно
Для обеспечения свободного поступления расплавленного металла в выплавляемые формы необходимо правильно
Форма литников — прямоугольная или цилиндрическая, толщина — в 3—4
Форма литников — прямоугольная или цилиндрическая, толщина — в 3—4
Различают крестовидную, крыльчатую и одноканальную литниковые системы.
Крестовидную систему применяют при отливке
Различают крестовидную, крыльчатую и одноканальную литниковые системы.
Крестовидную систему применяют при отливке
Отмоделированный на огнеупорной модели восковой каркас БП с литниково-питающей системой покрывают
Отмоделированный на огнеупорной модели восковой каркас БП с литниково-питающей системой покрывают
После отделения литников с помощью вулканитовых дисков, закрепленных на шлиф-моторе, каркас
После отделения литников с помощью вулканитовых дисков, закрепленных на шлиф-моторе, каркас
 Врожденный и приобретенный иммунитет. Клеточные и гуморальные механизмы
Врожденный и приобретенный иммунитет. Клеточные и гуморальные механизмы Спортивна медицина
Спортивна медицина Трихинеллёз. Возбудитель Трихинеллёза
Трихинеллёз. Возбудитель Трихинеллёза Инфекция. Классификация инфекций и инвазий человека
Инфекция. Классификация инфекций и инвазий человека Болезни почек
Болезни почек Эндокриндік жүйенің бұзылыстары
Эндокриндік жүйенің бұзылыстары Геморрагический инсульт (спонтанное субарахноидальное кровоизлияние – САК) у детей
Геморрагический инсульт (спонтанное субарахноидальное кровоизлияние – САК) у детей Диагностика рака щитовидной железы
Диагностика рака щитовидной железы Инструментальные и функциональные методы исследования сердца
Инструментальные и функциональные методы исследования сердца Стоматологическая служба в системе охраны материнства и детства
Стоматологическая служба в системе охраны материнства и детства Мочеполовая система
Мочеполовая система General course of syphilis. Primary syphilis secondary syphslis
General course of syphilis. Primary syphilis secondary syphslis Острый одонтогенный, гематогенный, хронический остеомиелит
Острый одонтогенный, гематогенный, хронический остеомиелит Противовоспалительные лекарственные средства (ПВЛС)
Противовоспалительные лекарственные средства (ПВЛС) Оборотные средства аптечной организации. (Тема 21)
Оборотные средства аптечной организации. (Тема 21) Первая помощь при растяжении связок, вывихах суставов, переломах костей
Первая помощь при растяжении связок, вывихах суставов, переломах костей Общая семиотика экстрапирамидных нарушений
Общая семиотика экстрапирамидных нарушений Остеопороз и его связь со стоматологическими заболеваниями
Остеопороз и его связь со стоматологическими заболеваниями Өлім жақындағанда адамның бойында не болады
Өлім жақындағанда адамның бойында не болады Гомеостаз зуба после прорезывания. Резистентность эмали зуба к кариозному поражению. Влияние на процессы формирования
Гомеостаз зуба после прорезывания. Резистентность эмали зуба к кариозному поражению. Влияние на процессы формирования Сердечная недостаточность у детей
Сердечная недостаточность у детей Нравственная и правовая ответственность врача перед пациентом
Нравственная и правовая ответственность врача перед пациентом Сальмонеллез. Основные факторы патогенности
Сальмонеллез. Основные факторы патогенности Бронхит. Классификация по течению болезни
Бронхит. Классификация по течению болезни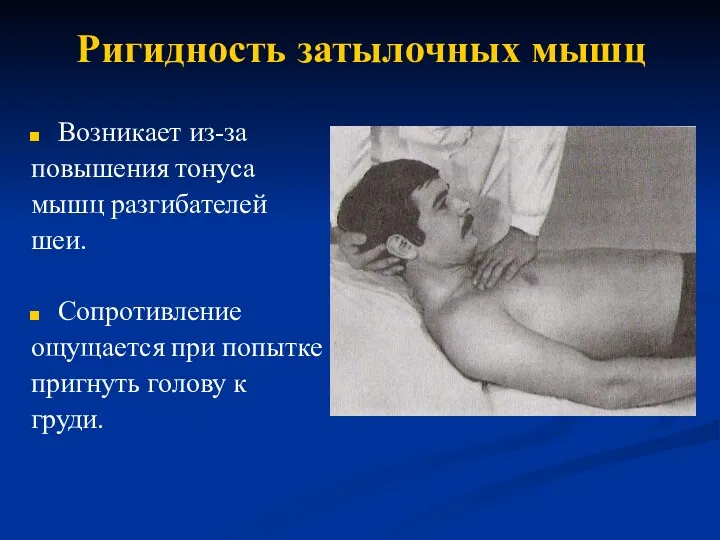 Ригидность затылочных мышц
Ригидность затылочных мышц Ғылыми жұмыстағы әдістер мен материалдар
Ғылыми жұмыстағы әдістер мен материалдар Склера. Заболевания склеры
Склера. Заболевания склеры Артериальная гипертензия у беременных в терапии и гинекологии: два взгляда – одно решение
Артериальная гипертензия у беременных в терапии и гинекологии: два взгляда – одно решение