- Техника литья каркаса бюгельного протеза на огнеупорной модели

Содержание
- 2. Бюгельный протез с замковой системой крепления Бюгельный протез С кламмерной системой фиксации
- 3. Дублирование модели Кювета для дублирования модели Силиконовая галоша
- 4. Для дублирования применяют специальную кювету, состоящую из двух частей - основания из твердой резины и крышки
- 5. Для дублирования моделей применяют гидроколлоидные (дуплексные) массы, гель и силикон. Бюгельные протезы с кламмерной фиксацией, как
- 6. Изготовление восковой конструкции протеза
- 7. При моделировании каркасов бюгельного протеза необходимо придерживаться основного правила: детали несущей конструкции должны быть одинаковой толщины
- 8. Моделирование каркаса бюгельного протеза начинается с переноса рисунка конструкции каркаса на огнеупорную модель. Для надежной фиксации
- 9. Преимуществом отливки каркаса на огнеупорной модели является способность такой модели во время термической обработки расширяться на
- 10. Перед моделированием каркаса бюгельного протеза полученную огнеупорную модель тщательно оценивают. Необходимо обратить внимание на правильность воспроизведения
- 11. Установка литникобразующих штифтов и создание литниковой системы
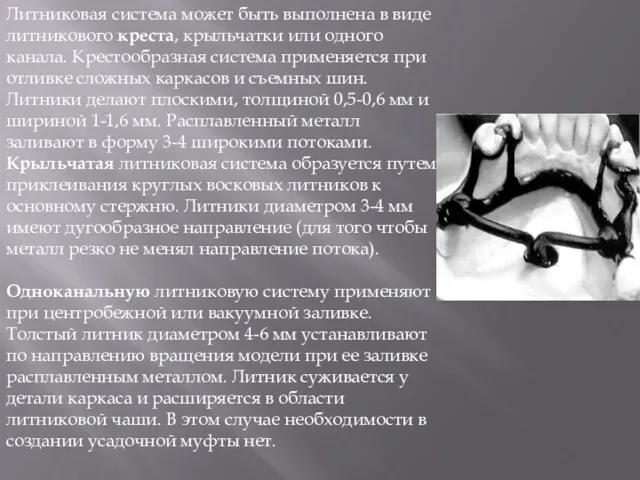
- 12. Литники представляют собой каналы, по которым расплавленный металл поступает в форму. Их моделируют в виде цилиндров
- 13. Литниковая система может быть выполнена в виде литникового креста, крыльчатки или одного канала. Крестообразная система применяется
- 14. При методе литья по выплавляемым моделям из моделировочного воска в формах из огнеупорного материала. На гипсовой
- 15. Нанесенный слой жидкого огнеупора немедленно присыпают сухим кварцевым песком и высушивают. Кварцевый песок предупреждает отекание жидкой
- 16. Формовка модели огнеупорной массой в муфеле
- 17. Восковую модель протеза, укрепленную на подопочном конусе, покрывают слоем огнеупорной массы или, фигурально говоря, создают «огнеупорную
- 18. После высушивания первого огнеупорного слоя, покрывающего непосредственно восковую репродукцию протеза, укрепленную на конусе, на последний устанавливается
- 19. Выплавление воска После того как формовочная масса затвердеет, опоку освобождают от подопочного конуса легким вращательным движением.
- 20. Сушка и обжиг формы Опоку высушивают на воздухе в течение 10-15 мин, а затем выплавляют воск,
- 21. Плавка сплава
- 22. Нагрев формы производят медленно от 20 до 200°С в течение 30 мин., от 200 до 300°С
- 23. Литье сплава Литье может производиться как в специальных литьевых аппаратах, так и в аппаратах, сочетающих плавку
- 24. После завершения процесса литья опоку охлаждают на воздухе. При литье деталей из нержавеющей стали зачастую наблюдается
- 25. Обработка, шлифовка, полировка бюгельного протеза
- 26. Материалы для обработки протеза
- 27. В последнее время для изготовления различных ортопедических конструкций стоматологами широко используются такие технологические методы как фрезерование,
- 28. С их помощью с металлической заготовки снимается необходимый слой материала до получения детали с заданными размерами,
- 31. Скачать презентацию

Бюгельный протез
с замковой системой
крепления
Бюгельный протез
С кламмерной системой
фиксации
Бюгельный протез
с замковой системой
крепления
Бюгельный протез
С кламмерной системой
фиксации

Дублирование модели
Кювета для
дублирования модели
Силиконовая галоша
Дублирование модели
Кювета для
дублирования модели
Силиконовая галоша
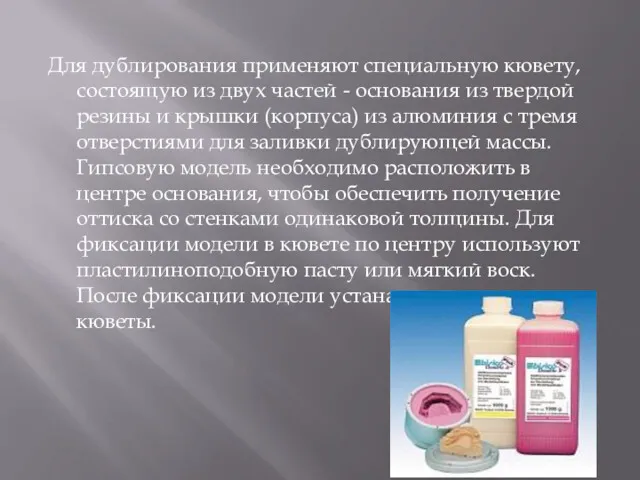
Для дублирования применяют специальную кювету, состоящую из двух частей - основания
Для дублирования применяют специальную кювету, состоящую из двух частей - основания
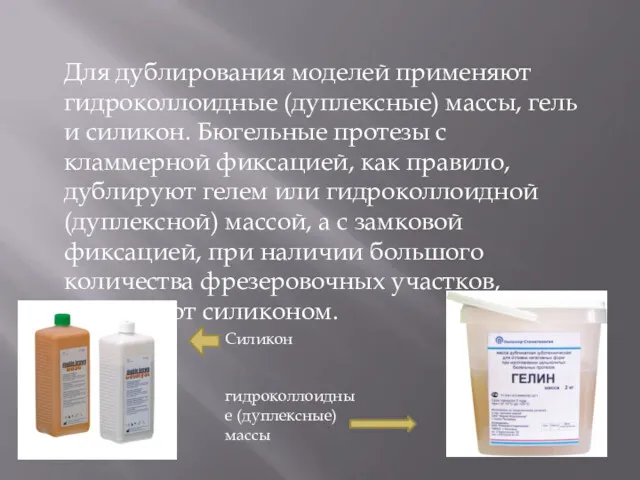
Для дублирования моделей применяют гидроколлоидные (дуплексные) массы, гель и силикон. Бюгельные
Для дублирования моделей применяют гидроколлоидные (дуплексные) массы, гель и силикон. Бюгельные
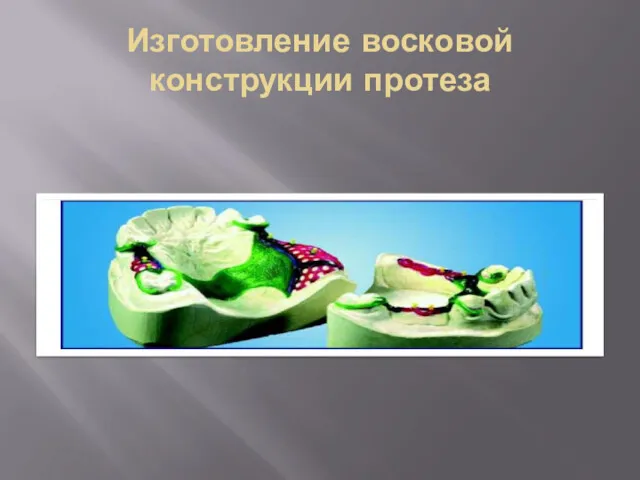
Изготовление восковой конструкции протеза
Изготовление восковой конструкции протеза
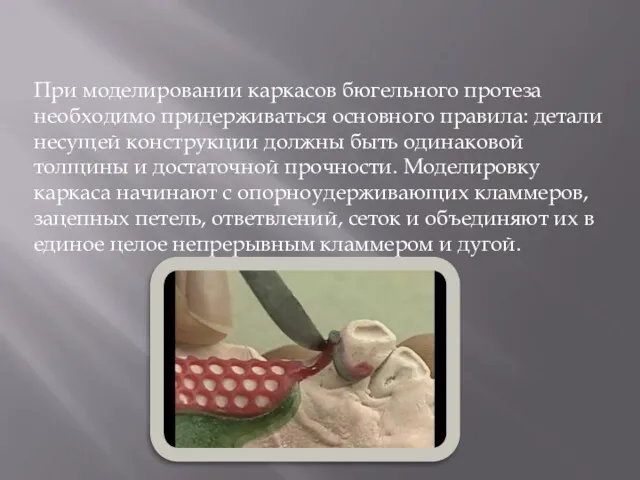
При моделировании каркасов бюгельного протеза необходимо придерживаться основного правила: детали несущей
При моделировании каркасов бюгельного протеза необходимо придерживаться основного правила: детали несущей
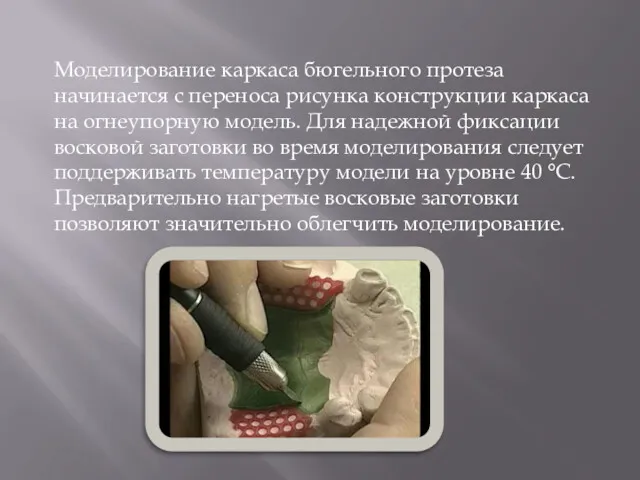
Моделирование каркаса бюгельного протеза начинается с переноса рисунка конструкции каркаса на
Моделирование каркаса бюгельного протеза начинается с переноса рисунка конструкции каркаса на
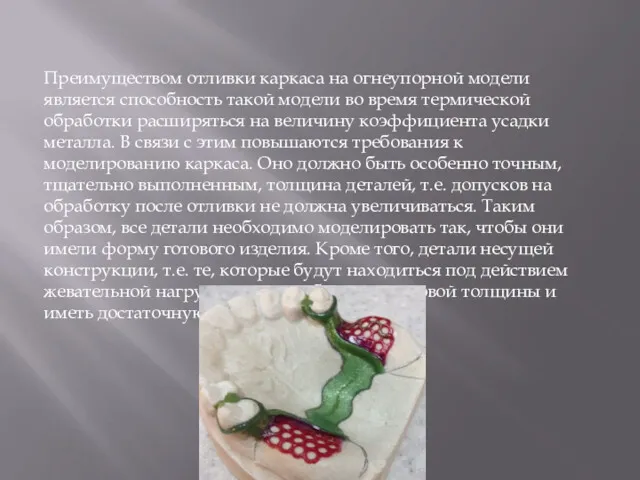
Преимуществом отливки каркаса на огнеупорной модели является способность такой модели во
Преимуществом отливки каркаса на огнеупорной модели является способность такой модели во
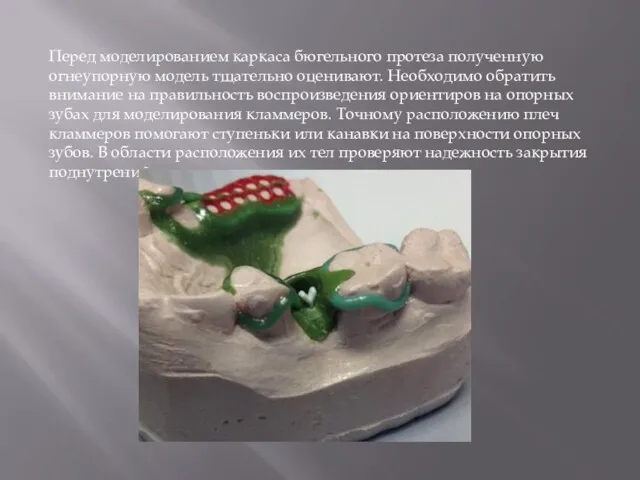
Перед моделированием каркаса бюгельного протеза полученную огнеупорную модель тщательно оценивают. Необходимо
Перед моделированием каркаса бюгельного протеза полученную огнеупорную модель тщательно оценивают. Необходимо

Установка литникобразующих штифтов и создание литниковой системы
Установка литникобразующих штифтов и создание литниковой системы
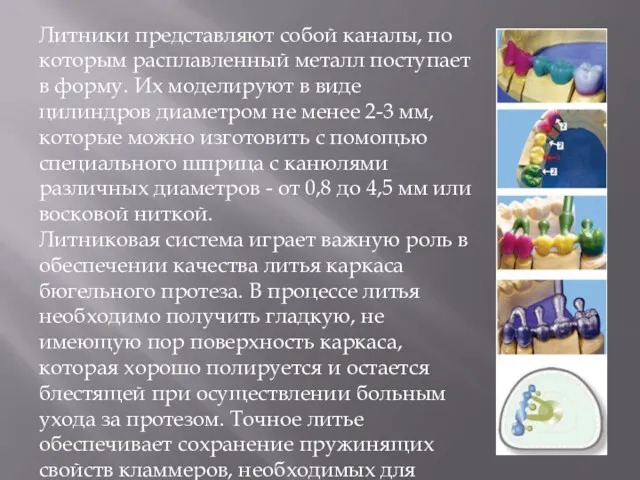
Литники представляют собой каналы, по которым расплавленный металл поступает в форму.
Литники представляют собой каналы, по которым расплавленный металл поступает в форму.
Литниковая система может быть выполнена в виде литникового креста, крыльчатки или одного
Литниковая система может быть выполнена в виде литникового креста, крыльчатки или одного
При методе литья по выплавляемым моделям из моделировочного воска в формах
При методе литья по выплавляемым моделям из моделировочного воска в формах
Нанесенный слой жидкого огнеупора немедленно присыпают сухим кварцевым песком и
Нанесенный слой жидкого огнеупора немедленно присыпают сухим кварцевым песком и

Формовка модели огнеупорной массой в муфеле
Формовка модели огнеупорной массой в муфеле
Восковую модель протеза, укрепленную на подопочном конусе, покрывают слоем огнеупорной массы
Восковую модель протеза, укрепленную на подопочном конусе, покрывают слоем огнеупорной массы
После высушивания первого огнеупорного слоя, покрывающего непосредственно восковую репродукцию протеза, укрепленную
После высушивания первого огнеупорного слоя, покрывающего непосредственно восковую репродукцию протеза, укрепленную
Выплавление воска
После того как формовочная масса затвердеет, опоку освобождают от подопочного
Выплавление воска
После того как формовочная масса затвердеет, опоку освобождают от подопочного
Сушка и обжиг формы
Опоку высушивают на воздухе в течение 10-15 мин,
Сушка и обжиг формы
Опоку высушивают на воздухе в течение 10-15 мин,

Плавка сплава
Плавка сплава
Нагрев формы производят медленно от 20 до 200°С в течение 30
Нагрев формы производят медленно от 20 до 200°С в течение 30
Литье сплава
Литье может производиться как в специальных литьевых аппаратах, так и
Литье сплава
Литье может производиться как в специальных литьевых аппаратах, так и
После завершения процесса литья опоку охлаждают на воздухе. При литье деталей
После завершения процесса литья опоку охлаждают на воздухе. При литье деталей

Обработка, шлифовка, полировка бюгельного протеза
Обработка, шлифовка, полировка бюгельного протеза

Материалы для обработки протеза
Материалы для обработки протеза
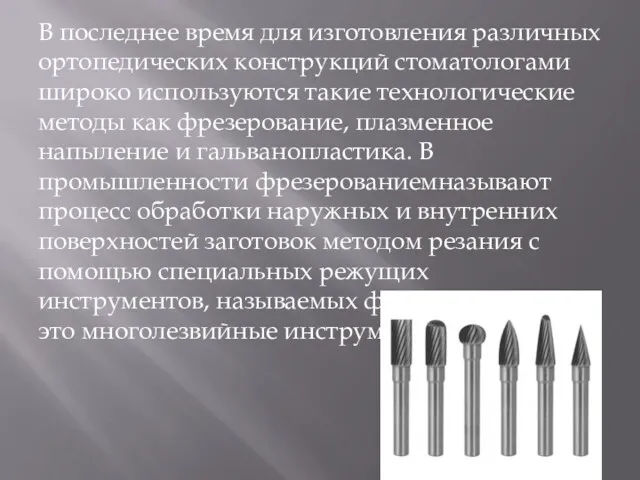
В последнее время для изготовления различных ортопедических конструкций стоматологами широко используются
В последнее время для изготовления различных ортопедических конструкций стоматологами широко используются
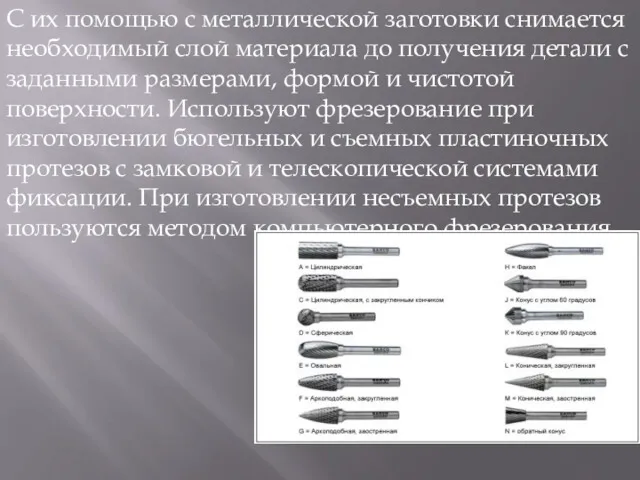
С их помощью с металлической заготовки снимается необходимый слой материала до
С их помощью с металлической заготовки снимается необходимый слой материала до

 Око як оптична система
Око як оптична система Острая церебральная недостаточность
Острая церебральная недостаточность Терапевтік мақсаттағы медициналық құралдар. (Дәріс 10)
Терапевтік мақсаттағы медициналық құралдар. (Дәріс 10) Менструальді циклдің нейроэндокринді реттелісі
Менструальді циклдің нейроэндокринді реттелісі Новорождённый и недоношенный ребенок. Особенности ухода за новорождённым
Новорождённый и недоношенный ребенок. Особенности ухода за новорождённым Менеджмент фармацевтикалық қызмет атқарады
Менеджмент фармацевтикалық қызмет атқарады Введение в медицинскую микологию. Кандидозы
Введение в медицинскую микологию. Кандидозы Преимущества грудного вскармливания
Преимущества грудного вскармливания Современные методы нейродиагностики. МРТ для животных
Современные методы нейродиагностики. МРТ для животных Диссеминированный туберкулез легких
Диссеминированный туберкулез легких Физиология эндокринной системы
Физиология эндокринной системы Синдром Клайнфельтера
Синдром Клайнфельтера Аллергия у собак
Аллергия у собак Зәр шығару жүйесі
Зәр шығару жүйесі Созылмалы гастрит және дуоденит
Созылмалы гастрит және дуоденит Лечение переломов челюстей. Виды шин. Методы и техника шинирования челюстей
Лечение переломов челюстей. Виды шин. Методы и техника шинирования челюстей Защита от Солнца
Защита от Солнца Периодонт қабынуының жедел және созылмалы түрлерінің патологиялық анатомиясы
Периодонт қабынуының жедел және созылмалы түрлерінің патологиялық анатомиясы Проблема качества жизни в контексте современной трансплантологии
Проблема качества жизни в контексте современной трансплантологии Эффективная коммуникация с пациентом
Эффективная коммуникация с пациентом Эндоскопические методы исследования в гастроэнтерологии
Эндоскопические методы исследования в гастроэнтерологии Острая кровопотеря и ее восполнение
Острая кровопотеря и ее восполнение Эпидемический паротит
Эпидемический паротит Жүректің ишемиялық ауруында қолданылатын диуретик тиазидиннің әсері
Жүректің ишемиялық ауруында қолданылатын диуретик тиазидиннің әсері Кластерная (пучковая) головная боль. Патогенез и лечение
Кластерная (пучковая) головная боль. Патогенез и лечение Клинические случаи. Ложный круп, неотложная помощь
Клинические случаи. Ложный круп, неотложная помощь Острый живот в гинекологии
Острый живот в гинекологии Карантинные (конвенционные) инфекции. Часть 2. Холера
Карантинные (конвенционные) инфекции. Часть 2. Холера