- Технология изготовления частичных съемных пластиночных протезов

Содержание
- 2. Клинико-лабораторные этапы изготовления ЧСПП Клин. – получение полных анатомических оттисков альгинатным материалом ( двух рабочих или
- 3. Окончательное моделирование базиса. - приклеивают базис к модели разогретым воском по границе. -искусственные зубы должны быть
- 4. Этапы замещения воска пластмассой. 1. Отделение модели от дуги окклюдатора или артикулятора. 2. Подготовка модели к
- 6. Способы гипсовки модели в кювету Существует 3 способа гипсовки моделей в кювету: прямой, обратный и комбинированный.
- 7. ОБРАТНЫЙ способ – применяется, когда искусственные зубы ставят на искусственной десне. При этом способе гипсовая модель
- 8. КОМБИНИРОВАННЫЙ способ- включает в себя элементы прямой и обратной гипсовки. Он применяется в том случае, когда
- 9. Выпаривание воска : после застывания гипса кювету помещают в кипящую воду на 7-10 минут. Достают из
- 10. Вымывают чистой кипящей водой из обоих половин кюветы остатки воска.
- 11. Нанесение на гипсовые поверхности изоляционного материала (Изокол, Изоплен и др.). С поверхности искусственных зубов и кламмеров
- 12. ЧСПП из бесцветной пластмассы Для изготовления базиса применяют пластмассы горячей полимеризации- «Этакрил», «Фторакс», «Акрел» и др.
- 13. Приготовление пластмассовой массы. Жидкость и порошок смешивают в соотношении 1:2-по массе, 1:3 по объему соответственно в
- 14. Стадии созревания пластмассового теста: - стадия мокрого песка; - стадия тянущихся нитей; - тестообразная стадия; -
- 15. Формовка пластмассы в кювету ( методы прессования) 1. Компрессионный метод прессования 2. Инжекционно-литьевой метод.
- 16. Формовку пластмассы в кювету при компрессионном методе проводят на 3-й стадии – тестообразной; в остывшую кювету.
- 17. Соединяют обе половинки кюветы, помещают их в зуботехнический пресс и медленно прессуют, не прилагая особых усилий,
- 18. Грат- слой излишка пластмассового теста, который выдавливается по линии разъема половинок кюветы. На толщину этого слоя
- 19. Кювету после выдержки под прессом немедленно завинчивают в металлическую раму (бюгель).
- 20. Нельзя оставлять заформованные кюветы без давления из-за возможности образования в массе пористости сжатия. Заформованная масса должна
- 21. М. М. Гернер с соавт. для контроля полноты реакции полимеризации рекомендуют использовать следующие температурно-временные условия для
- 22. Наиболее типичные ошибки полимеризации пластмассы: 1)Образование пористости. 2)Несоблюдение временного интервала - увеличение количества остаточного мономера в
- 23. Виды пористости: 1.Газовая Возникает в толще пластмассы в виде пузырей. Причина – испарение мономера внутри массы
- 24. 3.Гранулярная Имеет вид меловых полос, пятен; располагается чаще на краях изделия. Причина – недостаток мономера. Мономер
- 25. Аппарат для литьевого прессования пластмасс состоит из: разборной шприц-кюветы, половинки которой соединяются между собой четырьмя прижимными
- 26. Система SR-Ивокап фирмы «Ивоклар» (Лихтенштейн) - возможность горячей полимеризации пластмассы с компенсацией усадки в условиях постоянного
- 27. Выполненные таким способом протезы обладают: - высокой точностью прилегания к протезному ложу ( нет линейно-объемных деформаций),
- 28. Обработка протеза
- 30. Скачать презентацию
Клинико-лабораторные этапы изготовления ЧСПП
Клин. – получение полных анатомических оттисков
Клинико-лабораторные этапы изготовления ЧСПП
Клин. – получение полных анатомических оттисков

Окончательное моделирование базиса.
- приклеивают базис к модели разогретым воском по границе.
-искусственные
Окончательное моделирование базиса.
- приклеивают базис к модели разогретым воском по границе.
-искусственные
Этапы замещения воска пластмассой.
1. Отделение модели от дуги окклюдатора или
Этапы замещения воска пластмассой.
1. Отделение модели от дуги окклюдатора или

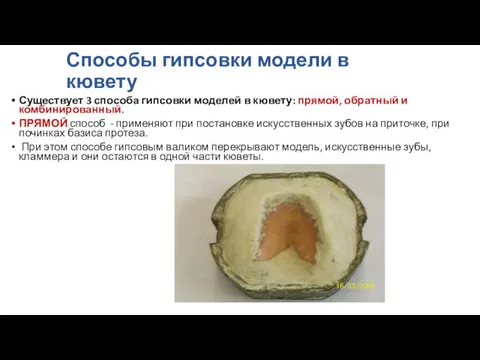
Способы гипсовки модели в кювету
Существует 3 способа гипсовки моделей в кювету:
Способы гипсовки модели в кювету
Существует 3 способа гипсовки моделей в кювету:
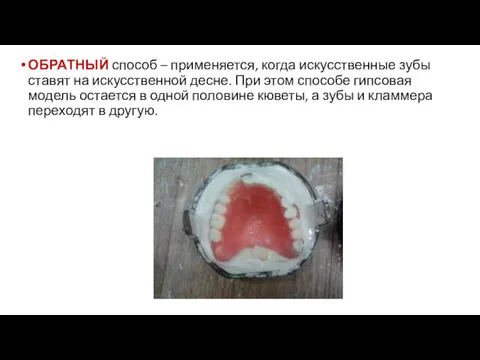
ОБРАТНЫЙ способ – применяется, когда искусственные зубы ставят на искусственной десне.
ОБРАТНЫЙ способ – применяется, когда искусственные зубы ставят на искусственной десне.
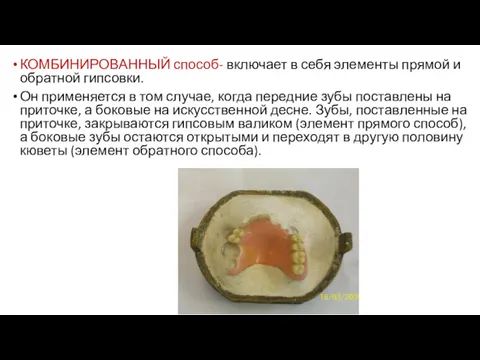
КОМБИНИРОВАННЫЙ способ- включает в себя элементы прямой и обратной гипсовки.
Он
КОМБИНИРОВАННЫЙ способ- включает в себя элементы прямой и обратной гипсовки.
Он
Выпаривание воска : после застывания гипса кювету помещают в кипящую воду
Выпаривание воска : после застывания гипса кювету помещают в кипящую воду
Вымывают чистой кипящей водой из обоих половин кюветы остатки воска.
Вымывают чистой кипящей водой из обоих половин кюветы остатки воска.

Нанесение на гипсовые поверхности изоляционного материала (Изокол, Изоплен и др.). С
Нанесение на гипсовые поверхности изоляционного материала (Изокол, Изоплен и др.). С

ЧСПП из бесцветной пластмассы
Для изготовления базиса применяют пластмассы горячей полимеризации- «Этакрил»,
ЧСПП из бесцветной пластмассы
Для изготовления базиса применяют пластмассы горячей полимеризации- «Этакрил»,
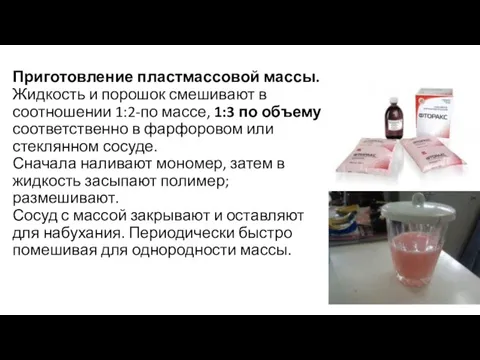
Приготовление пластмассовой массы.
Жидкость и порошок смешивают в соотношении 1:2-по массе, 1:3
Приготовление пластмассовой массы. Жидкость и порошок смешивают в соотношении 1:2-по массе, 1:3

Стадии созревания пластмассового теста:
- стадия мокрого песка;
- стадия тянущихся нитей;
- тестообразная
Стадии созревания пластмассового теста: - стадия мокрого песка; - стадия тянущихся нитей; - тестообразная
Формовка пластмассы в кювету ( методы прессования)
1. Компрессионный метод прессования
2. Инжекционно-литьевой
Формовка пластмассы в кювету ( методы прессования) 1. Компрессионный метод прессования 2. Инжекционно-литьевой
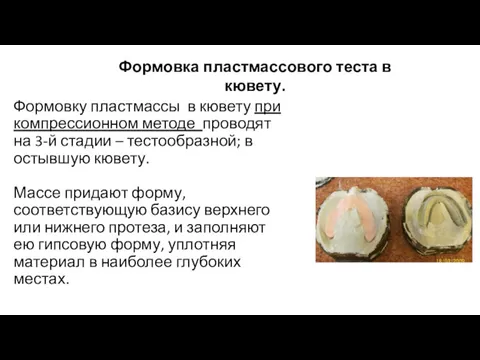
Формовку пластмассы в кювету при компрессионном методе проводят на 3-й стадии
Формовку пластмассы в кювету при компрессионном методе проводят на 3-й стадии

Соединяют обе половинки кюветы, помещают их в зуботехнический пресс и медленно
Соединяют обе половинки кюветы, помещают их в зуботехнический пресс и медленно
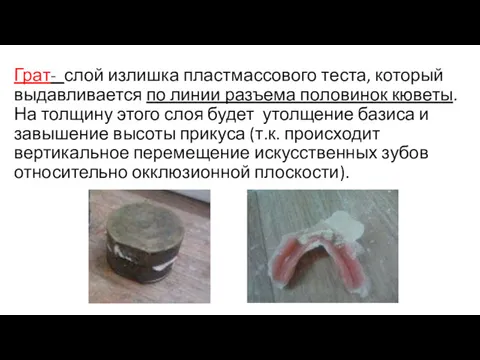
Грат- слой излишка пластмассового теста, который выдавливается по линии разъема половинок
Грат- слой излишка пластмассового теста, который выдавливается по линии разъема половинок

Кювету после выдержки под прессом немедленно завинчивают в металлическую раму (бюгель).
Кювету после выдержки под прессом немедленно завинчивают в металлическую раму (бюгель).
Нельзя оставлять заформованные кюветы без давления из-за возможности образования в массе
Нельзя оставлять заформованные кюветы без давления из-за возможности образования в массе
М. М. Гернер с соавт. для контроля полноты реакции полимеризации рекомендуют
М. М. Гернер с соавт. для контроля полноты реакции полимеризации рекомендуют
Наиболее типичные ошибки полимеризации пластмассы:
1)Образование пористости.
2)Несоблюдение временного интервала - увеличение количества
Наиболее типичные ошибки полимеризации пластмассы:
1)Образование пористости.
2)Несоблюдение временного интервала - увеличение количества
Виды пористости:
1.Газовая
Возникает в толще пластмассы в виде пузырей.
Причина – испарение
Виды пористости: 1.Газовая Возникает в толще пластмассы в виде пузырей. Причина – испарение
3.Гранулярная
Имеет вид меловых полос, пятен; располагается чаще на краях изделия.
Причина –
3.Гранулярная Имеет вид меловых полос, пятен; располагается чаще на краях изделия. Причина –
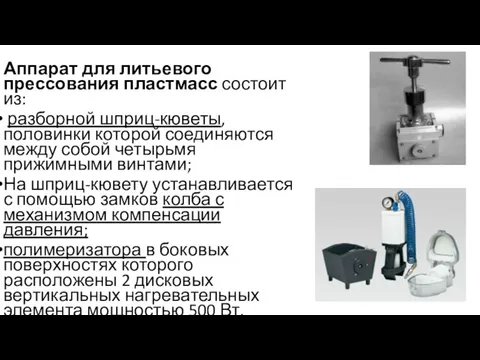
Аппарат для литьевого прессования пластмасс состоит из:
разборной шприц-кюветы, половинки которой
Аппарат для литьевого прессования пластмасс состоит из:
разборной шприц-кюветы, половинки которой
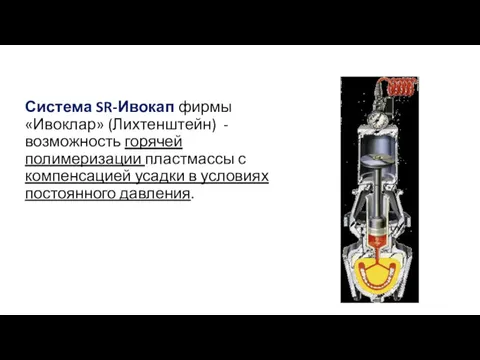
Система SR-Ивокап фирмы «Ивоклар» (Лихтенштейн) - возможность горячей полимеризации пластмассы с
Система SR-Ивокап фирмы «Ивоклар» (Лихтенштейн) - возможность горячей полимеризации пластмассы с
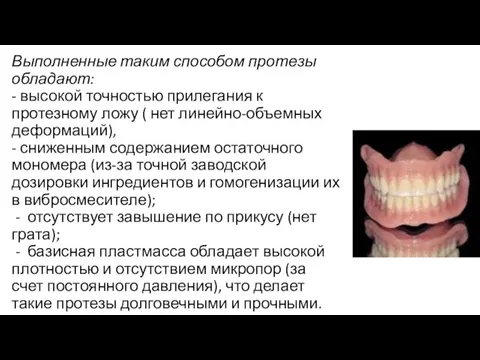
Выполненные таким способом протезы обладают:
- высокой точностью прилегания к протезному ложу
Выполненные таким способом протезы обладают: - высокой точностью прилегания к протезному ложу

Обработка протеза
Обработка протеза
 Фармацевтическая опека пациентов при боли в горле и гортани
Фармацевтическая опека пациентов при боли в горле и гортани Қызыл жалпақ теміреткі. Жүйелі қызыл жегі. Күлдіреуікше. Ауыз қуысындағы көріністері
Қызыл жалпақ теміреткі. Жүйелі қызыл жегі. Күлдіреуікше. Ауыз қуысындағы көріністері Реабилитация больных, перенесших инсульт
Реабилитация больных, перенесших инсульт Бронхоэктатикалық ауру, диагностикасы және емдеу әдістері
Бронхоэктатикалық ауру, диагностикасы және емдеу әдістері Кровотечение из дистальных отделов желудочно-кишечного тракта у детей. Занятие № 4
Кровотечение из дистальных отделов желудочно-кишечного тракта у детей. Занятие № 4 Неопухолевые заболевания ободочной кишки. Часть № 2
Неопухолевые заболевания ободочной кишки. Часть № 2 Наркотические анальгетики
Наркотические анальгетики Диалектика. Диалектиканың негізгі заңдары
Диалектика. Диалектиканың негізгі заңдары Метаболический синдром
Метаболический синдром Жүкті әйелдің тамақтануы
Жүкті әйелдің тамақтануы Программа дифференциальной диагностики при суставном синдроме. Критерии диагностики ревматических заболеваний
Программа дифференциальной диагностики при суставном синдроме. Критерии диагностики ревматических заболеваний Пульпит. Клиническая классификация пульпита:
Пульпит. Клиническая классификация пульпита: Фракционная терапия лица
Фракционная терапия лица Методы обеспечения проходимости дыхательных путей. Коникотомия. Интубация трахеи
Методы обеспечения проходимости дыхательных путей. Коникотомия. Интубация трахеи Диагностикалық лапароскопия әдістері
Диагностикалық лапароскопия әдістері Закаливающие процедуры для детей дошкольного возраста
Закаливающие процедуры для детей дошкольного возраста Хирургическая инфекция
Хирургическая инфекция Острая ревматическая лихорадка
Острая ревматическая лихорадка Антибиотики. Синтетические противомикробные средства
Антибиотики. Синтетические противомикробные средства Жұқпалы аурулар
Жұқпалы аурулар Железы внешней, внутренней и смешанной секреции
Железы внешней, внутренней и смешанной секреции Фармакология кардиотонических препаратов
Фармакология кардиотонических препаратов Особенности вакцинации отдельных контингентов людей. Вакцины будущего
Особенности вакцинации отдельных контингентов людей. Вакцины будущего Плевриты
Плевриты Физиология родов
Физиология родов Дифференциальная диагностика заболеваний ВНЧС. Методы обследования при заболеваниях височно-нижнечелюстного сустава
Дифференциальная диагностика заболеваний ВНЧС. Методы обследования при заболеваниях височно-нижнечелюстного сустава Анатомо-физиологические особенности нервной системы у детей. Нервно-психическое развитие
Анатомо-физиологические особенности нервной системы у детей. Нервно-психическое развитие Ротова порожнина. Травлення в ротовій порожнині
Ротова порожнина. Травлення в ротовій порожнині