- Технология изготовления таблеток, покрытых оболочкой. Лекция 12

Содержание
- 2. Покрытие таблеток оболочками обеспечивает: 1) защиту таблеток от внешней среды; 2) маскировку неприятного вкуса и запаха,
- 3. 6) локализацию терапевтического действия; 7) улучшение товарного вида таблеток и удобства их применения; 9) предотвращение нарушений
- 4. Вспомогательные вещества, применяющиеся при покрытии таблеток оболочками адгезивы (сахарный сироп, карбосиметилцеллюлоза, метилцеллюлоза); структурные вещества (сахар, магния
- 5. пластификаторы (растительные масла, метилцеллюлоза, поливинилпирролидон, карбосиметилцеллюлоза, твины); гидрофобизаторы (аэросил, полиакриловые смолы, зеин ); красители (тропеолин 00,
- 6. Применяется более 50 наименований пленкообразователей.
- 7. Классификация таблеточных покрытий 1. Прессованные (сухие) покрытия. 2. Пленочные покрытия. 3. Дражированные покрытия.
- 8. Прессованные покрытия Нанесения оболочек прессованием («сухие» покрытия) осуществляют с помощью таблеточных машин типа «Драйкота» английской фирмы
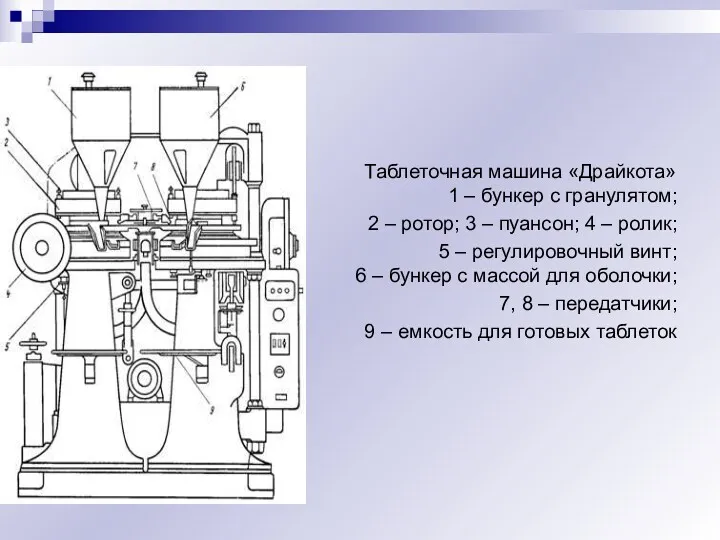
- 9. Таблеточная машина «Драйкота» 1 – бункер с гранулятом; 2 – ротор; 3 – пуансон; 4 –
- 10. Сначала происходит заполнение гнезда матрицы порцией гранулята, необходимого для образования нижней части (половины) покрытия, затем на
- 11. К недостаткам этого метода следует отнести: -значительный расход материала для покрытия, -увеличение массы и размера таблеток,
- 12. Однако, главным достоинством данного метода покрытия является исключение из технологии растворителей. В связи с этим прессованные
- 13. ПЛЕНОЧНЫЕ ПОКРЫТИЯ Пленочным покрытием называется тонкая (порядка 0,05-0,2 мм) оболочка, образующая на таблетке после высыхания нанесенного
- 14. Возможность совмещения в одной лекарственной форме несовместимых лекарственных веществ. Сохранение физических, химических и механических свойств ядер
- 15. Пленочные покрытия В зависимости от растворимости пленочные покрытия разделяют на следующие группы: а) водорастворимые покрытия; б)
- 16. Водорастворимые покрытия Назначение: улучшают внешний вид таблеток; корригируют вкус и запах; защищаю от механических повреждений. В
- 17. Кишечно-растворимые покрытия Назначение: защищают лекарственное вещество от действия желудочного сока; предохраняют слизистую желудка от раздражающего действия
- 18. В качестве пленкообразователей используют: высокомолекулярные соединения со свойствами полиэлектролитов с большим числом карбоксильных групп (карнаубский воск,
- 19. Нерастворимые покрытия Основное назначение покрытий данного типа – защита таблетки от механического повреждения и от воздействия
- 20. Требования к пленкообразующим веществам: Полная безвредность для организма. Хорошая растворимость в широко доступных органических растворителях. Хорошие
- 21. Способы нанесения пленочных покрытий Погружение в раствор пленкообразующего вещества. Наслаивание в дражировочном котле. Получение покрытия во
- 22. Метод погружения в раствор пленкообразующего вещества Метод основан на погружении таблеток поочередно то одной то другой
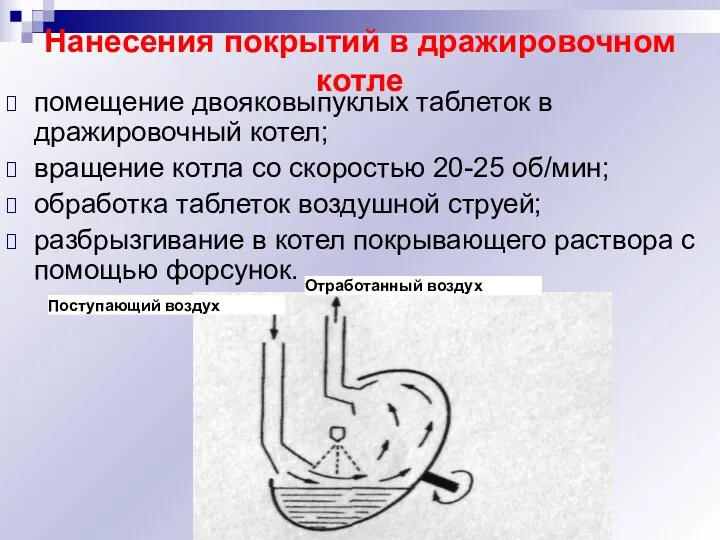
- 23. Нанесения покрытий в дражировочном котле помещение двояковыпуклых таблеток в дражировочный котел; вращение котла со скоростью 20-25
- 24. Процесс дражирования состоит из следующих стадий: обволакивание или грунтовка; наслаивание или накатка; сглаживание или полировка; глянцовка.
- 25. Создание оболочек осуществляется в дражировочных котлах Оптимальная скорость котла – 18-20 об/мин Угол наклона котла к
- 26. Получение покрытия во взвешенном слое помещение таблеток в рабочую камеру аппарата; включение вентилятора для псевдоожижения массы
- 27. Дражированные покрытия
- 28. Основным назначением этих оболочек является защита таблеток от внешних воздействий, маскировка неприятного вкуса и запаха лекарственного
- 29. Создание дражированных оболочек осуществляется в дражировочных котлах или обдукторах, которые бывают трех форм: шарообразная, эллипсоидная и
- 30. Форма котла, степень его загрузки, скорость вращения, наклон котла к горизонтали, а также площадь поверхности дражированных
- 31. Дражированная таблетка состоит из таблетки-ядра, содержащей лекарственное вещество и покрытия, содержащего комплекс вспомогательных веществ. Таблетка-ядро должна
- 32. Стадии технологического процесса дражирования: Обволакивание или грунтовка. Наслаивание или накатка. Сглаживание или полировка. Глянцовка.
- 34. Скачать презентацию
Покрытие таблеток оболочками обеспечивает:
1) защиту таблеток от внешней среды;
2) маскировку
Покрытие таблеток оболочками обеспечивает:
1) защиту таблеток от внешней среды;
2) маскировку
6) локализацию терапевтического действия;
7) улучшение товарного вида таблеток и удобства
6) локализацию терапевтического действия;
7) улучшение товарного вида таблеток и удобства
Вспомогательные вещества, применяющиеся при покрытии таблеток оболочками
адгезивы (сахарный сироп, карбосиметилцеллюлоза, метилцеллюлоза);
структурные
Вспомогательные вещества, применяющиеся при покрытии таблеток оболочками
адгезивы (сахарный сироп, карбосиметилцеллюлоза, метилцеллюлоза);
структурные
пластификаторы (растительные масла, метилцеллюлоза, поливинилпирролидон, карбосиметилцеллюлоза, твины);
гидрофобизаторы (аэросил, полиакриловые смолы,
пластификаторы (растительные масла, метилцеллюлоза, поливинилпирролидон, карбосиметилцеллюлоза, твины);
гидрофобизаторы (аэросил, полиакриловые смолы,
Применяется более 50 наименований пленкообразователей.
Применяется более 50 наименований пленкообразователей.
Классификация таблеточных покрытий
1. Прессованные (сухие) покрытия.
2. Пленочные покрытия.
3. Дражированные
Классификация таблеточных покрытий
1. Прессованные (сухие) покрытия.
2. Пленочные покрытия.
3. Дражированные
Прессованные покрытия
Нанесения оболочек прессованием («сухие» покрытия) осуществляют с помощью таблеточных машин типа «Драйкота»
Прессованные покрытия
Нанесения оболочек прессованием («сухие» покрытия) осуществляют с помощью таблеточных машин типа «Драйкота»
Таблеточная машина «Драйкота»
1 – бункер с гранулятом;
2 – ротор;
Таблеточная машина «Драйкота»
1 – бункер с гранулятом;
2 – ротор;
Сначала происходит заполнение гнезда матрицы порцией гранулята, необходимого для образования нижней
Сначала происходит заполнение гнезда матрицы порцией гранулята, необходимого для образования нижней
К недостаткам этого метода следует отнести:
-значительный расход материала для покрытия,
К недостаткам этого метода следует отнести:
-значительный расход материала для покрытия,
Однако, главным достоинством данного метода покрытия является исключение из технологии растворителей. В
Однако, главным достоинством данного метода покрытия является исключение из технологии растворителей. В
ПЛЕНОЧНЫЕ ПОКРЫТИЯ
Пленочным покрытием называется тонкая (порядка 0,05-0,2 мм) оболочка, образующая на таблетке после
ПЛЕНОЧНЫЕ ПОКРЫТИЯ
Пленочным покрытием называется тонкая (порядка 0,05-0,2 мм) оболочка, образующая на таблетке после
Возможность совмещения в одной лекарственной форме несовместимых лекарственных веществ.
Сохранение физических, химических и механических
Возможность совмещения в одной лекарственной форме несовместимых лекарственных веществ.
Сохранение физических, химических и механических
Пленочные покрытия
В зависимости от растворимости пленочные покрытия разделяют на следующие группы:
Пленочные покрытия
В зависимости от растворимости пленочные покрытия разделяют на следующие группы:
Водорастворимые покрытия
Назначение:
улучшают внешний вид таблеток;
корригируют вкус и запах;
защищаю от механических повреждений.
В
Водорастворимые покрытия
Назначение:
улучшают внешний вид таблеток;
корригируют вкус и запах;
защищаю от механических повреждений.
В
Кишечно-растворимые покрытия
Назначение:
защищают лекарственное вещество от действия желудочного сока;
предохраняют слизистую желудка от
Кишечно-растворимые покрытия
Назначение:
защищают лекарственное вещество от действия желудочного сока;
предохраняют слизистую желудка от
В качестве пленкообразователей используют:
высокомолекулярные соединения со свойствами полиэлектролитов с большим числом
В качестве пленкообразователей используют:
высокомолекулярные соединения со свойствами полиэлектролитов с большим числом
Нерастворимые покрытия
Основное назначение покрытий данного типа – защита таблетки от механического повреждения и
Нерастворимые покрытия
Основное назначение покрытий данного типа – защита таблетки от механического повреждения и
Требования к пленкообразующим веществам:
Полная безвредность для организма.
Хорошая растворимость в широко доступных органических растворителях.
Хорошие пленкообразующие
Требования к пленкообразующим веществам:
Полная безвредность для организма.
Хорошая растворимость в широко доступных органических растворителях.
Хорошие пленкообразующие
Способы нанесения пленочных покрытий
Погружение в раствор пленкообразующего вещества.
Наслаивание в дражировочном котле.
Получение
Способы нанесения пленочных покрытий
Погружение в раствор пленкообразующего вещества.
Наслаивание в дражировочном котле.
Получение
Метод погружения в раствор пленкообразующего вещества
Метод основан на погружении таблеток поочередно
Метод погружения в раствор пленкообразующего вещества
Метод основан на погружении таблеток поочередно
Нанесения покрытий в дражировочном котле
помещение двояковыпуклых таблеток в дражировочный котел;
вращение котла
Нанесения покрытий в дражировочном котле
помещение двояковыпуклых таблеток в дражировочный котел;
вращение котла
Процесс дражирования состоит из следующих стадий:
обволакивание или грунтовка;
наслаивание или накатка;
сглаживание
Процесс дражирования состоит из следующих стадий:
обволакивание или грунтовка;
наслаивание или накатка;
сглаживание
Создание оболочек осуществляется в дражировочных котлах
Оптимальная скорость котла –
18-20 об/мин
Угол
Создание оболочек осуществляется в дражировочных котлах
Оптимальная скорость котла –
18-20 об/мин
Угол
Получение покрытия во взвешенном слое
помещение таблеток в рабочую камеру аппарата;
включение вентилятора
Получение покрытия во взвешенном слое
помещение таблеток в рабочую камеру аппарата;
включение вентилятора
Дражированные покрытия
Дражированные покрытия
Основным назначением этих оболочек является защита таблеток от внешних воздействий, маскировка неприятного вкуса
Основным назначением этих оболочек является защита таблеток от внешних воздействий, маскировка неприятного вкуса

Создание дражированных оболочек осуществляется в дражировочных котлах или обдукторах, которые бывают трех форм:
Создание дражированных оболочек осуществляется в дражировочных котлах или обдукторах, которые бывают трех форм:
Форма котла, степень его загрузки, скорость вращения, наклон котла к горизонтали,
Форма котла, степень его загрузки, скорость вращения, наклон котла к горизонтали,
Дражированная таблетка состоит из таблетки-ядра, содержащей лекарственное вещество и покрытия, содержащего комплекс вспомогательных веществ.
Таблетка-ядро должна
Дражированная таблетка состоит из таблетки-ядра, содержащей лекарственное вещество и покрытия, содержащего комплекс вспомогательных веществ.
Таблетка-ядро должна
Стадии технологического процесса дражирования:
Обволакивание или грунтовка.
Наслаивание или накатка.
Сглаживание или полировка.
Глянцовка.
Стадии технологического процесса дражирования:
Обволакивание или грунтовка.
Наслаивание или накатка.
Сглаживание или полировка.
Глянцовка.
 Остеомиелит. Острый гематогенный остеомиелит
Остеомиелит. Острый гематогенный остеомиелит Воздушно - капельные инфекции: Скарлатина
Воздушно - капельные инфекции: Скарлатина Виды Сухожильных швов
Виды Сухожильных швов Укусы насекомых
Укусы насекомых Инфекции, передаваемые половым путем. Уголовная ответственность за заражение этими болезнями
Инфекции, передаваемые половым путем. Уголовная ответственность за заражение этими болезнями Травмы. Травматический шок
Травмы. Травматический шок Защитные функции антител
Защитные функции антител Использование КТ для диагностики травм у мелких домашних животных
Использование КТ для диагностики травм у мелких домашних животных Факторы риска и профилактика болезней пародонта, зубочелюстных аномалий у детей. (Лекция 15)
Факторы риска и профилактика болезней пародонта, зубочелюстных аномалий у детей. (Лекция 15) Синдром Ретта
Синдром Ретта Жүрек ишемия ауруы. Стенокардия
Жүрек ишемия ауруы. Стенокардия Асқазанның және ас қорыту бездерінің топографиялық анатомиясы және балалардағы ерекшеліктері
Асқазанның және ас қорыту бездерінің топографиялық анатомиясы және балалардағы ерекшеліктері Морфологические особенности крови крупного рогатого скота
Морфологические особенности крови крупного рогатого скота Беременность при туберкулезе
Беременность при туберкулезе Остановка наружного кровотечения
Остановка наружного кровотечения Управління якістю у фармацевтичній галузі. Державна система забезпечення якості лікарських засобів в Україні
Управління якістю у фармацевтичній галузі. Державна система забезпечення якості лікарських засобів в Україні Остеобластокластома челюстей. Фиброзная дисплазия челюстей
Остеобластокластома челюстей. Фиброзная дисплазия челюстей Патология пищеварительной системы
Патология пищеварительной системы Диагностика и лечение черепно–мозговой травмы
Диагностика и лечение черепно–мозговой травмы Ротавирусная инфекция
Ротавирусная инфекция Операции в области живота. Абдоминальная хирургия
Операции в области живота. Абдоминальная хирургия Перелом лодыжек
Перелом лодыжек Schizophrenia is a mental illness
Schizophrenia is a mental illness Недостаточность кровообращения: принципы фармакотерапии. Кардиотонические средства
Недостаточность кровообращения: принципы фармакотерапии. Кардиотонические средства Система методов лечебных воздействий
Система методов лечебных воздействий Динамикалык қатар. Медициналық ұйымдардағы динамикалық көрсеткішін сраптау есептеу
Динамикалык қатар. Медициналық ұйымдардағы динамикалық көрсеткішін сраптау есептеу Несеп шығару жүйесінің балалардағы ерекшеліктері
Несеп шығару жүйесінің балалардағы ерекшеліктері Общая гигиена. Климат. (Лекция 12-13)
Общая гигиена. Климат. (Лекция 12-13)