- Автоматизоване управління складними технологічними об'єктами

Содержание
- 2. Огляд Робота передбачає аналіз можливостей різновиду інтелектуальних та статистичних методів упраління технологічними об'єктами. Розглянуто та проаналізовано
- 3. Існує ряд проблем в сфері розробки методів автоматизації Проблеми синтезу систем управління Інформаційні - співвідношення кількість
- 4. Причина використання, користь промисловості від данного роду дослідженнь Статистичні методи: забезпечення стабільності в об'єктах зі складними
- 5. Дескриптивний статистичний аналіз рядів спостережень Передбачає визначення вибіркових характеристик розподілення ряду, а саме: - вибіркове середнє:
- 6. Результат дескриптивного аналізу Можна оцінити такі гіпотези, як нормальність та незалежність рядів спостережень, що використовується при
- 7. Контрольні карти Рис 001Контрольна карта витрат соку при Sigma=3 Рис. 002. Контрольна карта витрат соку (прогноз)
- 8. Визначення ймовірної частки дефектної продукції при налагодженому стані технологічного процесу Частка придатної продукції визначається як імовірність
- 9. Нейро-нечітка модель управління температурним режимом дифузійної установки Багатозв'язний об'єкт із індивідуальними характеристиками режимів роботи управління та
- 10. ТехнологІчний об'єкт дослідження Рис.007. Представлення моделі похилого дифузійного апарату засобами MATLAB
- 11. Нейро-нечітке керування об'єктом на основі експериментальних данних та експертної оцінки П1: If (input1 is in1mf1) and
- 12. Таблиця порівняннь, використання різнорідних регуляторів
- 13. Перехідні процеси у системі з регуляторами Рис.011 Перехідні процеси із нейро-нечітким регуляторами по 4х зонах апарату
- 15. Скачать презентацию
Огляд
Робота передбачає аналіз можливостей різновиду інтелектуальних та статистичних методів упраління технологічними
Огляд
Робота передбачає аналіз можливостей різновиду інтелектуальних та статистичних методів упраління технологічними
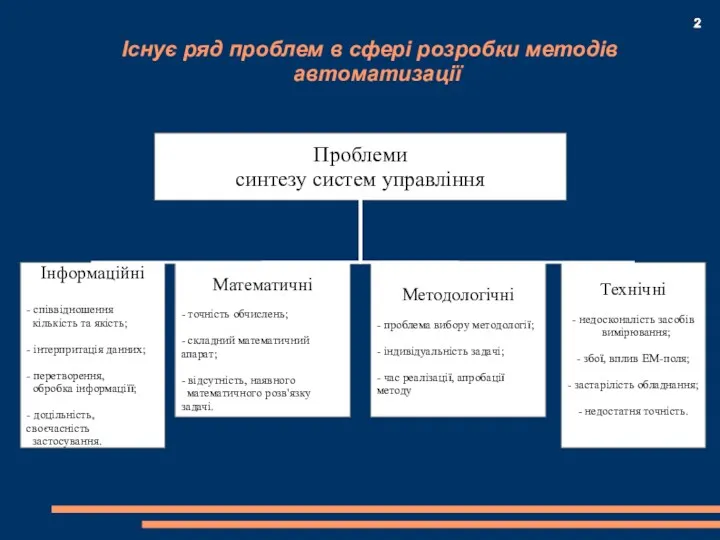
Існує ряд проблем в сфері розробки методів автоматизації
Проблеми
синтезу систем управління
Інформаційні
-
Існує ряд проблем в сфері розробки методів автоматизації
Проблеми
синтезу систем управління
Інформаційні
-
Причина використання, користь промисловості від данного роду дослідженнь
Статистичні методи:
забезпечення стабільності в
Причина використання, користь промисловості від данного роду дослідженнь
Статистичні методи:
забезпечення стабільності в
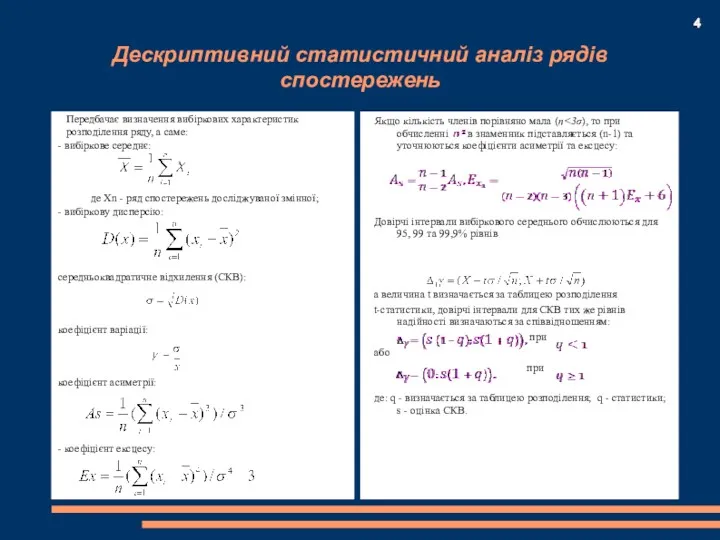
Дескриптивний статистичний аналіз рядів спостережень
Передбачає визначення вибіркових характеристик
Дескриптивний статистичний аналіз рядів спостережень
Передбачає визначення вибіркових характеристик
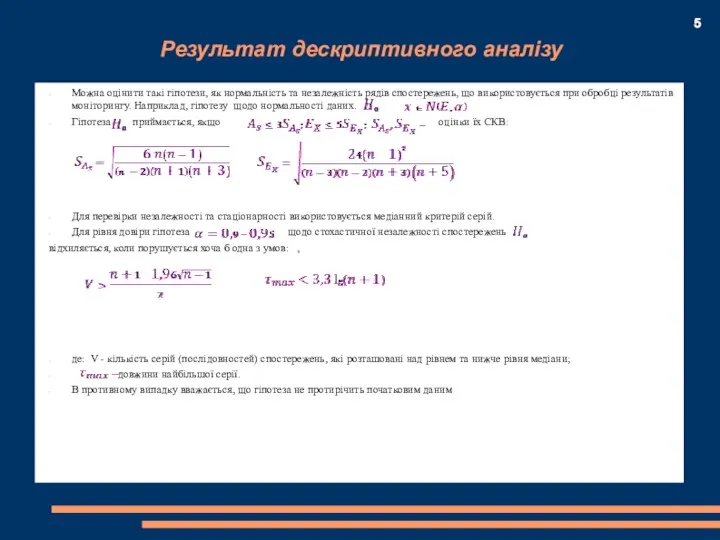
Результат дескриптивного аналізу
Можна оцінити такі гіпотези, як нормальність та незалежність
Результат дескриптивного аналізу
Можна оцінити такі гіпотези, як нормальність та незалежність
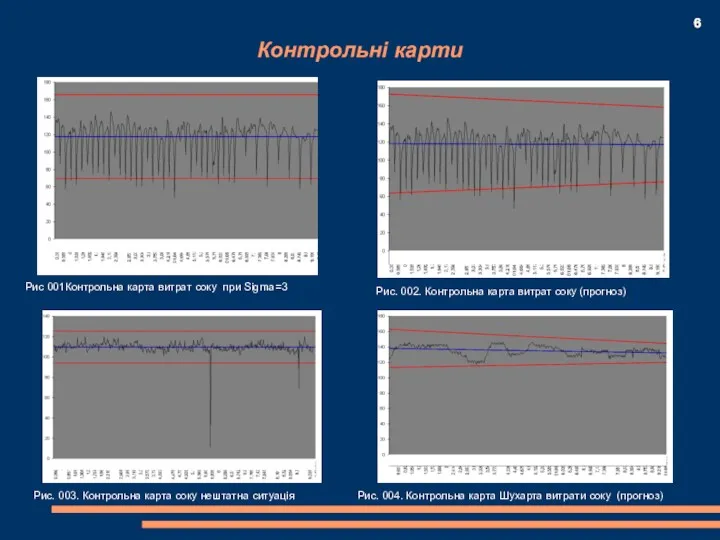
Контрольні карти
Рис 001Контрольна карта витрат соку при Sigma=3
Рис. 002. Контрольна
Контрольні карти
Рис 001Контрольна карта витрат соку при Sigma=3
Рис. 002. Контрольна
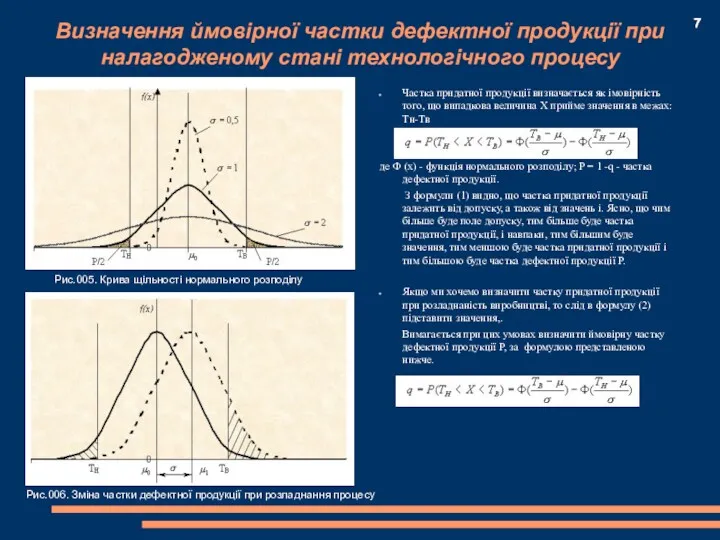
Визначення ймовірної частки дефектної продукції при налагодженому стані технологічного процесу
Частка
Визначення ймовірної частки дефектної продукції при налагодженому стані технологічного процесу
Частка
Нейро-нечітка модель управління температурним режимом дифузійної установки
Багатозв'язний об'єкт із індивідуальними характеристиками
Нейро-нечітка модель управління температурним режимом дифузійної установки
Багатозв'язний об'єкт із індивідуальними характеристиками
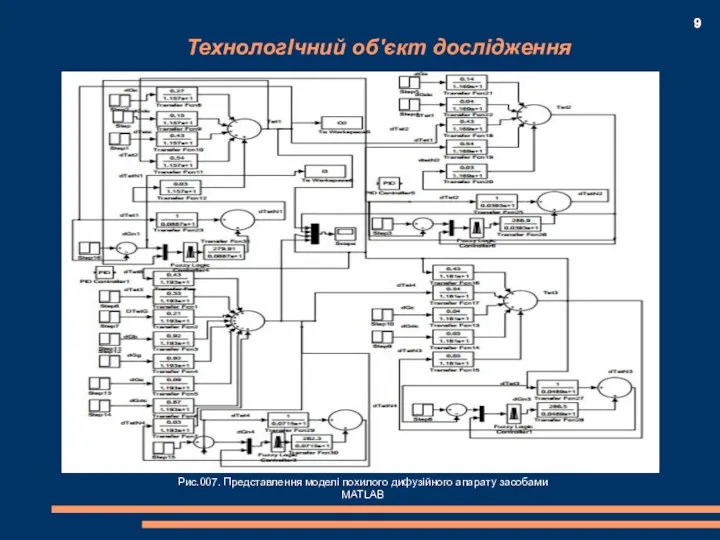
ТехнологІчний об'єкт дослідження
Рис.007. Представлення моделі похилого дифузійного апарату засобами MATLAB
ТехнологІчний об'єкт дослідження
Рис.007. Представлення моделі похилого дифузійного апарату засобами MATLAB
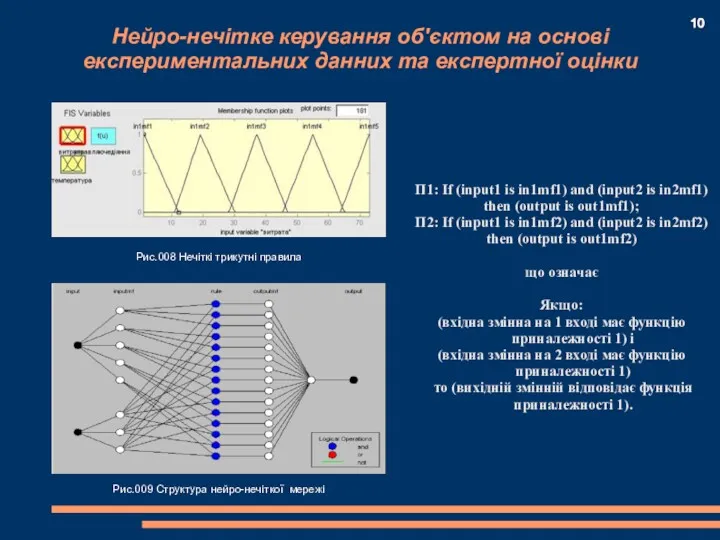
Нейро-нечітке керування об'єктом на основі експериментальних данних та експертної оцінки
П1: If
Нейро-нечітке керування об'єктом на основі експериментальних данних та експертної оцінки
П1: If
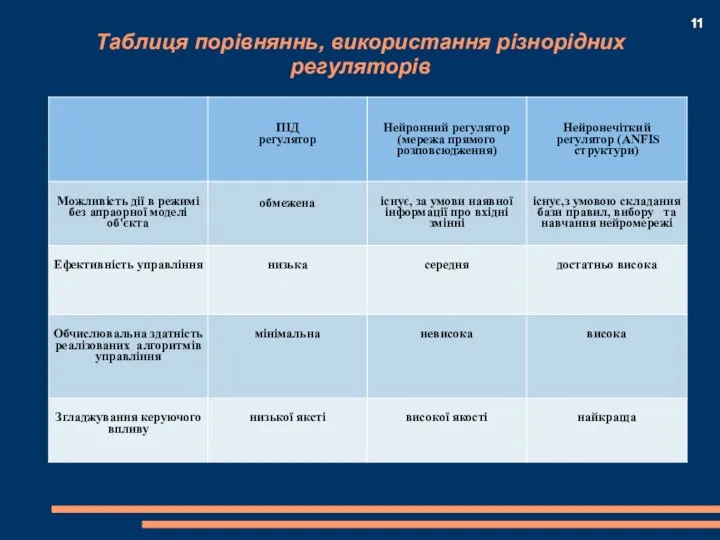
Таблиця порівняннь, використання різнорідних регуляторів
Таблиця порівняннь, використання різнорідних регуляторів

Перехідні процеси у системі з регуляторами
Рис.011 Перехідні процеси із нейро-нечітким
Перехідні процеси у системі з регуляторами
Рис.011 Перехідні процеси із нейро-нечітким
 Управление разработкой инновационными проектами. Понятия, основные этапы создания и реализация
Управление разработкой инновационными проектами. Понятия, основные этапы создания и реализация Работа над собственным проектом. Планирование проекта. Шаблон
Работа над собственным проектом. Планирование проекта. Шаблон Электронные трудовые книжки и график отпусков-2020
Электронные трудовые книжки и график отпусков-2020 Этапы управленческого консультирования
Этапы управленческого консультирования Прогнозирование и стратегическое планирование научно – технического прогресса
Прогнозирование и стратегическое планирование научно – технического прогресса Басқарудың классикалық мектептері
Басқарудың классикалық мектептері Управление временем
Управление временем Стратегическое планирование программной деятельности НКО
Стратегическое планирование программной деятельности НКО Концептуальная основа процессов ИТ-службы предприятия. (Лекция 2)
Концептуальная основа процессов ИТ-службы предприятия. (Лекция 2) Рівні стратегічних рішень, типологія стратегій підприємства
Рівні стратегічних рішень, типологія стратегій підприємства Организация работы как системы на примере автотранспортных предприятий
Организация работы как системы на примере автотранспортных предприятий Стратегії та проекти
Стратегії та проекти Project to improve hr management of a chain of yamato restaurants
Project to improve hr management of a chain of yamato restaurants Планирование и показатели производственной программы
Планирование и показатели производственной программы The role of accounting in business. (Chapter 12)
The role of accounting in business. (Chapter 12) Управление технологическими процессами
Управление технологическими процессами Подбор персонала. Фриланс-рекрутинг
Подбор персонала. Фриланс-рекрутинг Коммуникации и сотрудничество в организации. (Тема 3)
Коммуникации и сотрудничество в организации. (Тема 3) Управление рисками
Управление рисками Условия доставки товаров в торговых контрактах
Условия доставки товаров в торговых контрактах Hotel organization
Hotel organization Технология принятия и реализации управленческих решений в операционном менеджменте
Технология принятия и реализации управленческих решений в операционном менеджменте Внедрение системы экологического менеджмента
Внедрение системы экологического менеджмента Change management. Leading change. (Week 6)
Change management. Leading change. (Week 6) Теории управления персоналом
Теории управления персоналом Оценка персонала в организации
Оценка персонала в организации Современные тенденции управления в сфере гостеприимства
Современные тенденции управления в сфере гостеприимства Спортивный менеджмент
Спортивный менеджмент