- Методология современного менеджмента качества

Содержание
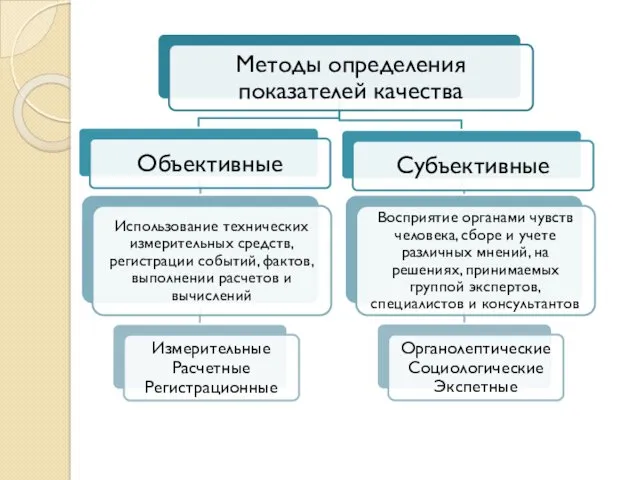
- 2. Единичный показатель качества- показатель, относящийся только к одному из свойств объекта Комплексный показатель качества- показатель относящийся
- 3. где Э- суммарный полезный эффект от эксплуатации или потребления продукции (например пробег грузового автомобиля в тонно-километрах
- 5. Для оценки систем качества используют следующие группы показателей: Показатели общего состояния системы (целенаправленность, надежность, адаптивность, самоуправляемость)
- 7. Оценка уровня качества состоит из следующих этапов: Выбор номенклатура показателей качества и обоснование ее необходимости и
- 8. В практике управления качеством используются в основном следующие методы: Экономические Организационно-распорядительные Социально-психологические Статистические
- 9. Выделяют три вида затрат на качество: Затраты на улучшение качеством - затраты, направленные на удовлетворение предполагаемых
- 11. Экономический эффект от повышения качества продукции в сфере потребления (Эпотр) где И1,И2- себестоимость единицы работы (эксплуатационные
- 12. где ω- коэффициент эквивалентности по техническим показателям базового изделия и изделия с улучшенными показателями. αп- коэффициент,
- 13. Годовой экономический эффект в сфере производства продукции (Эпр) где ∆К-дополнительные капитальные вложения связанные с освоением и
- 14. Организационно-распорядительные методы Регламентирования (общеорганизационного, функционального, должностного, структурного) Стандартизации (на основе стандартов различного уровня и статуса) Нормирования
- 15. Социально-психологические методы управления качеством способы повышения самодисциплины, ответственности, инициативы и творческой активности каждого члена коллектива, а
- 16. Статистические методы контроля качества продукции Элементарные статистические методы Контрольный лист Причинно-следственная диаграмма (диаграмма Исикавы) Гистограмма Анализ
- 17. Контрольный лист Назначение контрольного листа — облегчение процесса сбора данных, автоматическое их упорядочивание для дальнейшего использования.
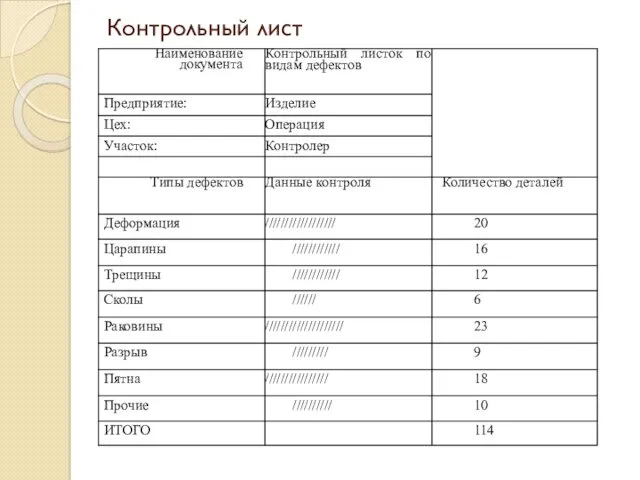
- 18. Контрольный лист
- 19. Контрольная карта Графическое представление характеристик (показателей качества) процесса. Применяются в случаях, если необходимо: установить характер неисправностей
- 20. Контрольная карта
- 21. Алгоритм построения x-R контрольной карты Выполняют измерение 20-25 последовательно изготовляемых групп из технологического процесса, т.е. выборок
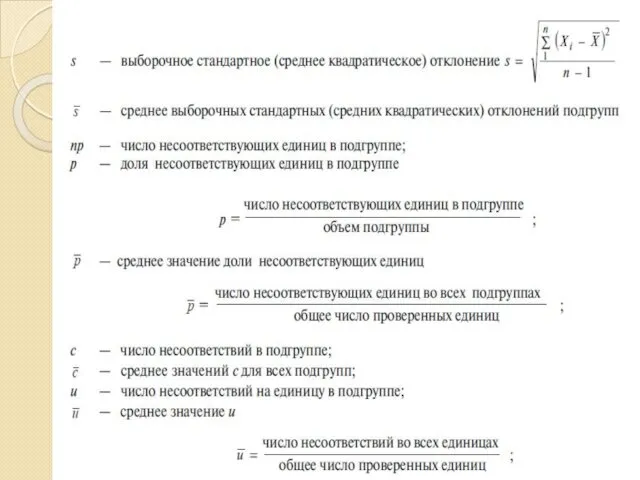
- 22. Обозначения
- 24. Определение параметров для контрольных карт по количественным признакам
- 25. Определение параметров для контрольных карт по качественным признакам
- 26. Интерпретация результатов Следующие критерии отражают неконтролируемое состояние процесса. Выход за контрольные границы: если одна или несколько
- 27. Контрольная карта по кумулятивным суммам
- 28. Причинно-следственная диаграмма (диаграмма Исикавы, диаграмма «рыбий скелет»)
- 29. Порядок построения причинно-следственной диаграммы: Описание выбранной проблемы (в чем ее особенности, где возникает, время возникновения, область
- 30. Достоинства диаграммы Исикавы : стимулирование творческого мышления; демонстрация взаимосвязей между причинами и сопоставление их относительной важности.
- 31. Гистограмма Применяется в случаях, когда требуется исследовать и представить значение измеряемой величины с помощью столбчатого графика.
- 32. Алгоритм построения гисторамы Собрать исходные данные (или произвести измерение 50— 200 значений). Из совокупности полученных результатов
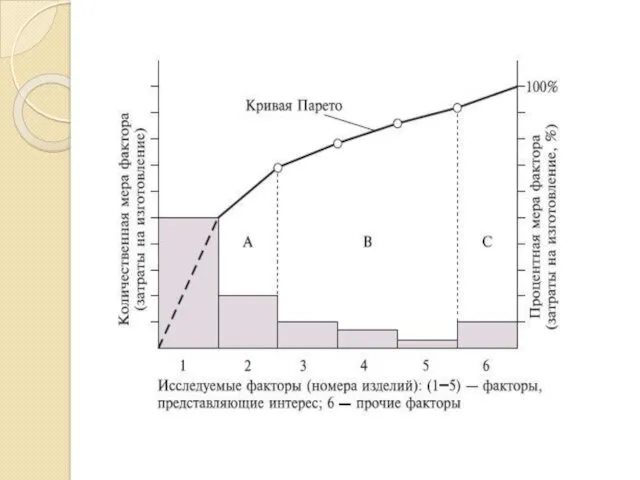
- 34. Диаграмма Парето Области применения диаграмм Парето: финансово-экономическая — анализ прибыли предприятия, организации по видам выпускаемой продукции,
- 35. Различают два вида диаграмм Парето: По результатам деятельности — диаграмма предназначена для выявления главной проблемы нежелательных
- 36. Порядок построения диаграммы Парето: Решить, какие проблемы необходимо исследовать, как и какие данные собирать и как
- 38. Метод стратификации (расслаивания данных) Метод стратификации используют многократно, расслаивая данные по различным признакам и проводя анализ
- 39. Стратификация может быть выполнена по следующим факторам: Материал: поставщик, время хранение на складе, срока изготовления, номер
- 41. Диаграмма разброса (рассеивания) Диаграмма разброса-графическое изображение взаимосвязи между случайными величинами х и у. Значения случайных величин
- 42. Правила построения диаграммы разброса (рассеивания): Определить, между какими парами данных необходимо установить наличие и характер связи
- 44. Скачать презентацию
Единичный показатель качества- показатель, относящийся только к одному из свойств объекта
Комплексный
Единичный показатель качества- показатель, относящийся только к одному из свойств объекта
Комплексный
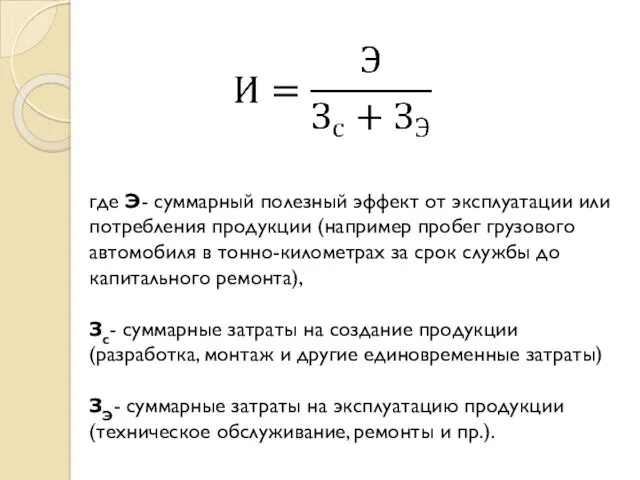
где Э- суммарный полезный эффект от эксплуатации или потребления продукции (например
где Э- суммарный полезный эффект от эксплуатации или потребления продукции (например
Для оценки систем качества используют следующие группы показателей:
Показатели общего состояния системы
Для оценки систем качества используют следующие группы показателей:
Показатели общего состояния системы
Оценка уровня качества состоит из следующих этапов:
Выбор номенклатура показателей качества и
Оценка уровня качества состоит из следующих этапов:
Выбор номенклатура показателей качества и
В практике управления качеством используются в основном следующие методы:
Экономические
Организационно-распорядительные
Социально-психологические
Статистические
В практике управления качеством используются в основном следующие методы:
Экономические
Организационно-распорядительные
Социально-психологические
Статистические
Выделяют три вида затрат на качество:
Затраты на улучшение качеством -
Выделяют три вида затрат на качество:
Затраты на улучшение качеством -

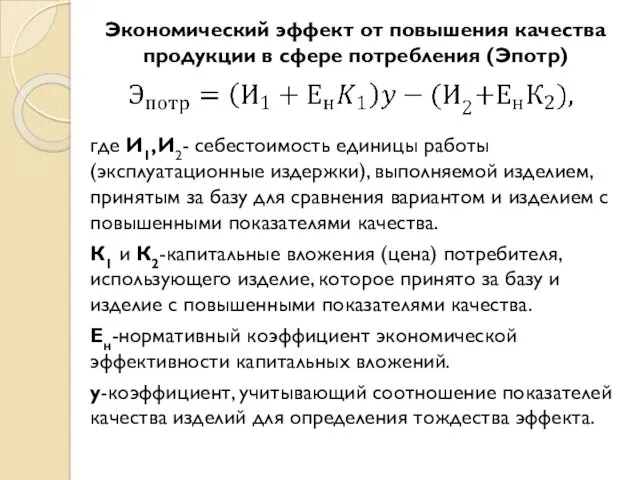
Экономический эффект от повышения качества продукции в сфере потребления (Эпотр)
где И1,И2-
Экономический эффект от повышения качества продукции в сфере потребления (Эпотр)
где И1,И2-
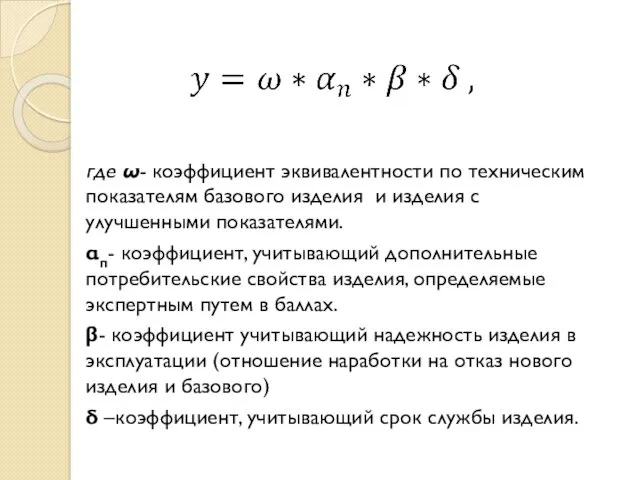
где ω- коэффициент эквивалентности по техническим показателям базового изделия и изделия
где ω- коэффициент эквивалентности по техническим показателям базового изделия и изделия
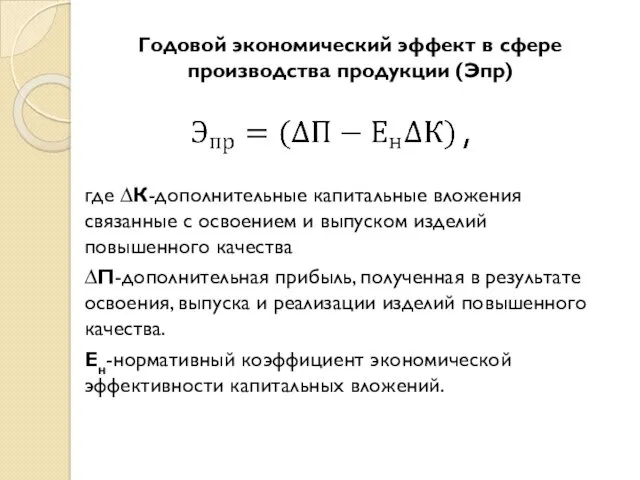
Годовой экономический эффект в сфере производства продукции (Эпр)
где ∆К-дополнительные капитальные вложения
Годовой экономический эффект в сфере производства продукции (Эпр)
где ∆К-дополнительные капитальные вложения
Организационно-распорядительные методы
Регламентирования (общеорганизационного, функционального, должностного, структурного)
Стандартизации (на основе стандартов различного
Организационно-распорядительные методы
Регламентирования (общеорганизационного, функционального, должностного, структурного)
Стандартизации (на основе стандартов различного
Социально-психологические методы управления качеством
способы повышения самодисциплины, ответственности, инициативы и творческой активности
Социально-психологические методы управления качеством
способы повышения самодисциплины, ответственности, инициативы и творческой активности
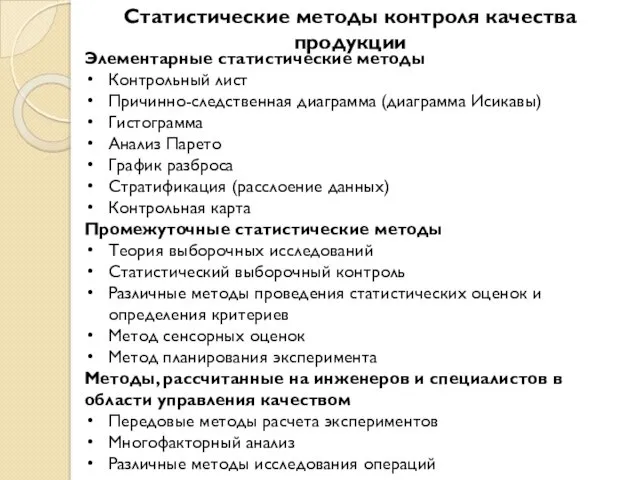
Статистические методы контроля качества продукции
Элементарные статистические методы
Контрольный лист
Причинно-следственная диаграмма (диаграмма Исикавы)
Гистограмма
Анализ
Статистические методы контроля качества продукции
Элементарные статистические методы
Контрольный лист
Причинно-следственная диаграмма (диаграмма Исикавы)
Гистограмма
Анализ
Контрольный лист
Назначение контрольного листа — облегчение процесса сбора данных, автоматическое их
Контрольный лист
Назначение контрольного листа — облегчение процесса сбора данных, автоматическое их
Контрольный лист
Контрольный лист
Контрольная карта
Графическое представление характеристик (показателей качества) процесса.
Применяются в случаях, если необходимо:
установить
Контрольная карта
Графическое представление характеристик (показателей качества) процесса.
Применяются в случаях, если необходимо:
установить
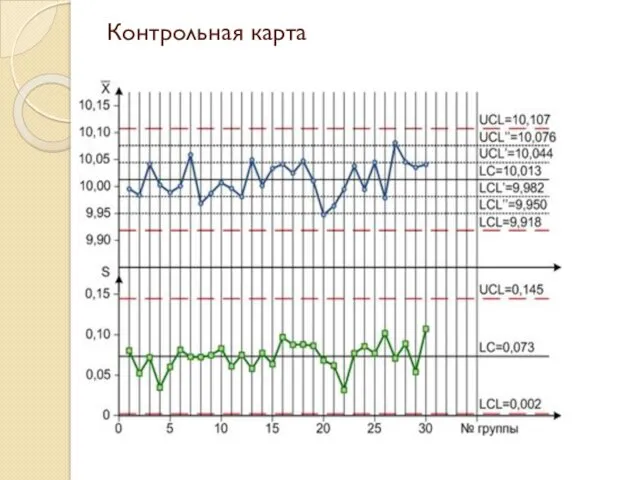
Контрольная карта
Контрольная карта
Алгоритм построения x-R контрольной карты
Выполняют измерение 20-25 последовательно изготовляемых групп из
Алгоритм построения x-R контрольной карты
Выполняют измерение 20-25 последовательно изготовляемых групп из
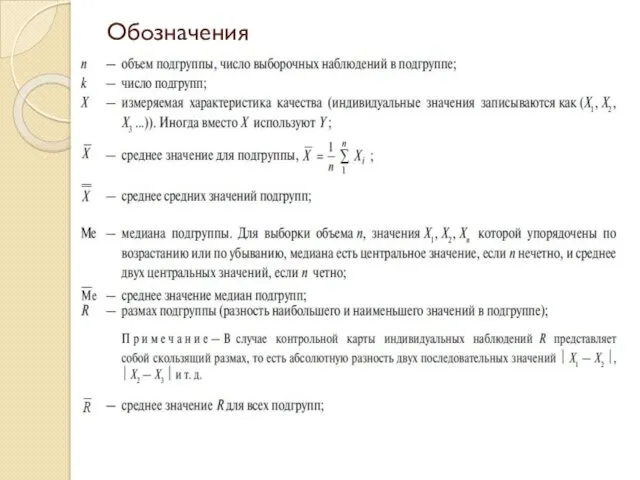
Обозначения
Обозначения
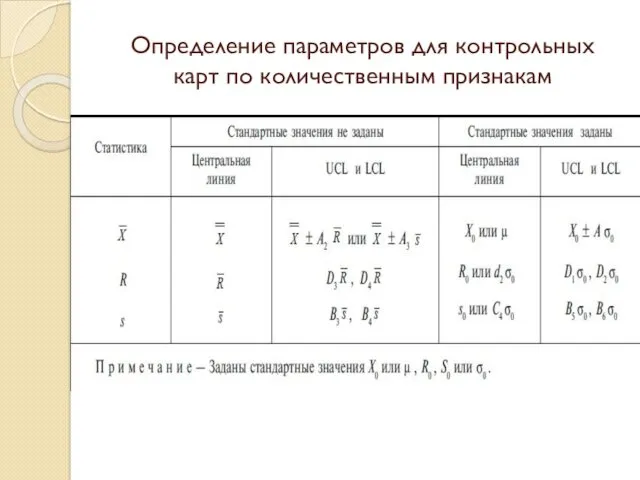
Определение параметров для контрольных карт по количественным признакам
Определение параметров для контрольных карт по количественным признакам
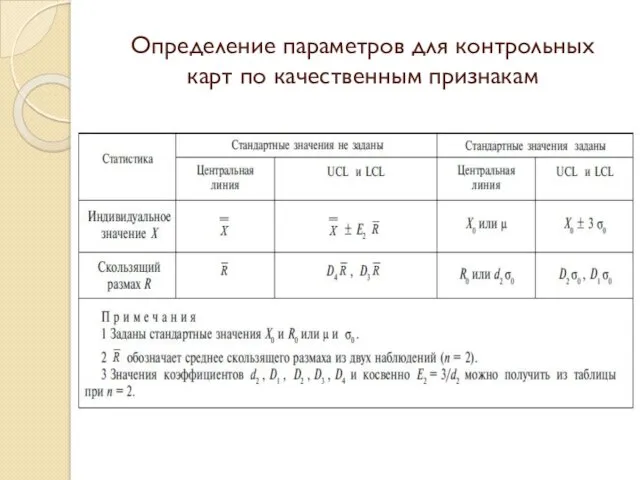
Определение параметров для контрольных карт по качественным признакам
Определение параметров для контрольных карт по качественным признакам
Интерпретация результатов
Следующие критерии отражают неконтролируемое состояние процесса.
Выход за контрольные границы: если
Интерпретация результатов
Следующие критерии отражают неконтролируемое состояние процесса.
Выход за контрольные границы: если
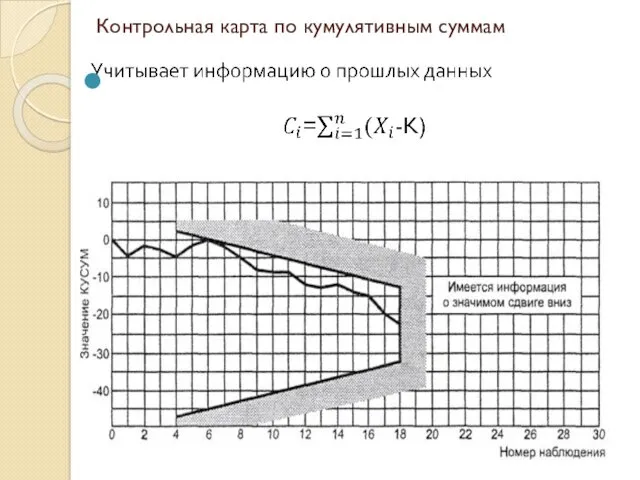
Контрольная карта по кумулятивным суммам
Контрольная карта по кумулятивным суммам

Причинно-следственная диаграмма (диаграмма Исикавы, диаграмма «рыбий скелет»)
Причинно-следственная диаграмма (диаграмма Исикавы, диаграмма «рыбий скелет»)
Порядок построения причинно-следственной диаграммы:
Описание выбранной проблемы (в чем ее особенности, где
Порядок построения причинно-следственной диаграммы:
Описание выбранной проблемы (в чем ее особенности, где
Достоинства диаграммы Исикавы :
стимулирование творческого мышления;
демонстрация взаимосвязей между причинами и сопоставление
Достоинства диаграммы Исикавы :
стимулирование творческого мышления;
демонстрация взаимосвязей между причинами и сопоставление
Гистограмма
Применяется в случаях, когда требуется исследовать и представить значение измеряемой величины
Гистограмма
Применяется в случаях, когда требуется исследовать и представить значение измеряемой величины
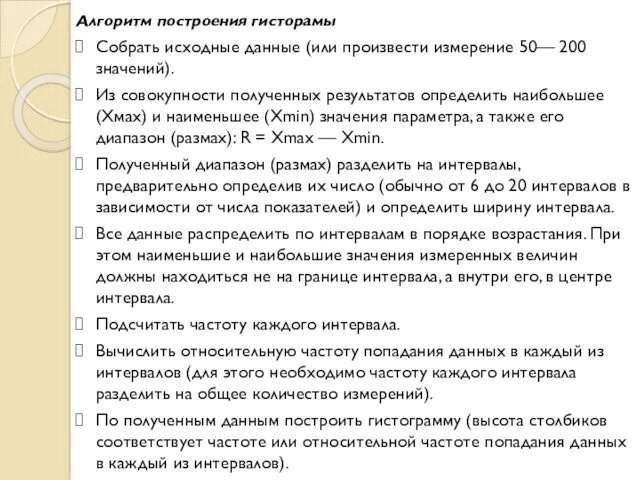
Алгоритм построения гисторамы
Собрать исходные данные (или произвести измерение 50— 200 значений).
Из
Алгоритм построения гисторамы
Собрать исходные данные (или произвести измерение 50— 200 значений).
Из
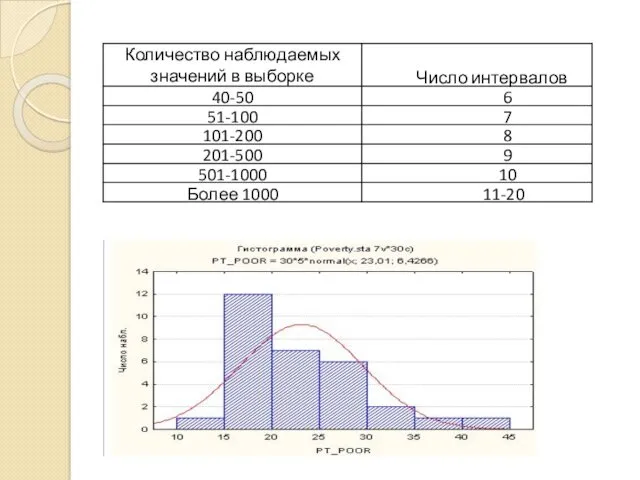
Диаграмма Парето
Области применения диаграмм Парето:
финансово-экономическая — анализ прибыли предприятия, организации по
Диаграмма Парето
Области применения диаграмм Парето:
финансово-экономическая — анализ прибыли предприятия, организации по
Различают два вида диаграмм Парето:
По результатам деятельности — диаграмма предназначена для
Различают два вида диаграмм Парето:
По результатам деятельности — диаграмма предназначена для
Порядок построения диаграммы Парето:
Решить, какие проблемы необходимо исследовать, как и какие
Порядок построения диаграммы Парето:
Решить, какие проблемы необходимо исследовать, как и какие
Метод стратификации (расслаивания данных)
Метод стратификации используют многократно, расслаивая данные по различным
Метод стратификации (расслаивания данных)
Метод стратификации используют многократно, расслаивая данные по различным
Стратификация может быть выполнена по следующим факторам:
Материал: поставщик, время хранение на
Стратификация может быть выполнена по следующим факторам:
Материал: поставщик, время хранение на
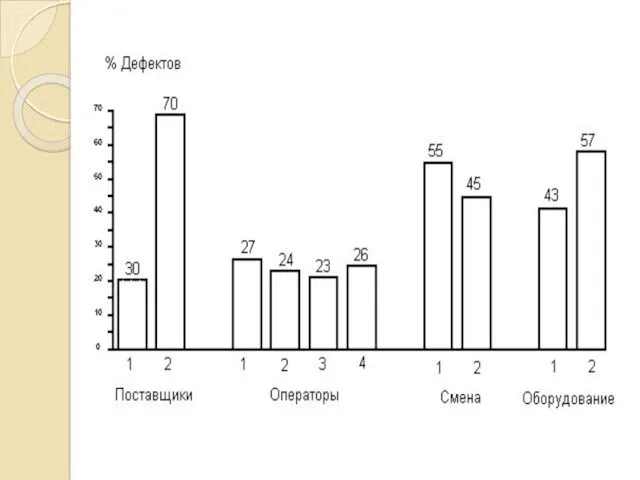
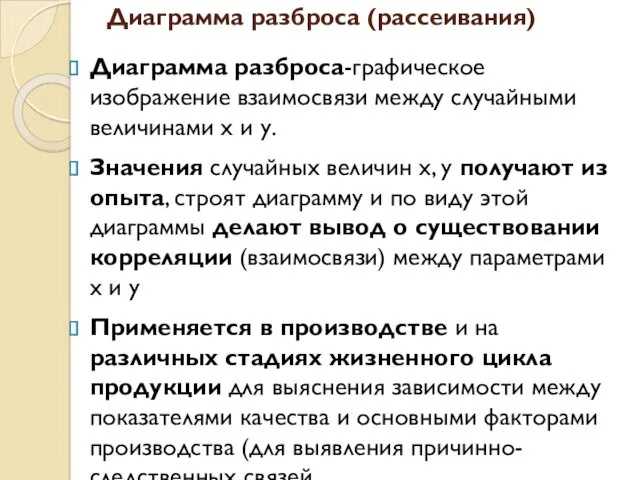
Диаграмма разброса (рассеивания)
Диаграмма разброса-графическое изображение взаимосвязи между случайными величинами х и
Диаграмма разброса (рассеивания)
Диаграмма разброса-графическое изображение взаимосвязи между случайными величинами х и
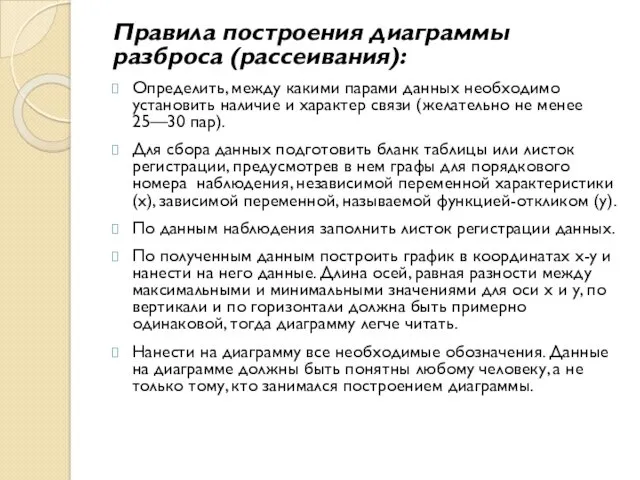
Правила построения диаграммы разброса (рассеивания):
Определить, между какими парами данных необходимо установить
Правила построения диаграммы разброса (рассеивания):
Определить, между какими парами данных необходимо установить
 Основные виды централизованных структур управления. Достоинства и недостатки
Основные виды централизованных структур управления. Достоинства и недостатки Методы страт планирования
Методы страт планирования Планирование проектов
Планирование проектов Менеджер проекта: координатор, лидер или начальник
Менеджер проекта: координатор, лидер или начальник Контроль и принятие управленческих решений в системе стратегического контроллинга
Контроль и принятие управленческих решений в системе стратегического контроллинга Управление развитием организации
Управление развитием организации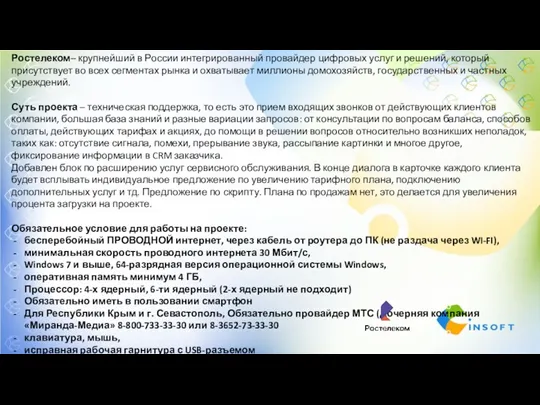 Ростелеком - крупнейший в России интегрированный провайдер цифровых услуг
Ростелеком - крупнейший в России интегрированный провайдер цифровых услуг Процессы поддержки и предоставления ИТ-сервисов. (Лекция 3)
Процессы поддержки и предоставления ИТ-сервисов. (Лекция 3) Управление конфликтами в организации
Управление конфликтами в организации Методологические основы прогнозирования
Методологические основы прогнозирования Управление персоналом
Управление персоналом Opti-Corrugated, эффективное планирование и управление гофрокартонным производством ООО Опти-Софт
Opti-Corrugated, эффективное планирование и управление гофрокартонным производством ООО Опти-Софт Стандарты обслуживания КЦ
Стандарты обслуживания КЦ Логистика складирования. Определение места расположения распределительного склада на обслуживаемой территории
Логистика складирования. Определение места расположения распределительного склада на обслуживаемой территории Планирование и развитие деловой карьеры. Высвобождение работников
Планирование и развитие деловой карьеры. Высвобождение работников Организация документооборота. Деловая игра Один день работы фирмы
Организация документооборота. Деловая игра Один день работы фирмы Аудит персонала
Аудит персонала Стратегия мотивации персонала
Стратегия мотивации персонала Что такое организация. Ее цели и миссия
Что такое организация. Ее цели и миссия Функциональная модель структуры организации
Функциональная модель структуры организации Актуальные требования к персоналу гостиниц и иных средств размещений
Актуальные требования к персоналу гостиниц и иных средств размещений Регламентация и нормирование труда
Регламентация и нормирование труда Netflix culture. Freedom & responsibility
Netflix culture. Freedom & responsibility Повышение удовлетворенности потребителей гостиничных услуг
Повышение удовлетворенности потребителей гостиничных услуг Индустрия красоты
Индустрия красоты Мотивация труда, как элемент и функция управления персоналом
Мотивация труда, как элемент и функция управления персоналом Бережливое управление. Потери. Виды потерь
Бережливое управление. Потери. Виды потерь Самсунг. Антикризисное управление
Самсунг. Антикризисное управление