- Организация поточного и автоматизированного производства

Содержание
- 2. Студент должен: Знать: Характерные черты поточного и автоматизированного производства; Классификация поточных линий. Уметь: Рассчитывать основные параметры
- 3. Поточное производство Поточное производство – производство, основанное на ритмичной повторяемости согласованных во времени основных и вспомогательных
- 4. Экономическая эффективность поточного производства. Рост производительности труда (высокий уровень специализации, НОТ, использование высокопроизводительной техники). Повышение качества
- 5. Закрепление одного или нескольких видов изделий, сходных по технологии, конструктивным особенностям за группой рабочих мест. Расчленение
- 6. Поточные линии Первичным звеном поточного производства является поточная линия. Поточная линия – это совокупность рабочих мест,
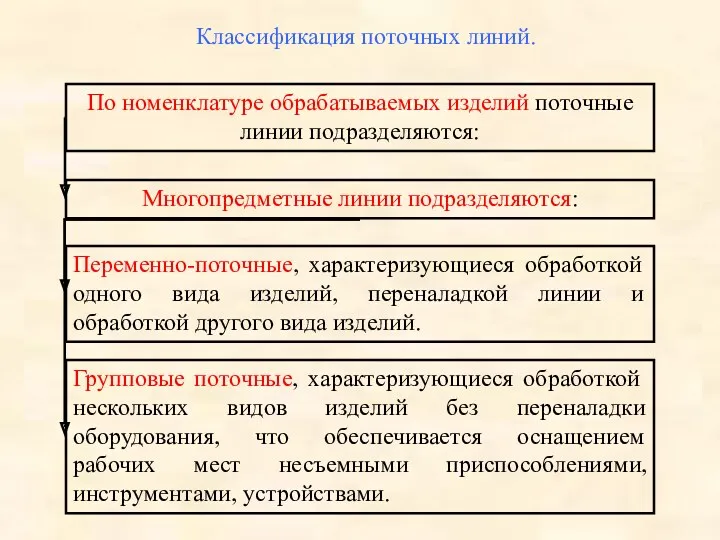
- 7. Классификация поточных линий. Однопредметные – обработка одного вида изделий в течение длительного периода времени. Многопредметные –
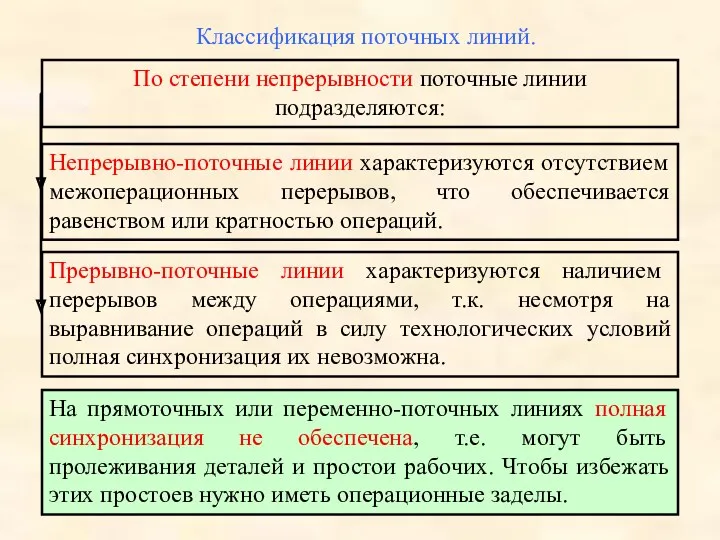
- 8. Классификация поточных линий. По степени непрерывности поточные линии подразделяются: Непрерывно-поточные линии характеризуются отсутствием межоперационных перерывов, что
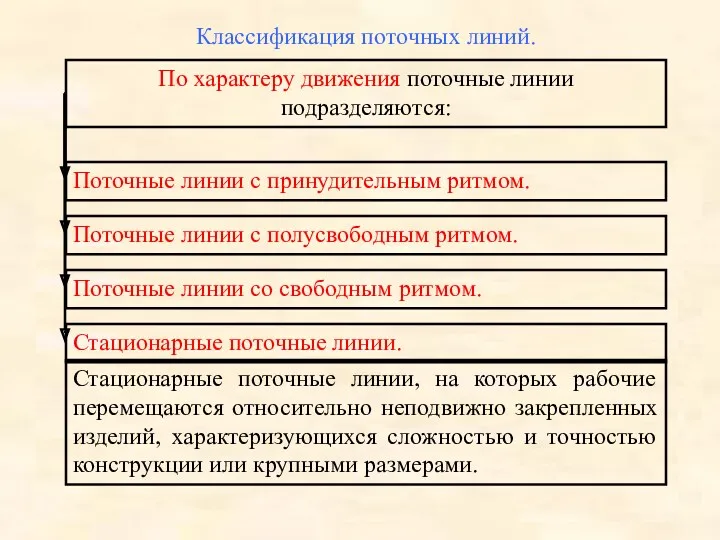
- 9. Классификация поточных линий. По характеру движения поточные линии подразделяются: Поточные линии с полусвободным ритмом. Поточные линии
- 10. Поточные линии могут быть ограничены пределами участка, иногда рядом участков (например, сборочный конвейер цеха), могут быть
- 11. Расчет такта и темпа поточной линии Для правильной организации поточных линий и рационального планирования работы необходимы
- 12. Исходными данными для определения такта являются производственное задание (в штуках за смену, месяц, год) и фонд
- 13. Такт поточной линии определяется по следующей формуле: , где Тр – фонд рабочего времени за принятый
- 14. Пример. При такте поточной линии в 3 мин. темп работы равен 1/3 изделия в минуту или
- 15. Число рабочих мест на каждой операции определяется по следующей формуле: , где tшт – норма времени
- 16. Число рабочих мест на всей поточной линии определяется суммированием рабочих мест на каждой операции. , где
- 17. Число рабочих мест на поточной линии определяется по следующей формуле: , где Тр – фонд рабочего
- 18. Важным параметром поточной линии является длина конвейерной ленты, зависящей от количества рабочих мест, габаритных размеров оборудования
- 19. Рабочая длина конвейера Рабочая длина конвейера равна произведению количества рабочих мест и шага конвейера. , где
- 20. Шаг конвейера Шаг конвейера есть расстояние между центрами двух смежных рабочих мест. , где l1 –
- 21. Скорость движения конвейера При организации поточной линии с непрерывным движением конвейера необходимо правильно определить его скорость.
- 22. Автоматические поточные линии. Автоматические поточные линии – являются высшей формой поточного производства, на которых в едином
- 24. Скачать презентацию
Студент должен:
Знать:
Характерные черты поточного и автоматизированного производства;
Классификация поточных линий.
Уметь:
Студент должен:
Знать:
Характерные черты поточного и автоматизированного производства;
Классификация поточных линий.
Уметь:

Поточное производство
Поточное производство – производство, основанное на ритмичной повторяемости согласованных во
Поточное производство
Поточное производство – производство, основанное на ритмичной повторяемости согласованных во
Экономическая эффективность поточного производства.
Рост производительности труда (высокий уровень специализации, НОТ,
Экономическая эффективность поточного производства.
Рост производительности труда (высокий уровень специализации, НОТ,
Закрепление одного или нескольких видов изделий, сходных по технологии, конструктивным особенностям
Закрепление одного или нескольких видов изделий, сходных по технологии, конструктивным особенностям
Поточные линии
Первичным звеном поточного производства является поточная линия.
Поточная линия – это
Поточные линии
Первичным звеном поточного производства является поточная линия.
Поточная линия – это
Классификация поточных линий.
Однопредметные – обработка одного вида изделий в течение длительного
Классификация поточных линий.
Однопредметные – обработка одного вида изделий в течение длительного
Классификация поточных линий.
По степени непрерывности поточные линии подразделяются:
Непрерывно-поточные линии характеризуются
Классификация поточных линий.
По степени непрерывности поточные линии подразделяются:
Непрерывно-поточные линии характеризуются
Классификация поточных линий.
По характеру движения поточные линии подразделяются:
Поточные линии с
Классификация поточных линий.
По характеру движения поточные линии подразделяются:
Поточные линии с
Поточные линии могут быть ограничены пределами участка, иногда рядом участков (например,
Поточные линии могут быть ограничены пределами участка, иногда рядом участков (например,
Расчет такта и темпа поточной линии
Для правильной организации поточных линий и
Расчет такта и темпа поточной линии
Для правильной организации поточных линий и
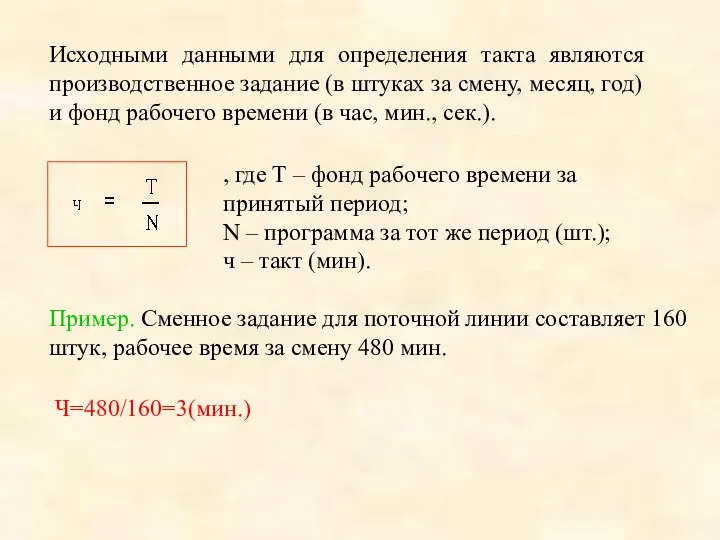
Исходными данными для определения такта являются производственное задание (в штуках за
Исходными данными для определения такта являются производственное задание (в штуках за
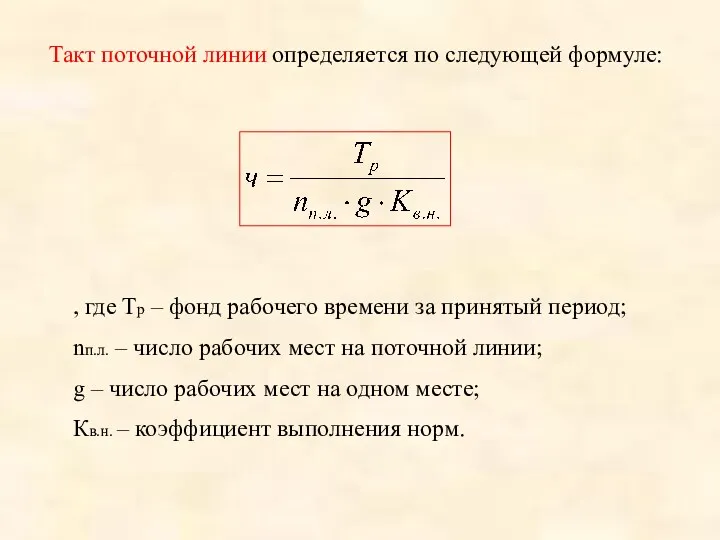
Такт поточной линии определяется по следующей формуле:
, где Тр – фонд
Такт поточной линии определяется по следующей формуле:
, где Тр – фонд
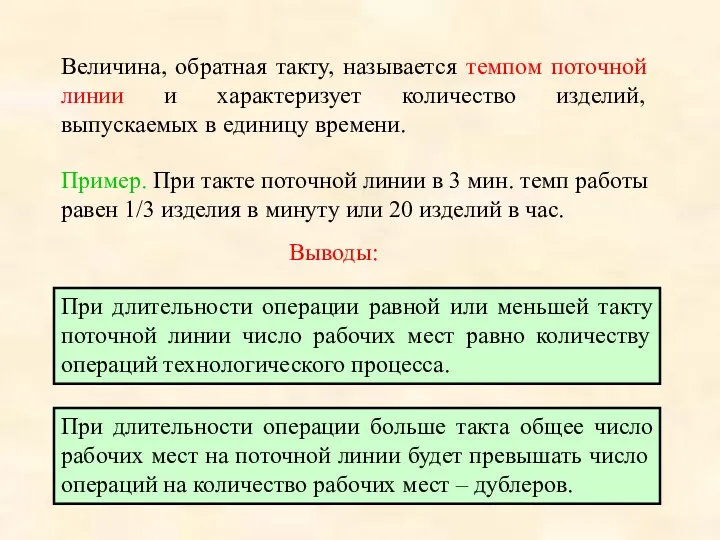
Пример. При такте поточной линии в 3 мин. темп работы равен
Пример. При такте поточной линии в 3 мин. темп работы равен
Число рабочих мест на каждой операции определяется по следующей формуле:
, где
Число рабочих мест на каждой операции определяется по следующей формуле:
, где
Число рабочих мест на всей поточной линии определяется суммированием рабочих мест
Число рабочих мест на всей поточной линии определяется суммированием рабочих мест
Число рабочих мест на поточной линии определяется по следующей формуле:
, где
Число рабочих мест на поточной линии определяется по следующей формуле:
, где
Важным параметром поточной линии является длина конвейерной ленты, зависящей от количества
Важным параметром поточной линии является длина конвейерной ленты, зависящей от количества
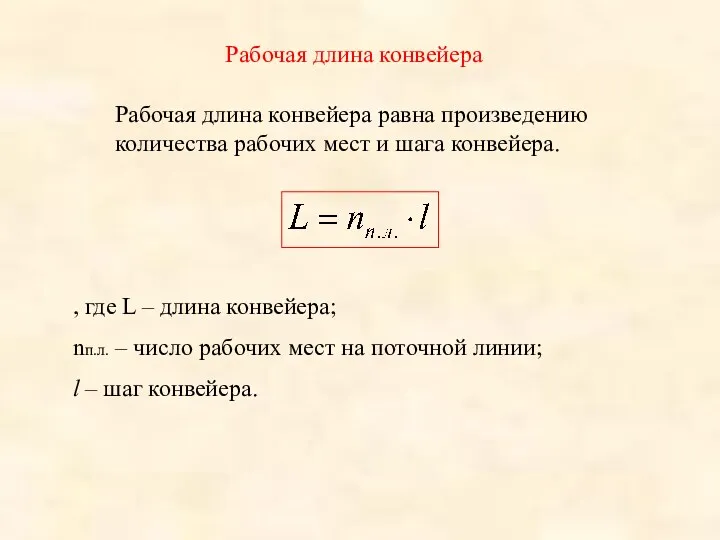
Рабочая длина конвейера
Рабочая длина конвейера равна произведению количества рабочих мест и
Рабочая длина конвейера
Рабочая длина конвейера равна произведению количества рабочих мест и
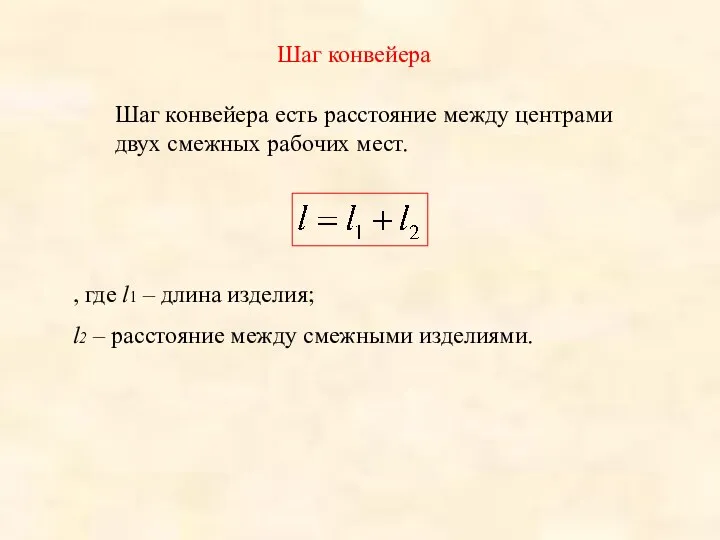
Шаг конвейера
Шаг конвейера есть расстояние между центрами двух смежных рабочих мест.
,
Шаг конвейера
Шаг конвейера есть расстояние между центрами двух смежных рабочих мест.
,
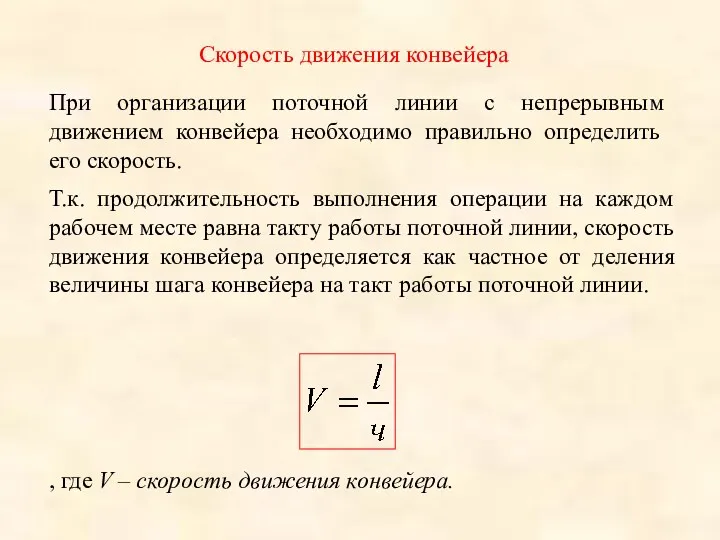
Скорость движения конвейера
При организации поточной линии с непрерывным движением конвейера необходимо
Скорость движения конвейера
При организации поточной линии с непрерывным движением конвейера необходимо
Автоматические поточные линии.
Автоматические поточные линии – являются высшей формой поточного производства,
Автоматические поточные линии.
Автоматические поточные линии – являются высшей формой поточного производства,
 Коммерческое предложение
Коммерческое предложение Организация ремонтного хозяйства
Организация ремонтного хозяйства Інноваційний менеджмент в підприємстві
Інноваційний менеджмент в підприємстві Совершенствование логистических процессов на предприятии ресторанного бизнеса (на примере ресторана Чайна Таун)
Совершенствование логистических процессов на предприятии ресторанного бизнеса (на примере ресторана Чайна Таун) Банковский менеджмент (1)
Банковский менеджмент (1) Управление контактной зоной в гостиницах
Управление контактной зоной в гостиницах Государственно-общественного управления в образовании
Государственно-общественного управления в образовании Національні концепції управління якістю
Національні концепції управління якістю Совершенствование использования рабочего времени руководителя
Совершенствование использования рабочего времени руководителя Создание транспортной компании Перевозки 48
Создание транспортной компании Перевозки 48 Функция Руководства. Лидерство
Функция Руководства. Лидерство Оценка эффективности и экспертиза инновационных проектов
Оценка эффективности и экспертиза инновационных проектов Стратегическое управление: необходимость, сущность, этапы. Лекция 1
Стратегическое управление: необходимость, сущность, этапы. Лекция 1 Портрет менеджера. Основные качества менеджера
Портрет менеджера. Основные качества менеджера Тайм-менеджмент
Тайм-менеджмент Кеңсе меңгерушісі
Кеңсе меңгерушісі Компания HR Solutions. Система управления подбором персонала
Компания HR Solutions. Система управления подбором персонала Теория управления. Определение понятия менеджмент. (Лекция 1)
Теория управления. Определение понятия менеджмент. (Лекция 1) Управление персоналом: место и роль в системе управления предприятием и организациями
Управление персоналом: место и роль в системе управления предприятием и организациями Процесс приготовления и оформления при подаче сложных горячих банкетных блюд из мяса баранины и телятины в ресторане Былина
Процесс приготовления и оформления при подаче сложных горячих банкетных блюд из мяса баранины и телятины в ресторане Былина Понятие управления и его специфика
Понятие управления и его специфика Оценка эффективности организационной структуры
Оценка эффективности организационной структуры Процедура выселения гостя
Процедура выселения гостя Training at Nalco
Training at Nalco Дневник прохождения производственной практики в ООО АНДОР РГК УРАРТУ
Дневник прохождения производственной практики в ООО АНДОР РГК УРАРТУ Разработка и создание отдела по развитию персонала в ООО Мастерская красоты
Разработка и создание отдела по развитию персонала в ООО Мастерская красоты Менеджмент и функции менеджмента. Корпоративная культура
Менеджмент и функции менеджмента. Корпоративная культура Управлением мотивацией и стимулированием персонала
Управлением мотивацией и стимулированием персонала