- Организация производственного процесса во времени

Содержание
- 2. 1. Временной фактор в организации производственных процессов Производственный цикл Длительность производственного цикла Структура производственного цикла время
- 3. Структура производственного цикла Тт – время технологических операций; Тп-з – время работ подготовительно-заключительного характера; Те —
- 4. Операционный цикл - это продолжительность законченной части технологического процесса, выполняемой на одном рабочем месте Цикл: однооперационный
- 5. ВИДЫ ДВИЖЕНИЯ ПРЕДМЕТОВ ТРУДА В ПРОЦЕССЕ ИХ ИЗГОТОВЛЕНИЯ последовательный, параллельный параллельно-последовательный.
- 6. ПОСЛЕДОВАТЕЛЬНЫЙ ВИД ДВИЖЕНИЯ вся партия деталей передается на последующую операцию после окончания обработки всех деталей на
- 7. Схема последовательного движения
- 8. Параллельный вид движения детали передаются на следующую операцию транспортной партией сразу после окончания ее обработки на
- 9. Схема параллельного движения
- 10. Последовательно-параллельное движение детали передаются с операции на операцию транспортными партиями или поштучно происходит частичное совмещение времени
- 11. Схема последовательно-параллельного движения
- 12. 2. Создание гибких производственных логистических систем (ГПЛС) совокупность оборудования с числовым программным управлением, роботизированных технологических комплексов,
- 13. ГИБКИЙ ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ (ГПМ) - материальная основа ГПЛС. ГПМ в производстве - единица технологического оборудования с
- 14. ОСНОВНЫЕ МЕТОДЫ ПРОЕКТИРОВАНИЯ ГПЛС Новое оборудование — новая технология — новая организация производства. Новая технология —
- 15. ОРГАНИЗАЦИОННО-ПРОИЗВОДСТВЕННЫЕ КРИТЕРИИ ГПЛС поддержание стабильного уровня выходных характеристик (объема и ритма выпуска, качества и стоимости продукции),
- 16. Факторы внешних отклоняющих воздействий обновление ассортимента продукции в соответствии с рыночным спросом; конструктивные модификации, влекущие необходимость
- 17. Факторы внутренних отклонений сбои и выход из строя основного и вспомогательного оборудования; поломка инструмента; брак; невыход
- 18. ВИДЫ ГИБКОСТИ ПЛС Гибкость станочной системы (гибкость оборудования) Ассортиментная гибкость Технологическая гибкость Гибкость объемов производства Гибкость
- 19. ПОКАЗАТЕЛИ ОПЕРАТИВНОЙ АВТОНОМНОСТИ способность каждого элемента поддерживать собственное функционирование без внешнего вмешательства: средняя продолжительностью работы в
- 20. 3. Система JIT: сущность, особенности Одной из наиболее широко распространенных в мире логистических концепций/технологий является концепция
- 21. Преимущества технологий «точно в срок» • Низкий уровень запасов МР, НП, ГП. • Сокращение производственных площадей.
- 22. • Плавный поток производства с редкими сбоями, причинами которых являлись бы проблемы качества; более короткие сроки
- 23. Схема JIT Стандартные производственные операции Партионное производство Идеальное JIT производство
- 24. Взаимосвязи по программе JIT Выравнивание плана производства Смешанный модельный ряд Малые партии Сигналы запроса Тотальный ППР
- 28. Скачать презентацию
1. Временной фактор в организации производственных процессов
Производственный цикл
Длительность производственного цикла
Структура производственного
1. Временной фактор в организации производственных процессов
Производственный цикл
Длительность производственного цикла
Структура производственного
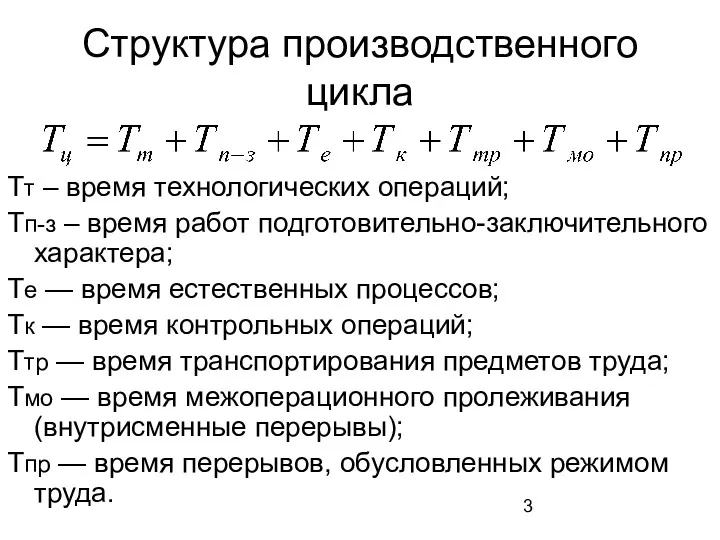
Структура производственного цикла
Тт – время технологических операций;
Тп-з – время работ
Структура производственного цикла
Тт – время технологических операций;
Тп-з – время работ
Операционный цикл - это продолжительность законченной части технологического процесса, выполняемой на
Операционный цикл - это продолжительность законченной части технологического процесса, выполняемой на
ВИДЫ ДВИЖЕНИЯ ПРЕДМЕТОВ ТРУДА В ПРОЦЕССЕ ИХ ИЗГОТОВЛЕНИЯ
последовательный,
параллельный
параллельно-последовательный.
ВИДЫ ДВИЖЕНИЯ ПРЕДМЕТОВ ТРУДА В ПРОЦЕССЕ ИХ ИЗГОТОВЛЕНИЯ
последовательный,
параллельный
параллельно-последовательный.
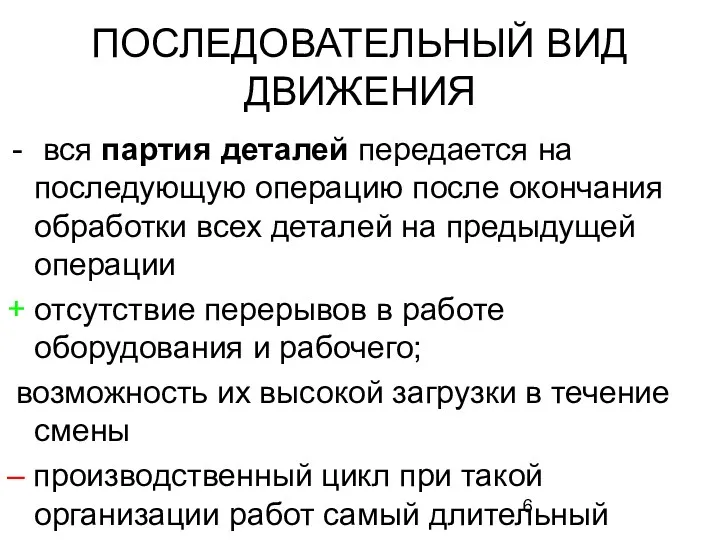
ПОСЛЕДОВАТЕЛЬНЫЙ ВИД ДВИЖЕНИЯ
вся партия деталей передается на последующую операцию после
ПОСЛЕДОВАТЕЛЬНЫЙ ВИД ДВИЖЕНИЯ
вся партия деталей передается на последующую операцию после

Схема последовательного движения
Схема последовательного движения
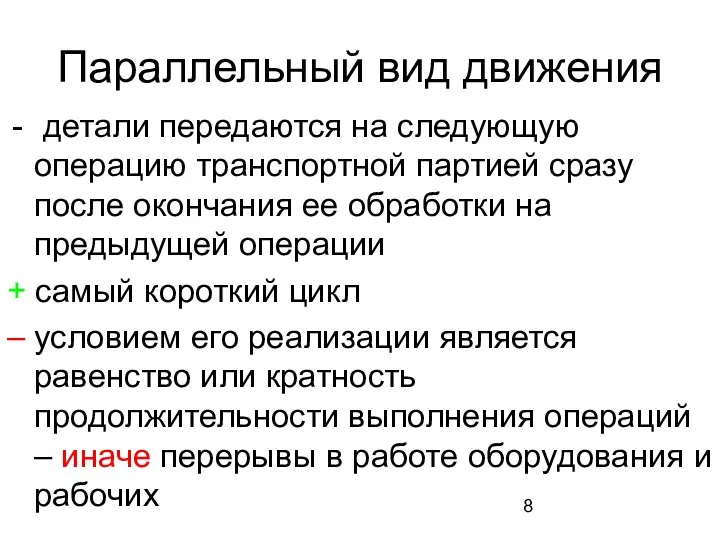
Параллельный вид движения
детали передаются на следующую операцию транспортной партией сразу
Параллельный вид движения
детали передаются на следующую операцию транспортной партией сразу

Схема параллельного движения
Схема параллельного движения
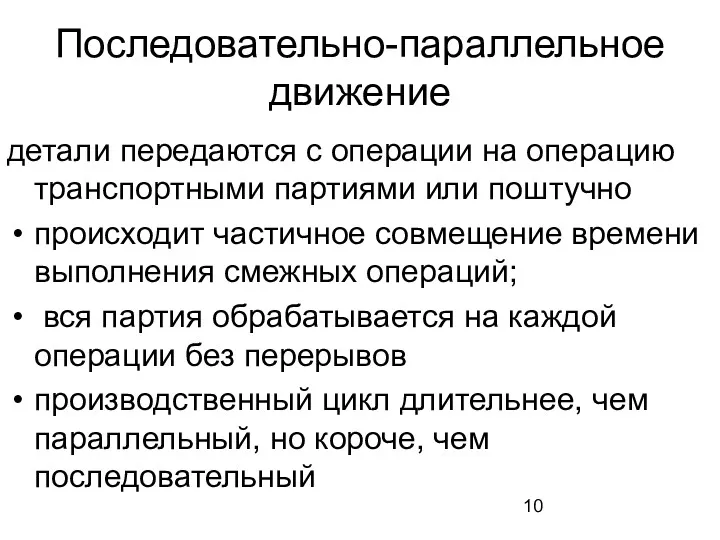
Последовательно-параллельное движение
детали передаются с операции на операцию транспортными партиями или поштучно
происходит
Последовательно-параллельное движение
детали передаются с операции на операцию транспортными партиями или поштучно
происходит
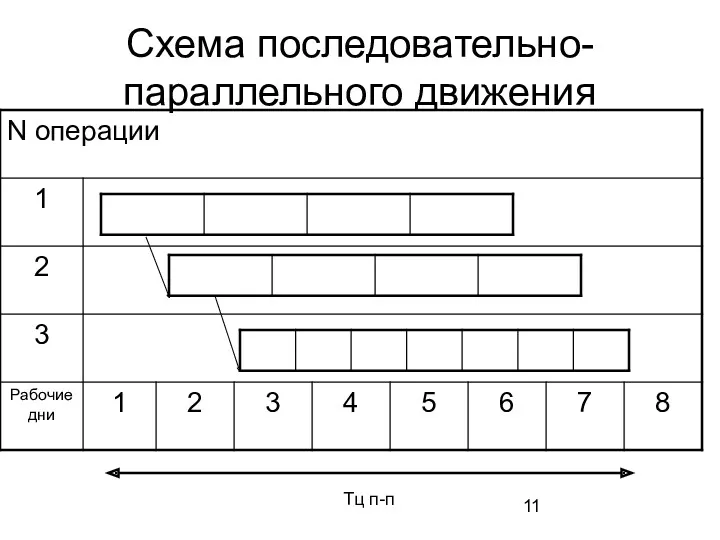
Схема последовательно-параллельного движения
Схема последовательно-параллельного движения
2. Создание гибких производственных логистических систем (ГПЛС)
совокупность оборудования с числовым программным
2. Создание гибких производственных логистических систем (ГПЛС)
совокупность оборудования с числовым программным
ГИБКИЙ ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ (ГПМ)
- материальная основа ГПЛС.
ГПМ в производстве - единица
ГИБКИЙ ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ (ГПМ)
- материальная основа ГПЛС.
ГПМ в производстве - единица
ОСНОВНЫЕ МЕТОДЫ ПРОЕКТИРОВАНИЯ ГПЛС
Новое оборудование — новая технология — новая организация
ОСНОВНЫЕ МЕТОДЫ ПРОЕКТИРОВАНИЯ ГПЛС
Новое оборудование — новая технология — новая организация
ОРГАНИЗАЦИОННО-ПРОИЗВОДСТВЕННЫЕ КРИТЕРИИ ГПЛС
поддержание стабильного уровня выходных характеристик (объема и ритма выпуска,
ОРГАНИЗАЦИОННО-ПРОИЗВОДСТВЕННЫЕ КРИТЕРИИ ГПЛС
поддержание стабильного уровня выходных характеристик (объема и ритма выпуска,
Факторы внешних отклоняющих воздействий
обновление ассортимента продукции в соответствии с рыночным спросом;
конструктивные
Факторы внешних отклоняющих воздействий
обновление ассортимента продукции в соответствии с рыночным спросом;
конструктивные
Факторы внутренних отклонений
сбои и выход из строя основного и вспомогательного
Факторы внутренних отклонений
сбои и выход из строя основного и вспомогательного
ВИДЫ ГИБКОСТИ ПЛС
Гибкость станочной системы (гибкость оборудования)
Ассортиментная гибкость
Технологическая гибкость
ВИДЫ ГИБКОСТИ ПЛС
Гибкость станочной системы (гибкость оборудования)
Ассортиментная гибкость
Технологическая гибкость
ПОКАЗАТЕЛИ ОПЕРАТИВНОЙ АВТОНОМНОСТИ
способность каждого элемента поддерживать собственное функционирование без внешнего вмешательства:
ПОКАЗАТЕЛИ ОПЕРАТИВНОЙ АВТОНОМНОСТИ
способность каждого элемента поддерживать собственное функционирование без внешнего вмешательства:
3. Система JIT: сущность, особенности
Одной из наиболее широко распространенных в мире
3. Система JIT: сущность, особенности
Одной из наиболее широко распространенных в мире
Преимущества технологий «точно в срок»
• Низкий уровень запасов МР, НП, ГП.
•
Преимущества технологий «точно в срок»
• Низкий уровень запасов МР, НП, ГП.
•
• Плавный поток производства с редкими сбоями, причинами которых являлись бы
• Плавный поток производства с редкими сбоями, причинами которых являлись бы
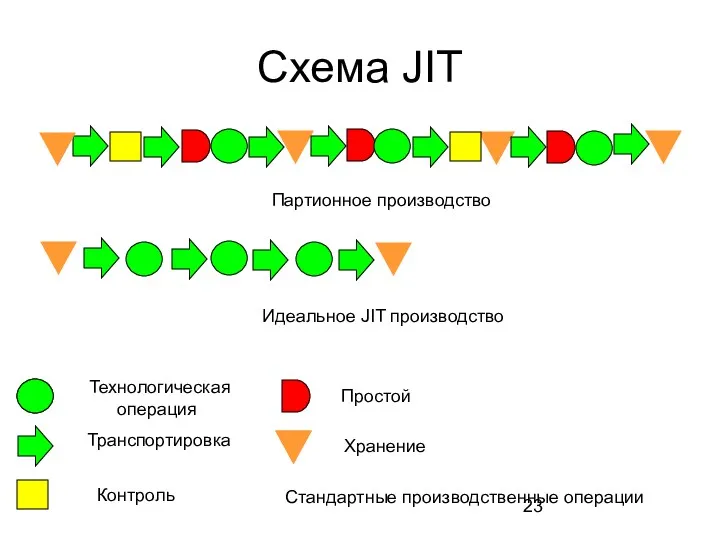
Схема JIT
Стандартные производственные операции
Партионное производство
Идеальное JIT производство
Схема JIT
Стандартные производственные операции
Партионное производство
Идеальное JIT производство
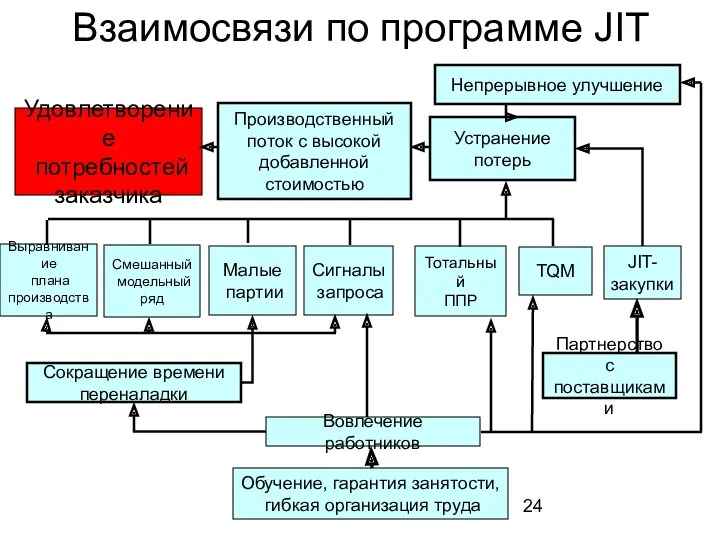
Взаимосвязи по программе JIT
Выравнивание
плана
производства
Смешанный
модельный
ряд
Малые
партии
Сигналы
запроса
Тотальный
ППР
TQM
JIT-
закупки
Удовлетворение
Взаимосвязи по программе JIT
Выравнивание
плана
производства
Смешанный
модельный
ряд
Малые
партии
Сигналы
запроса
Тотальный
ППР
TQM
JIT-
закупки
Удовлетворение
 Организация претензионной работы. Унификация требований к пакету доказательств по основным видам нарушений обязательств
Организация претензионной работы. Унификация требований к пакету доказательств по основным видам нарушений обязательств Инновацияның жалпы түсінігін, жәктелуін және инноватика теориясының қалыптасуы
Инновацияның жалпы түсінігін, жәктелуін және инноватика теориясының қалыптасуы Nextlevel. Трансформационный тренинг
Nextlevel. Трансформационный тренинг Human resource management
Human resource management Өндірістік логистикадағы материалдық ағымдарды басқарудың тартушы| жəне итеруші жүйелері. Тартушы жəне итеруші жүйелердің мəні
Өндірістік логистикадағы материалдық ағымдарды басқарудың тартушы| жəне итеруші жүйелері. Тартушы жəне итеруші жүйелердің мəні Справочная Документация
Справочная Документация Планирование и организация логистического процесса в организациях
Планирование и организация логистического процесса в организациях Test. Design and implementation
Test. Design and implementation Введение в дисциплину Корпоративная социальная ответственность
Введение в дисциплину Корпоративная социальная ответственность Развитие персонала
Развитие персонала Организация контроля качества продукции
Организация контроля качества продукции организация снабжения и складского хозяйства на предприятиях общественного питания
организация снабжения и складского хозяйства на предприятиях общественного питания Организация труда и заработной платы на предприятии. Кадры предприятия
Организация труда и заработной платы на предприятии. Кадры предприятия Организация и технология приемки потребительских товаров и продукции производственно-технического назначения
Организация и технология приемки потребительских товаров и продукции производственно-технического назначения Корпоративный кодекс
Корпоративный кодекс Test design
Test design Басқару жүйесіндегі аудит нұсқаулары
Басқару жүйесіндегі аудит нұсқаулары Corporate social responsibility case in Cisco company
Corporate social responsibility case in Cisco company Планування матеріально–технічного забезпечення на підприємстві. (Модуль 1.2)
Планування матеріально–технічного забезпечення на підприємстві. (Модуль 1.2) Технология подготовки и реализации управленческих решений
Технология подготовки и реализации управленческих решений Мировой и национальный опыт управления проектами и программами
Мировой и национальный опыт управления проектами и программами Введение в стратегический менеджмент образовательной организации
Введение в стратегический менеджмент образовательной организации Речевой этикет в документе
Речевой этикет в документе Разработка мероприятий по развитию событийного туризма в Тульской области
Разработка мероприятий по развитию событийного туризма в Тульской области Общество с ограниченной ответственностью МашИнКо
Общество с ограниченной ответственностью МашИнКо Организация как функция управления (взаимодействия и полномочия)
Организация как функция управления (взаимодействия и полномочия) Подбор персонала, некоторые аспекты
Подбор персонала, некоторые аспекты Роль контроллинга и управленческого учета в системах управления предприятиями
Роль контроллинга и управленческого учета в системах управления предприятиями