- Организация технического обслуживания производства

Содержание
- 2. Вопрос 1: Назначение, состав и задачи служб технического обслуживания. Вспомогательные производства снабжают основное производство водой, паром,
- 3. Различают простые и сложные вспомогательные производства. Простые вспомогательные производства (энергоцеха, компрессорные и парокотельные цехи и др.)
- 4. Полуфабрикаты собственного производства могут подвергаться дальнейшей обработке в следующих переделах или передаваться другим хозяйствующим субъектам. Попередельный
- 5. Себестоимость единицы продукции определяется путем деления общей суммы затрат на объем выпущенной продукции:
- 6. Сложные вспомогательные производства (инструментальные, ремонтные, транспортные и др.) выполняют различные виды работ и услуг в 2-х
- 7. Особенностью работы цехов вспомогательных производств является оказание взаимных (встречных) услуг (продукции). Эти услуги чаще всего оцениваются
- 8. Вопрос 2: Организация инструментального обслуживания производства Инструментальное обслуживание производства представляет собой систему: − регулярного и своевременного
- 9. Задачи инструментального обслуживания предприятия: бесперебойное и комплектное обеспечение рабочих мест инструментом, необходимым для текущего производства; своевременное
- 10. В целях рациональной организации инструментального обслуживания производства и упрощения технологической документации весь инструмент классифицируется. По характеру
- 11. Наибольшее значение имеет классификация инструмента по назначению. Установлены десятичная система классификации инструмента и цифровая система индексации.
- 12. Общая потребность предприятия по каждому виду и типоразмеру инструмента на плановый период (Ип) определяется по формуле:
- 13. Расчет расхода инструмента на производственную программу (расходного фонда), определяется исходя из величины производственной программы, номенклатуры инструмента
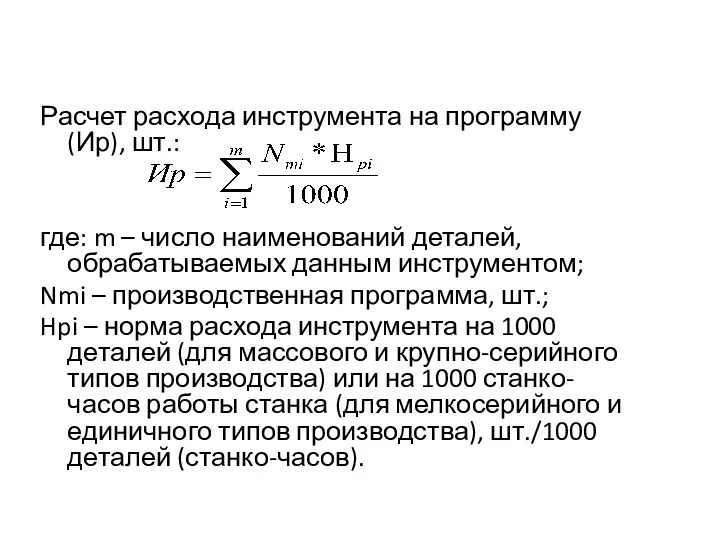
- 14. Расчет расхода инструмента на программу (Ир), шт.: где: m – число наименований деталей, обрабатываемых данным инструментом;
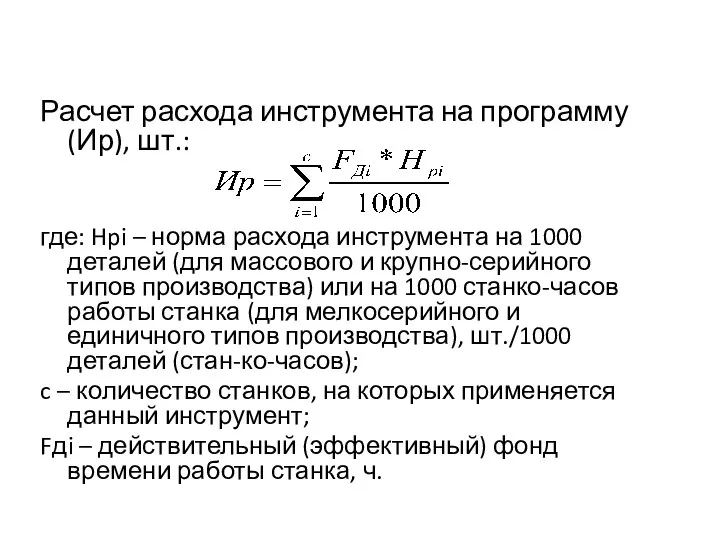
- 15. Расчет расхода инструмента на программу (Ир), шт.: где: Hpi – норма расхода инструмента на 1000 деталей
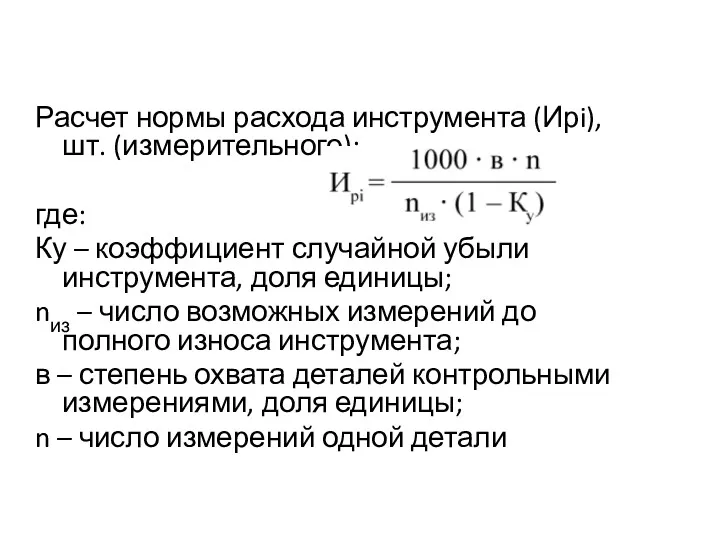
- 16. Расчет нормы расхода инструмента (Ирi), шт. (измерительного): где: Ку – коэффициент случайной убыли инструмента, доля единицы;
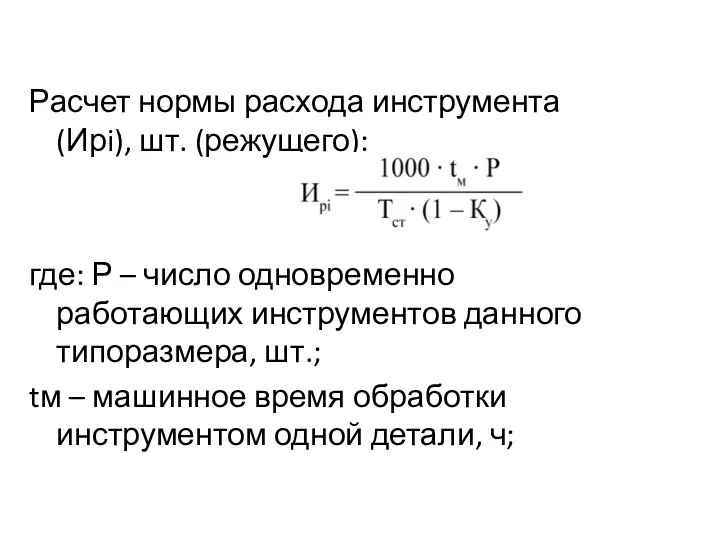
- 17. Расчет нормы расхода инструмента (Ирi), шт. (режущего): где: Р – число одновременно работающих инструментов данного типоразмера,
- 18. Тст - стойкость инструмента до полного его износа, ч.: Тст = (З + 1) · t,
- 19. Оборотный фонд инструмента устанавливается на все виды и типоразмеры инструмента. Оборотный фонд инструмента состоит из: цехового
- 20. Эксплуатационный фонд – это количество инструмента на рабочем месте (Fрм) и его количество в заточке и
- 21. Оборотный фонд инструмента на предприятии (Ио): Ио = Fц + Зцис , где: Fц - цеховой
- 22. Цеховый оборотный фонд (Fц) Fц = Fэ + Fирк, где: Fэ - эксплуатационный фонд Fирк -
- 23. Количество инструмента на рабочем месте (Fрм) Fрм = (tп : tс)*С*i*(1 + Кс), где tшт –
- 24. С – число рабочих мест, на которых одновременно применяется данный инструмент, определяется по формуле: N –
- 25. Количество инструмента в заточке и ремонте: Fз,р = (tз : tп) * Fрм , где: tз
- 26. Запасы в цеховых инструментальных раздаточных кладовых ЗцезИРК = Идн * П(1+ Ксз) = (Ир:r)(1 + Ксз),
- 27. Запасы центрального инструментального склада (Зцис), устанавливаются 3 уровня запаса: Запас минимальный (Зmin): Зmin = Идн ·
- 28. Тср – период срочного изготовления или поступления инструмента со стороны, дни; Рцис – размер партии заказа
- 29. Вопрос 3: Организация ремонтного обслуживания производства. Ремонтное хозяйство – это совокупность производственных подразделений, осуществляющих комплекс мероприятий
- 30. В основные функции ремонтного хозяйства предприятия входят: аттестация и паспортизация оборудования; разработка технологических процессов ремонта оборудования,
- 31. На предприятиях ремонт технологического оборудования осуществляется на основе: 1) системы ремонта по результатам технической диагностики (все
- 32. Система ППР предусматривает: осмотры, при которых выявляется степень износа отдельных деталей, устраняются мелкие дефекты (неисправности); текущий
- 33. Работы в системе ППР осуществляется с помощью нескольких нормативов: 1) ремонтный цикл – это повторяющаяся совокупность
- 34. Основными путями совершенствования ремонтного хозяйства являются: 1) централизация ремонтного хозяйства производственного объединения; 2) повышение уровня организации
- 35. Вопрос 4: Организация энергетическтого обслуживания производства Энергетическое хозяйство – это совокупность технических средств для обеспечения бесперебойного
- 36. В его состав входят хозяйства: электросиловое – понижающие и повышающие подстанции, генераторные и трансформаторные установки, электросети,
- 37. Потребность в энергии определяют на основании: плана производства продукции и переработки сырья, удельных норм расхода энергии
- 38. Определение потребности предприятия в энергии и топливе основывается на составлении энергетических и топливных балансов. Балансовый метод
- 39. Перспективные балансы составляются на длительный срок и используются при проектировании, реконструкции производства и для развития энергохозяйства
- 40. Задача разработки планового баланса — обоснование плановой потребности предприятия в топливе и энергии для выполнения производственной
- 41. Отчётные (фактические) балансы служат средством контроля потребления энергоносителей и выполнения плановых балансов, а также основным материалом
- 42. Определение потребности промышленного предприятия в энергоресурсах базируется на использовании прогрессивных норм расхода. На промышленных предприятиях применяются
- 43. Под прогрессивной удельной нормой расхода энергии и топлива понимают её максимально допустимый расход, необходимый для изготовления
- 44. Нормы энергопотребления подразделяются на суммарные на единицу продукции, вид работ и операционные (дифференцированные) — на деталь,
- 45. В зависимости от использования энергии удельные её нормы подразделяются на технологические нормы и на вспомогательные нужды
- 46. Плановую потребность в энергии и топливе определяют с помощью удельных норм, а общую по формуле: Эо
- 47. Планирование потребности энергии по цехам осуществляется с помощью удельных норм расхода двигательной и технологической энергии на
- 48. Основными направлениями рационализации энергопотребления являются: правильный выбор энергоносителей, ликвидация прямых потерь, совершенствование технологии и организации производства,
- 49. Вопрос 5: Организация транспортного обслуживания производства Транспортное обслуживание – это комплекс средств предприятия, предназначенных для перевозки
- 50. Задачей транспортного хозяйства на предприятии является своевременное и бесперебойное обслуживание производства транспортными средствами по перемещению грузов
- 51. Состав транспортного хозяйства предприятия зависит от характера выпускаемой продукции, типа и масштаба производства, производственной структуры предприятия.
- 52. По видам транспортные средства подразделяются на: Железнодорожный (мото— и тепловозы, вагоны, платформы, цистерны, специальные вагоны); Безрельсовый
- 53. По своему назначению транспортные средства могут быть подразделены на внутренний, межцеховой и внешний транспорт.
- 55. Скачать презентацию
Вопрос 1: Назначение, состав и задачи служб технического обслуживания.
Вспомогательные производства снабжают
Вопрос 1: Назначение, состав и задачи служб технического обслуживания.
Вспомогательные производства снабжают
Различают простые и сложные вспомогательные производства.
Простые вспомогательные производства (энергоцеха, компрессорные
Различают простые и сложные вспомогательные производства.
Простые вспомогательные производства (энергоцеха, компрессорные
Полуфабрикаты собственного производства могут подвергаться дальнейшей обработке в следующих переделах или
Полуфабрикаты собственного производства могут подвергаться дальнейшей обработке в следующих переделах или
Себестоимость единицы продукции определяется путем деления общей суммы затрат на объем
Себестоимость единицы продукции определяется путем деления общей суммы затрат на объем
Сложные вспомогательные производства (инструментальные, ремонтные, транспортные и др.) выполняют различные виды
Сложные вспомогательные производства (инструментальные, ремонтные, транспортные и др.) выполняют различные виды
Особенностью работы цехов вспомогательных производств является оказание взаимных (встречных) услуг (продукции).
Особенностью работы цехов вспомогательных производств является оказание взаимных (встречных) услуг (продукции).
Вопрос 2: Организация инструментального обслуживания производства
Инструментальное обслуживание производства представляет собой систему:
−
Вопрос 2: Организация инструментального обслуживания производства
Инструментальное обслуживание производства представляет собой систему:
−
Задачи инструментального обслуживания предприятия:
бесперебойное и комплектное обеспечение рабочих мест инструментом,
Задачи инструментального обслуживания предприятия:
бесперебойное и комплектное обеспечение рабочих мест инструментом,
В целях рациональной организации инструментального обслуживания производства и упрощения технологической документации
В целях рациональной организации инструментального обслуживания производства и упрощения технологической документации
Наибольшее значение имеет классификация инструмента по назначению. Установлены десятичная система классификации
Наибольшее значение имеет классификация инструмента по назначению. Установлены десятичная система классификации
Общая потребность предприятия по каждому виду и типоразмеру инструмента на плановый
Общая потребность предприятия по каждому виду и типоразмеру инструмента на плановый
Расчет расхода инструмента на производственную программу (расходного фонда), определяется исходя из
Расчет расхода инструмента на производственную программу (расходного фонда), определяется исходя из
Расчет расхода инструмента на программу (Ир), шт.:
где: m – число наименований
Расчет расхода инструмента на программу (Ир), шт.:
где: m – число наименований
Расчет расхода инструмента на программу (Ир), шт.:
где: Hpi – норма расхода
Расчет расхода инструмента на программу (Ир), шт.:
где: Hpi – норма расхода
Расчет нормы расхода инструмента (Ирi), шт. (измерительного):
где:
Ку – коэффициент случайной
Расчет нормы расхода инструмента (Ирi), шт. (измерительного):
где:
Ку – коэффициент случайной
Расчет нормы расхода инструмента (Ирi), шт. (режущего):
где: Р – число одновременно
Расчет нормы расхода инструмента (Ирi), шт. (режущего):
где: Р – число одновременно
Тст - стойкость инструмента до полного его износа, ч.: Тст =
Тст - стойкость инструмента до полного его износа, ч.: Тст =
Оборотный фонд инструмента устанавливается на все виды и типоразмеры инструмента.
Оборотный
Оборотный фонд инструмента устанавливается на все виды и типоразмеры инструмента.
Оборотный
Эксплуатационный фонд – это количество инструмента на рабочем месте (Fрм) и
Эксплуатационный фонд – это количество инструмента на рабочем месте (Fрм) и
Оборотный фонд инструмента на предприятии (Ио):
Ио = Fц + Зцис
Оборотный фонд инструмента на предприятии (Ио):
Ио = Fц + Зцис
Цеховый оборотный фонд (Fц)
Fц = Fэ + Fирк, где:
Fэ -
Цеховый оборотный фонд (Fц)
Fц = Fэ + Fирк, где:
Fэ -
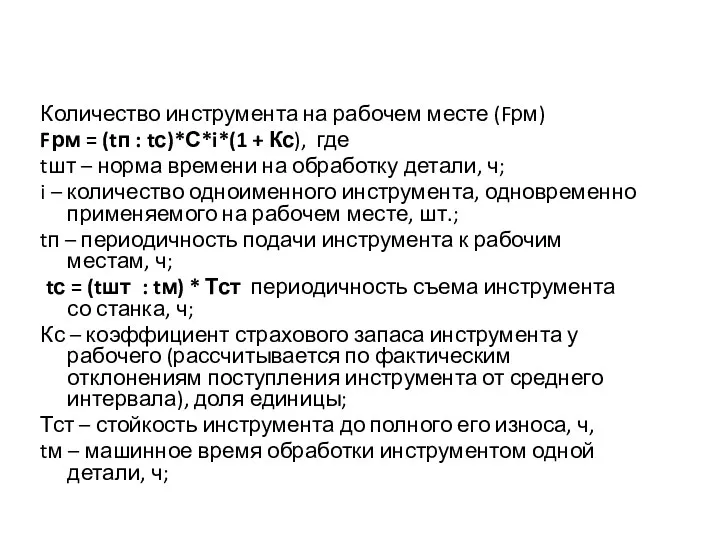
Количество инструмента на рабочем месте (Fрм)
Fрм = (tп : tс)*С*i*(1
Количество инструмента на рабочем месте (Fрм)
Fрм = (tп : tс)*С*i*(1
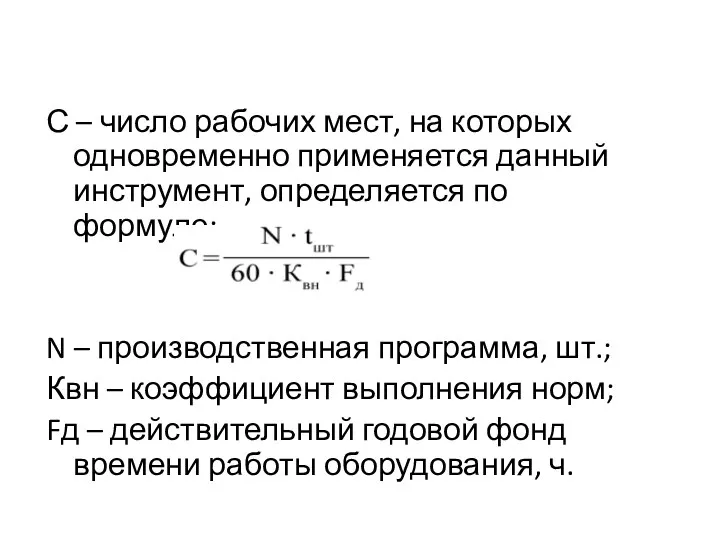
С – число рабочих мест, на которых одновременно применяется данный инструмент,
С – число рабочих мест, на которых одновременно применяется данный инструмент,
Количество инструмента в заточке и ремонте: Fз,р = (tз : tп)
Количество инструмента в заточке и ремонте: Fз,р = (tз : tп)
Запасы в цеховых инструментальных раздаточных кладовых
ЗцезИРК = Идн * П(1+
Запасы в цеховых инструментальных раздаточных кладовых
ЗцезИРК = Идн * П(1+
Запасы центрального инструментального склада (Зцис), устанавливаются 3 уровня запаса:
Запас минимальный
Запасы центрального инструментального склада (Зцис), устанавливаются 3 уровня запаса:
Запас минимальный
Тср – период срочного изготовления или поступления инструмента со стороны, дни;
Тср – период срочного изготовления или поступления инструмента со стороны, дни;
Вопрос 3: Организация ремонтного обслуживания производства.
Ремонтное хозяйство – это совокупность производственных
Вопрос 3: Организация ремонтного обслуживания производства.
Ремонтное хозяйство – это совокупность производственных
В основные функции ремонтного хозяйства предприятия входят:
аттестация и паспортизация оборудования;
В основные функции ремонтного хозяйства предприятия входят:
аттестация и паспортизация оборудования;
На предприятиях ремонт технологического оборудования осуществляется на основе:
1) системы ремонта по
На предприятиях ремонт технологического оборудования осуществляется на основе:
1) системы ремонта по
Система ППР предусматривает:
осмотры, при которых выявляется степень износа отдельных деталей, устраняются
Система ППР предусматривает:
осмотры, при которых выявляется степень износа отдельных деталей, устраняются
Работы в системе ППР осуществляется с помощью нескольких нормативов:
1) ремонтный
Работы в системе ППР осуществляется с помощью нескольких нормативов:
1) ремонтный
Основными путями совершенствования ремонтного хозяйства являются:
1) централизация ремонтного хозяйства производственного объединения;
2)
Основными путями совершенствования ремонтного хозяйства являются:
1) централизация ремонтного хозяйства производственного объединения;
2)
Вопрос 4: Организация энергетическтого обслуживания производства
Энергетическое хозяйство – это совокупность технических
Вопрос 4: Организация энергетическтого обслуживания производства
Энергетическое хозяйство – это совокупность технических
В его состав входят хозяйства:
электросиловое – понижающие и повышающие подстанции,
генераторные и
В его состав входят хозяйства:
электросиловое – понижающие и повышающие подстанции,
генераторные и
Потребность в энергии определяют на основании:
плана производства продукции и переработки
Потребность в энергии определяют на основании:
плана производства продукции и переработки
Определение потребности предприятия в энергии и топливе основывается на составлении энергетических
Определение потребности предприятия в энергии и топливе основывается на составлении энергетических
Перспективные балансы составляются на длительный срок и используются при проектировании, реконструкции
Перспективные балансы составляются на длительный срок и используются при проектировании, реконструкции
Задача разработки планового баланса — обоснование плановой потребности предприятия в топливе
Задача разработки планового баланса — обоснование плановой потребности предприятия в топливе
Отчётные (фактические) балансы служат средством контроля потребления энергоносителей и выполнения плановых
Отчётные (фактические) балансы служат средством контроля потребления энергоносителей и выполнения плановых
Определение потребности промышленного предприятия в энергоресурсах базируется на использовании прогрессивных норм
Определение потребности промышленного предприятия в энергоресурсах базируется на использовании прогрессивных норм
Под прогрессивной удельной нормой расхода энергии и топлива понимают её максимально
Под прогрессивной удельной нормой расхода энергии и топлива понимают её максимально
Нормы энергопотребления подразделяются на суммарные на единицу продукции, вид работ и
Нормы энергопотребления подразделяются на суммарные на единицу продукции, вид работ и
В зависимости от использования энергии удельные её нормы подразделяются на технологические
В зависимости от использования энергии удельные её нормы подразделяются на технологические
Плановую потребность в энергии и топливе определяют с помощью удельных норм,
Плановую потребность в энергии и топливе определяют с помощью удельных норм,
Планирование потребности энергии по цехам осуществляется с помощью удельных норм расхода
Планирование потребности энергии по цехам осуществляется с помощью удельных норм расхода
Основными направлениями рационализации энергопотребления являются:
правильный выбор энергоносителей,
ликвидация прямых потерь,
Основными направлениями рационализации энергопотребления являются:
правильный выбор энергоносителей,
ликвидация прямых потерь,
Вопрос 5: Организация транспортного обслуживания производства
Транспортное обслуживание – это комплекс средств
Вопрос 5: Организация транспортного обслуживания производства
Транспортное обслуживание – это комплекс средств
Задачей транспортного хозяйства на предприятии является своевременное и бесперебойное обслуживание производства
Задачей транспортного хозяйства на предприятии является своевременное и бесперебойное обслуживание производства
Состав транспортного хозяйства предприятия зависит от характера выпускаемой продукции, типа и
Состав транспортного хозяйства предприятия зависит от характера выпускаемой продукции, типа и
По видам транспортные средства подразделяются на:
Железнодорожный (мото— и тепловозы, вагоны, платформы,
По видам транспортные средства подразделяются на:
Железнодорожный (мото— и тепловозы, вагоны, платформы,
По своему назначению транспортные средства могут быть подразделены на внутренний, межцеховой
По своему назначению транспортные средства могут быть подразделены на внутренний, межцеховой
 Көтерме сауда қоймасындағы жүк өндеу материалдық ағынның үлгілеу барысы
Көтерме сауда қоймасындағы жүк өндеу материалдық ағынның үлгілеу барысы Мотивация в менеджменте. (Тема 8)
Мотивация в менеджменте. (Тема 8) Система мотиваций, контроль и контроллинг
Система мотиваций, контроль и контроллинг Курс Логистика закупок. Модуль 1. Общие положения
Курс Логистика закупок. Модуль 1. Общие положения Показатели качества одного или нескольких свойств продукции. Методы контроля
Показатели качества одного или нескольких свойств продукции. Методы контроля Intercultural Communication: Organizational Cultures and Communications
Intercultural Communication: Organizational Cultures and Communications Управление эффективностью использования ресурсов
Управление эффективностью использования ресурсов Современные подходы к управлению организацией
Современные подходы к управлению организацией Методология управления проектами PMI
Методология управления проектами PMI Командные роли по М. Белбин
Командные роли по М. Белбин Гостиничные цепи
Гостиничные цепи Развитие логистического складирования в РБ. Сравнительный анализ с логистическими центрами Польши, Литвы, Украины, России
Развитие логистического складирования в РБ. Сравнительный анализ с логистическими центрами Польши, Литвы, Украины, России Сущность, цели и задачи кадрового планирования
Сущность, цели и задачи кадрового планирования Системы энергетического менеджмента (Актуальность, требования, разработка и совершенствование)
Системы энергетического менеджмента (Актуальность, требования, разработка и совершенствование) Теория жизненных циклов организации
Теория жизненных циклов организации Проект переезда в новый офис. Шаблон презентации
Проект переезда в новый офис. Шаблон презентации Формирование корпоративных программ по организации адаптации и стажировке персонала
Формирование корпоративных программ по организации адаптации и стажировке персонала Теории управления персоналом
Теории управления персоналом Стратегия предприятия
Стратегия предприятия Правил торговой площадки на которые можно ссылаться в работе менеджеров при консультации клиентов
Правил торговой площадки на которые можно ссылаться в работе менеджеров при консультации клиентов ER – entity relationship diagram major components of ER diagram. (Chapter 6)
ER – entity relationship diagram major components of ER diagram. (Chapter 6) Нетрадиционные методы отбора персонала
Нетрадиционные методы отбора персонала Организационная структура управления предприятием
Организационная структура управления предприятием Программа для питомников и заводчиков ООО Профпет
Программа для питомников и заводчиков ООО Профпет Информационные системы в управлении цепями поставок
Информационные системы в управлении цепями поставок Результаты тестирования заместителей управляющих магазинов
Результаты тестирования заместителей управляющих магазинов Тайм-менеджмент. Цифровизация и тайм-менеджмент
Тайм-менеджмент. Цифровизация и тайм-менеджмент Разработка элементов системы менеджмента качества для кафе Авокадо в городе Ижевск
Разработка элементов системы менеджмента качества для кафе Авокадо в городе Ижевск