- Агрегатные станки

Содержание
- 2. Агрегатными называют многоинструментальные станки, скомпонованные из нормализованных и частично специальных агрегатов. применяются в крупносерийном и массовом
- 3. Примеры компоновок агрегатных станков: а – вертикальный односторонний однопозиционный; б – наклонный однопозиционный; в – трёхсторонний
- 4. Модель BP-50 с удлиненным столом 400×1500 мм для сверления прутов, используя многошпиндельные сверлильные головы установленные в
- 6. К нормализованным узлам относятся: 1. Силовые головки 2. Столы: силовые, делительные, фиксации и зажима, транспортных узлов.
- 7. Сверлильный станок с вращающейся головой вокруг 2-х уровневого стола.
- 8. 4-х позиционная круговая батарея сверлильных станков. Позиция 1: загрузка заготовки с автоматическим регулированием положения по длине;
- 9. станки однопозиционные (а, б, в) и многопозиционные (в, д); одношпиндельные и многошпиндельные; горизонтальные (а), вертикальные (г),
- 10. Агрегатный станок модели 13ПА
- 11. Общий вид агрегатного станка с круглым поворотным столом
- 12. Силовые столы предназначены для установки на них инструментальных бабок (фрезерных, сверлильных и др.) с самостоятельным приводом
- 13. Силовые головки Предназначены для сообщения инструменту главного движения, рабочей подачи и установочных перемещений. работают обычно в
- 14. Головки, у которых привод подачи встроен в корпус, называют самодействующими- обеспечивают и вращение и подачу инструмента
- 15. Силовые головки с кулачковым приводом
- 16. Гидравлическая силовая головка
- 17. Схема агрегатного станка в работе: 1 — электродвигатели; 2 — силовые головки; 3 — шпиндели; 4
- 19. Агрегатный станок с делительно-поворотным столом для вращательно-симметричных заготовок с диаметром зажима не более 45 мм и
- 21. Обработка отверстий в профильной трубе (мелкосерийное производство), Обработка длинномерных деталей (до 12м.)
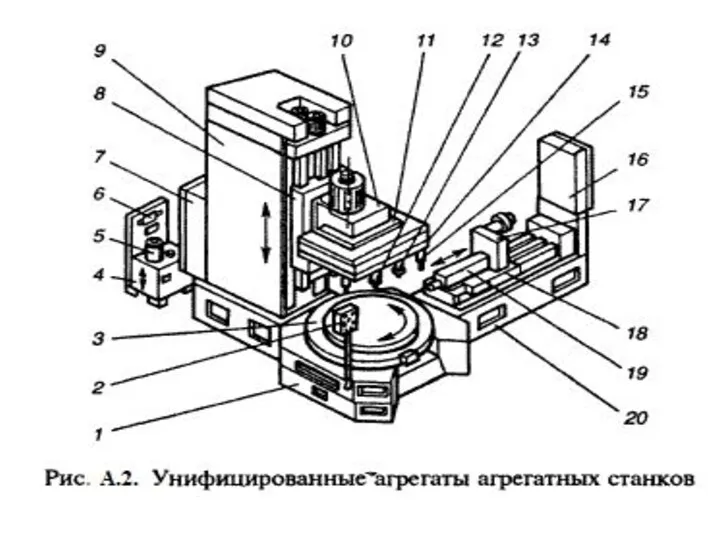
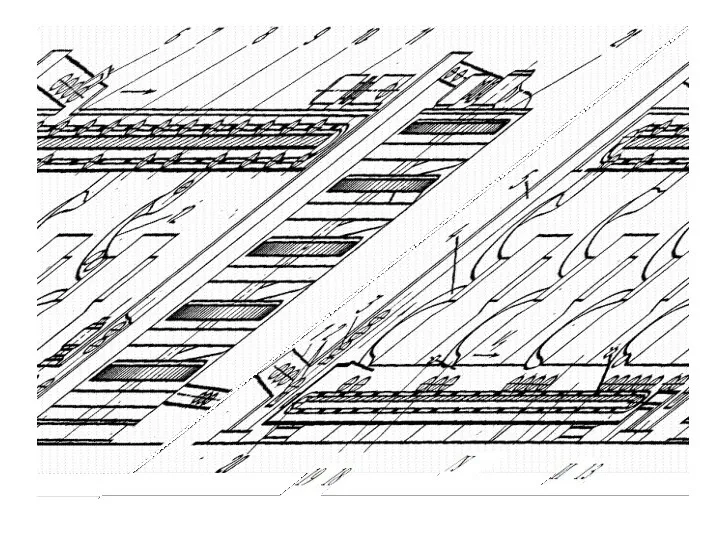
- 22. Принцип компоновки агрегатных станков из унифицированных узлов
- 24. Преимущества агрегатных станков: 1) короткие сроки проектирования; простота изготовления, благодаря унификации узлов, механизмов и деталей; 3)
- 25. Автоматизация технологических процессов в машиностроении Автоматическая линия станков-группа автоматических станков, в частности агрегатных, связанная между собой
- 26. Автоматическая линия из агрегатных станков 1– позиция загрузки заготовок; 2–4, 6–8, 12–16 – рабочие позиции; 5
- 27. Если все агрегаты линии работают независимо, то такие системы называются линиями с гибкой межагрегатной связью. Технологический
- 30. Скачать презентацию

Агрегатными называют многоинструментальные станки, скомпонованные из нормализованных
и частично специальных
агрегатов.
применяются
Агрегатными называют многоинструментальные станки, скомпонованные из нормализованных
и частично специальных
агрегатов.
применяются
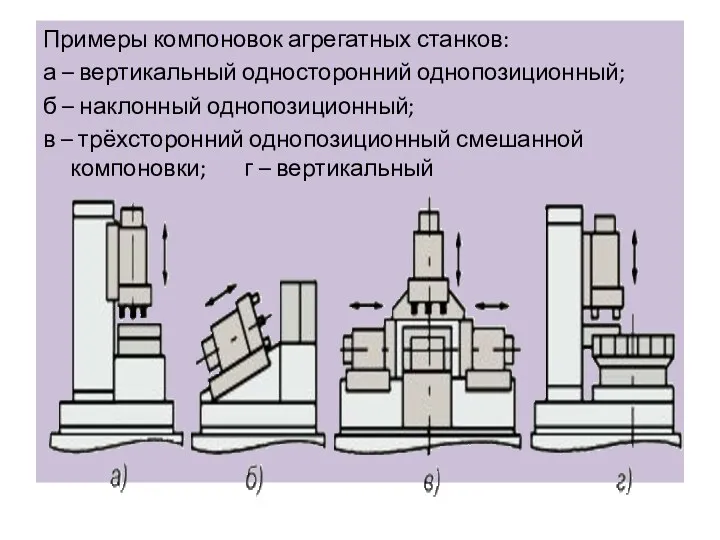
Примеры компоновок агрегатных станков:
а – вертикальный односторонний однопозиционный;
б –
Примеры компоновок агрегатных станков:
а – вертикальный односторонний однопозиционный;
б –

Модель BP-50 с удлиненным столом 400×1500 мм для сверления прутов, используя
Модель BP-50 с удлиненным столом 400×1500 мм для сверления прутов, используя

К нормализованным узлам относятся:
1. Силовые головки
2. Столы: силовые, делительные, фиксации и
К нормализованным узлам относятся:
1. Силовые головки
2. Столы: силовые, делительные, фиксации и

Сверлильный станок с вращающейся головой вокруг 2-х уровневого стола.
Сверлильный станок с вращающейся головой вокруг 2-х уровневого стола.
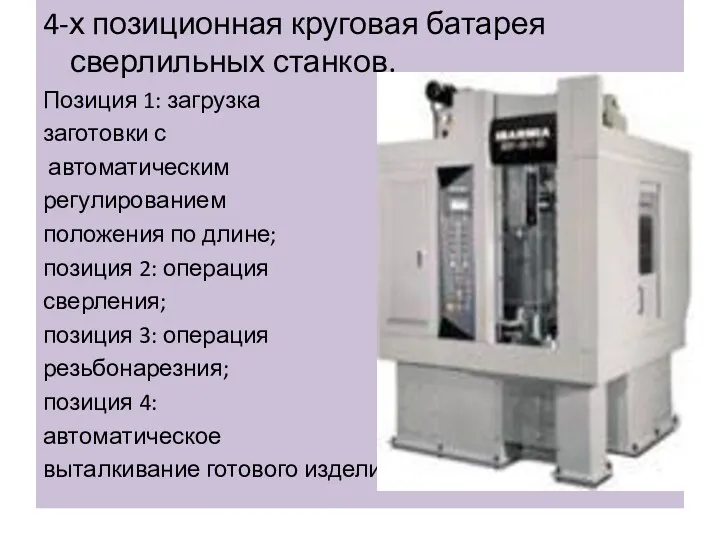
4-х позиционная круговая батарея сверлильных станков.
Позиция 1: загрузка
заготовки с
4-х позиционная круговая батарея сверлильных станков.
Позиция 1: загрузка
заготовки с
станки однопозиционные (а, б, в) и многопозиционные (в, д);
одношпиндельные и
станки однопозиционные (а, б, в) и многопозиционные (в, д);
одношпиндельные и

Агрегатный станок модели 13ПА
Агрегатный станок модели 13ПА
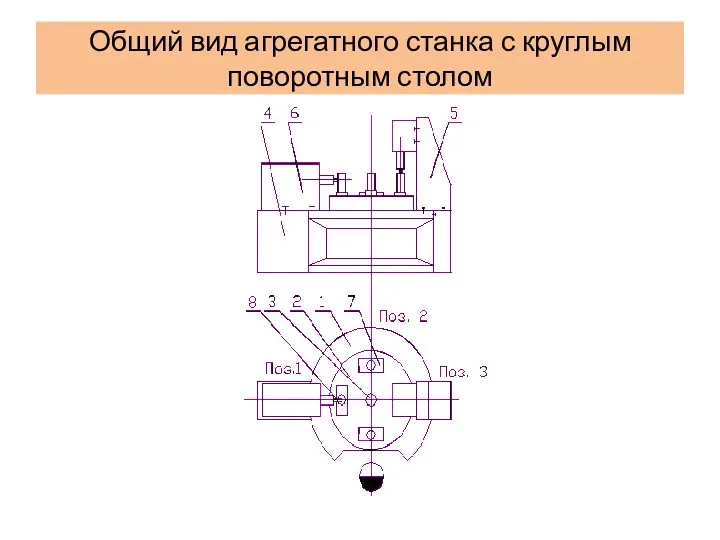
Общий вид агрегатного станка с круглым поворотным столом
Общий вид агрегатного станка с круглым поворотным столом
Силовые столы
предназначены для установки на них инструментальных бабок (фрезерных, сверлильных
Силовые столы
предназначены для установки на них инструментальных бабок (фрезерных, сверлильных

Силовые головки
Предназначены для сообщения инструменту главного движения, рабочей подачи и установочных
Силовые головки
Предназначены для сообщения инструменту главного движения, рабочей подачи и установочных
Головки, у которых привод подачи встроен в корпус, называют самодействующими- обеспечивают
Головки, у которых привод подачи встроен в корпус, называют самодействующими- обеспечивают
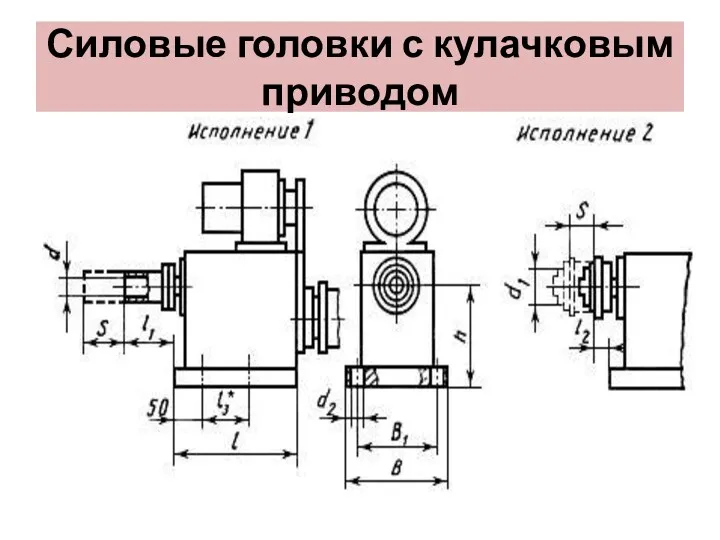
Силовые головки с кулачковым приводом
Силовые головки с кулачковым приводом
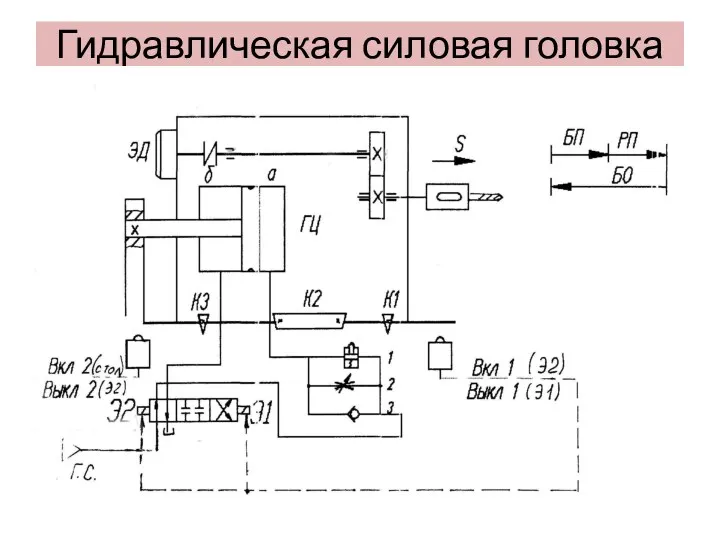
Гидравлическая силовая головка
Гидравлическая силовая головка
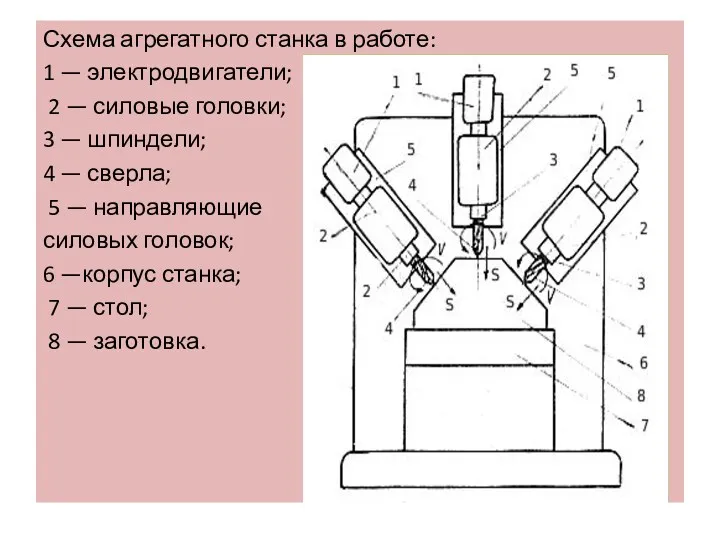
Схема агрегатного станка в работе:
1 — электродвигатели;
2 — силовые
Схема агрегатного станка в работе:
1 — электродвигатели;
2 — силовые


Агрегатный станок с делительно-поворотным столом для вращательно-симметричных заготовок с диаметром зажима
Агрегатный станок с делительно-поворотным столом для вращательно-симметричных заготовок с диаметром зажима

Обработка отверстий в профильной трубе (мелкосерийное производство), Обработка длинномерных деталей (до
Обработка отверстий в профильной трубе (мелкосерийное производство), Обработка длинномерных деталей (до

Принцип компоновки агрегатных станков из унифицированных узлов
Принцип компоновки агрегатных станков из унифицированных узлов
Преимущества агрегатных станков:
1) короткие сроки проектирования;
простота изготовления, благодаря унификации узлов, механизмов
Преимущества агрегатных станков:
1) короткие сроки проектирования;
простота изготовления, благодаря унификации узлов, механизмов
Автоматизация технологических процессов в машиностроении
Автоматическая линия станков-группа автоматических станков, в частности
Автоматизация технологических процессов в машиностроении
Автоматическая линия станков-группа автоматических станков, в частности
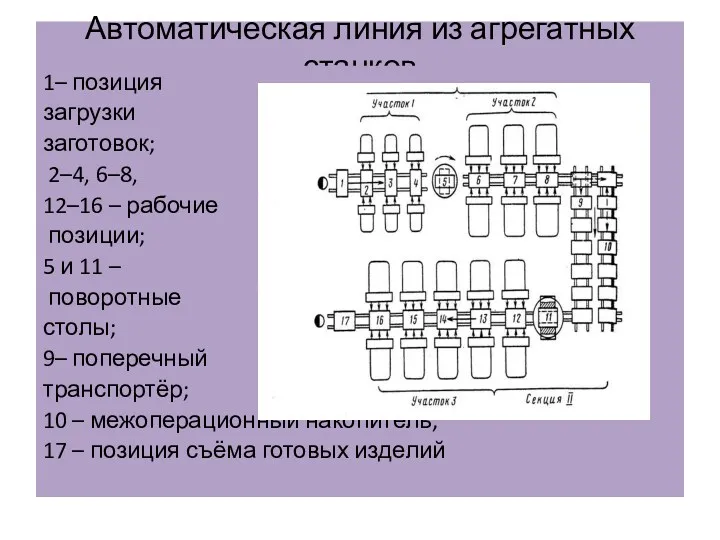
Автоматическая линия из агрегатных станков
1– позиция
загрузки
заготовок;
2–4, 6–8,
12–16
Автоматическая линия из агрегатных станков
1– позиция
загрузки
заготовок;
2–4, 6–8,
12–16
Если все агрегаты линии работают независимо, то такие системы называются линиями с
Если все агрегаты линии работают независимо, то такие системы называются линиями с
 сопровождение занятия в группе продленного дня
сопровождение занятия в группе продленного дня Christmas vocabulary
Christmas vocabulary Основные виды полиэтилена. Технология получения полиэтилена
Основные виды полиэтилена. Технология получения полиэтилена Rozważania tajemnic Różańca Świętego nad tekstem Listu Apostolskiego Jana Pawła II Rosarium Virginis Mariae
Rozważania tajemnic Różańca Świętego nad tekstem Listu Apostolskiego Jana Pawła II Rosarium Virginis Mariae Грамоты и сертификаты.
Грамоты и сертификаты. Режимы функционирования РСЧС
Режимы функционирования РСЧС Генераторы электрических сигналов
Генераторы электрических сигналов Технология производства вареных колбас
Технология производства вареных колбас Презентация Использование ИКТ в работе с родителями
Презентация Использование ИКТ в работе с родителями Проект одномодельного технологічного потіку з виготовлення жакету жіночого з костюмних тканин
Проект одномодельного технологічного потіку з виготовлення жакету жіночого з костюмних тканин Конструктивные особенности самоходных опрыскивателей серии SP
Конструктивные особенности самоходных опрыскивателей серии SP Презентация по краеведению История Тейкова и Тейковского района
Презентация по краеведению История Тейкова и Тейковского района Народная игрушка
Народная игрушка Управление финансами
Управление финансами Простейшие, или эукариоты
Простейшие, или эукариоты Числовая последовательность
Числовая последовательность Обогащение полезных ископаемых. Природные ресурсы Красноярского края
Обогащение полезных ископаемых. Природные ресурсы Красноярского края Повесть А. С Пушкина Станционный смотритель. Проблематика и своеобразие жанра. 7 класс
Повесть А. С Пушкина Станционный смотритель. Проблематика и своеобразие жанра. 7 класс Презентация по развитию речи на тему Весна
Презентация по развитию речи на тему Весна Методическая разработка родительского собрания старшая группа Тема: Развитие детей в театрализованной деятельности
Методическая разработка родительского собрания старшая группа Тема: Развитие детей в театрализованной деятельности Образ Божий и природа человека. Творение души
Образ Божий и природа человека. Творение души Презентация лекции 4.2-2021
Презентация лекции 4.2-2021 Презентация В гостях у минуток
Презентация В гостях у минуток Бетонға арналған байланыстырғыш заттар
Бетонға арналған байланыстырғыш заттар Комплекс упражнений с массажным мячом
Комплекс упражнений с массажным мячом Шаблон презентации
Шаблон презентации Азбука.
Азбука. Гидрогеология. Круговорот в природе. Виды подземных вод. Водопонижение грунтовых вод
Гидрогеология. Круговорот в природе. Виды подземных вод. Водопонижение грунтовых вод