- Автоматическая аргонодуговая сварка неплавящимся электродом теплоустойчивых сталей

Содержание
- 2. Применение ручной сварки сопряжено с нестабильностью качества сварных соединений. Кроме того, соединения трубопроводов, выполненные ручной сваркой,
- 3. Высокоэффективным методом получения качественных сварных соединений является автоматическая орбитальная сварка трубопроводов. Только ее применение способно обеспечить
- 4. Под термином автоматическая орбитальная сварка понимается автоматическая дуговая сварка кольцевых швов с помощью специальных сварочных головок
- 5. Автоматическая орбитальная сварка представляет сложную техническую задачу в части обеспечения стабильности формирования шва в различных пространственных
- 6. Схема поста автоматической аргонодуговой сварки неповоротных стыков труб
- 7. Указанный комплект оборудования должен обеспечивать выполнение в автоматическом режиме следующих операций при реализации сварочного цикла: предварительную
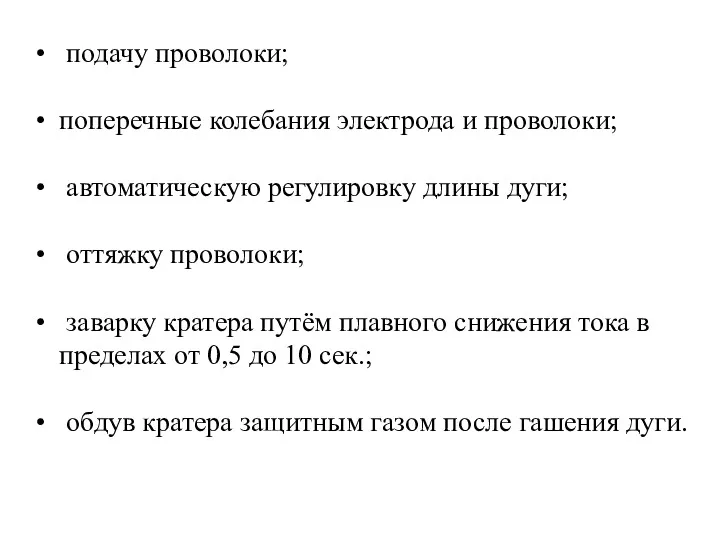
- 8. подачу проволоки; поперечные колебания электрода и проволоки; автоматическую регулировку длины дуги; оттяжку проволоки; заварку кратера путём
- 9. Рекомендуемые типы сварочных автоматов отечественного производства
- 10. головка закрытого типа для сварки малых диаметров (до 40 мм) камерные головки закрытого типа головка отрытого
- 11. Внешний вид автоматической головки для аргонодуговой сварки неповоротных стыков труб
- 12. Горелка для АДС входящая в состав сварочной головки
- 13. Общий вид источника питания DC 200A.32 и аппаратуры управления САУ4.
- 14. Процесс сварки трубы 108×4 мм под управлением оператора
- 15. Внешний вид облицовочного слоя шва выполненного АДС
- 16. Общий установки для АДС неповоротных стыков труб приизводства ПКЦ «Констар»
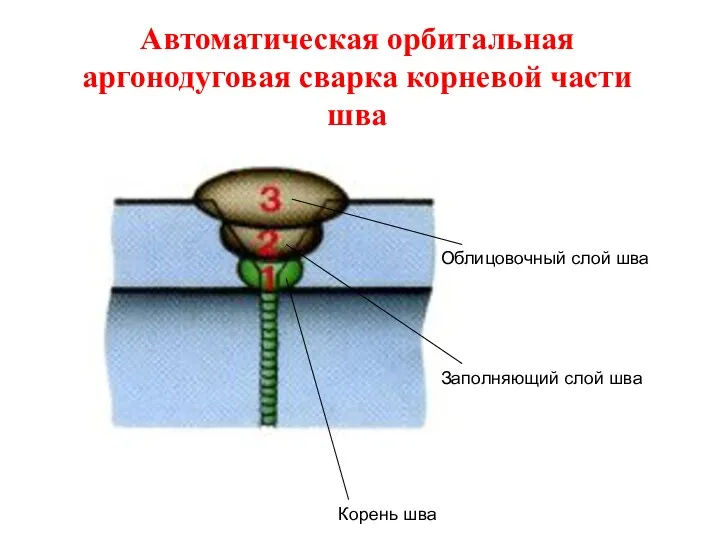
- 17. Корень шва Заполняющий слой шва Облицовочный слой шва Автоматическая орбитальная аргонодуговая сварка корневой части шва
- 19. Сборку стыка под сварку следует осуществлять в сборочном приспособлении с помощью прихваток, выполняемых ручной аргонодуговой сваркой,
- 20. Вылет вольфрамового электрода из сопла горелки устанавливают в пределах 3 – 5 мм
- 21. С помощью пульта управления или вручную с помощью маховика выставляют зазор между концом электрода и трубой
- 22. Режимы работы оборудования для орбитальной аргонодуговой сварки Импульсный режим работы
- 23. Режимы работы оборудования для орбитальной аргонодуговой сварки Шагово-импульсный режим работы
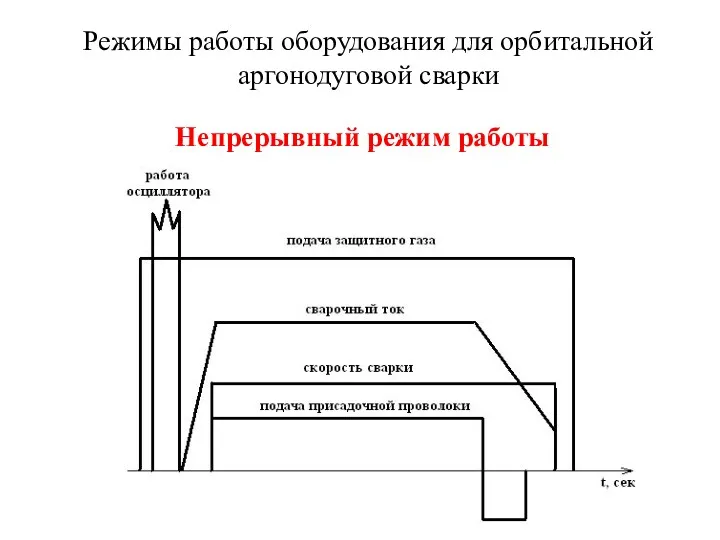
- 24. Режимы работы оборудования для орбитальной аргонодуговой сварки Непрерывный режим работы
- 25. Сварку корневой части шва рекомендуется выполнять в импульсном режиме с непрерывным или шаговым перемещением электрода. Допускается
- 26. Корень шва Заполняющий слой шва Облицовочный слой шва Заполнение разделки стыка автоматической орбитальной аргонодуговой сваркой
- 27. При сварке второго прохода (после сварки корневой части шва) параметры режима следует выбирать такими, чтобы исключить
- 28. Сварку заполняющих и облицовочного слоёв шва рекомендуется выполнять в непрерывном режиме. Заполнение разделки рекомендуется выполнять за
- 29. Схема сварки различных слоёв шва орбитальной аргонодуговой сваркой
- 30. При выполнении облицовочного валика сварочный ток должен быть уменьшен по сравнению с током, на котором заполнялась
- 31. Механизированная сварка теплоустойчивых сталей в углекислом газе плавящимся электродом
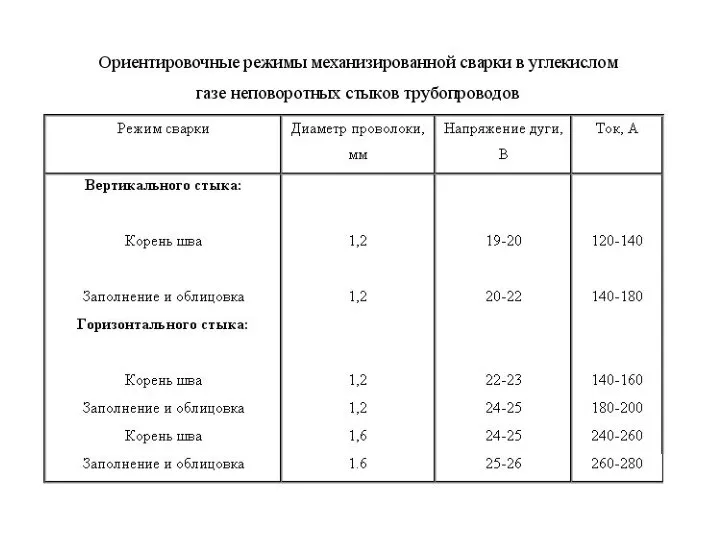
- 32. Сварка выполняется на токе обратной полярности с помощью переносных шланговых полуавтоматов типов: ПДГ-508 (с источником ВДУ-506);
- 33. Прихваточные швы могут выполняться механизированной сваркой в углекислом газе либо ручной дуговой сваркой электродами диаметром не
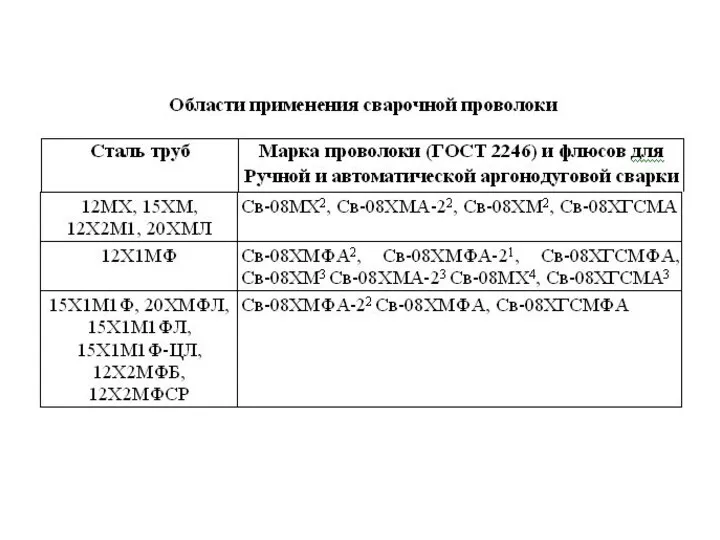
- 34. Для Cr – Mo сталей применяют проволоку типа Св-08ХГСМА, а для Cr – Mo – V
- 36. Последовательность (1 – 4) наложения корневого слоя в вертикальном неповоротном стыке без подкладного кольца
- 37. Положение горелки при механизированной сварке в углекислом газе вертикального неповоротного стыка
- 38. Высота (толщина) слоя или валика должна быть 5 – 6 мм. Примерное расположение слоев и валиков
- 41. Скачать презентацию
Применение ручной сварки сопряжено с нестабильностью качества сварных соединений.
Кроме того,
Применение ручной сварки сопряжено с нестабильностью качества сварных соединений.
Кроме того,
Высокоэффективным методом получения качественных сварных соединений является автоматическая орбитальная сварка трубопроводов.
Высокоэффективным методом получения качественных сварных соединений является автоматическая орбитальная сварка трубопроводов.
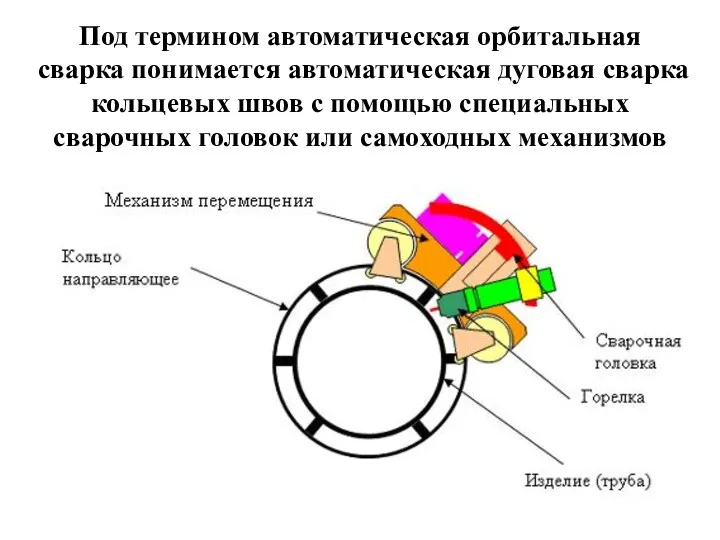
Под термином автоматическая орбитальная сварка понимается автоматическая дуговая сварка кольцевых швов
Под термином автоматическая орбитальная сварка понимается автоматическая дуговая сварка кольцевых швов
Автоматическая орбитальная сварка представляет сложную техническую задачу в части обеспечения стабильности
Автоматическая орбитальная сварка представляет сложную техническую задачу в части обеспечения стабильности
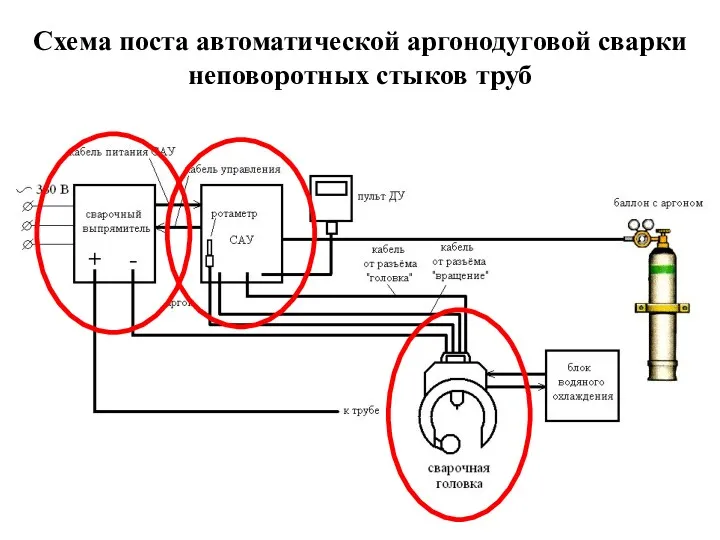
Схема поста автоматической аргонодуговой сварки неповоротных стыков труб
Схема поста автоматической аргонодуговой сварки неповоротных стыков труб
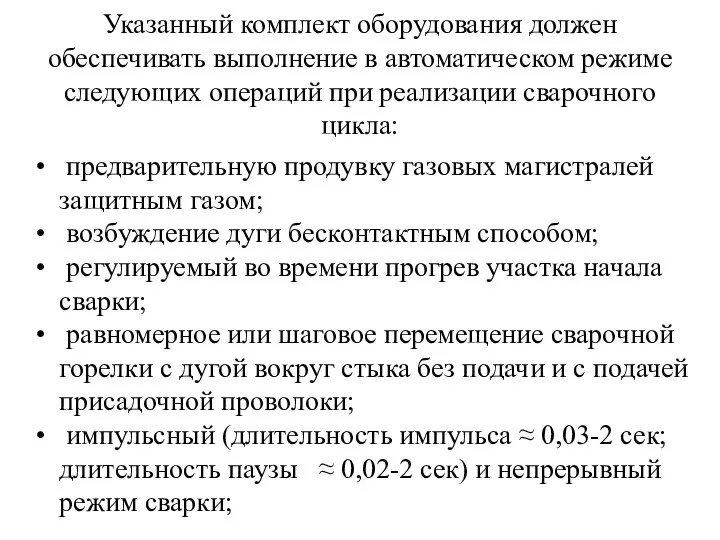
Указанный комплект оборудования должен обеспечивать выполнение в автоматическом режиме следующих операций
Указанный комплект оборудования должен обеспечивать выполнение в автоматическом режиме следующих операций
подачу проволоки;
поперечные колебания электрода и проволоки;
автоматическую регулировку длины дуги;
подачу проволоки;
поперечные колебания электрода и проволоки;
автоматическую регулировку длины дуги;
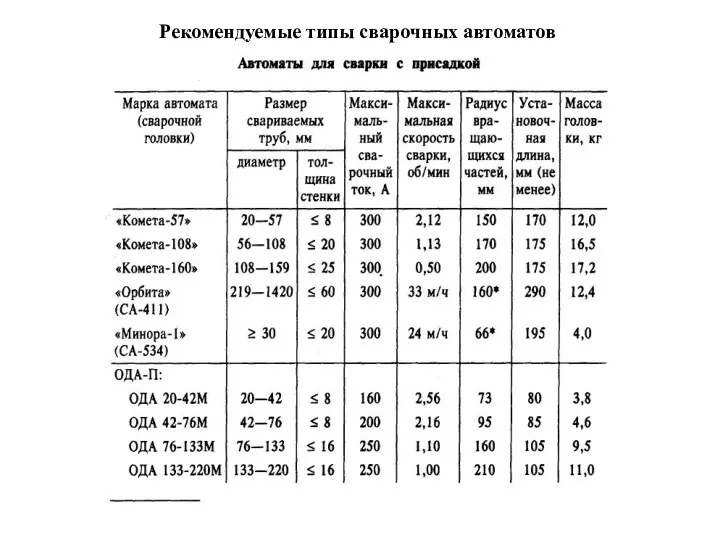
Рекомендуемые типы сварочных автоматов отечественного производства
Рекомендуемые типы сварочных автоматов отечественного производства

головка закрытого типа для сварки малых диаметров (до 40 мм)
камерные
головка закрытого типа для сварки малых диаметров (до 40 мм)
камерные

Внешний вид автоматической головки для аргонодуговой сварки неповоротных стыков труб
Внешний вид автоматической головки для аргонодуговой сварки неповоротных стыков труб

Горелка для АДС входящая в состав сварочной головки
Горелка для АДС входящая в состав сварочной головки

Общий вид источника питания DC 200A.32 и аппаратуры управления САУ4.
Общий вид источника питания DC 200A.32 и аппаратуры управления САУ4.

Процесс сварки трубы 108×4 мм под управлением оператора
Процесс сварки трубы 108×4 мм под управлением оператора
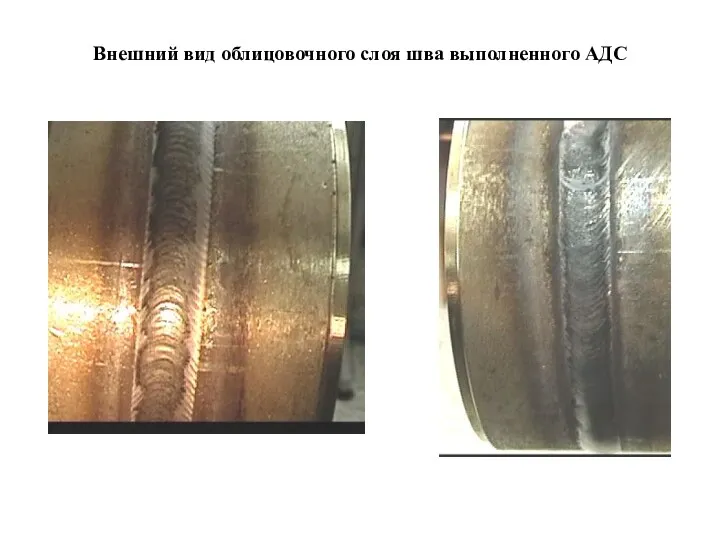
Внешний вид облицовочного слоя шва выполненного АДС
Внешний вид облицовочного слоя шва выполненного АДС

Общий установки для АДС неповоротных стыков труб приизводства ПКЦ «Констар»
Общий установки для АДС неповоротных стыков труб приизводства ПКЦ «Констар»
Корень шва
Заполняющий слой шва
Облицовочный слой шва
Автоматическая орбитальная аргонодуговая сварка корневой части
Корень шва
Заполняющий слой шва
Облицовочный слой шва
Автоматическая орбитальная аргонодуговая сварка корневой части
Сборку стыка под сварку следует осуществлять в сборочном приспособлении с помощью
Сборку стыка под сварку следует осуществлять в сборочном приспособлении с помощью
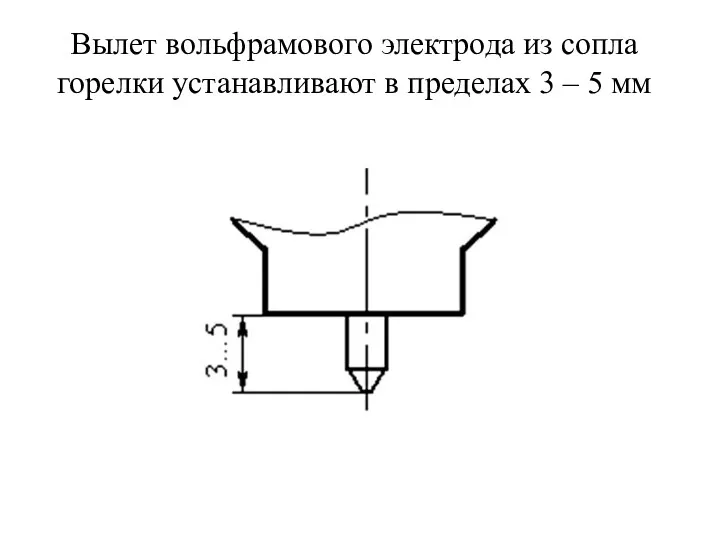
Вылет вольфрамового электрода из сопла горелки устанавливают в пределах 3 –
Вылет вольфрамового электрода из сопла горелки устанавливают в пределах 3 –
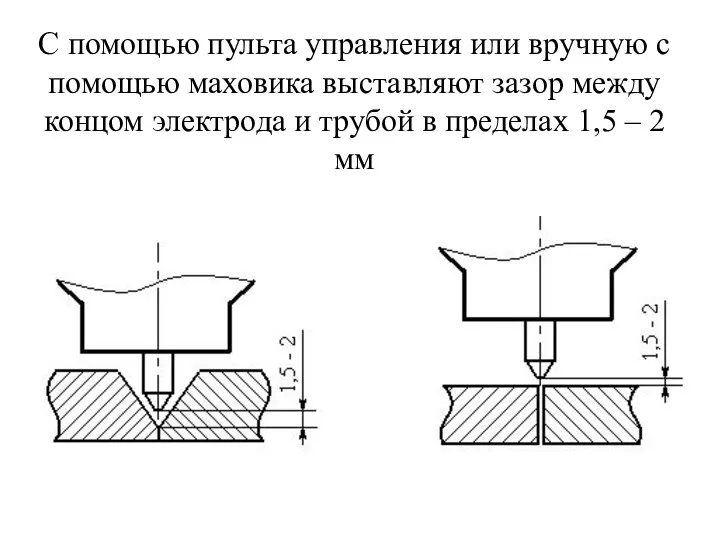
С помощью пульта управления или вручную с помощью маховика выставляют зазор
С помощью пульта управления или вручную с помощью маховика выставляют зазор
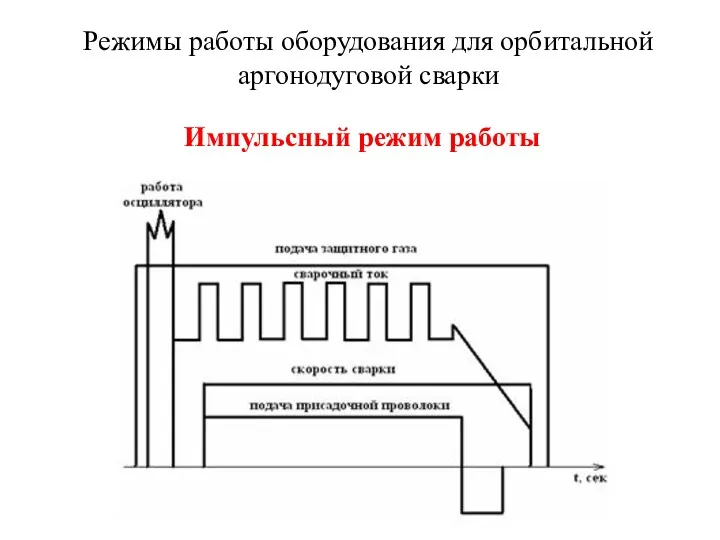
Режимы работы оборудования для орбитальной аргонодуговой сварки
Импульсный режим работы
Режимы работы оборудования для орбитальной аргонодуговой сварки
Импульсный режим работы
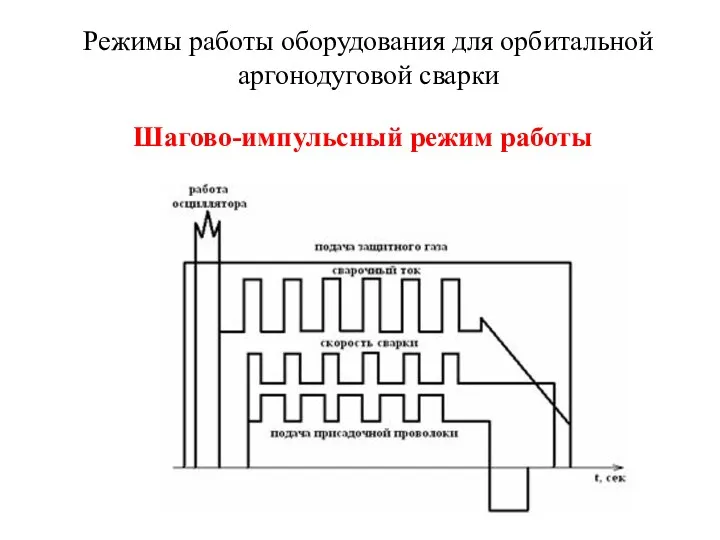
Режимы работы оборудования для орбитальной аргонодуговой сварки
Шагово-импульсный режим работы
Режимы работы оборудования для орбитальной аргонодуговой сварки
Шагово-импульсный режим работы
Режимы работы оборудования для орбитальной аргонодуговой сварки
Непрерывный режим работы
Режимы работы оборудования для орбитальной аргонодуговой сварки
Непрерывный режим работы
Сварку корневой части шва рекомендуется выполнять в импульсном режиме с непрерывным
Сварку корневой части шва рекомендуется выполнять в импульсном режиме с непрерывным
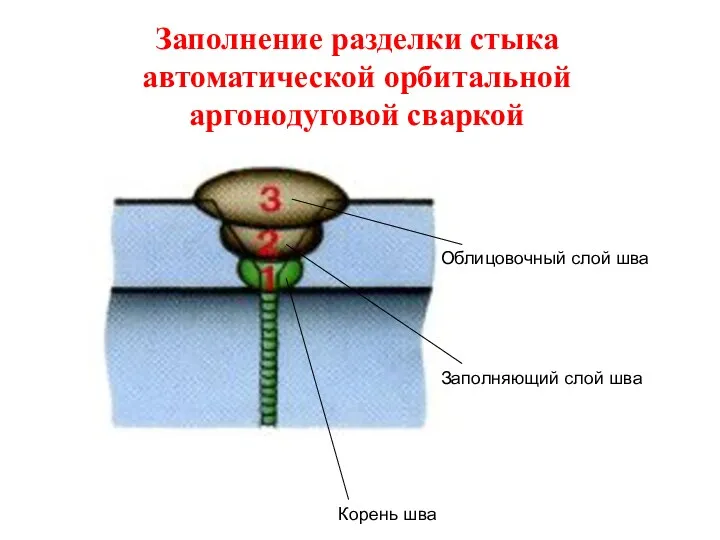
Корень шва
Заполняющий слой шва
Облицовочный слой шва
Заполнение разделки стыка автоматической орбитальной аргонодуговой
Корень шва
Заполняющий слой шва
Облицовочный слой шва
Заполнение разделки стыка автоматической орбитальной аргонодуговой
При сварке второго прохода (после сварки корневой части шва) параметры режима
При сварке второго прохода (после сварки корневой части шва) параметры режима
Сварку заполняющих и облицовочного слоёв шва рекомендуется выполнять в непрерывном режиме.
Заполнение
Сварку заполняющих и облицовочного слоёв шва рекомендуется выполнять в непрерывном режиме.
Заполнение

Схема сварки различных слоёв шва орбитальной аргонодуговой сваркой
Схема сварки различных слоёв шва орбитальной аргонодуговой сваркой
При выполнении облицовочного валика сварочный ток должен быть уменьшен по сравнению
При выполнении облицовочного валика сварочный ток должен быть уменьшен по сравнению
Механизированная сварка теплоустойчивых сталей в углекислом газе плавящимся электродом
Механизированная сварка теплоустойчивых сталей в углекислом газе плавящимся электродом
Сварка выполняется на токе обратной полярности с помощью переносных шланговых полуавтоматов
Сварка выполняется на токе обратной полярности с помощью переносных шланговых полуавтоматов
Прихваточные швы могут выполняться механизированной сваркой в углекислом газе либо ручной
Прихваточные швы могут выполняться механизированной сваркой в углекислом газе либо ручной
Для Cr – Mo сталей применяют проволоку типа Св-08ХГСМА, а для
Для Cr – Mo сталей применяют проволоку типа Св-08ХГСМА, а для
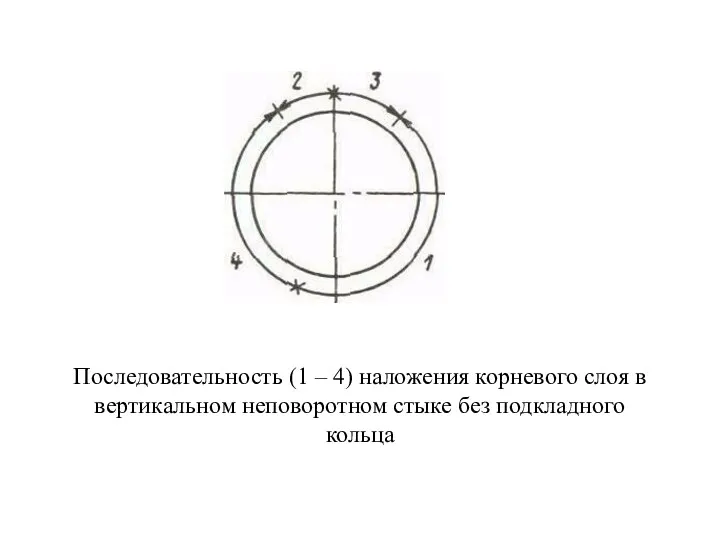
Последовательность (1 – 4) наложения корневого слоя в вертикальном неповоротном стыке
Последовательность (1 – 4) наложения корневого слоя в вертикальном неповоротном стыке
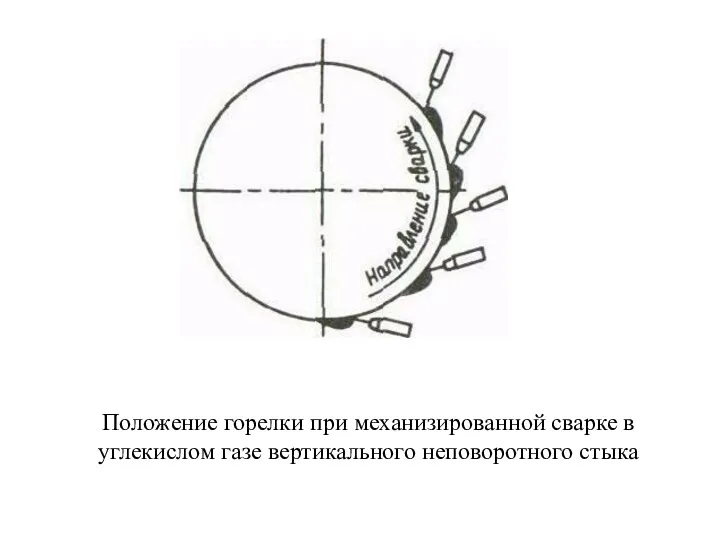
Положение горелки при механизированной сварке в углекислом газе вертикального неповоротного стыка
Положение горелки при механизированной сварке в углекислом газе вертикального неповоротного стыка
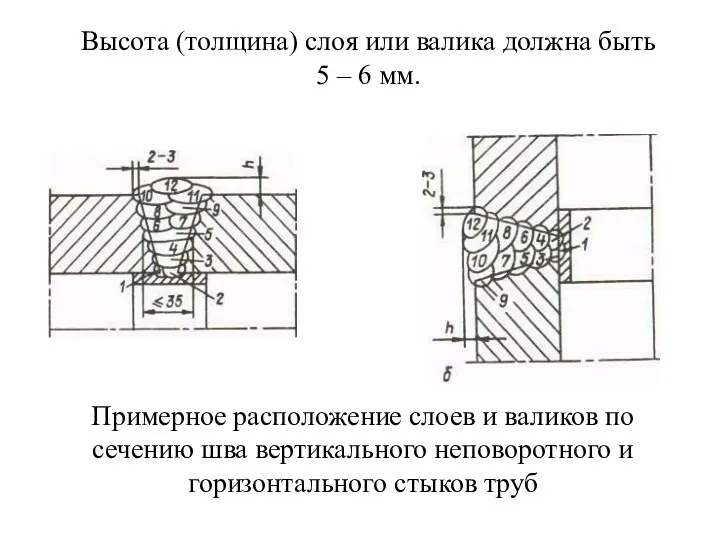
Высота (толщина) слоя или валика должна быть 5 – 6 мм.
Высота (толщина) слоя или валика должна быть 5 – 6 мм.
 Модель AIDA: Attention, Interest, Desire, Action
Модель AIDA: Attention, Interest, Desire, Action Расчет и выбор защит трансформаторов
Расчет и выбор защит трансформаторов Количество вещества. Шаблон презентации
Количество вещества. Шаблон презентации Сопроводительная презентация к семинару-практикуму Организация исследовательской деятельности.
Сопроводительная презентация к семинару-практикуму Организация исследовательской деятельности. Виды химической завивки волос
Виды химической завивки волос Жанровый синкретизм в современной журналистике
Жанровый синкретизм в современной журналистике Створення зображення магічної кулі
Створення зображення магічної кулі Энергия ветра
Энергия ветра Особенности речевого дыхания при заикании
Особенности речевого дыхания при заикании Пути увеличения объемов услуг организации ГУ Могилевский городской физкультурно-спортивный клуб
Пути увеличения объемов услуг организации ГУ Могилевский городской физкультурно-спортивный клуб Классный час на тему: День Победы
Классный час на тему: День Победы Презентация по безопасности дорожного движения Детям знать положено!
Презентация по безопасности дорожного движения Детям знать положено! февраля
февраля Вкладки - методы изготовления
Вкладки - методы изготовления Пять проблем города Кирова и их решение в иностранных государствах
Пять проблем города Кирова и их решение в иностранных государствах Основы налогообложения
Основы налогообложения Отдел МВД России по Усть-Катавскому городскому округу. Дети России 2018
Отдел МВД России по Усть-Катавскому городскому округу. Дети России 2018 Интеллектуальный турнир
Интеллектуальный турнир Конспект занятия Рекреационные ресурсы Ивановского района Ивановской области
Конспект занятия Рекреационные ресурсы Ивановского района Ивановской области Israel
Israel Викторина Люби и знай свой город
Викторина Люби и знай свой город Оценка качества швейных изделий
Оценка качества швейных изделий Развитие мелкой моторики у детей дошкольного возраста на занятиях по тестопластике.
Развитие мелкой моторики у детей дошкольного возраста на занятиях по тестопластике. Пряма і непряма мова, цитати, діалог
Пряма і непряма мова, цитати, діалог Проектировщик инфраструктуры умного дома
Проектировщик инфраструктуры умного дома О чем говорят названия наших улиц
О чем говорят названия наших улиц Государственная символика России в декоративно-прикладном творчестве по теме Россия – Родина моя
Государственная символика России в декоративно-прикладном творчестве по теме Россия – Родина моя Опасные места в доме и его окрестностях
Опасные места в доме и его окрестностях