- Чистовые и отделочные методы обработки

Содержание
- 2. Литература Высокоэффективные технологии обработки / Григорьев С.Н., Волосова М.А., Маслов А.Р. и др. / под общ.
- 3. В 1632г. в Туле появляется завод по изготовлению литых пушек. До XVIII в. металлы в холодном
- 4. Один из первых деревообрабатывающих станков с ножным приводом
- 5. Токарный станок Петра I
- 6. Токарно-копировальный станок А.К. Нартова 1712 г. в стиле русского барокко Большой токарно-копировальный станок А.К. Нартова 1718-1729
- 8. Материалы, применяемые в авиационном двигателестроении (турбовинтовой двигатель - разрез): Титановые сплавы (лопатки, компрессор низкого давления) Титановые
- 9. Последовательность решения вопросов точности 1) Определяют необходимую точность изготовления. 2) Устанавливают методы и средства контроля. 3)
- 10. Показатели точности 1.Точность размера. 2.Точность взаимного расположения поверхностей детали. 3.Точность геометрических форм изделия (детали) а) макрогеометрические
- 11. Точность размеров - отклонение фактических размеров изделия от номинальных. Точность размеров определяется точностью установки инструмента Δо
- 12. Точность формы - отклонение фактической формы изделия от номинальной. Точность формы определяется точностью установки Δо материала
- 13. Параметры волнистости установлены рекомендацией СЭВ (РС 3951 - 73).
- 14. Условно границу между различными порядками отклонений поверхности можно установить по значению отношения шага Sw к высоте
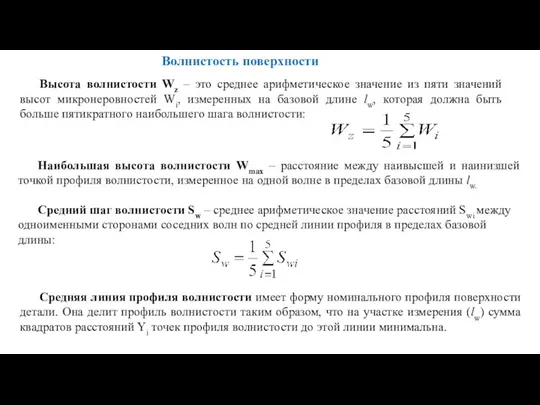
- 15. Волнистость поверхности Высота волнистости Wz – это среднее арифметическое значение из пяти значений высот микронеровностей Wi,
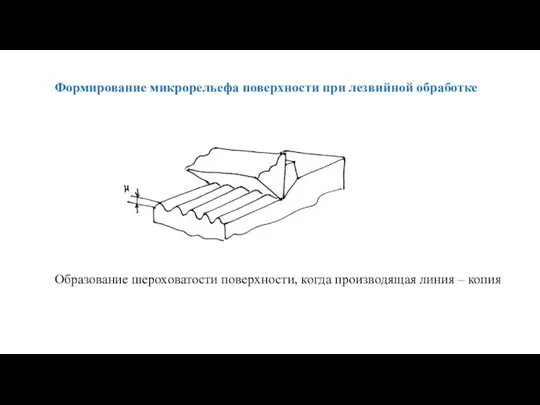
- 16. Образование шероховатости поверхности, когда производящая линия – копия Формирование микрорельефа поверхности при лезвийной обработке
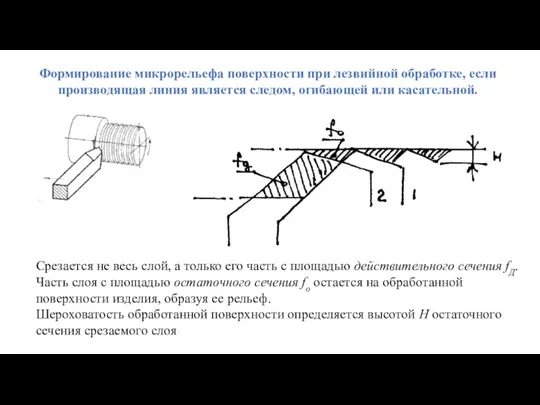
- 17. Формирование микрорельефа поверхности при лезвийной обработке, если производящая линия является следом, огибающей или касательной. Срезается не
- 18. Шероховатость поверхности в процессе обработки зависит от следующих факторов: метода обработки, режима обработки, глубины резания, геометрических
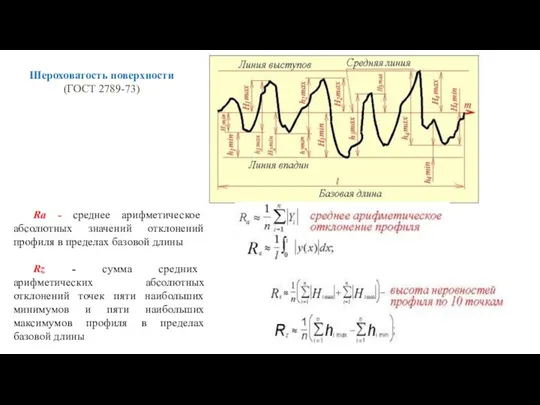
- 19. Ra - среднее арифметическое абсолютных значений отклонений профиля в пределах базовой длины Rz - сумма средних
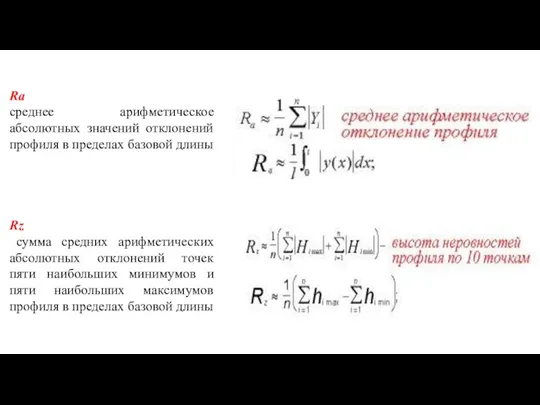
- 20. Ra среднее арифметическое абсолютных значений отклонений профиля в пределах базовой длины Rz сумма средних арифметических абсолютных
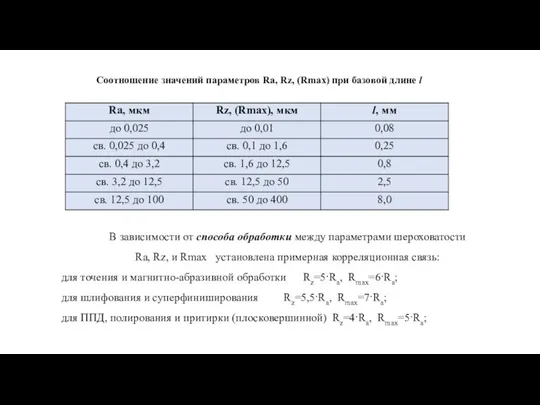
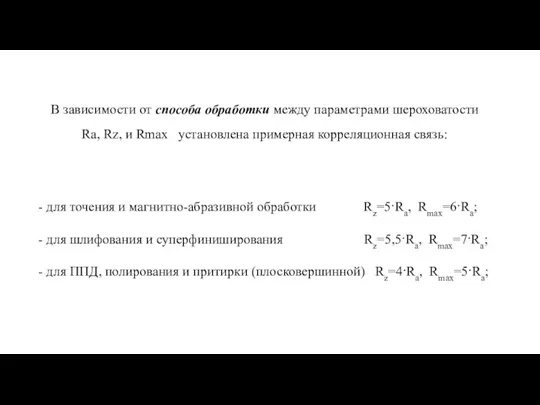
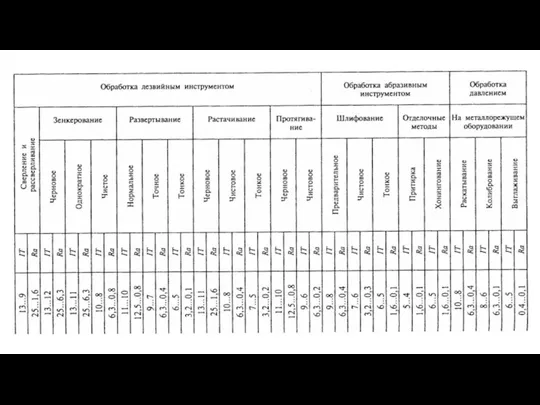
- 21. В зависимости от способа обработки между параметрами шероховатости Ra, Rz, и Rmax установлена примерная корреляционная связь:
- 22. В зависимости от способа обработки между параметрами шероховатости Ra, Rz, и Rmax установлена примерная корреляционная связь:
- 23. JT – допуск соответствующего размера; TF – допуск формы, который составляет Рекомендации, устанавливающие допустимые значения параметров
- 24. Волнистость поверхности Высота волнистости Wz – это среднее арифметическое значение из пяти значений высот микронеровностей Wi,
- 25. Параметры физико-механических свойств 1). твердость; 2). структура поверхностного слоя; 3). остаточные напряжения; 4). наклеп; 5). глубина
- 26. Твердость
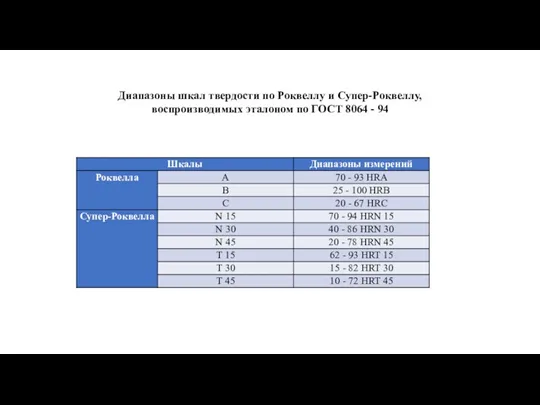
- 27. Диапазоны шкал твердости по Роквеллу и Супер-Роквеллу, воспроизводимых эталоном по ГОСТ 8064 - 94
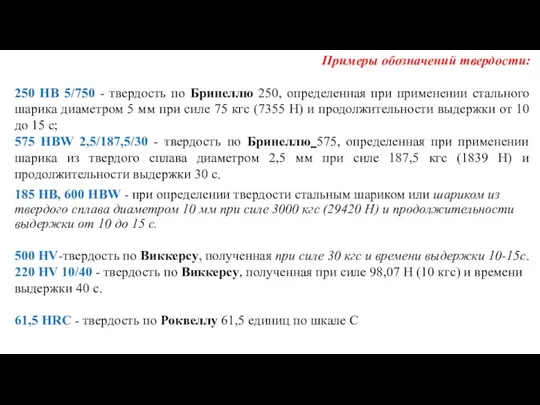
- 28. Примеры обозначений твердости: 250 НВ 5/750 - твердость по Бринеллю 250, определенная при применении стального шарика
- 29. Схема поверхностного слоя детали 1 - макроотклонение поверхности; 2 - волнистость поверхности; 3 - шероховатость поверхности;
- 30. Структура поверхностного слоя оценивается размером зерна, плотностью дислокаций, концентрацией вакансий, размером блоков, углом разориентации блоков, размером
- 31. Остаточные напряжения - упругие напряжения, неисчезающие после прекращения резания. По признаку протяженности силового поля различают остаточные
- 32. Наклёп - упрочнение металлов и сплавов вследствие изменения их структуры и фазового состава в процессе пластической
- 33. Вследствие наклепа твердость поверхностного слоя в сравнении с первоначальной повышается: · у алюминия – на 90-100
- 34. Безотказность и долговечность исполнения своих функций изделием определяются рядом эксплуатационных свойств деталей: статической и усталостной прочностью,
- 35. 1. Статическая и усталостная прочность - способность деталей сопротивляться разрушению при воздействии соответственно статической и динамической
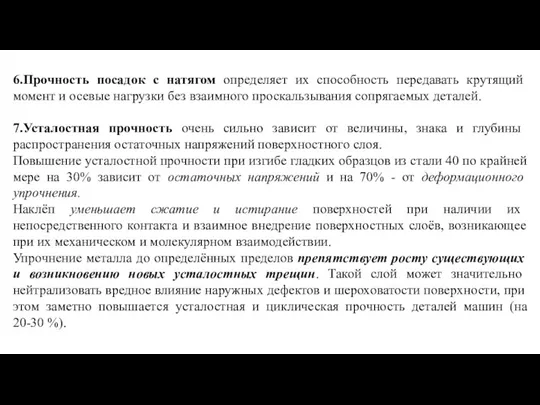
- 36. 6.Прочность посадок с натягом определяет их способность передавать крутящий момент и осевые нагрузки без взаимного проскальзывания
- 37. Схема контакта двух тел
- 38. Технологическая наследственность - перенос свойств обрабатываемого изделия от предшествующих операций к последующим. Технологическая наследственность сказывается в
- 39. Методы упрочнения: упрочнение с образованием пленки на поверхности; с изменением химического состава поверхностного слоя; с изменением
- 40. 1 Упрочнение с созданием пленки на поверхности а) осаждение химической реакции (оксидирование, сульфидирование, фосфатирование, нанесение упрочняющего
- 41. 4 Упрочнение с изменением структуры всего объема металла а) термообработка при положительных температурах (закалка, отпуск, улучшение,
- 44. Методы финишной обработки: тонкое точение; шлифование; хонингование; суперфиниширование; полирование; притирка; доводка; поверхностное пластическое деформирование поверхности.
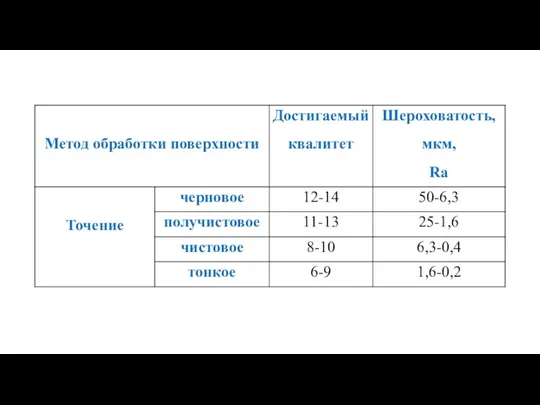
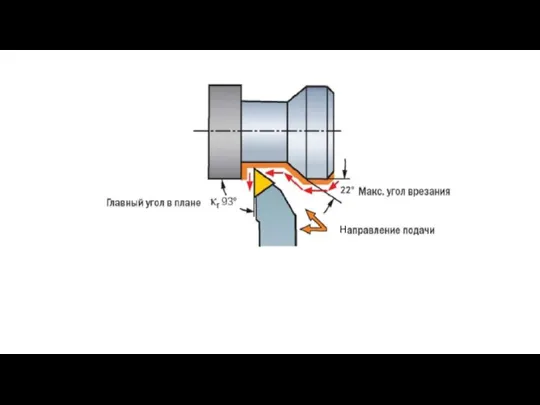
- 47. Операция тонкого точения выполняется с использованием: высоких скоростей резания V = (100…1000 м/мин), при малых глубинах
- 48. Режимы обработки при точении деталей: из бронзы применяется скорость резания 200…300 м/мин, из алюминиевых сплавов –
- 49. Тонкое растачивание производят расточными резцами, оснащенными пластинками из сплавов Т30К4 или Т60К6, на высоких скоростях резания:
- 50. Рекомендации по применению инструментальных материалов для прецизионной обработки
- 51. Шлифование: а – круглое с продольной подачей; б - круглое врезное; в - круглое глубинное; г
- 52. Абразивные инструменты различают по геометрической форме и размерам, роду и сорту абразивного материала, зернистости или размерам
- 53. Маркировка шлифовальных кругах: абразивный материал и его марка, номер зернистости, степень твердости, номер структуры, вид связки.
- 54. Параметры абразивной обработки: подача, скорость, глубина резания, параметры шлифовального круга, СОЖ.
- 55. Различают шлифование: обдирочное, предварительное (черновое), окончательное (чистовое), тонкое, выхаживание.
- 56. Тонкое шлифование с малыми припусками (0,04...0,08 мм на сторону), малыми подачами (0,005...0,1 мм/об), мягкими мелкозернистыми шлифовальными
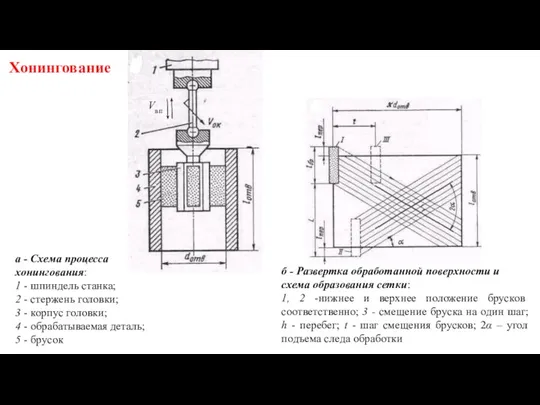
- 57. а - Схема процесса хонингования: 1 - шпиндель станка; 2 - стержень головки; 3 - корпус
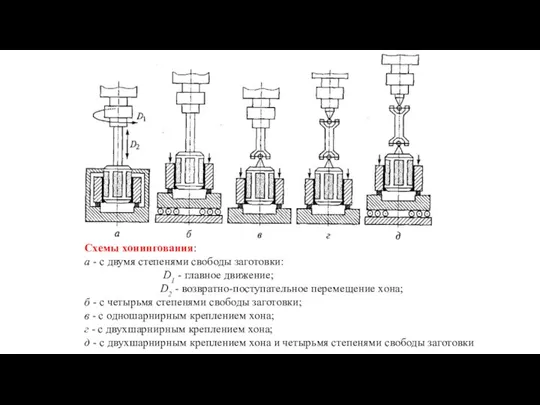
- 58. Схемы хонингования: а - с двумя степенями свободы заготовки: D1 - главное движение; D2 - возвратно-поступательное
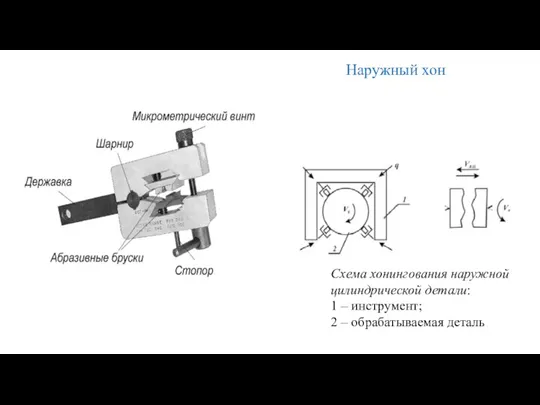
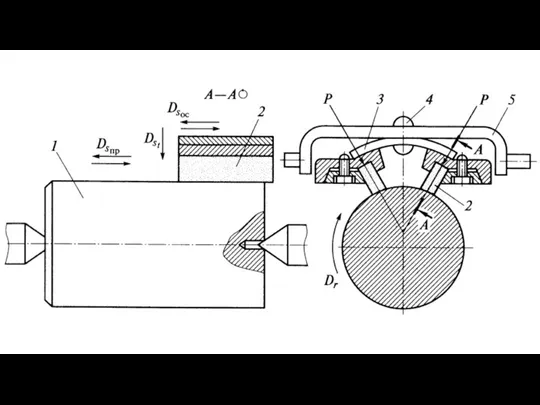
- 59. Наружный хон Схема хонингования наружной цилиндрической детали: 1 – инструмент; 2 – обрабатываемая деталь
- 60. Хоны: а -для отверстий большого диаметра; б - для отверстий среднего диаметра а б
- 62. Разновидностями хонингования также являются: осциллирующее хонингование, при котором хонинговальной головке помимо возвратно-поступательного сообщается осевое колебательное движение
- 63. Основными параметрами процесса являются величина припуска Vо - окружная скорость, Vвп - возвратно-поступательная скорости движения головки,
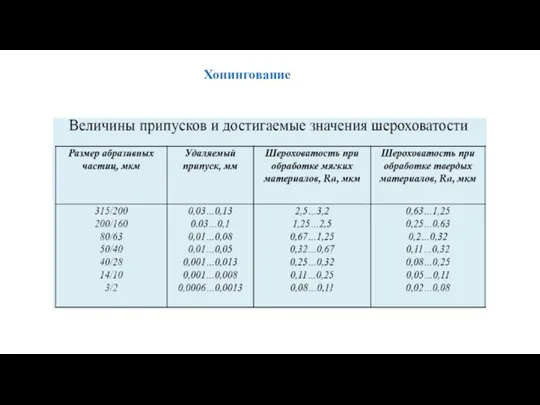
- 65. Хонингование
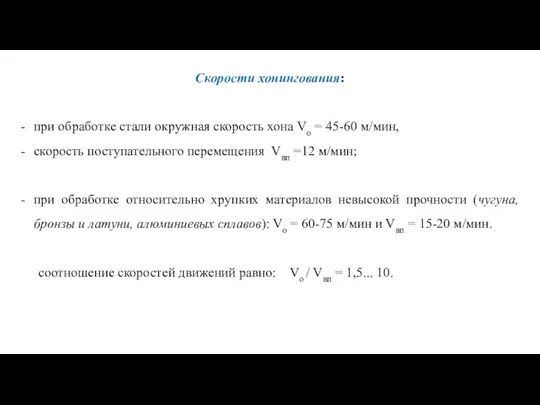
- 66. Скорости хонингования: при обработке стали окружная скорость хона Vо = 45-60 м/мин, скорость поступательного перемещения Vвп
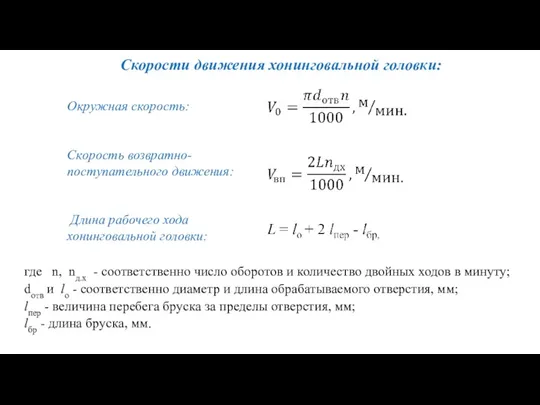
- 68. где n, nд.х - соответственно число оборотов и количество двойных ходов в минуту; dотв и lо
- 69. Основное время при хонинговании: lо - длина обрабатываемого отверстия, мм; lх - длина хода головки, мм;
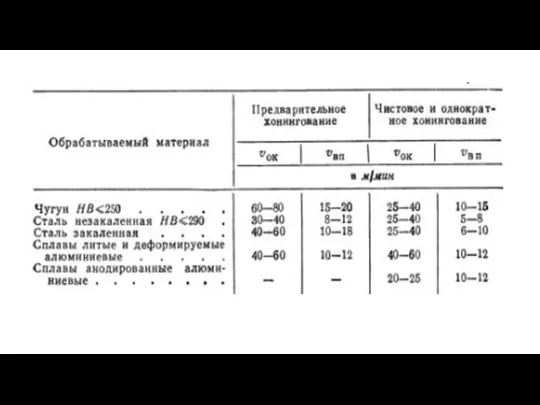
- 70. Рекомендуемые режимы хонингования: Окружная скорость Vо от 10-15 до 100-120 м/мин. Большие значения Vо приемлемы при
- 71. Хонинговальный станок
- 72. Суперфиниширование
- 73. Головка для суперфиниша на токарном станке Схема процесса суперфиниширования: 1 – заготовка, 2 – брусок, a
- 74. Неровности поверхности до и после суперфиниширования
- 76. Основные рабочие движениями: вращение детали со скоростью резания Vз = 3…40 м/мин; возвратно-поступательное движение абразивных брусков
- 77. Режимы суперфиниширования Припуски на суперфиниширование
- 78. Зависимость скорости продольной подачи от диаметра заготовки Зависимость времени обработки от частоты колебаний бруска
- 79. Выбор абразивного материала и связки брусков для суперфиниширования
- 80. Схемы суперфиниша абразивными брусками: а – наружных поверхностей; б - внутренних поверхностей; в – бесцентровое суперфиниширование
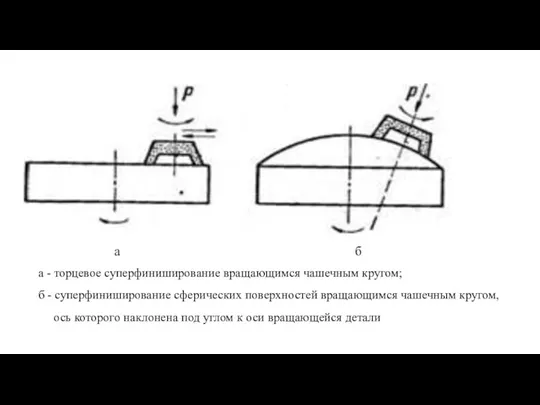
- 81. 1 а - торцевое суперфиниширование вращающимся чашечным кругом; б - суперфиниширование сферических поверхностей вращающимся чашечным кругом,
- 82. Схемы компоновок бесцентровых суперфинишных станков: а - станок непрерывного действия (напроход), б - суперфиниширование врезанием однопозиционные,
- 83. Технические характеристики бесцентровых суперфинишных станков
- 84. Суперфиниш абразивными лентами
- 85. Суперфиниш абразивными лентами
- 86. Схема притирки цилиндрической поверхности вручную на токарном станке: 1 - болт; 2 – металлический жимок; 3
- 87. Схема притирки цилиндрической поверхности твердосплавным диском: 1 - твердосплавный диск; 2 – качающийся рычаг; 3 –
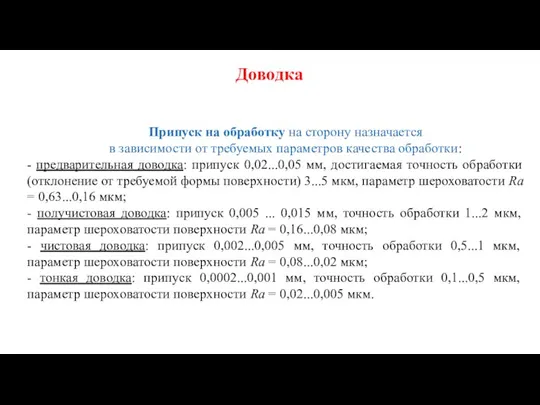
- 88. Доводка Припуск на обработку на сторону назначается в зависимости от требуемых параметров качества обработки: - предварительная
- 89. Производительность доводки (скорость удаления материала) зависит от факторов: размер абразивных частиц их форма и механическая прочность,
- 90. Применяемые при притирке абразивные материалы подразделяют на три группы: высокой твердости - электрокорунд, карбокорунд, карбид кремния,
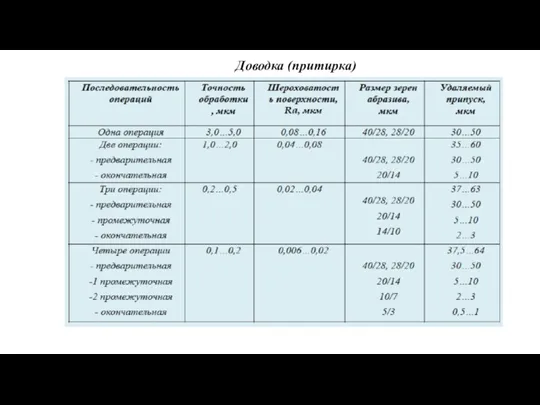
- 91. Доводка (притирка)
- 92. Ручная доводка наружных поверхностей вращения: а – базовая схема; б – притиры; в – державка; 1
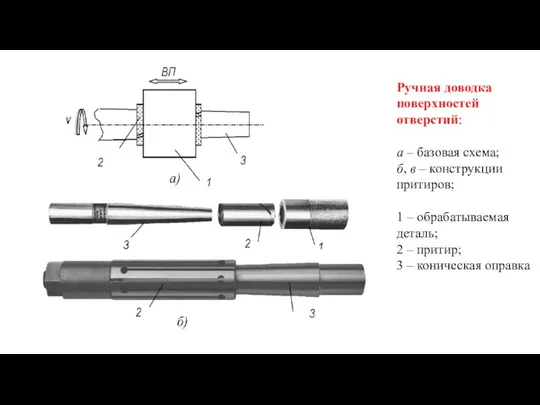
- 93. Ручная доводка поверхностей отверстий: а – базовая схема; б, в – конструкции притиров; 1 – обрабатываемая
- 94. Ручная доводка плоских поверхностей: 1 – притирочная плита; 2 – деталь; 3 - абразивная суспензия; 4
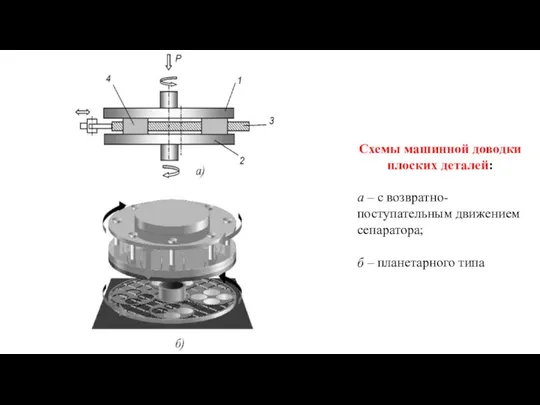
- 95. Схемы машинной доводки плоских деталей: а – с возвратно-поступательным движением сепаратора; б – планетарного типа
- 97. Схемы машинной доводки сферических поверхностей
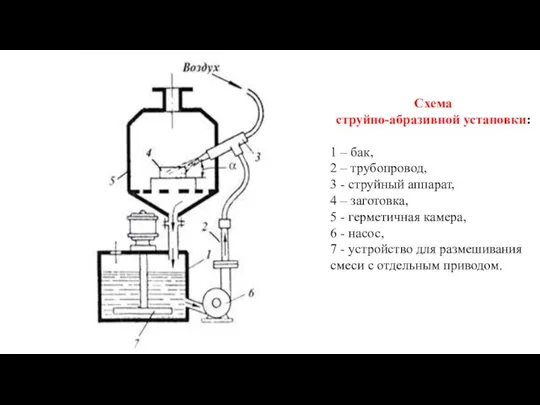
- 98. Схема струйно-абразивной установки: 1 – бак, 2 – трубопровод, 3 - струйный аппарат, 4 – заготовка,
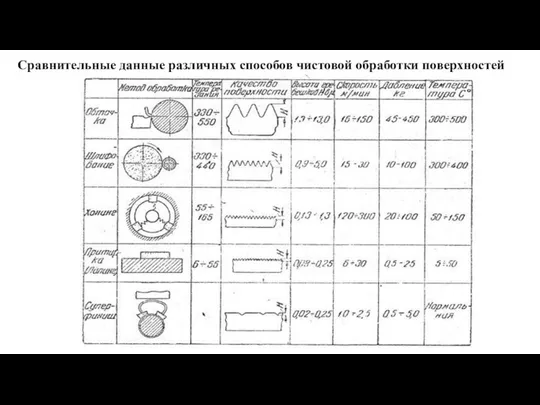
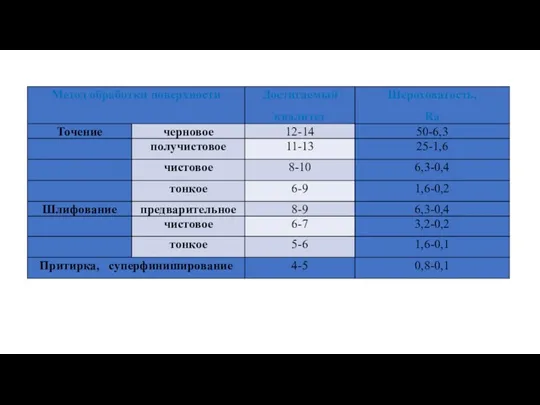
- 99. Сравнительные данные различных способов чистовой обработки поверхностей
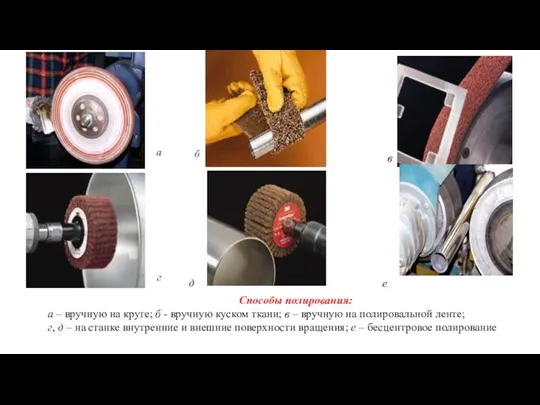
- 101. ПОЛИРОВАНИЕ
- 102. е в Способы полирования: а – вручную на круге; б - вручную куском ткани; в –
- 103. Виды полирования Ручное полирование (в единичном производстве и при ремонтных работах). Ручное полирование с применением полировальных
- 104. Абразивные материалы для полирования: Алмаз (скоростное полирование, полирование твердых материалов). Карбид кремния (титан). Карбид титана (полирование
- 105. Вспомогательные вещества при проведении полирования выполняют функции: Удержание режущих зерен. Охлаждение. Химическое разрушение обрабатываемого материала (снятие
- 106. Схемы полирования: а - заготовка поджимается к кругу с усилием Р и совершает движения подачи Sпр
- 107. При полировании деталей из стали и хрома окружная скорость полировального инструмента: - для кругов с использованием
- 108. Полирование с использованием роботов
- 109. Схема образования вязкой пленки при электрохимическом полировании: а - впадины; б - вязкая пленка; в -
- 110. Достоинства электрохимического полирования высокая производительность (время полирования практически составляет не более 10 мин., причем габариты детали
- 111. Оборудование для электрохимического полирования: ванны, источники постоянного тока низкого напряжения, приборы для измерения, приборы для регулирования
- 112. Применение электрохимического полирования: различных деталей арматуры, деталей карбюратора (в частности, клапан подачи горючего из нержавеющей стали
- 113. а - механическое полирование канавок сверл; б - электрохимическое полирование канавок сверл
- 114. Схема струйно-абразивной установки.
- 115. Схема экструзионно-абразивной обработки
- 116. Схема процесса турбоабразивной обработки с горизонтальной (а) и с вертикальной (б) осью вращения заготовки: 1 -
- 117. Процесс турбоабразивной обработки позволяет ликвидировать трудоемкие ручные операции при решении технологических задач: удаление заусенцев и скругление
- 119. Скачать презентацию
Литература
Высокоэффективные технологии обработки / Григорьев С.Н., Волосова М.А., Маслов А.Р. и
Литература
Высокоэффективные технологии обработки / Григорьев С.Н., Волосова М.А., Маслов А.Р. и
В 1632г. в Туле появляется завод по изготовлению литых пушек.
До XVIII
В 1632г. в Туле появляется завод по изготовлению литых пушек.
До XVIII
Один из первых деревообрабатывающих станков с ножным приводом
Один из первых деревообрабатывающих станков с ножным приводом

Токарный станок Петра I
Токарный станок Петра I
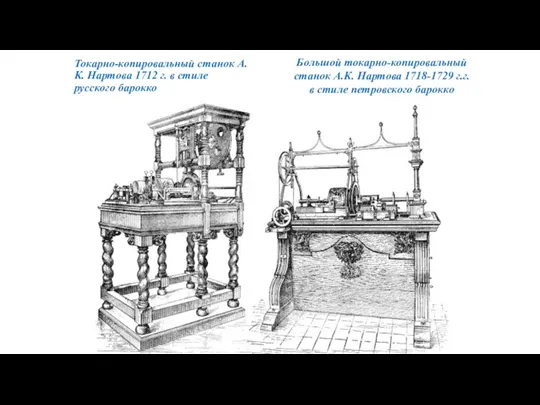
Токарно-копировальный станок А.К. Нартова 1712 г. в стиле русского барокко
Большой токарно-копировальный
Токарно-копировальный станок А.К. Нартова 1712 г. в стиле русского барокко
Большой токарно-копировальный
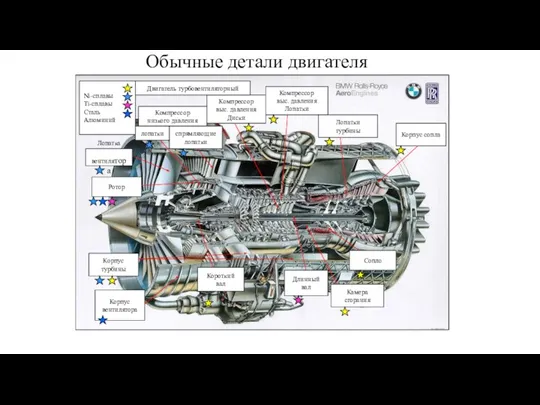
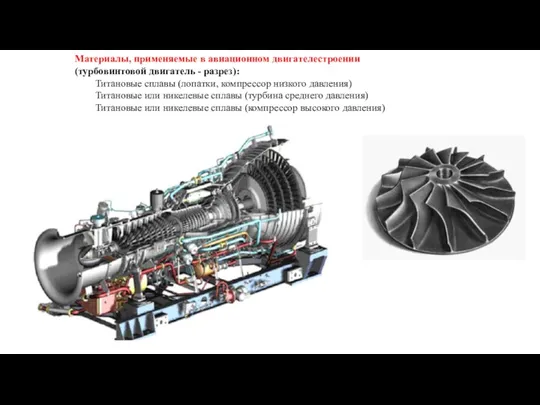
Материалы, применяемые в авиационном двигателестроении
(турбовинтовой двигатель - разрез):
Титановые сплавы (лопатки,
Материалы, применяемые в авиационном двигателестроении
(турбовинтовой двигатель - разрез):
Титановые сплавы (лопатки,
Последовательность решения вопросов точности
1) Определяют необходимую точность изготовления.
2) Устанавливают методы и
Последовательность решения вопросов точности
1) Определяют необходимую точность изготовления.
2) Устанавливают методы и
Показатели точности
1.Точность размера.
2.Точность взаимного расположения поверхностей детали.
3.Точность геометрических форм изделия (детали)
а)
Показатели точности
1.Точность размера.
2.Точность взаимного расположения поверхностей детали.
3.Точность геометрических форм изделия (детали)
а)
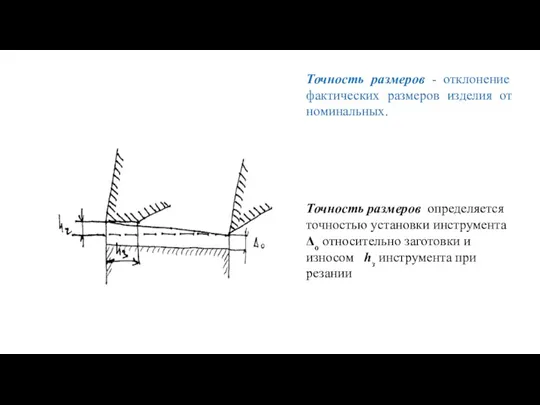
Точность размеров - отклонение фактических размеров изделия от номинальных.
Точность размеров
Точность размеров - отклонение фактических размеров изделия от номинальных.
Точность размеров
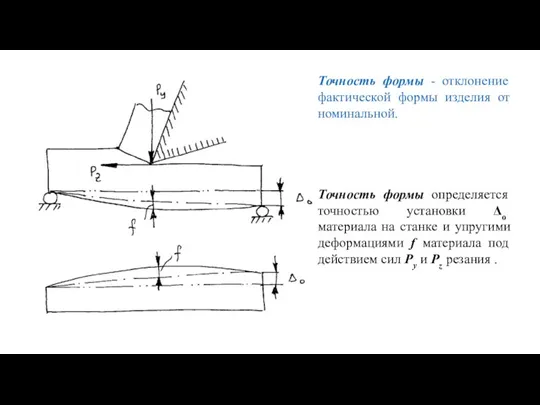
Точность формы - отклонение фактической формы изделия от номинальной.
Точность формы определяется
Точность формы - отклонение фактической формы изделия от номинальной.
Точность формы определяется
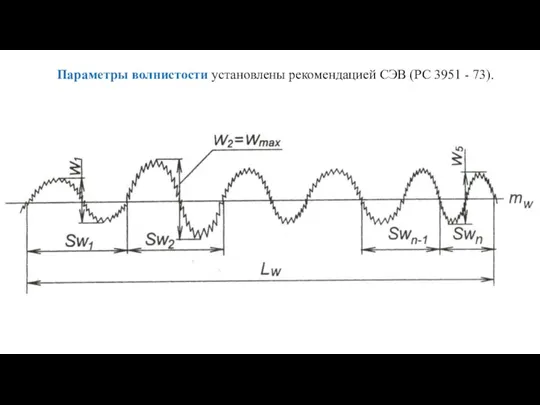
Параметры волнистости установлены рекомендацией СЭВ (РС 3951 - 73).
Параметры волнистости установлены рекомендацией СЭВ (РС 3951 - 73).
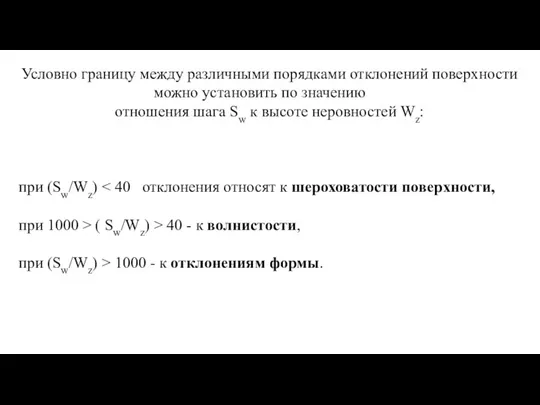
Условно границу между различными порядками отклонений поверхности можно установить по значению
Условно границу между различными порядками отклонений поверхности можно установить по значению
Волнистость поверхности
Высота волнистости Wz – это среднее арифметическое значение из пяти
Волнистость поверхности
Высота волнистости Wz – это среднее арифметическое значение из пяти
Образование шероховатости поверхности, когда производящая линия – копия
Формирование микрорельефа поверхности при
Образование шероховатости поверхности, когда производящая линия – копия
Формирование микрорельефа поверхности при
Формирование микрорельефа поверхности при лезвийной обработке, если производящая линия является следом,
Формирование микрорельефа поверхности при лезвийной обработке, если производящая линия является следом,
Шероховатость поверхности в процессе обработки
зависит от следующих факторов:
метода обработки,
Шероховатость поверхности в процессе обработки
зависит от следующих факторов:
метода обработки,
Ra - среднее арифметическое абсолютных значений отклонений профиля в пределах базовой
Ra - среднее арифметическое абсолютных значений отклонений профиля в пределах базовой
Ra
среднее арифметическое абсолютных значений отклонений профиля в пределах базовой длины
Rz
Ra
среднее арифметическое абсолютных значений отклонений профиля в пределах базовой длины
Rz
В зависимости от способа обработки между параметрами шероховатости
Ra, Rz, и
В зависимости от способа обработки между параметрами шероховатости
Ra, Rz, и
В зависимости от способа обработки между параметрами шероховатости
Ra, Rz, и
В зависимости от способа обработки между параметрами шероховатости
Ra, Rz, и
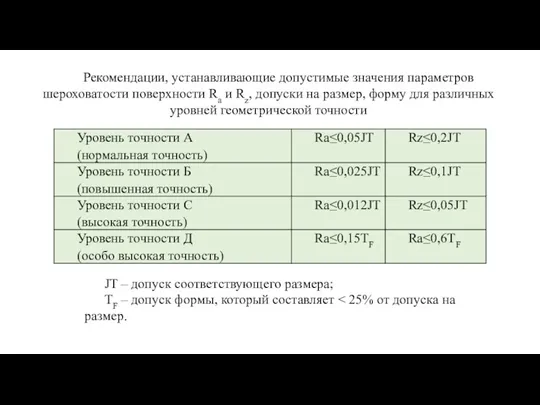
JT – допуск соответствующего размера;
TF – допуск формы, который составляет <
JT – допуск соответствующего размера;
TF – допуск формы, который составляет <
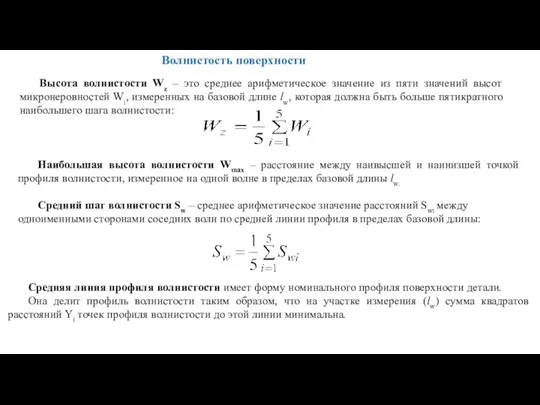
Волнистость поверхности
Высота волнистости Wz – это среднее арифметическое значение из пяти
Волнистость поверхности
Высота волнистости Wz – это среднее арифметическое значение из пяти
Параметры физико-механических свойств
1). твердость;
2). структура поверхностного слоя;
3). остаточные напряжения;
4). наклеп;
5). глубина
Параметры физико-механических свойств
1). твердость;
2). структура поверхностного слоя;
3). остаточные напряжения;
4). наклеп;
5). глубина
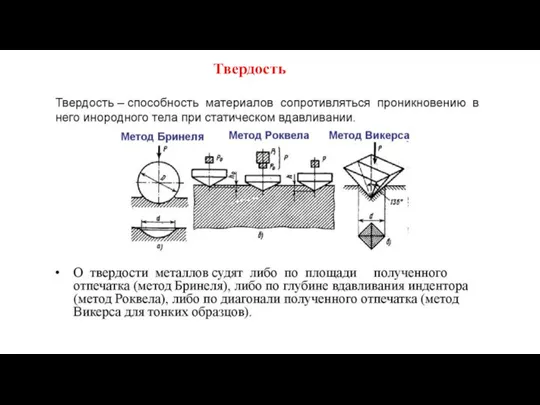
Твердость
Твердость
Диапазоны шкал твердости по Роквеллу и Супер-Роквеллу,
воспроизводимых эталоном по ГОСТ
Диапазоны шкал твердости по Роквеллу и Супер-Роквеллу,
воспроизводимых эталоном по ГОСТ
Примеры обозначений твердости:
250 НВ 5/750 - твердость по Бринеллю 250, определенная
Примеры обозначений твердости:
250 НВ 5/750 - твердость по Бринеллю 250, определенная
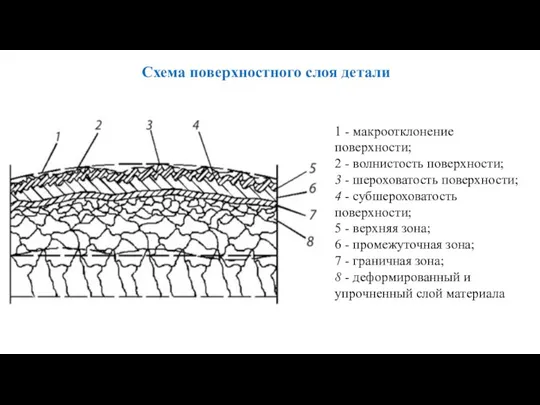
Схема поверхностного слоя детали
1 - макроотклонение поверхности;
2 - волнистость поверхности;
3
Схема поверхностного слоя детали
1 - макроотклонение поверхности;
2 - волнистость поверхности;
3
Структура поверхностного слоя оценивается
размером зерна,
плотностью дислокаций,
концентрацией вакансий,
размером
Структура поверхностного слоя оценивается
размером зерна,
плотностью дислокаций,
концентрацией вакансий,
размером
Остаточные напряжения - упругие напряжения, неисчезающие после прекращения резания.
По признаку
Остаточные напряжения - упругие напряжения, неисчезающие после прекращения резания.
По признаку
Наклёп - упрочнение металлов и сплавов вследствие изменения их структуры и
Наклёп - упрочнение металлов и сплавов вследствие изменения их структуры и
Вследствие наклепа твердость поверхностного слоя
в сравнении с первоначальной повышается:
·
Вследствие наклепа твердость поверхностного слоя
в сравнении с первоначальной повышается:
·
Безотказность и долговечность исполнения своих функций изделием определяются рядом эксплуатационных свойств
Безотказность и долговечность исполнения своих функций изделием определяются рядом эксплуатационных свойств
1. Статическая и усталостная прочность - способность деталей сопротивляться разрушению при
1. Статическая и усталостная прочность - способность деталей сопротивляться разрушению при
6.Прочность посадок с натягом определяет их способность передавать крутящий момент и
6.Прочность посадок с натягом определяет их способность передавать крутящий момент и
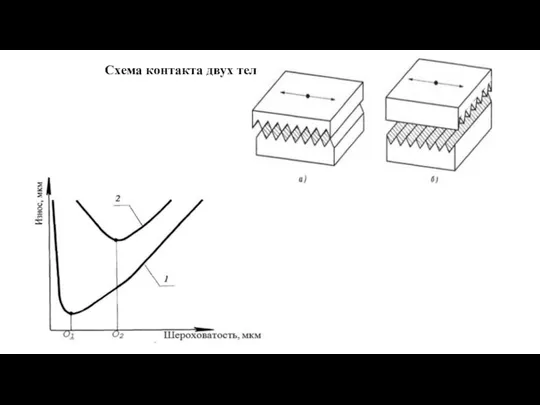
Схема контакта двух тел
Схема контакта двух тел
Технологическая наследственность - перенос свойств обрабатываемого изделия от предшествующих операций к
Технологическая наследственность - перенос свойств обрабатываемого изделия от предшествующих операций к
Методы упрочнения:
упрочнение с образованием пленки на поверхности;
с изменением химического состава поверхностного
Методы упрочнения:
упрочнение с образованием пленки на поверхности;
с изменением химического состава поверхностного
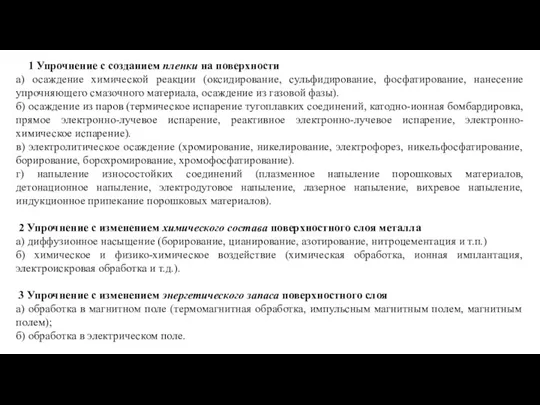
1 Упрочнение с созданием пленки на поверхности
а) осаждение химической реакции (оксидирование,
1 Упрочнение с созданием пленки на поверхности
а) осаждение химической реакции (оксидирование,
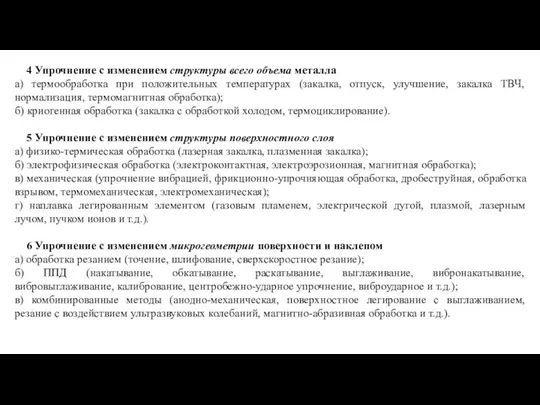
4 Упрочнение с изменением структуры всего объема металла
а) термообработка при положительных
4 Упрочнение с изменением структуры всего объема металла
а) термообработка при положительных
Методы финишной обработки:
тонкое точение;
шлифование;
хонингование;
суперфиниширование;
полирование;
притирка;
доводка;
поверхностное пластическое деформирование поверхности.
Методы финишной обработки:
тонкое точение;
шлифование;
хонингование;
суперфиниширование;
полирование;
притирка;
доводка;
поверхностное пластическое деформирование поверхности.
Операция тонкого точения выполняется с использованием:
высоких скоростей резания V = (100…1000
Операция тонкого точения выполняется с использованием:
высоких скоростей резания V = (100…1000
Режимы обработки при точении деталей:
из бронзы применяется скорость резания 200…300 м/мин,
Режимы обработки при точении деталей:
из бронзы применяется скорость резания 200…300 м/мин,
Тонкое растачивание производят
расточными резцами, оснащенными пластинками из сплавов Т30К4 или Т60К6,
на
Тонкое растачивание производят
расточными резцами, оснащенными пластинками из сплавов Т30К4 или Т60К6,
на
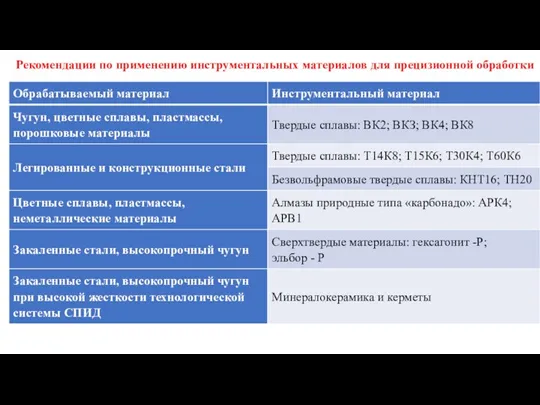
Рекомендации по применению инструментальных материалов для прецизионной обработки
Рекомендации по применению инструментальных материалов для прецизионной обработки

Шлифование:
а – круглое с продольной подачей;
б - круглое врезное;
в - круглое
Шлифование:
а – круглое с продольной подачей;
б - круглое врезное;
в - круглое
Абразивные инструменты различают
по геометрической форме и размерам,
роду и сорту
Абразивные инструменты различают
по геометрической форме и размерам,
роду и сорту
Маркировка шлифовальных кругах:
абразивный материал и его марка,
номер зернистости,
степень твердости,
номер структуры,
вид
Маркировка шлифовальных кругах:
абразивный материал и его марка,
номер зернистости,
степень твердости,
номер структуры,
вид
Параметры абразивной обработки:
подача,
скорость,
глубина резания,
параметры шлифовального круга,
СОЖ.
Параметры абразивной обработки:
подача,
скорость,
глубина резания,
параметры шлифовального круга,
СОЖ.
Различают шлифование:
обдирочное,
предварительное (черновое),
окончательное (чистовое),
тонкое,
выхаживание.
Различают шлифование:
обдирочное,
предварительное (черновое),
окончательное (чистовое),
тонкое,
выхаживание.
Тонкое шлифование
с малыми припусками (0,04...0,08 мм на сторону),
малыми подачами (0,005...0,1 мм/об),
мягкими
Тонкое шлифование
с малыми припусками (0,04...0,08 мм на сторону),
малыми подачами (0,005...0,1 мм/об),
мягкими
а - Схема процесса
хонингования:
1 - шпиндель станка;
2 - стержень головки;
3 -
а - Схема процесса
хонингования:
1 - шпиндель станка;
2 - стержень головки;
3 -
Схемы хонингования:
а - с двумя степенями свободы заготовки:
D1 -
Схемы хонингования:
а - с двумя степенями свободы заготовки:
D1 -
Наружный хон
Схема хонингования наружной цилиндрической детали:
1 – инструмент;
2 – обрабатываемая
Наружный хон
Схема хонингования наружной цилиндрической детали:
1 – инструмент;
2 – обрабатываемая
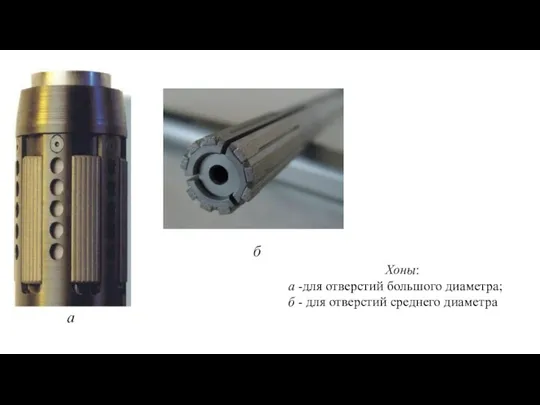
Хоны:
а -для отверстий большого диаметра;
б - для отверстий среднего диаметра
а
б
Хоны:
а -для отверстий большого диаметра;
б - для отверстий среднего диаметра
а
б

Разновидностями хонингования также являются:
осциллирующее хонингование, при котором хонинговальной головке помимо возвратно-поступательного
Разновидностями хонингования также являются:
осциллирующее хонингование, при котором хонинговальной головке помимо возвратно-поступательного
Основными параметрами процесса являются
величина припуска
Vо - окружная скорость,
Vвп - возвратно-поступательная скорости
Основными параметрами процесса являются
величина припуска
Vо - окружная скорость,
Vвп - возвратно-поступательная скорости
Хонингование
Хонингование
Скорости хонингования:
при обработке стали окружная скорость хона Vо = 45-60 м/мин,
скорость
Скорости хонингования:
при обработке стали окружная скорость хона Vо = 45-60 м/мин,
скорость
где n, nд.х - соответственно число оборотов и количество двойных ходов
где n, nд.х - соответственно число оборотов и количество двойных ходов
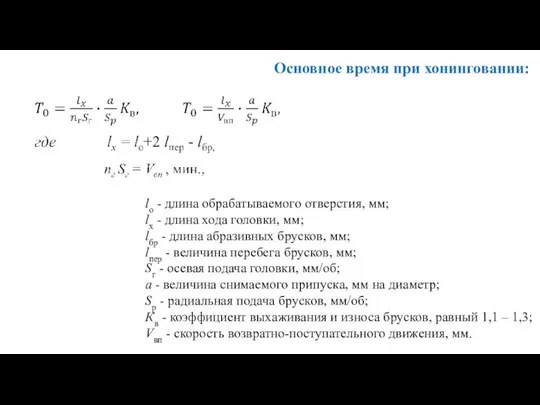
Основное время при хонинговании:
lо - длина обрабатываемого отверстия, мм;
lх
Основное время при хонинговании:
lо - длина обрабатываемого отверстия, мм;
lх
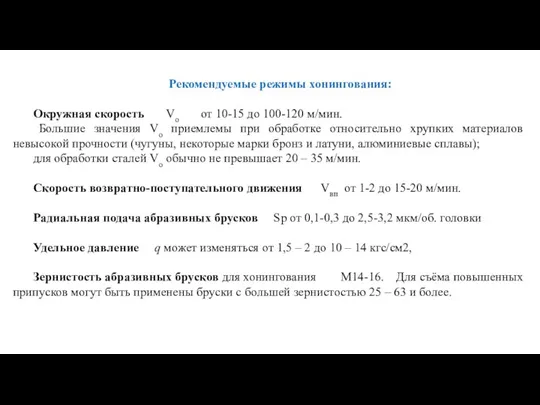
Рекомендуемые режимы хонингования:
Окружная скорость Vо от 10-15 до 100-120 м/мин.
Большие
Рекомендуемые режимы хонингования:
Окружная скорость Vо от 10-15 до 100-120 м/мин.
Большие

Хонинговальный станок
Хонинговальный станок

Суперфиниширование
Суперфиниширование
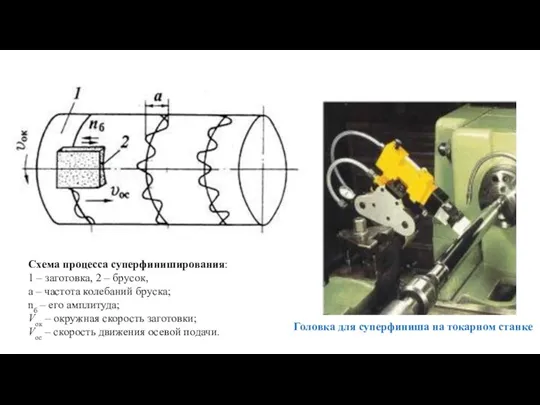
Головка для суперфиниша на токарном станке
Схема процесса суперфиниширования:
1 –
Головка для суперфиниша на токарном станке
Схема процесса суперфиниширования:
1 –

Неровности поверхности до и после суперфиниширования
Неровности поверхности до и после суперфиниширования
Основные рабочие движениями:
вращение детали со скоростью резания Vз = 3…40 м/мин;
Основные рабочие движениями:
вращение детали со скоростью резания Vз = 3…40 м/мин;
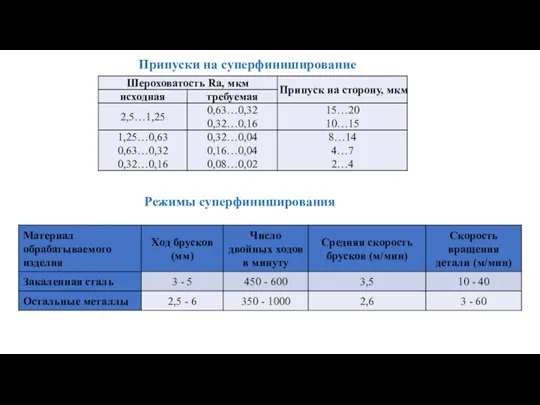
Режимы суперфиниширования
Припуски на суперфиниширование
Режимы суперфиниширования
Припуски на суперфиниширование
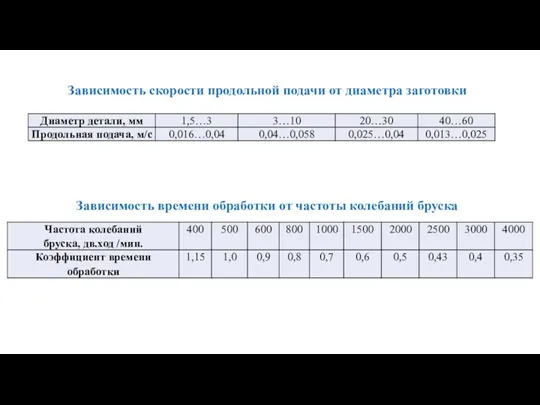
Зависимость скорости продольной подачи от диаметра заготовки
Зависимость времени обработки от частоты
Зависимость скорости продольной подачи от диаметра заготовки
Зависимость времени обработки от частоты
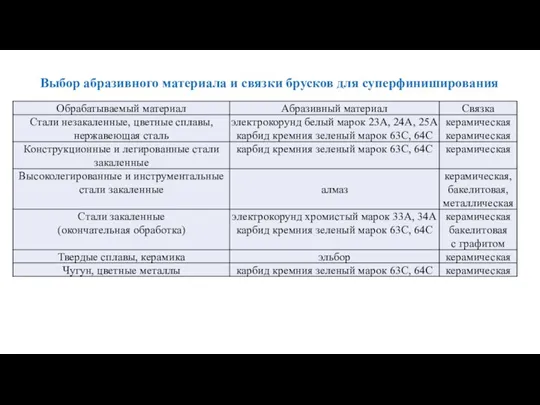
Выбор абразивного материала и связки брусков для суперфиниширования
Выбор абразивного материала и связки брусков для суперфиниширования
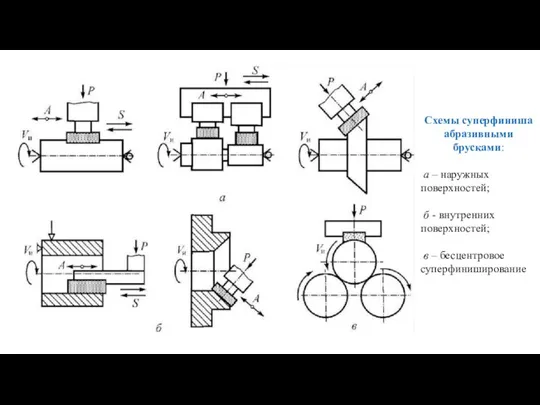
Схемы суперфиниша абразивными брусками:
а – наружных поверхностей;
б - внутренних
Схемы суперфиниша абразивными брусками:
а – наружных поверхностей;
б - внутренних
1
а - торцевое суперфиниширование вращающимся чашечным кругом;
б - суперфиниширование сферических поверхностей
1
а - торцевое суперфиниширование вращающимся чашечным кругом;
б - суперфиниширование сферических поверхностей
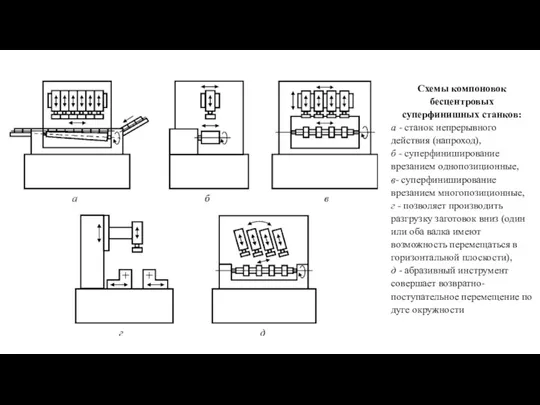
Схемы компоновок бесцентровых суперфинишных станков:
а - станок непрерывного действия (напроход),
б -
Схемы компоновок бесцентровых суперфинишных станков:
а - станок непрерывного действия (напроход),
б -
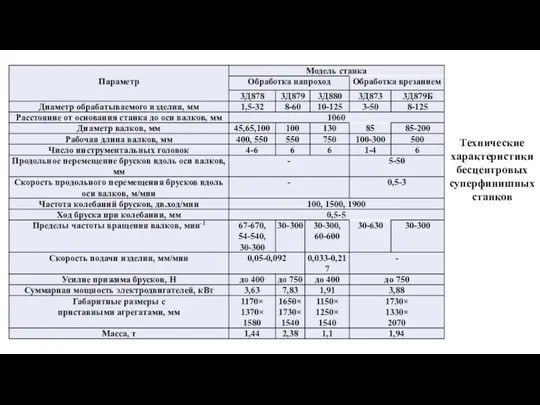
Технические характеристики
бесцентровых суперфинишных станков
Технические характеристики
бесцентровых суперфинишных станков

Суперфиниш абразивными лентами
Суперфиниш абразивными лентами

Суперфиниш абразивными лентами
Суперфиниш абразивными лентами
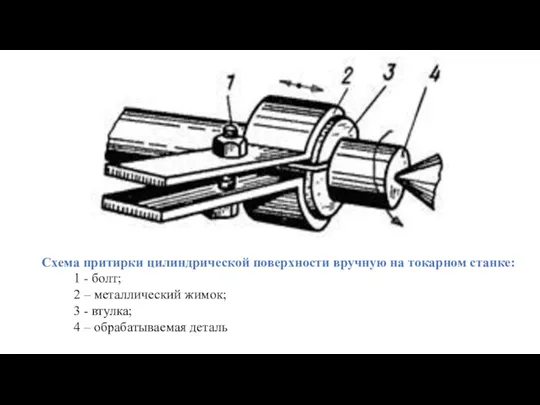
Схема притирки цилиндрической поверхности вручную на токарном станке:
1 - болт;
2 –
Схема притирки цилиндрической поверхности вручную на токарном станке:
1 - болт;
2 –
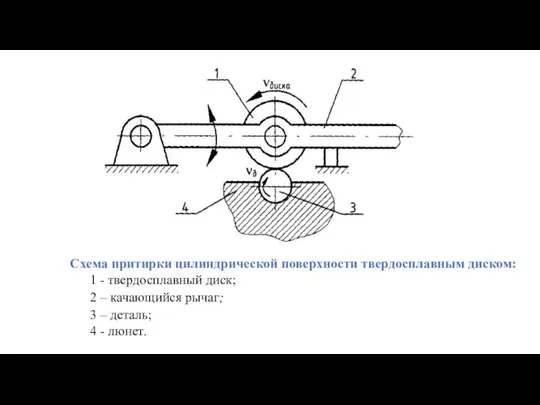
Схема притирки цилиндрической поверхности твердосплавным диском:
1 - твердосплавный диск;
2 – качающийся
Схема притирки цилиндрической поверхности твердосплавным диском:
1 - твердосплавный диск;
2 – качающийся
Доводка
Припуск на обработку на сторону назначается
в зависимости от требуемых параметров качества
Доводка
Припуск на обработку на сторону назначается
в зависимости от требуемых параметров качества
Производительность доводки (скорость удаления материала)
зависит от факторов:
размер абразивных частиц их форма
Производительность доводки (скорость удаления материала)
зависит от факторов:
размер абразивных частиц их форма
Применяемые при притирке абразивные материалы подразделяют на три группы:
высокой твердости -
Применяемые при притирке абразивные материалы подразделяют на три группы:
высокой твердости -
Доводка (притирка)
Доводка (притирка)

Ручная доводка наружных поверхностей вращения:
а – базовая схема;
б – притиры;
в –
Ручная доводка наружных поверхностей вращения:
а – базовая схема;
б – притиры;
в –
Ручная доводка поверхностей отверстий:
а – базовая схема;
б, в – конструкции притиров;
1
а – базовая схема;
б, в – конструкции притиров;
1
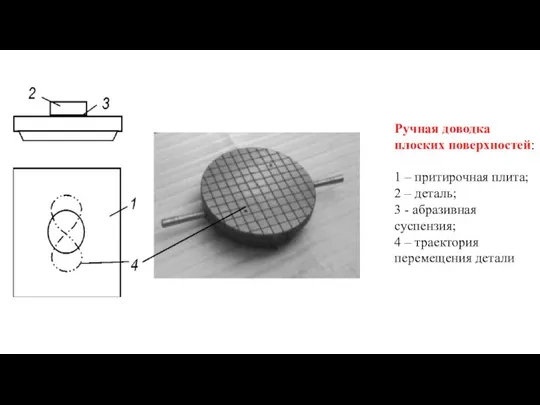
Ручная доводка плоских поверхностей:
1 – притирочная плита;
2 – деталь;
3 - абразивная
Ручная доводка плоских поверхностей:
1 – притирочная плита;
2 – деталь;
3 - абразивная
Схемы машинной доводки плоских деталей:
а – с возвратно-поступательным движением сепаратора;
Схемы машинной доводки плоских деталей:
а – с возвратно-поступательным движением сепаратора;


Схемы машинной доводки сферических поверхностей
Схемы машинной доводки сферических поверхностей
Схема
струйно-абразивной установки:
1 – бак,
2 – трубопровод,
3 - струйный аппарат,
4 –
Схема
струйно-абразивной установки:
1 – бак,
2 – трубопровод,
3 - струйный аппарат,
4 –
Сравнительные данные различных способов чистовой обработки поверхностей
Сравнительные данные различных способов чистовой обработки поверхностей

ПОЛИРОВАНИЕ
ПОЛИРОВАНИЕ
е
в
Способы полирования:
а – вручную на круге; б - вручную куском ткани;
е
в
Способы полирования:
а – вручную на круге; б - вручную куском ткани;
Виды полирования
Ручное полирование (в единичном производстве и при ремонтных работах).
Ручное полирование
Виды полирования
Ручное полирование (в единичном производстве и при ремонтных работах).
Ручное полирование
Абразивные материалы для полирования:
Алмаз (скоростное полирование, полирование твердых материалов).
Карбид кремния
Абразивные материалы для полирования:
Алмаз (скоростное полирование, полирование твердых материалов).
Карбид кремния
Вспомогательные вещества при проведении полирования выполняют функции:
Удержание режущих зерен.
Охлаждение.
Химическое разрушение
Вспомогательные вещества при проведении полирования выполняют функции:
Удержание режущих зерен.
Охлаждение.
Химическое разрушение

Схемы полирования:
а - заготовка поджимается к кругу с усилием Р и
Схемы полирования:
а - заготовка поджимается к кругу с усилием Р и
При полировании деталей из стали и хрома
окружная скорость полировального инструмента:
- для
При полировании деталей из стали и хрома
окружная скорость полировального инструмента:
- для

Полирование с использованием
роботов
Полирование с использованием
роботов
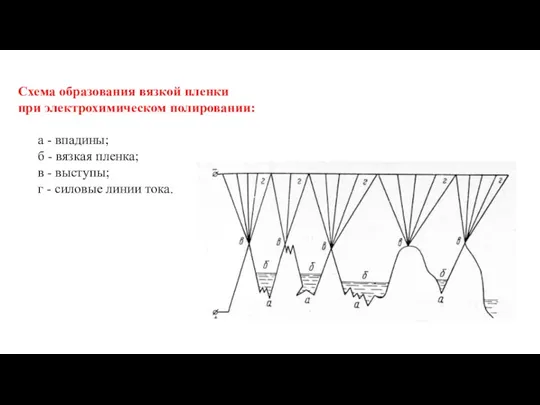
Схема образования вязкой пленки
при электрохимическом полировании:
а - впадины;
б - вязкая пленка;
в
Схема образования вязкой пленки
при электрохимическом полировании:
а - впадины;
б - вязкая пленка;
в
Достоинства электрохимического полирования
высокая производительность (время полирования практически составляет не более 10
Достоинства электрохимического полирования
высокая производительность (время полирования практически составляет не более 10
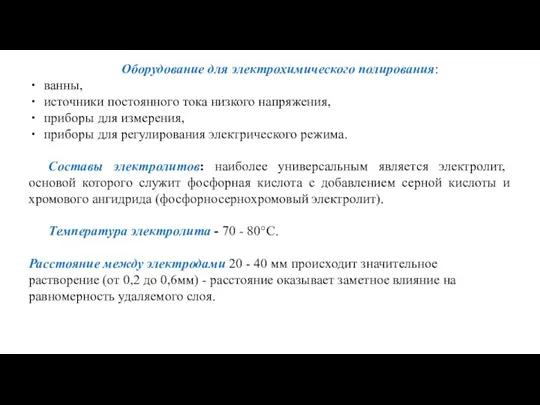
Оборудование для электрохимического полирования:
ванны,
источники постоянного тока низкого напряжения,
приборы для измерения,
приборы
Оборудование для электрохимического полирования:
ванны,
источники постоянного тока низкого напряжения,
приборы для измерения,
приборы
Применение электрохимического полирования:
различных деталей арматуры,
деталей карбюратора (в частности, клапан подачи горючего
Применение электрохимического полирования:
различных деталей арматуры,
деталей карбюратора (в частности, клапан подачи горючего
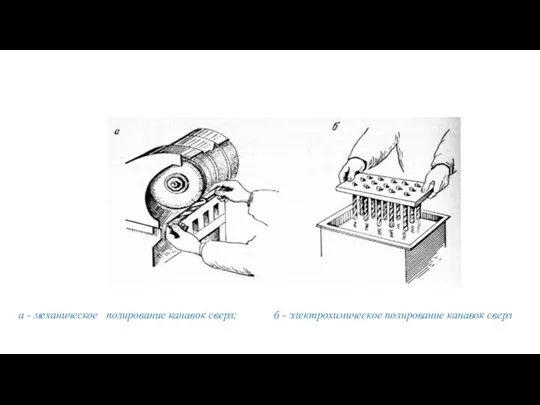
а - механическое полирование канавок сверл; б - электрохимическое полирование канавок
а - механическое полирование канавок сверл; б - электрохимическое полирование канавок
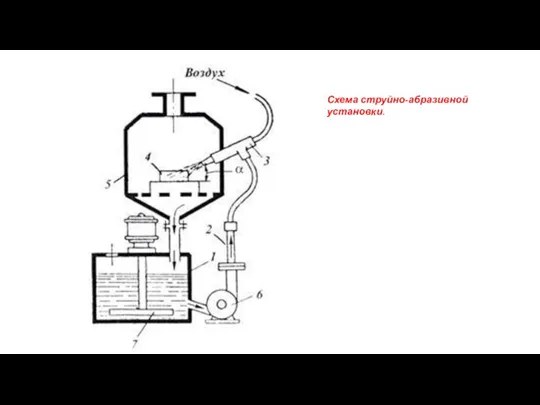
Схема струйно-абразивной установки.
Схема струйно-абразивной установки.
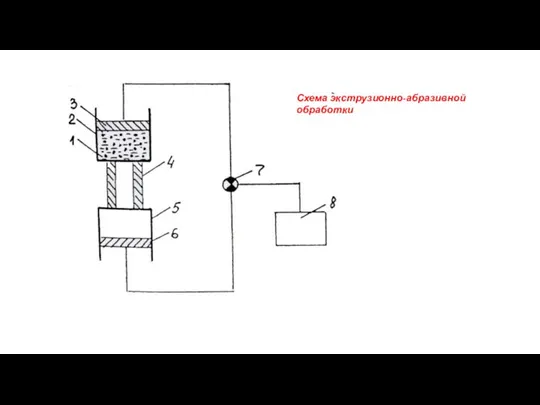
Схема экструзионно-абразивной обработки
Схема экструзионно-абразивной обработки
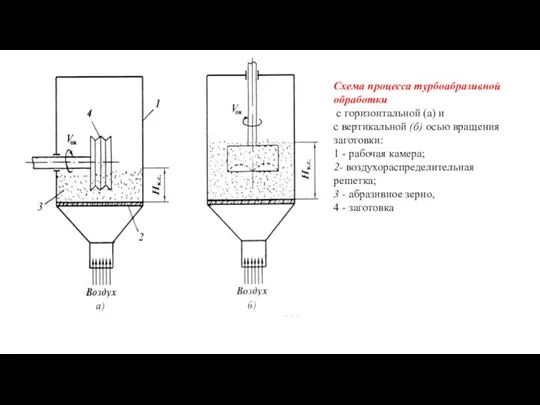
Схема процесса турбоабразивной обработки
с горизонтальной (а) и
с вертикальной (б)
Схема процесса турбоабразивной обработки
с горизонтальной (а) и
с вертикальной (б)
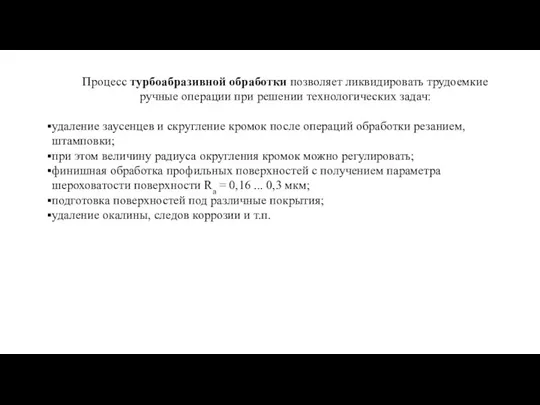
Процесс турбоабразивной обработки позволяет ликвидировать трудоемкие
ручные операции при решении технологических
Процесс турбоабразивной обработки позволяет ликвидировать трудоемкие
ручные операции при решении технологических
 МЕСТО ВАРИАТИВНОЙ ПРОГРАММЫ ПО КОРРЕКЦИОННО-РАЗВИВАЮЩЕЙ РАБОТЕ С ДЕТЬМИ ЛОГОПЕДИЧЕСКОЙ ГРУППЫ В КОНТЕКСТЕ ТРЕБОВАНИЙ ФГОС ДО В УСЛОВИЯХ ПАРТНЁРСКОГО ВЗАИМОДЕЙСТВИЯ.
МЕСТО ВАРИАТИВНОЙ ПРОГРАММЫ ПО КОРРЕКЦИОННО-РАЗВИВАЮЩЕЙ РАБОТЕ С ДЕТЬМИ ЛОГОПЕДИЧЕСКОЙ ГРУППЫ В КОНТЕКСТЕ ТРЕБОВАНИЙ ФГОС ДО В УСЛОВИЯХ ПАРТНЁРСКОГО ВЗАИМОДЕЙСТВИЯ. Методы увеличения производительности скважин
Методы увеличения производительности скважин Леонард Эйлер 1707-1783
Леонард Эйлер 1707-1783 Презентация к уроку краеведения Наши земляки. Борис Андреев.
Презентация к уроку краеведения Наши земляки. Борис Андреев. Содержание здоровьесберегающего сопровождения в образовательном процессе.
Содержание здоровьесберегающего сопровождения в образовательном процессе. эколог. пробл.англ
эколог. пробл.англ Презентация Река и ее части
Презентация Река и ее части Региональный этап всероссийской олимпиады школьников по предмету физическая культура. Гимнастика
Региональный этап всероссийской олимпиады школьников по предмету физическая культура. Гимнастика Информационно-справочное обеспечение международных перевозок и экспедирования грузов
Информационно-справочное обеспечение международных перевозок и экспедирования грузов презентация на тему:Красная книга народов России к уроку Население России
презентация на тему:Красная книга народов России к уроку Население России Підприємства у твоєму населеному пункті
Підприємства у твоєму населеному пункті Открытка ко дню матери
Открытка ко дню матери День матери.
День матери. К Дню Матери, к 8 Марта
К Дню Матери, к 8 Марта Мучные изделия
Мучные изделия Быстрее, выше, сильнее
Быстрее, выше, сильнее Принципы здорового питания
Принципы здорового питания Математическая символика романа Толстого Война и мир
Математическая символика романа Толстого Война и мир Структура строительных процессов и технологий
Структура строительных процессов и технологий Фестиваль педагогических идей. Открытый урок по изобразительному искусству в 7 классе на тему: Лепка фигуры человека
Фестиваль педагогических идей. Открытый урок по изобразительному искусству в 7 классе на тему: Лепка фигуры человека Кислородсодержащие углеводороды. Альдегиды и карбоновые кислоты.
Кислородсодержащие углеводороды. Альдегиды и карбоновые кислоты. Ребусы
Ребусы Токио - столица Японии
Токио - столица Японии рисуем и играем
рисуем и играем Предметы быта: прошлое и настоящее
Предметы быта: прошлое и настоящее Автоматизация в промышленности
Автоматизация в промышленности Азот
Азот Создание экспертный системы распознания минеральных удобрений средствами Power Point 2007
Создание экспертный системы распознания минеральных удобрений средствами Power Point 2007