- Дефекты и зварних швів

Содержание
- 2. 100; Е 1001 1011; Еа 1012; Еа 1013; Еа 1014; Еа 1021; Eb 1023; Eb 1024;
- 3. Контроль якості зварних швів
- 4. Ультразвукові методи контролю (УЗК) це неруйнівний контроль якості зварних з'єднань, що проводиться в рамках будівельної експертизи
- 5. Види Реєстрація эхо – сигналу, відображеного від дефекту Контроль эхо – методом: 1 – генератор; 2
- 7. Скачать презентацию
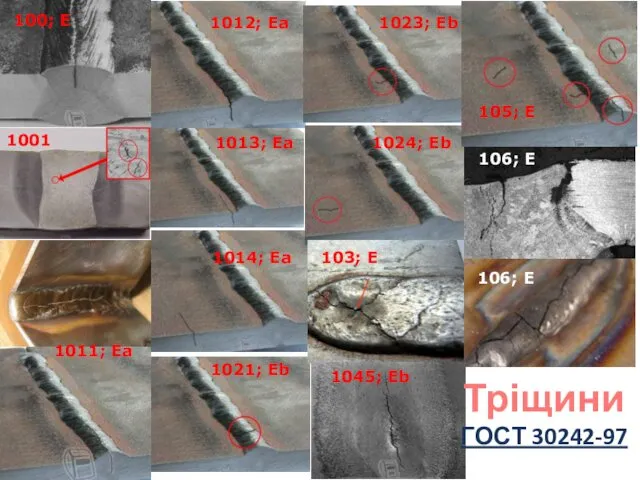
100; Е
1001
1011; Еа
1012; Еа
1013; Еа
1014; Еа
1021; Eb
1023; Eb
1024; Eb
103; E
1045; Eb
105;
100; Е
1001
1011; Еа
1012; Еа
1013; Еа
1014; Еа
1021; Eb
1023; Eb
1024; Eb
103; E
1045; Eb
105;
Контроль якості
зварних швів
Контроль якості
зварних швів
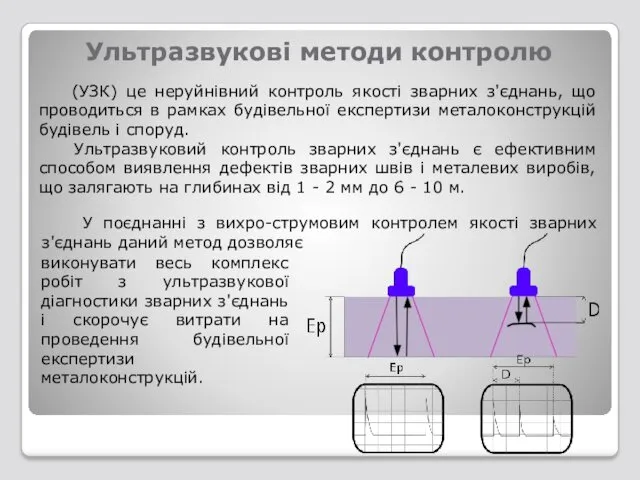
Ультразвукові методи контролю
(УЗК) це неруйнівний контроль якості зварних з'єднань, що
Ультразвукові методи контролю
(УЗК) це неруйнівний контроль якості зварних з'єднань, що

Види
Реєстрація эхо – сигналу, відображеного від дефекту
Контроль эхо – методом:
1 –
Види
Реєстрація эхо – сигналу, відображеного від дефекту
Контроль эхо – методом:
1 –
 Позиционирование ампайров и винг-ампайров в матчевых гонках (Umpires’ Positioning)
Позиционирование ампайров и винг-ампайров в матчевых гонках (Umpires’ Positioning) Основи побудови радіоелектронної техніки. Загальні відомості про РЛС 19Ж6. (Тема 10.1)
Основи побудови радіоелектронної техніки. Загальні відомості про РЛС 19Ж6. (Тема 10.1) Транспортная безопасность
Транспортная безопасность Великая отечественная война
Великая отечественная война Кузбасс: вчера. сегодня, завтра
Кузбасс: вчера. сегодня, завтра Паркувальний радар
Паркувальний радар Презентация Права ребёнка
Презентация Права ребёнка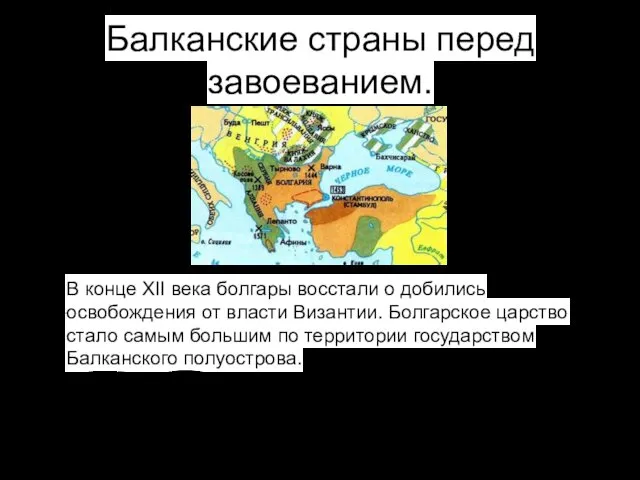 Балканские страны перед завоеванием
Балканские страны перед завоеванием Организационная перестройка по Дж. Коттеру
Организационная перестройка по Дж. Коттеру Становление Древнерусского государства и правление первых русских князей
Становление Древнерусского государства и правление первых русских князей Случаи вычитания 17 - 18 -
Случаи вычитания 17 - 18 - Работа для участия в НПК Начальные классы (2 класс) - 1 место на школьном этапе, 2 - на районном.
Работа для участия в НПК Начальные классы (2 класс) - 1 место на школьном этапе, 2 - на районном. Призентация к интерактивному уроку:Основные классы неорганических соединений 7класс
Призентация к интерактивному уроку:Основные классы неорганических соединений 7класс Презентация В память о Беслане
Презентация В память о Беслане Конструкция бесстыкового пути
Конструкция бесстыкового пути Василий Иванович Белов
Василий Иванович Белов Подарочные наборы iPapai
Подарочные наборы iPapai Башлангыч сыйныфта татар теленнән кагыйдәләр
Башлангыч сыйныфта татар теленнән кагыйдәләр Площадь криволинейной трапеции
Площадь криволинейной трапеции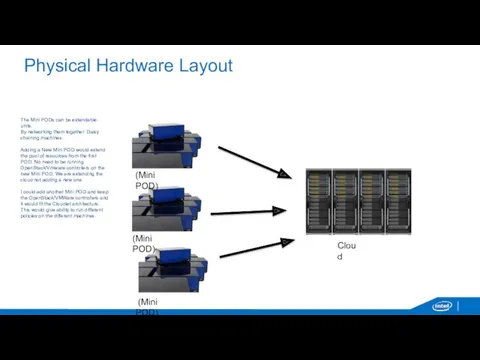 Physical Hardware Layout
Physical Hardware Layout Организация работы станции Кая (Электрификация 8 и 9 путей)
Организация работы станции Кая (Электрификация 8 и 9 путей) Природные уникумы Урала. Экологические проблемы Урала
Природные уникумы Урала. Экологические проблемы Урала Valentines day riddles
Valentines day riddles Буклет на звук Л
Буклет на звук Л История развития ГИС за рубежом и в нашей стране. Наиболее популярные современные ГИС. Их краткая характеристика
История развития ГИС за рубежом и в нашей стране. Наиболее популярные современные ГИС. Их краткая характеристика Ручной труд как средство развития мелкой моторики
Ручной труд как средство развития мелкой моторики Правовой стиль и правовые семьи по К. Цвайгерту и Х. Кётцу
Правовой стиль и правовые семьи по К. Цвайгерту и Х. Кётцу Биологическая роль липидов. Транспортные формы липидов
Биологическая роль липидов. Транспортные формы липидов