- Дефекты соединений при сварке металлов и причины их возникновения

Содержание
- 2. Образовательные цели занятия Знать: - основные дефекты сварных соединений; - причины возникновения дефектов в сварных соединениях.
- 3. Дефекты сварных швов и соединений, выполненных сваркой плавлением возникают из-за нарушения требований нормативных документов к подготовке,
- 4. в сварных соединениях дефекты по характеру залегания делятся внешние внутренние дефекты, выявленные при внешнем осмотре и
- 5. Внешние дефекты: - несоответствие геометрических размеров сварного шва (избыточное или недостаточное усиление, неравномерность ширины и (или)
- 6. Внутренние дефекты —выявленные при использовании неразрушающих методов контроля: радиографический, - ультразвуковой - непровары между свариваемыми кромками;
- 7. Классификация дефектов По форме По причинам образования По размеру По степени опасности По размещению в сварном
- 8. Классификация дефектов, рекомендованная межгосударственным стандартом ГОСТ 30242-97 «Дефекты соединений при сварке металлов плавлением. Классификация, обозначения и
- 9. По ГОСТ дефекты сварных соединений подразделяются на шесть групп 1. трещины; полости, поры, свищи, усадочные раковины,
- 10. Каждому типу дефекта соответствует цифровое обозначение, а также возможно буквенное обозначение, рекомендованное международным институтом сварки (МИС).
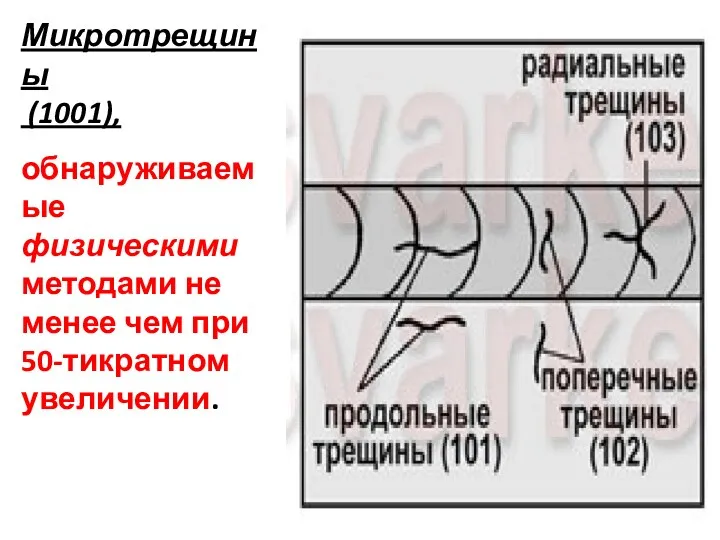
- 11. ГОСТ 30242-97 трещина несплошность, вызванная местным разрывом шва или околошовной зоны, который может возникнуть в результате
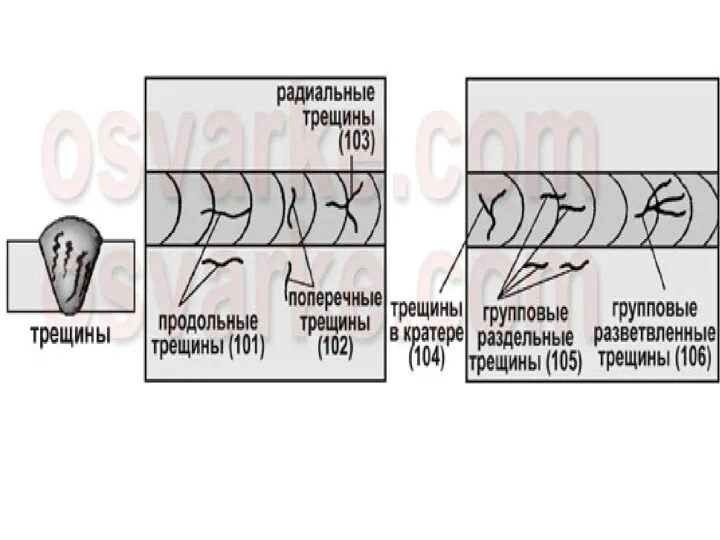
- 12. Трещины могут быть расположены: в металле сварного шва, в зоне термического влияния, в основном металле. виды
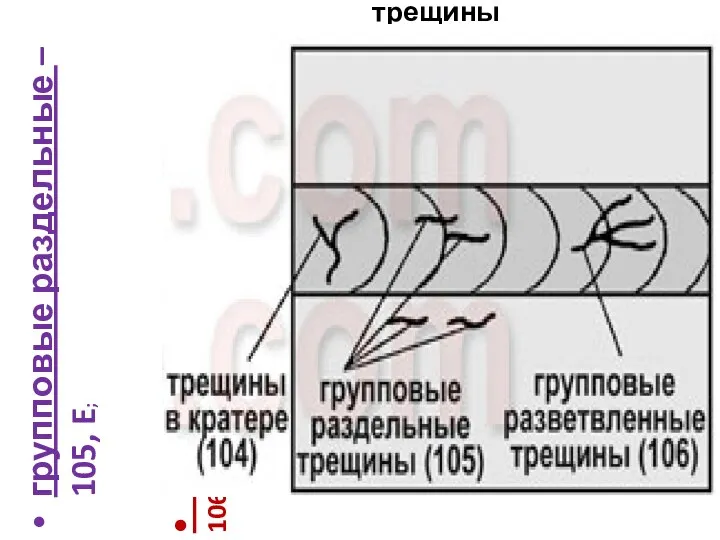
- 13. Трещины •размещенные в кратере сварного шва – 104, Ec;
- 14. трещины групповые раздельные – 105, E; • групповые разветвленные – 106, E;
- 15. Микротрещины (1001), обнаруживаемые физическими методами не менее чем при 50-тикратном увеличении.
- 16. Газовая полость (по ГОСТ 30242-97) – полость произвольной формы, не имеющая углов, образованная газами, задержанными в
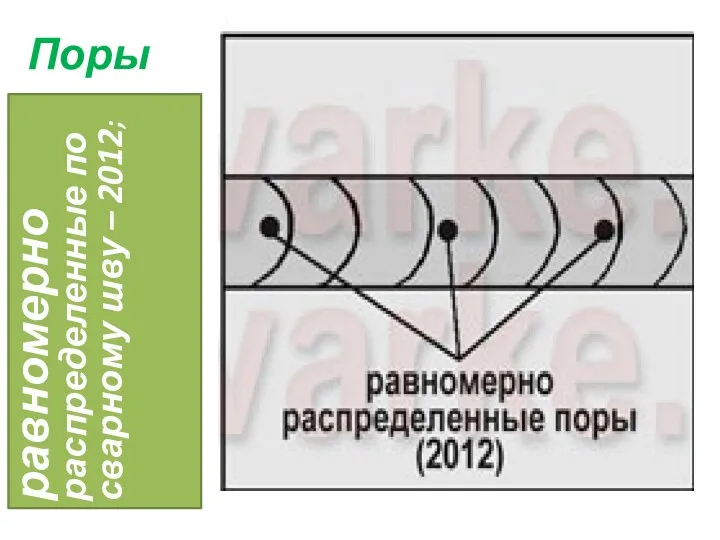
- 17. Поры подразделяться •равномерно распределенные по сварному шву – 2012; •расположенные скоплением – 2013; •расположенные цепочкой –
- 18. Поры равномерно распределенные по сварному шву – 2012;
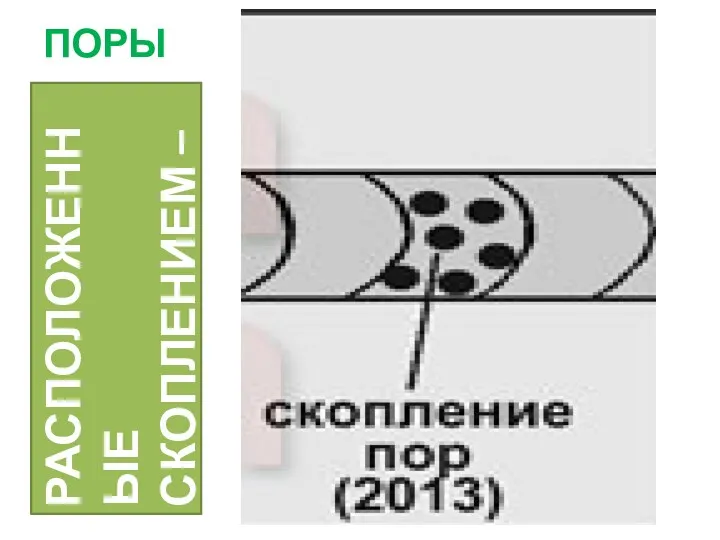
- 19. ПОРЫ РАСПОЛОЖЕННЫЕ СКОПЛЕНИЕМ – 2013;
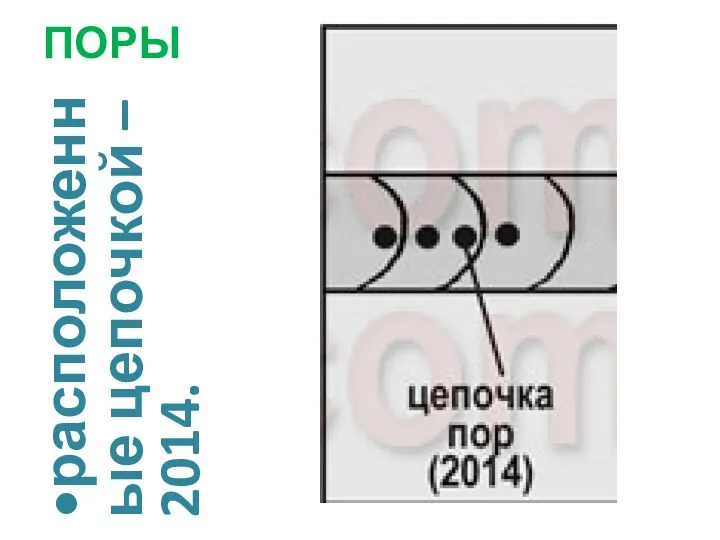
- 20. ПОРЫ •расположенные цепочкой – 2014.
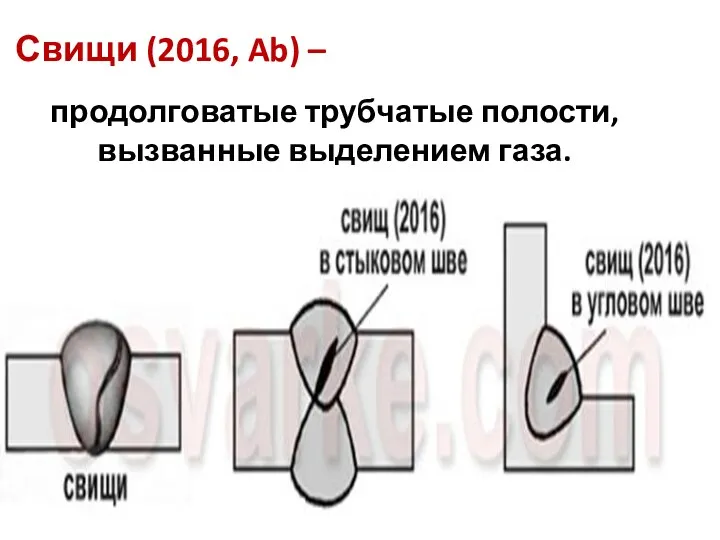
- 21. Свищи (2016, Ab) – продолговатые трубчатые полости, вызванные выделением газа.
- 22. Кратер незаваренная усадочная раковина в конце валика сварного шва.
- 24. Твердые включения (300) – это твердые инородные вещества металлического или неметаллического происхождения, оставшиеся в металле сварного
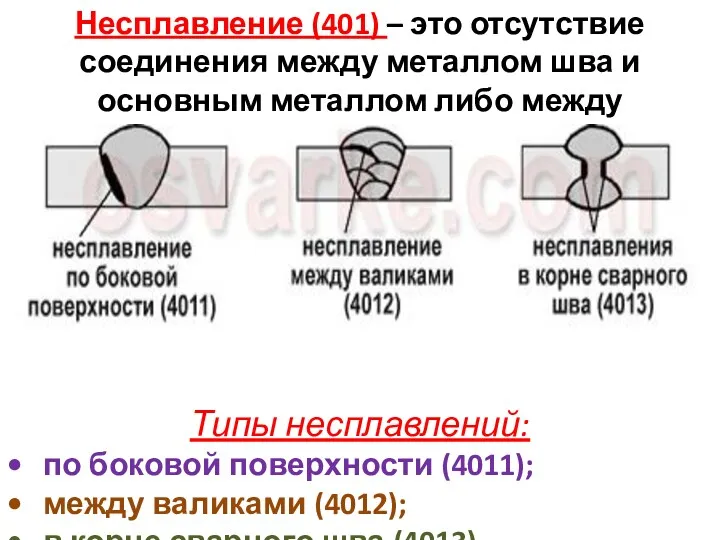
- 25. Несплавление (401) – это отсутствие соединения между металлом шва и основным металлом либо между отдельными валиками
- 26. Непровар (402, D) или неполный провар – это несплавление основного металла на участке или по всей
- 27. Нарушение формы сварного шва (500) – это отклонение формы наружных поверхностей шва или геометрии соединения от
- 28. Подрезы – это продольные углубления на наружной поверхности валика шва. Подрезы со стороны корня одностороннего шва
- 29. Превышение проплава – избыток наплавленного металла на обратной стороне стыкового сварного шва. Вогнутость корня шва –
- 30. Смещение между свариваемыми элементами при их параллельном расположении на разном уровне называется линейным смещением, при расположении
- 31. Наплав – это избыток наплавленного металла шва, натекший на поверхность основного металла. Натек – это металл
- 32. Прожог – вытекание металла сварочной ванны, приводящее к образованию в шве сквозного отверстия. При неправильном профиле
- 33. Случайное оплавление основного металла в результате зажигания дуги или гашения (прижог) — дефект в виде повреждения
- 34. Тест Заполнить таблицу
- 36. Скачать презентацию
Образовательные цели занятия
Знать:
- основные дефекты сварных соединений;
- причины возникновения дефектов в
Образовательные цели занятия
Знать:
- основные дефекты сварных соединений;
- причины возникновения дефектов в
Дефекты сварных швов и соединений, выполненных сваркой плавлением
возникают из-за нарушения
Дефекты сварных швов и соединений, выполненных сваркой плавлением
возникают из-за нарушения
в сварных соединениях дефекты по характеру залегания делятся
внешние
внутренние
дефекты, выявленные при
в сварных соединениях дефекты по характеру залегания делятся
внешние
внутренние
дефекты, выявленные при
Внешние дефекты:
- несоответствие геометрических размеров сварного шва (избыточное или недостаточное усиление,
Внешние дефекты:
- несоответствие геометрических размеров сварного шва (избыточное или недостаточное усиление,
Внутренние дефекты —выявленные при использовании неразрушающих методов контроля:
радиографический,
- ультразвуковой
- непровары
Внутренние дефекты —выявленные при использовании неразрушающих методов контроля:
радиографический,
- ультразвуковой
- непровары

Классификация дефектов
По форме
По причинам образования
По размеру
По степени
опасности
По размещению в
Классификация дефектов
По форме
По причинам образования
По размеру
По степени
опасности
По размещению в
Классификация дефектов, рекомендованная межгосударственным стандартом
ГОСТ 30242-97
«Дефекты соединений при сварке
Классификация дефектов, рекомендованная межгосударственным стандартом
ГОСТ 30242-97
«Дефекты соединений при сварке
По ГОСТ дефекты сварных соединений подразделяются на шесть групп
1. трещины;
По ГОСТ дефекты сварных соединений подразделяются на шесть групп
1. трещины;
Каждому типу дефекта соответствует цифровое обозначение, а также возможно буквенное обозначение,
Каждому типу дефекта соответствует цифровое обозначение, а также возможно буквенное обозначение,
ГОСТ 30242-97 трещина
несплошность, вызванная местным разрывом шва или околошовной зоны, который
ГОСТ 30242-97 трещина
несплошность, вызванная местным разрывом шва или околошовной зоны, который
Трещины могут быть расположены:
в металле сварного шва, в зоне термического влияния,
Трещины могут быть расположены: в металле сварного шва, в зоне термического влияния,

Трещины
•размещенные в кратере сварного шва – 104, Ec;
Трещины
•размещенные в кратере сварного шва – 104, Ec;
трещины
групповые раздельные – 105, E;
• групповые разветвленные – 106, E;
трещины
групповые раздельные – 105, E;
• групповые разветвленные – 106, E;
Микротрещины
(1001),
обнаруживаемые физическими методами не менее чем при 50-тикратном увеличении.
Микротрещины
(1001),
обнаруживаемые физическими методами не менее чем при 50-тикратном увеличении.
Газовая полость (по ГОСТ 30242-97) –
полость произвольной формы, не имеющая углов,
Газовая полость (по ГОСТ 30242-97) –
полость произвольной формы, не имеющая углов,

Поры подразделяться
•равномерно распределенные по сварному шву – 2012;
•расположенные скоплением – 2013;
•расположенные
Поры подразделяться
•равномерно распределенные по сварному шву – 2012;
•расположенные скоплением – 2013;
•расположенные
Поры
равномерно распределенные по сварному шву – 2012;
Поры
равномерно распределенные по сварному шву – 2012;
ПОРЫ
РАСПОЛОЖЕННЫЕ СКОПЛЕНИЕМ – 2013;
ПОРЫ
РАСПОЛОЖЕННЫЕ СКОПЛЕНИЕМ – 2013;
ПОРЫ
•расположенные цепочкой – 2014.
ПОРЫ
•расположенные цепочкой – 2014.
Свищи (2016, Ab) –
продолговатые трубчатые полости, вызванные выделением газа.
Свищи (2016, Ab) –
продолговатые трубчатые полости, вызванные выделением газа.

Кратер
незаваренная усадочная раковина в конце валика сварного шва.
Кратер
незаваренная усадочная раковина в конце валика сварного шва.
Твердые включения (300) – это твердые инородные вещества металлического или неметаллического
Твердые включения (300) – это твердые инородные вещества металлического или неметаллического
Несплавление (401) – это отсутствие соединения между металлом шва и основным
Несплавление (401) – это отсутствие соединения между металлом шва и основным
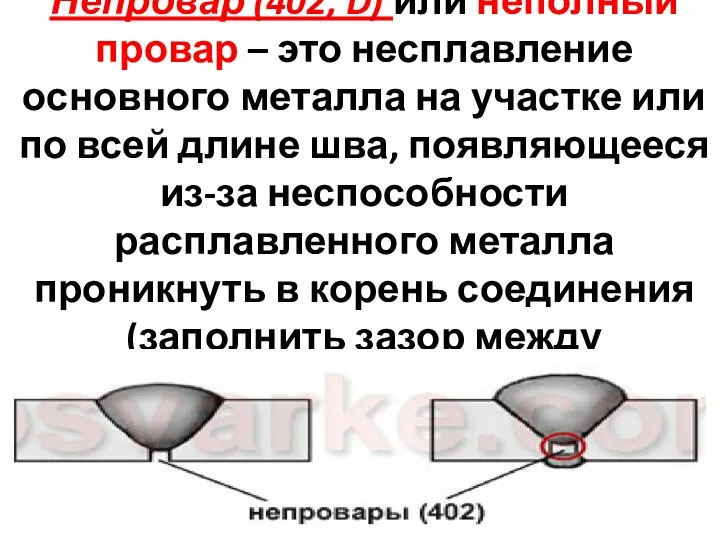
Непровар (402, D) или неполный провар – это несплавление основного металла
Непровар (402, D) или неполный провар – это несплавление основного металла
Нарушение формы сварного шва (500) – это отклонение формы наружных поверхностей
Нарушение формы сварного шва (500) – это отклонение формы наружных поверхностей

Подрезы – это продольные углубления на наружной поверхности валика шва. Подрезы
Подрезы – это продольные углубления на наружной поверхности валика шва. Подрезы

Превышение проплава – избыток наплавленного металла на обратной стороне стыкового сварного
Превышение проплава – избыток наплавленного металла на обратной стороне стыкового сварного
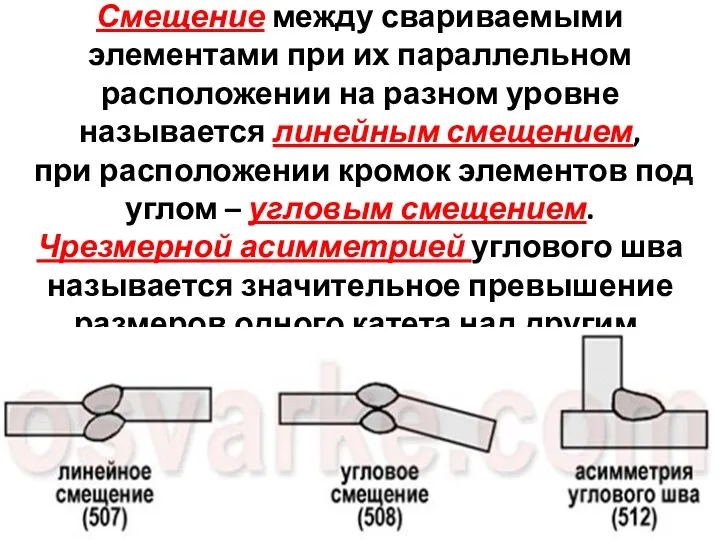
Смещение между свариваемыми элементами при их параллельном расположении на разном уровне
Смещение между свариваемыми элементами при их параллельном расположении на разном уровне

Наплав – это избыток наплавленного металла шва, натекший на поверхность основного
Наплав – это избыток наплавленного металла шва, натекший на поверхность основного
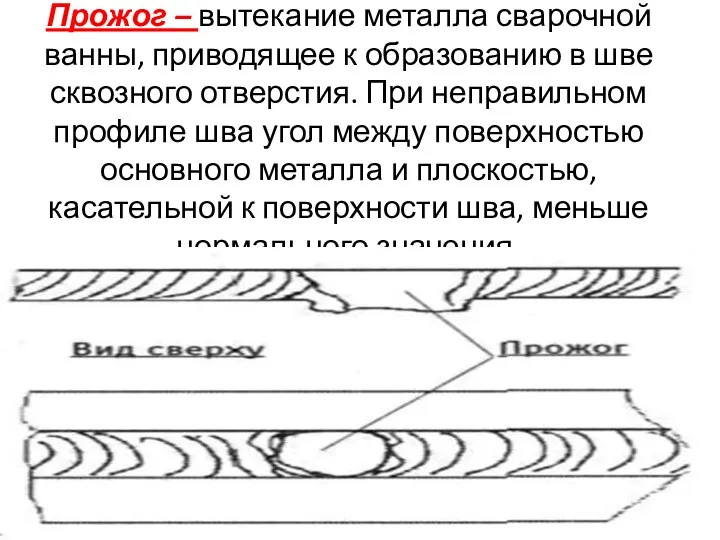
Прожог – вытекание металла сварочной ванны, приводящее к образованию в шве
Прожог – вытекание металла сварочной ванны, приводящее к образованию в шве
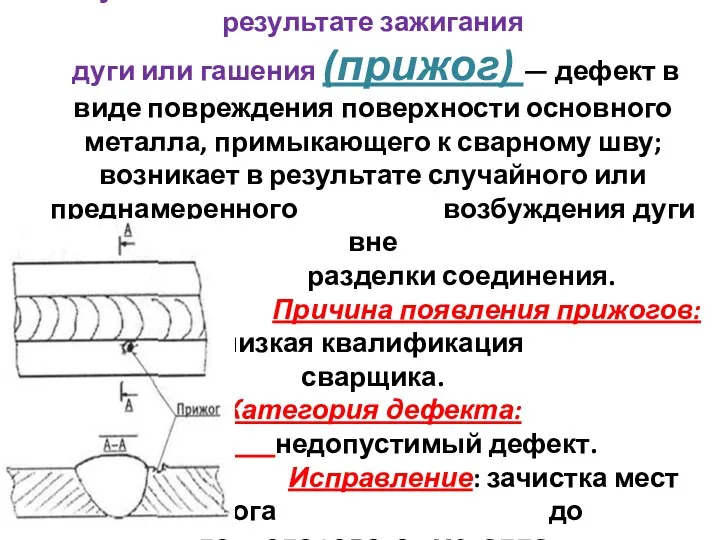
Случайное оплавление основного металла в результате зажигания
дуги или гашения (прижог)
Случайное оплавление основного металла в результате зажигания дуги или гашения (прижог)
Тест
Заполнить таблицу
Тест
Заполнить таблицу
 Священные книги религий мира: Трипитака, Танах, Библия, Коран
Священные книги религий мира: Трипитака, Танах, Библия, Коран Співвідношення типів даних та елементів для введення даних, зчитування даних з елементів введення
Співвідношення типів даних та елементів для введення даних, зчитування даних з елементів введення КТО СПИТ ЗИМОЙ
КТО СПИТ ЗИМОЙ Энергетика
Энергетика Тотальный диктант
Тотальный диктант Презентация В ногу со временем
Презентация В ногу со временем Презентация Мир на кончиках пальцев
Презентация Мир на кончиках пальцев Квалификации химических реакций
Квалификации химических реакций Типы конструкций и классификация фундаментов перекачивающих агрегатов и оборудования станций
Типы конструкций и классификация фундаментов перекачивающих агрегатов и оборудования станций Карибский кризис 1962 года. Мир на грани ядерной катастрофы
Карибский кризис 1962 года. Мир на грани ядерной катастрофы Общая характеристика административных правонарушений безопасности движения и эксплуатации транспорта
Общая характеристика административных правонарушений безопасности движения и эксплуатации транспорта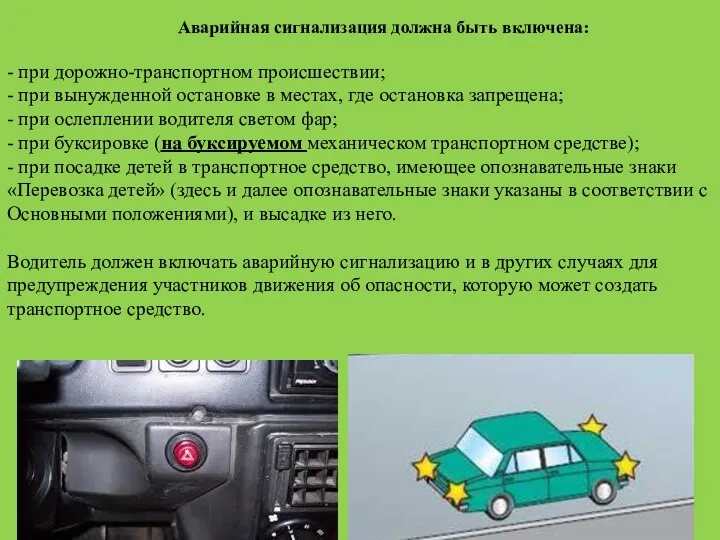 Применение аварийной сигнализации и знака аварийной остановки
Применение аварийной сигнализации и знака аварийной остановки Целые уравнения и способы их решения
Целые уравнения и способы их решения Арабское лекарствоведение
Арабское лекарствоведение Топливно-энергетический комплекс России
Топливно-энергетический комплекс России Модальные глаголы
Модальные глаголы Экологические проблемы России
Экологические проблемы России Презентация Что значит быть толерантным
Презентация Что значит быть толерантным SWOT-анализ
SWOT-анализ Кадырова Светлана Проект
Кадырова Светлана Проект Воспитай отличника
Воспитай отличника 23 февраля
23 февраля Техносферная безопасность
Техносферная безопасность Презентация урока Мира.
Презентация урока Мира. Тайвань в системе интеграционных группировок
Тайвань в системе интеграционных группировок Жердегі тіршілік үшін судың маңызы
Жердегі тіршілік үшін судың маңызы Субъекты предпринимательского права. (Лекция 5)
Субъекты предпринимательского права. (Лекция 5) визитная карточка
визитная карточка