- Дефекты структуры металла характерные для электроконтактного способа сварки

Содержание
- 2. При анализе макро- и микроструктуры сварного стыка выделяется шов и зона термического влияния. Ширина зоны термического
- 3. ДЕФЕКТЫ ХАРАКТЕРНЫЕ ДЛЯ ЭЛЕКТРОКОНТАКТНОГО СПОСОБА СВАРКИ РЕЛЬСОВ
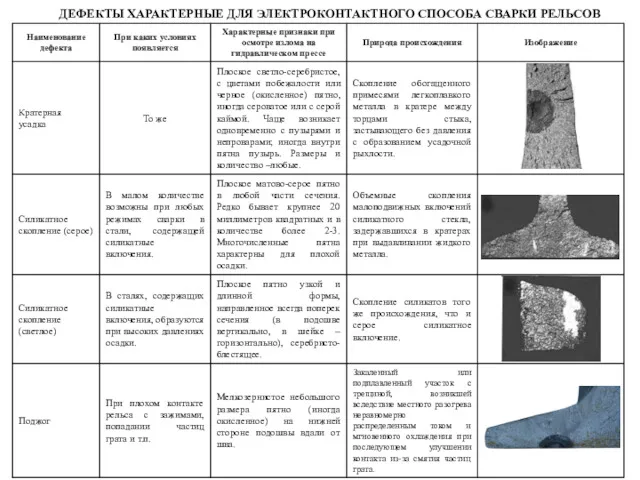
- 4. ДЕФЕКТЫ ХАРАКТЕРНЫЕ ДЛЯ ЭЛЕКТРОКОНТАКТНОГО СПОСОБА СВАРКИ РЕЛЬСОВ
- 5. Трещина Вид в изломе Общий вид излома Вид излома на макротемплете ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА
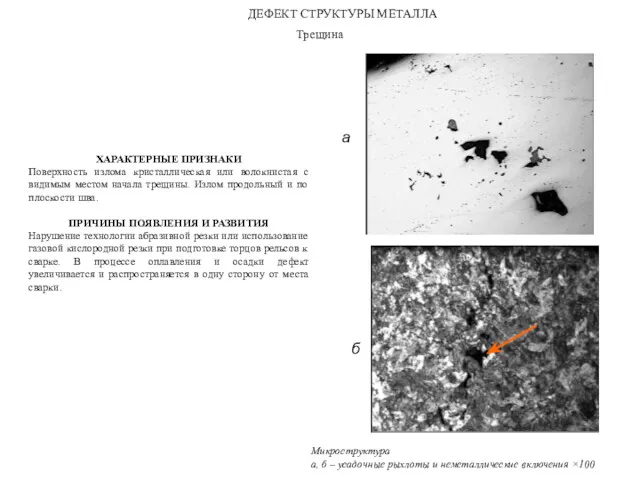
- 6. Трещина а б Микроструктура а, б – усадочные рыхлоты и неметаллические включения ×100 ХАРАКТЕРНЫЕ ПРИЗНАКИ Поверхность
- 7. Продольное расслоение ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА Вид в изломе Общий вид излома от продольного расслоения Вид излома
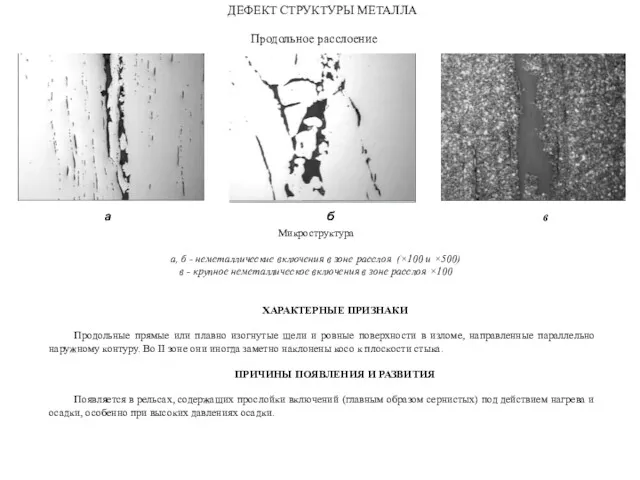
- 8. Продольное расслоение ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА а б в в Микроструктура а, б - неметаллические включения в
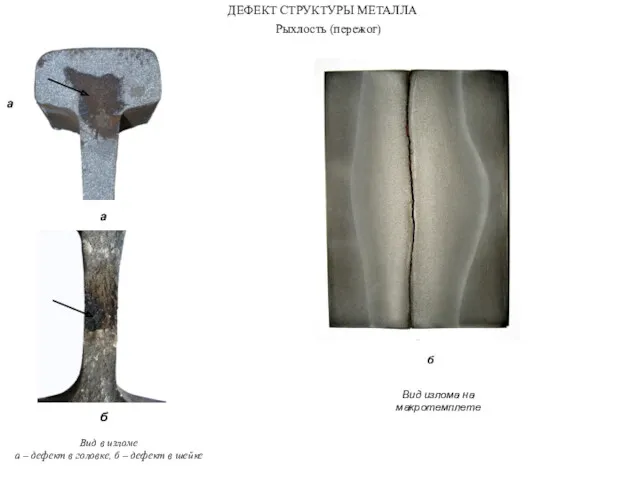
- 9. Рыхлость (пережог) ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА а Вид в изломе а – дефект в головке, б –
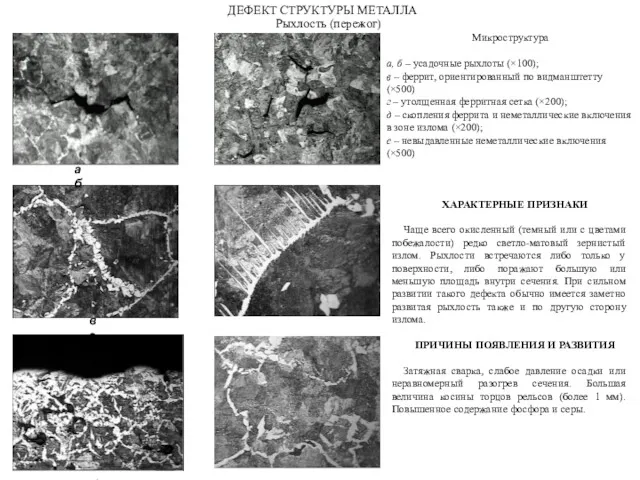
- 10. а б в г д е Микроструктура а, б – усадочные рыхлоты (×100); в – феррит,
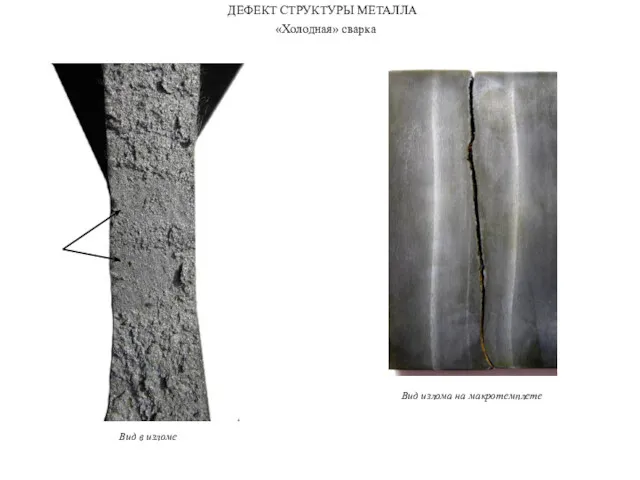
- 11. ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА «Холодная» сварка Вид в изломе Вид излома на макротемплете
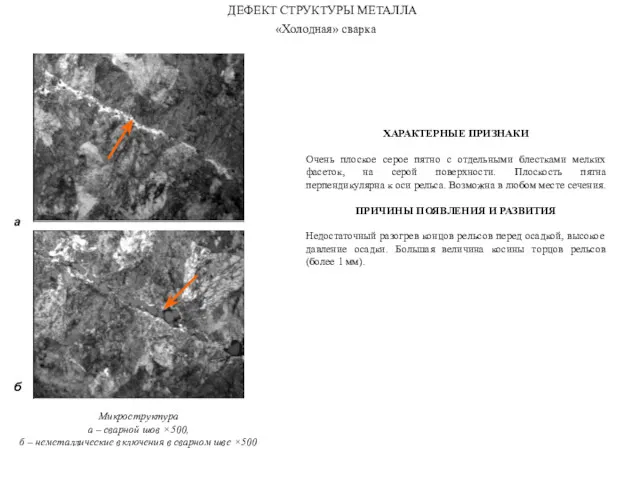
- 12. ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА «Холодная» сварка а Микроструктура а – сварной шов ×500, б – неметаллические включения
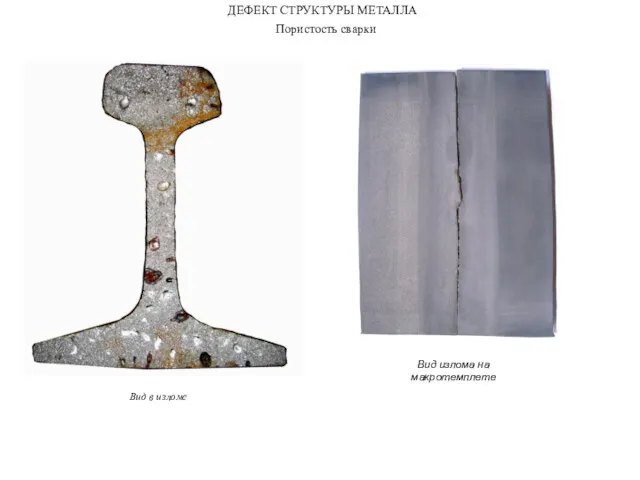
- 13. ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА Пористость сварки Вид в изломе Вид излома на макротемплете
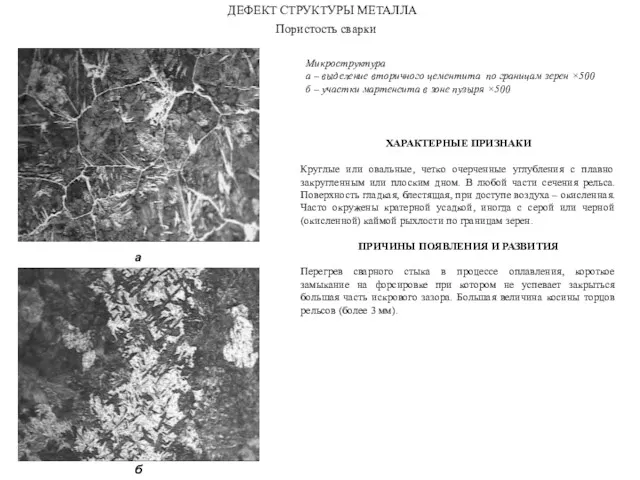
- 14. ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА Пористость сварки а б Микроструктура а – выделение вторичного цементита по границам зерен
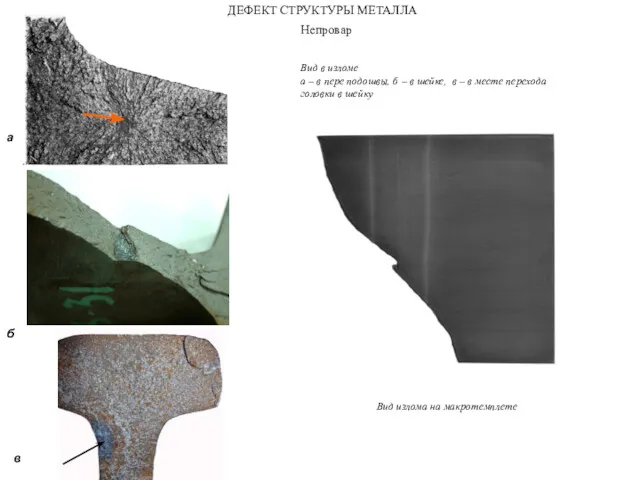
- 15. Непровар а б в ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА Вид в изломе а – в пере подошвы, б
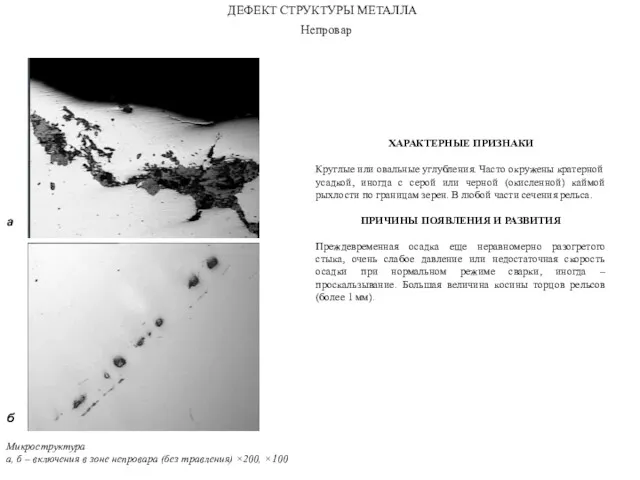
- 16. Непровар ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА а б Микроструктура а, б – включения в зоне непровара (без травления)
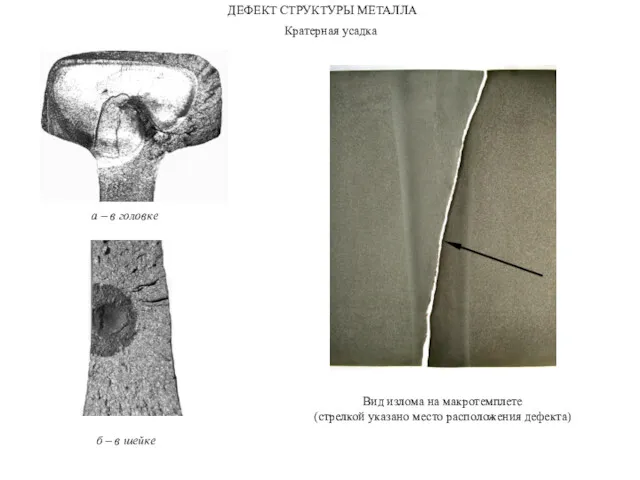
- 17. Кратерная усадка ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА а – в головке б – в шейке Вид излома на
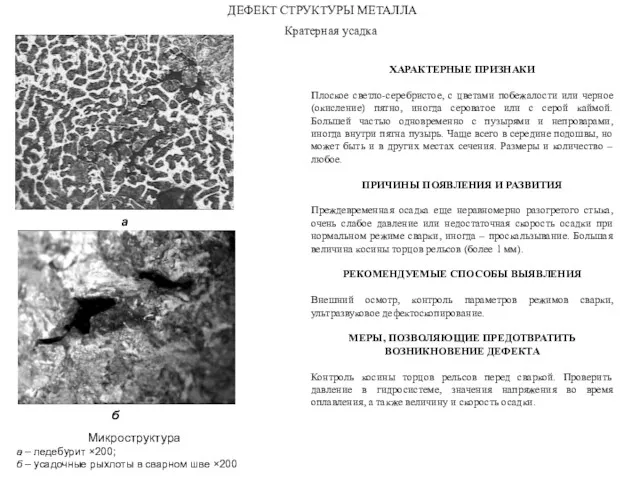
- 18. Кратерная усадка ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА а Микроструктура а – ледебурит ×200; б – усадочные рыхлоты в
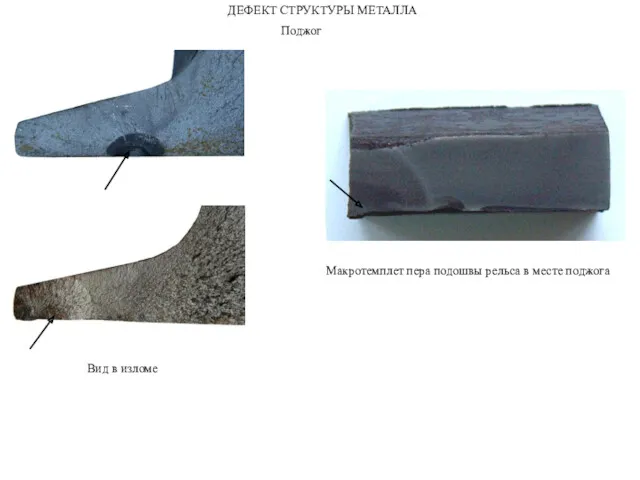
- 19. Вид в изломе Поджог ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА Макротемплет пера подошвы рельса в месте поджога
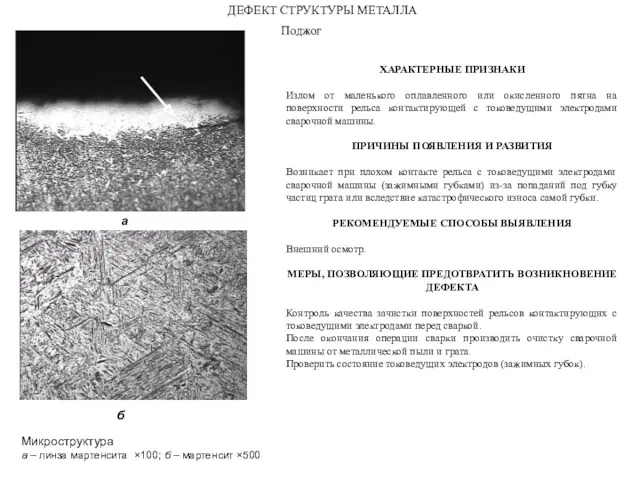
- 20. Поджог ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА а Микроструктура а – линза мартенсита ×100; б – мартенсит ×500 б
- 21. Медное скопление ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА Вид в изломе Вид излома на макротемплете
- 22. Медное скопление ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА а Микроструктура а - скопления меди (без травления); б - медь
- 23. Силикатные скопления ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА Вид в изломе Общий вид Вид излома на макротемплете
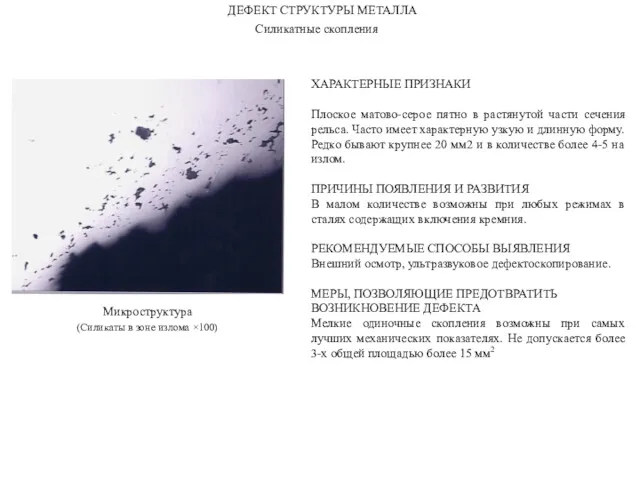
- 24. Силикатные скопления ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА Микроструктура (Силикаты в зоне излома ×100) ХАРАКТЕРНЫЕ ПРИЗНАКИ Плоское матово-серое пятно
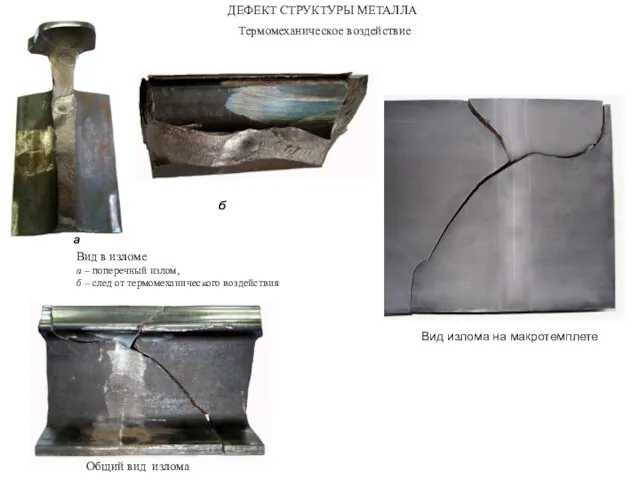
- 25. Термомеханическое воздействие ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА а Вид в изломе а – поперечный излом, б – след
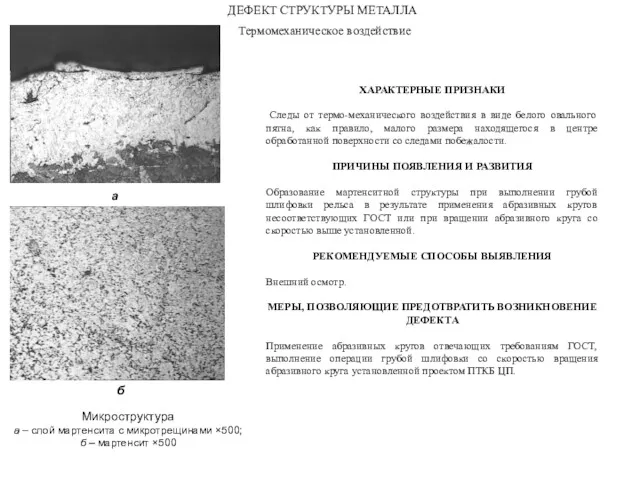
- 26. Термомеханическое воздействие ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА а Микроструктура а – слой мартенсита с микротрещинами ×500; б –
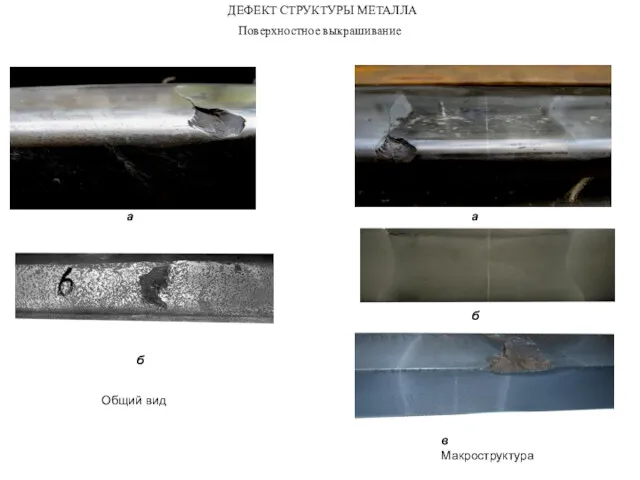
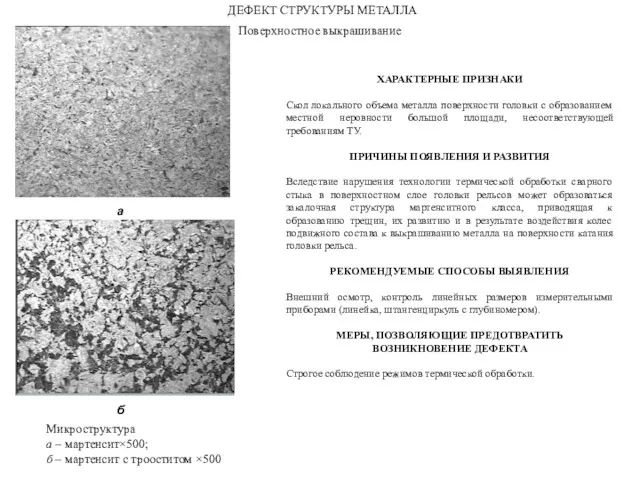
- 27. Поверхностное выкрашивание ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА а Общий вид б а б в Макроструктура
- 28. Поверхностное выкрашивание ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА а Микроструктура а – мартенсит×500; б – мартенсит с трооститом ×500
- 30. Скачать презентацию
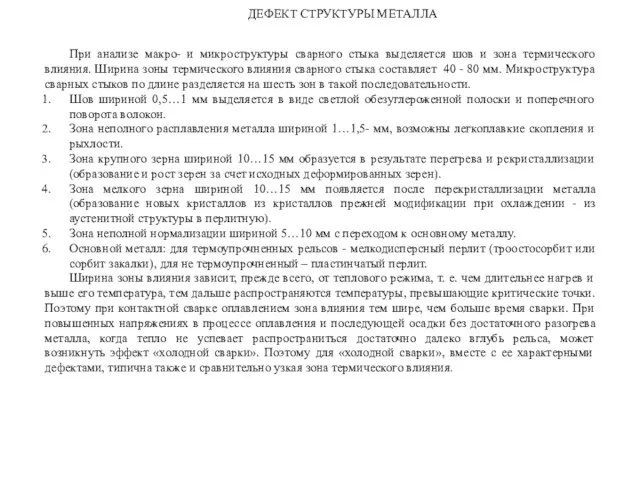
При анализе макро- и микроструктуры сварного стыка выделяется шов и зона
При анализе макро- и микроструктуры сварного стыка выделяется шов и зона
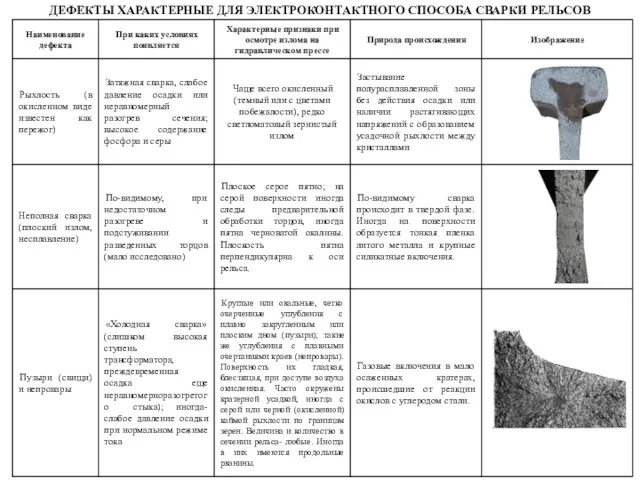
ДЕФЕКТЫ ХАРАКТЕРНЫЕ ДЛЯ ЭЛЕКТРОКОНТАКТНОГО СПОСОБА СВАРКИ РЕЛЬСОВ
ДЕФЕКТЫ ХАРАКТЕРНЫЕ ДЛЯ ЭЛЕКТРОКОНТАКТНОГО СПОСОБА СВАРКИ РЕЛЬСОВ
ДЕФЕКТЫ ХАРАКТЕРНЫЕ ДЛЯ ЭЛЕКТРОКОНТАКТНОГО СПОСОБА СВАРКИ РЕЛЬСОВ
ДЕФЕКТЫ ХАРАКТЕРНЫЕ ДЛЯ ЭЛЕКТРОКОНТАКТНОГО СПОСОБА СВАРКИ РЕЛЬСОВ
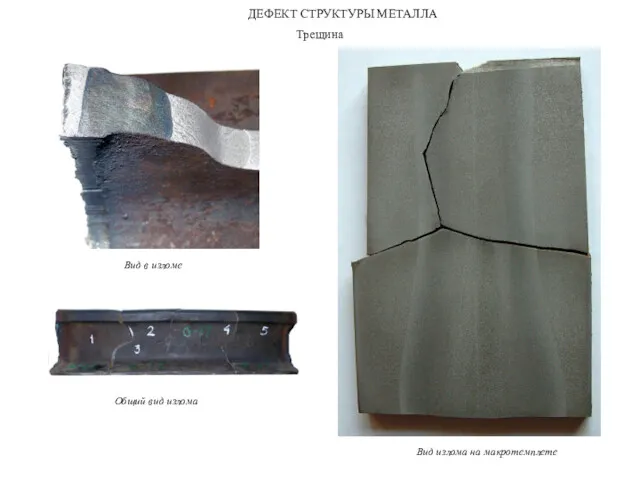
Трещина
Вид в изломе
Общий вид излома
Вид излома на макротемплете
ДЕФЕКТ
Трещина
Вид в изломе
Общий вид излома
Вид излома на макротемплете
ДЕФЕКТ
Трещина
а
б
Микроструктура
а, б – усадочные рыхлоты и неметаллические включения ×100
ХАРАКТЕРНЫЕ ПРИЗНАКИ
Поверхность
Трещина
а
б
Микроструктура
а, б – усадочные рыхлоты и неметаллические включения ×100
ХАРАКТЕРНЫЕ ПРИЗНАКИ
Поверхность

Продольное расслоение
ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА
Вид в изломе
Общий вид излома
Продольное расслоение
ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА
Вид в изломе
Общий вид излома
Продольное расслоение
ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА
а
б
в
в
Микроструктура
а, б - неметаллические включения в
Продольное расслоение
ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА
а
б
в
в
Микроструктура
а, б - неметаллические включения в
Рыхлость (пережог)
ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА
а
Вид в изломе
а – дефект в
Рыхлость (пережог)
ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА
а
Вид в изломе
а – дефект в
а б
в г
д е
Микроструктура
а, б – усадочные рыхлоты
а б
в г
д е
Микроструктура
а, б – усадочные рыхлоты
ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА
«Холодная» сварка
Вид в изломе
Вид излома на
ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА
«Холодная» сварка
Вид в изломе
Вид излома на
ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА
«Холодная» сварка
а
Микроструктура
а – сварной шов ×500,
б –
ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА
«Холодная» сварка
а
Микроструктура
а – сварной шов ×500,
б –
ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА
Пористость сварки
Вид в изломе
Вид излома на
ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА
Пористость сварки
Вид в изломе
Вид излома на
ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА
Пористость сварки
а
б
Микроструктура
а – выделение вторичного цементита по
ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА
Пористость сварки
а
б
Микроструктура
а – выделение вторичного цементита по
Непровар
а
б
в
ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА
Вид в изломе
а – в пере подошвы, б
Непровар
а
б
в
ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА
Вид в изломе
а – в пере подошвы, б
Непровар
ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА
а
б
Микроструктура
а, б – включения в зоне непровара (без
Непровар
ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА
а
б
Микроструктура
а, б – включения в зоне непровара (без
Кратерная усадка
ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА
а – в головке
б – в
Кратерная усадка
ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА
а – в головке
б – в
Кратерная усадка
ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА
а
Микроструктура
а – ледебурит ×200;
б
Кратерная усадка
ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА
а
Микроструктура
а – ледебурит ×200;
б
Вид в изломе
Поджог
ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА
Макротемплет пера подошвы рельса в месте
Вид в изломе
Поджог
ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА
Макротемплет пера подошвы рельса в месте
Поджог
ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА
а
Микроструктура
а – линза мартенсита ×100; б – мартенсит
Поджог
ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА
а
Микроструктура
а – линза мартенсита ×100; б – мартенсит

Медное скопление
ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА
Вид в изломе
Вид излома на макротемплете
Медное скопление
ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА
Вид в изломе
Вид излома на макротемплете
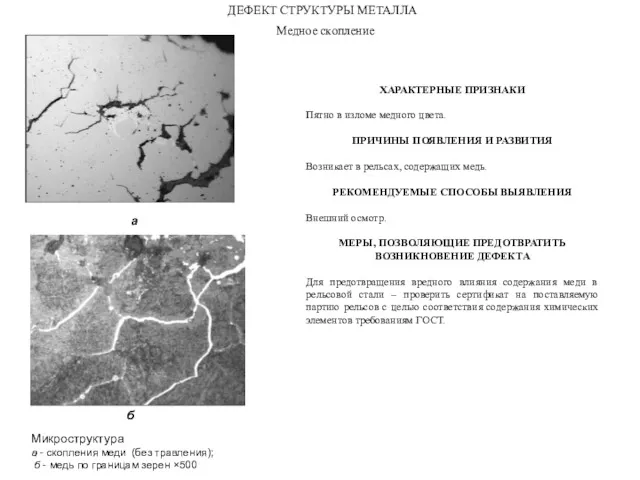
Медное скопление
ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА
а
Микроструктура
а - скопления меди (без травления);
б
Медное скопление
ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА
а
Микроструктура
а - скопления меди (без травления);
б
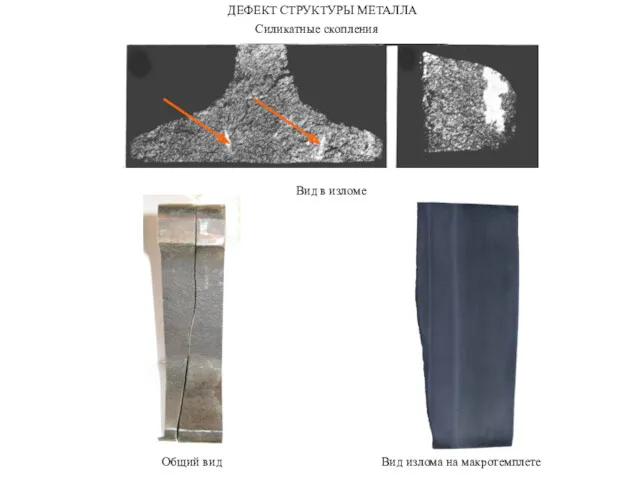
Силикатные скопления
ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА
Вид в изломе
Общий вид
Вид
Силикатные скопления
ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА
Вид в изломе
Общий вид
Вид
Силикатные скопления
ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА
Микроструктура
(Силикаты в зоне излома ×100)
ХАРАКТЕРНЫЕ
Силикатные скопления
ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА
Микроструктура
(Силикаты в зоне излома ×100)
ХАРАКТЕРНЫЕ
Термомеханическое воздействие
ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА
а
Вид в изломе
а – поперечный излом,
б –
Термомеханическое воздействие
ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА
а
Вид в изломе
а – поперечный излом,
б –
Термомеханическое воздействие
ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА
а
Микроструктура
а – слой мартенсита с микротрещинами ×500;
б
Термомеханическое воздействие
ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА
а
Микроструктура
а – слой мартенсита с микротрещинами ×500;
б
Поверхностное выкрашивание
ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА
а
Общий вид
б
а
б
в
Макроструктура
Поверхностное выкрашивание
ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА
а
Общий вид
б
а
б
в
Макроструктура
Поверхностное выкрашивание
ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА
а
Микроструктура
а – мартенсит×500;
б – мартенсит с трооститом
Поверхностное выкрашивание
ДЕФЕКТ СТРУКТУРЫ МЕТАЛЛА
а
Микроструктура
а – мартенсит×500;
б – мартенсит с трооститом
 Старинные и современные автомобили
Старинные и современные автомобили Времена глагола
Времена глагола Юридическая ответственность за экологические правонарушения
Юридическая ответственность за экологические правонарушения Турнир знатоков для 8 – 9 классов
Турнир знатоков для 8 – 9 классов Курорт на черном море город Анапа
Курорт на черном море город Анапа Общественное движение при Александре I
Общественное движение при Александре I Презентация опыта сотрудничества музыкального руководителя с социальными партнёрами
Презентация опыта сотрудничества музыкального руководителя с социальными партнёрами Презентация к уроку ОРКСЭ модуль Основы исламской культуры 4 класс
Презентация к уроку ОРКСЭ модуль Основы исламской культуры 4 класс Физминутки
Физминутки Государство и право Франции в период Нового времени
Государство и право Франции в период Нового времени Презентация по географииПриродные зоны мира.
Презентация по географииПриродные зоны мира. Организация и методы проведения занятий в подразделении по технической подготовке
Организация и методы проведения занятий в подразделении по технической подготовке Маркетинговое исследование лекарственных средств синтетического и растительного происхождения, обладающих ветрогонным действием
Маркетинговое исследование лекарственных средств синтетического и растительного происхождения, обладающих ветрогонным действием Презентация проекта на тему Жевательная резинка- друг или враг нашему здоровью
Презентация проекта на тему Жевательная резинка- друг или враг нашему здоровью Зарядка для глаз
Зарядка для глаз презентация
презентация Традиционные и инновационные формы массовой работы в школьной библиотеке
Традиционные и инновационные формы массовой работы в школьной библиотеке План написания исследовательских работ
План написания исследовательских работ Индустрия размещения
Индустрия размещения Технико-экономическая эффективность автоматизации технологических процессов
Технико-экономическая эффективность автоматизации технологических процессов НЕОТЛОЖНЫЕ СОСТОЯНИЯ В ПСИХИАТРИИ И НАРКОЛОГИИ И ОСОБЕННОСТИ ОКАЗАНИЯ НЕОТЛОЖНОЙ ПОМОЩИ БОЛЬНЫМ С ПСИХИЧЕСКИМИ И НАРКОТИЧЕСКИМИ РАССТРОЙСТВАМИ
НЕОТЛОЖНЫЕ СОСТОЯНИЯ В ПСИХИАТРИИ И НАРКОЛОГИИ И ОСОБЕННОСТИ ОКАЗАНИЯ НЕОТЛОЖНОЙ ПОМОЩИ БОЛЬНЫМ С ПСИХИЧЕСКИМИ И НАРКОТИЧЕСКИМИ РАССТРОЙСТВАМИ Презентация Организация предметно-развивающей среды в ДОУ
Презентация Организация предметно-развивающей среды в ДОУ конспект занятия Определение азимута
конспект занятия Определение азимута Презентация Путешествие по родному краю
Презентация Путешествие по родному краю Нарезание резьбы
Нарезание резьбы Тип Кишечнополостные
Тип Кишечнополостные Исполнение цифровых защит. Помехозащищенность каналов передачи информации
Исполнение цифровых защит. Помехозащищенность каналов передачи информации Нашествие с Востока
Нашествие с Востока