- Деформации и перемещения в сварных конструкциях

Содержание
- 2. СОДЕРЖАНИЕ ЛЕКЦИИ Тема 5. Деформации и перемещения в сварных конструкциях. Причины образования сварочных деформаций и их
- 3. 2. Наблюдаемые деформации εн характеризуют изменения размеров тела , которые можно зарегистрировать измерительными приборами . В
- 5. Различают пять основных видов деформаций и перемещений в зоне сварных соединений. Равномерные о толщине продольные остаточные
- 6. При сварке легированных сталей, испытывающих структурные превращения, в зоне пластических деформаций могут возникнуть и пластические деформации
- 7. 2. Равномерные по толщине поперечные остаточные пластические деформации εy пл.ост., создающие поперечную усадочную силу и вызывающие
- 8. 3. Неравномерные по толщине поперечные пластические деформации , образующие угловое перемещение β в зоне сварного соединения.
- 9. 4. Перемещения в зоне шва в направлении перпендикуляра к поверхности свариваемых листов (потеря устойчивости) Такие перемещения
- 10. Сварка стыкового соединения может производиться без прихваток как с зазором между пластинами, так и без него.
- 11. Характерными особенностями сварных конструкций балочного типа являются их относительно большая длина по сравнению с высотой и
- 12. Если швы 1 и 4 и швы 2 и 3 сварены в разных направлениях, то угол
- 15. Изменение размеров элементов конструкций с течением времени, при механической обработке и при эксплуатации. Размеры сварных конструкций
- 16. Изменение размеров элементов конструкций с течением времени, при механической обработке и при эксплуатации. Структурная нестабильность является
- 18. Скачать презентацию
СОДЕРЖАНИЕ ЛЕКЦИИ
Тема 5. Деформации и перемещения в сварных конструкциях.
Причины образования сварочных
СОДЕРЖАНИЕ ЛЕКЦИИ
Тема 5. Деформации и перемещения в сварных конструкциях.
Причины образования сварочных
2. Наблюдаемые деформации εн характеризуют изменения размеров тела , которые можно

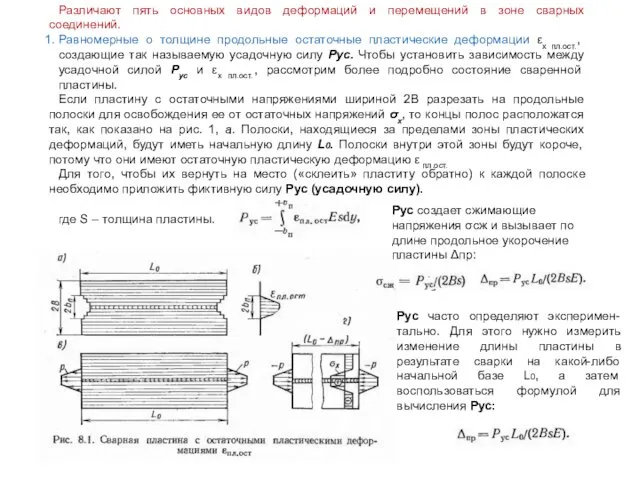
Различают пять основных видов деформаций и перемещений в зоне сварных соединений.
Равномерные
Различают пять основных видов деформаций и перемещений в зоне сварных соединений.
Равномерные
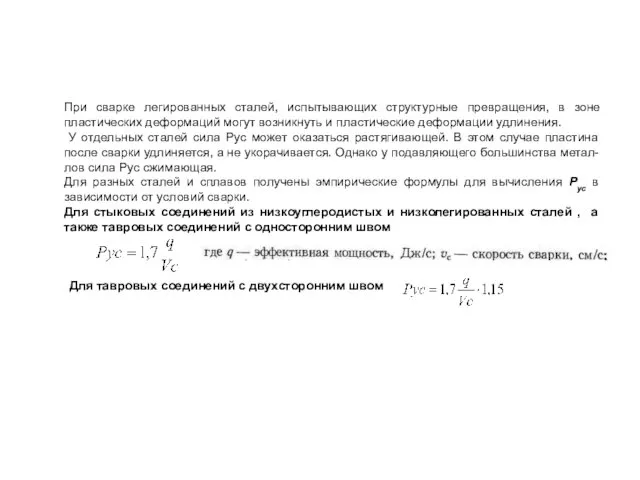
При сварке легированных сталей, испытывающих структурные превращения, в зоне пластических деформаций
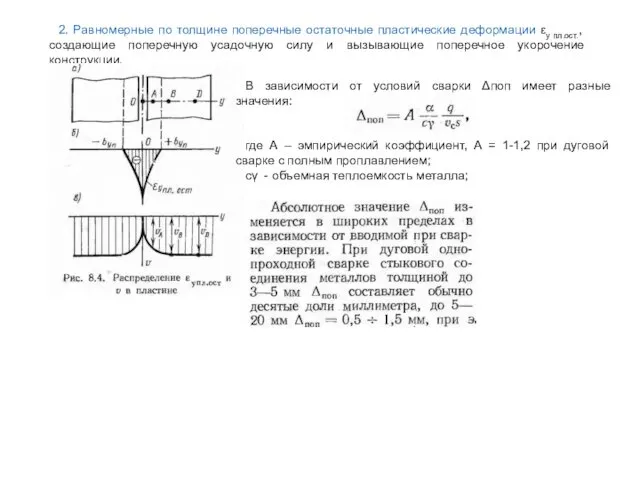
2. Равномерные по толщине поперечные остаточные пластические деформации εy пл.ост., создающие
2. Равномерные по толщине поперечные остаточные пластические деформации εy пл.ост., создающие
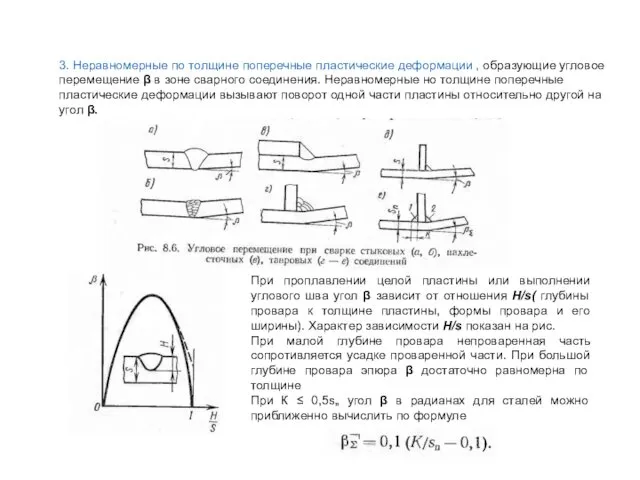
3. Неравномерные по толщине поперечные пластические деформации , образующие угловое перемещение
3. Неравномерные по толщине поперечные пластические деформации , образующие угловое перемещение
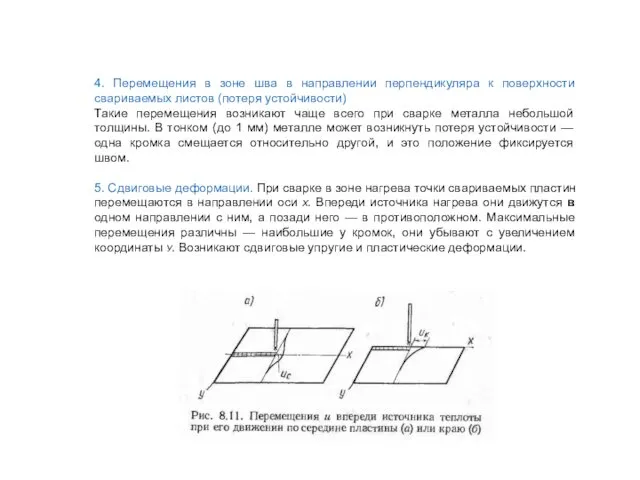
4. Перемещения в зоне шва в направлении перпендикуляра к поверхности свариваемых
4. Перемещения в зоне шва в направлении перпендикуляра к поверхности свариваемых
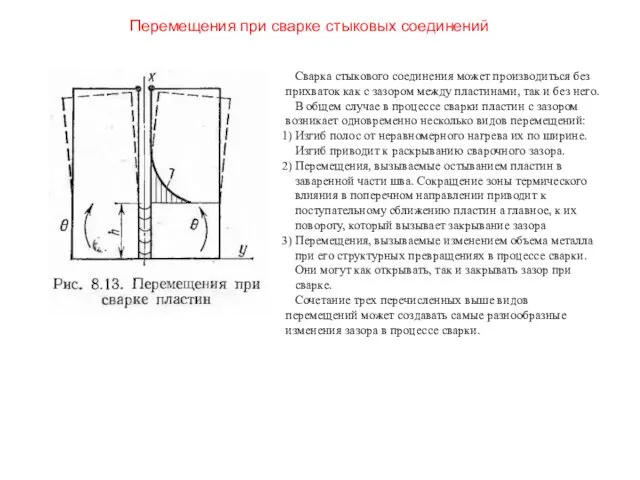
Сварка стыкового соединения может производиться без прихваток как с зазором между
Сварка стыкового соединения может производиться без прихваток как с зазором между
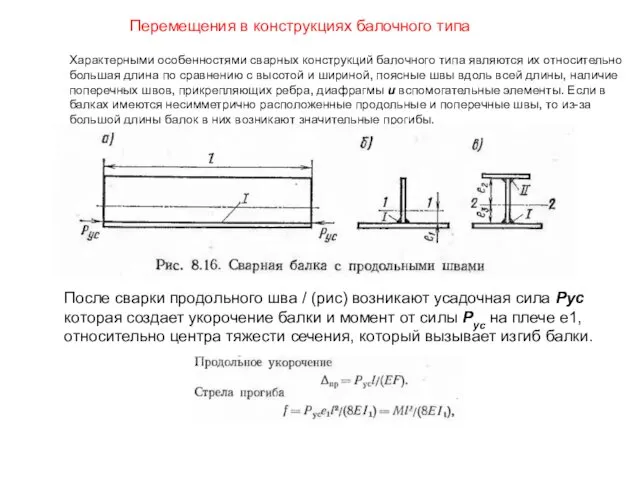
Характерными особенностями сварных конструкций балочного типа являются их относительно большая длина
Характерными особенностями сварных конструкций балочного типа являются их относительно большая длина
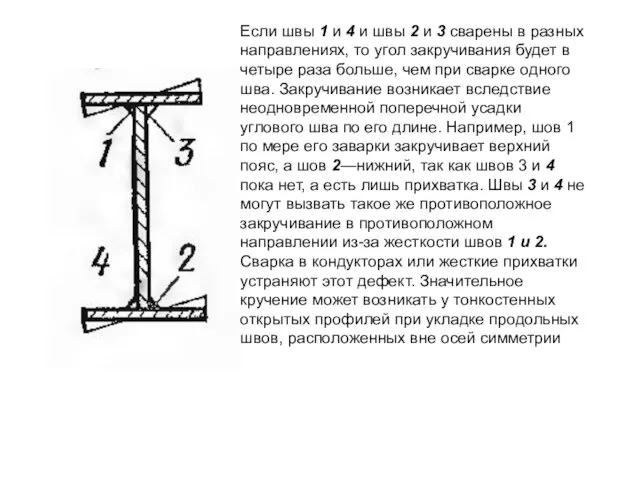
Если швы 1 и 4 и швы 2 и 3 сварены
Если швы 1 и 4 и швы 2 и 3 сварены
Изменение размеров элементов конструкций с течением времени, при механической обработке и
Изменение размеров элементов конструкций с течением времени, при механической обработке и
Изменение размеров элементов конструкций с течением времени, при механической обработке и
Изменение размеров элементов конструкций с течением времени, при механической обработке и
 Интерактивная физминутка Зарядка
Интерактивная физминутка Зарядка Клавиатура
Клавиатура Медико-тактическая классификация уровней догоспитальной помощи при угрожающих состояниях у детей
Медико-тактическая классификация уровней догоспитальной помощи при угрожающих состояниях у детей Занятие №81 - Ритм. Мелодия. Гармония
Занятие №81 - Ритм. Мелодия. Гармония Памяти юных героев войны посвящается...
Памяти юных героев войны посвящается... Съедобные грибы Нижегородской области
Съедобные грибы Нижегородской области ПРЕЗЕНТАЦИИ К 23 ФЕВРАЛЯ
ПРЕЗЕНТАЦИИ К 23 ФЕВРАЛЯ Презентация Трудности адаптации первоклассников
Презентация Трудности адаптации первоклассников Диагностика и лечение глаукомы
Диагностика и лечение глаукомы Транспортное освоение водохранилища Нижегородского низконапорного гидроузла на реке Волге
Транспортное освоение водохранилища Нижегородского низконапорного гидроузла на реке Волге Взаимодействие взрослых и детей при создании кукол кувадок
Взаимодействие взрослых и детей при создании кукол кувадок Дизартрия
Дизартрия Алгоритм получения субъектом малого и среднего предпринимательства статуса социального предприятия
Алгоритм получения субъектом малого и среднего предпринимательства статуса социального предприятия презентация фэмп г.ф
презентация фэмп г.ф ГУЗ Павловская РБ имени заслуженного врача России А.И.Марьина. Годовой отчет
ГУЗ Павловская РБ имени заслуженного врача России А.И.Марьина. Годовой отчет Картошка фри. Польза или вред?
Картошка фри. Польза или вред? Презентация1
Презентация1 Металлические конструкции и испытания сооружений
Металлические конструкции и испытания сооружений Учимся рисовать сороку
Учимся рисовать сороку Классификация систем разработки. Разработка месторождений на естественном режиме и с ППД. (Лекция 4)
Классификация систем разработки. Разработка месторождений на естественном режиме и с ППД. (Лекция 4) Организационно-правовые формы предпринимательства
Организационно-правовые формы предпринимательства Развитие слуховой памяти
Развитие слуховой памяти TOP 5 people of Kazakhstan
TOP 5 people of Kazakhstan Способы восстановления деталей и сопряжений
Способы восстановления деталей и сопряжений Действия над обыкновенными дробями. Урок-повторение
Действия над обыкновенными дробями. Урок-повторение Сестринский процесс при заболеваниях прямой кишки
Сестринский процесс при заболеваниях прямой кишки Простейшие. Корненожки. Радиолярии. Солнечники. Споровики. 7 класс
Простейшие. Корненожки. Радиолярии. Солнечники. Споровики. 7 класс Лютеранская церковь
Лютеранская церковь