- Экспериментальные методы определения температуры в зоне резания

Содержание
- 2. Развитие технологий Технический прогресс шагает наперегонки со временем. Каждый день разрабатывают всё новые и более совершенные
- 3. Развитие технологий Технологией или технологическим процессом часто называют также сами операции добычи, транспортировки и переработки, которые
- 4. Технологии стремятся к повышенному рабочему циклу режущего, мерительного, вспомогательного инструмента. Так например, одним из важнейших критериев
- 5. Температура в зоне главной режущей кромки достигает 800-1000 °С. Это приводит к потере режущих способностей инструмента
- 6. Температура в зоне главной режущей кромки достигает 800-1000 °С. Это приводит к потере режущих способностей инструмента
- 7. Методы измерения температуры резания подразделяют на две группы: Методы, с помощью которых измеряется средняя температура стружки,
- 8. Методы, с помощью которых измеряется средняя температура стружки, а также определенных участков изделий и резца: -
- 9. Методы, с помощью которых измеряется температура узкоограниченных участков зоны резания или резца: -метод термопар; - оптический
- 10. Калориметрический метод. Метод позволяет определить количество тепла, переходящего в стружку, деталь и инструмент.
- 11. Метод цветов побежалости. Один из самых простых методов определения средней температуры стружки, так как не требует
- 12. Метод термокрасок. В основе метода лежит свойство специальных красок менять цвет при определенных температурах. На инструмент
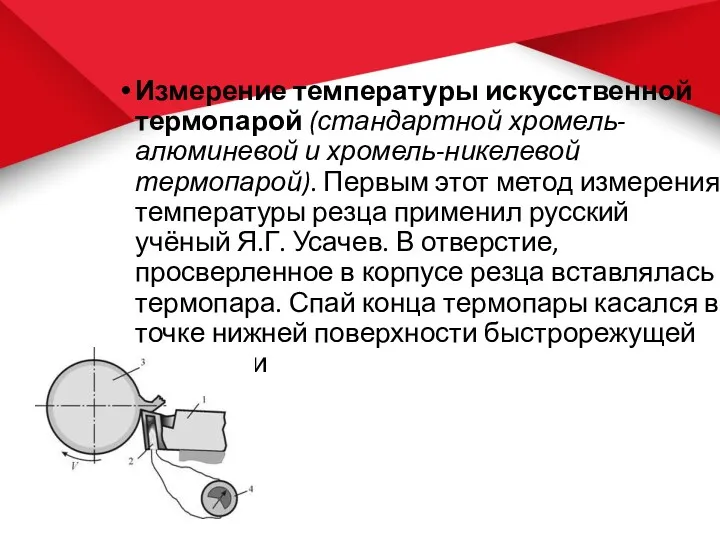
- 13. Измерение температуры искусственной термопарой (стандартной хромель-алюминевой и хромель-никелевой термопарой). Первым этот метод измерения температуры резца применил
- 14. Измерение температуры искусственной термопарой (стандартной хромель-алюминевой и хромель-никелевой термопарой). Первым этот метод измерения температуры резца применил
- 15. Недостатки, ограничивающие область применения метода: 1) Измеряемая термопарой температура ниже температуры на контактных поверхностях инструмента, и
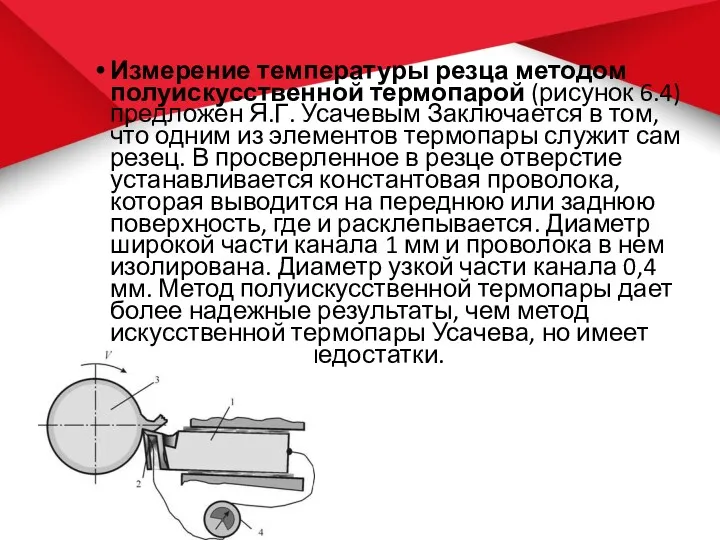
- 16. Измерение температуры резца методом полуискусственной термопарой (рисунок 6.4) предложен Я.Г. Усачевым Заключается в том, что одним
- 17. СПОСОБ БЕСКОНТАКТНОГО ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ В ЗОНЕ РЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ Способ заключается в том, что зону
- 18. СПОСОБ БЕСКОНТАКТНОГО ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ В ЗОНЕ РЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ
- 19. Необходимо отметить, что степень изменения температуры резания в процессе работы является в известной мере критерием обрабатываемости
- 21. Скачать презентацию

Развитие технологий
Технический прогресс шагает наперегонки со временем. Каждый день разрабатывают всё
Развитие технологий
Технический прогресс шагает наперегонки со временем. Каждый день разрабатывают всё
Развитие технологий
Технологией или технологическим процессом часто называют также сами операции добычи, транспортировки и
Развитие технологий
Технологией или технологическим процессом часто называют также сами операции добычи, транспортировки и

Технологии стремятся к повышенному рабочему циклу режущего, мерительного, вспомогательного инструмента. Так
Технологии стремятся к повышенному рабочему циклу режущего, мерительного, вспомогательного инструмента. Так
Температура в зоне главной режущей
кромки достигает 800-1000 °С. Это приводит к
потере
Температура в зоне главной режущей
кромки достигает 800-1000 °С. Это приводит к
потере
Температура в зоне главной режущей
кромки достигает 800-1000 °С. Это приводит к
потере
Температура в зоне главной режущей
кромки достигает 800-1000 °С. Это приводит к
потере
Методы измерения температуры резания подразделяют на две группы:
Методы, с помощью которых
Методы измерения температуры резания подразделяют на две группы:
Методы, с помощью которых
Методы, с помощью которых измеряется средняя температура стружки, а также определенных
Методы, с помощью которых измеряется средняя температура стружки, а также определенных
Методы, с помощью которых измеряется температура узкоограниченных участков зоны резания или
Методы, с помощью которых измеряется температура узкоограниченных участков зоны резания или

Калориметрический метод. Метод позволяет определить количество тепла, переходящего в стружку, деталь и
Калориметрический метод. Метод позволяет определить количество тепла, переходящего в стружку, деталь и
Метод цветов побежалости. Один из самых простых методов определения средней температуры стружки,
Метод цветов побежалости. Один из самых простых методов определения средней температуры стружки,

Метод термокрасок. В основе метода лежит свойство специальных красок менять цвет при
Метод термокрасок. В основе метода лежит свойство специальных красок менять цвет при
Измерение температуры искусственной термопарой (стандартной хромель-алюминевой и хромель-никелевой термопарой). Первым этот метод
Измерение температуры искусственной термопарой (стандартной хромель-алюминевой и хромель-никелевой термопарой). Первым этот метод
Измерение температуры искусственной термопарой (стандартной хромель-алюминевой и хромель-никелевой термопарой). Первым этот метод
Измерение температуры искусственной термопарой (стандартной хромель-алюминевой и хромель-никелевой термопарой). Первым этот метод
Недостатки, ограничивающие область применения метода:
1) Измеряемая термопарой температура ниже температуры на
Недостатки, ограничивающие область применения метода:
1) Измеряемая термопарой температура ниже температуры на
Измерение температуры резца методом полуискусственной термопарой (рисунок 6.4) предложен Я.Г. Усачевым Заключается
Измерение температуры резца методом полуискусственной термопарой (рисунок 6.4) предложен Я.Г. Усачевым Заключается
СПОСОБ БЕСКОНТАКТНОГО ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ В ЗОНЕ РЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ
Способ заключается
СПОСОБ БЕСКОНТАКТНОГО ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ В ЗОНЕ РЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ
Способ заключается
СПОСОБ БЕСКОНТАКТНОГО ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ В ЗОНЕ РЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ
СПОСОБ БЕСКОНТАКТНОГО ОПРЕДЕЛЕНИЯ ТЕМПЕРАТУРЫ В ЗОНЕ РЕЗАНИЯ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ
Необходимо отметить, что степень изменения температуры резания в процессе работы является
Необходимо отметить, что степень изменения температуры резания в процессе работы является
 Элементарное мышление, или рассудочная деятельность животных
Элементарное мышление, или рассудочная деятельность животных Методика подготовки и практика проведения интегрированного урока
Методика подготовки и практика проведения интегрированного урока Авторская программа Юные исследователи
Авторская программа Юные исследователи Пороки древесины
Пороки древесины Мечети Петропавловска
Мечети Петропавловска Электролиттік диссоциация теориясы
Электролиттік диссоциация теориясы Презентация к внеклассному мероприятию Умеешь говорить по телефону? в 1 классе.
Презентация к внеклассному мероприятию Умеешь говорить по телефону? в 1 классе. Воспитание и обучение в государствах древневосточной цивилизации
Воспитание и обучение в государствах древневосточной цивилизации Воспитание словом и делом
Воспитание словом и делом Эстетическое воспитание дошкольников через декоративно – прикладное искусство.
Эстетическое воспитание дошкольников через декоративно – прикладное искусство. Бонавентуре Кавальери (1598 – 1647)
Бонавентуре Кавальери (1598 – 1647) Игра-занятие Скажи по-другому(синонимы)
Игра-занятие Скажи по-другому(синонимы) Развитие сенсорики (ФГОС)
Развитие сенсорики (ФГОС) Токарные станки
Токарные станки Жылу технология процестері мен аппараттар
Жылу технология процестері мен аппараттар Маркировка и выбор абразивного инструмента
Маркировка и выбор абразивного инструмента The Problem of Pastoral Pornography
The Problem of Pastoral Pornography Информационная культура в непрерывном образовании личности
Информационная культура в непрерывном образовании личности Федеративное устройство России. Субъекты РФ: виды и правовой статус
Федеративное устройство России. Субъекты РФ: виды и правовой статус Атмосферные осадки
Атмосферные осадки Творческий отчет
Творческий отчет Презентация плана воспитательной работы для 4 класса
Презентация плана воспитательной работы для 4 класса Решение шахматных задач
Решение шахматных задач Разработка урока по теме Прямая и обратная пропорциональность и презентация к нему
Разработка урока по теме Прямая и обратная пропорциональность и презентация к нему Коммерческое предложени 1
Коммерческое предложени 1 20190801_skazka_k_uroku_2
20190801_skazka_k_uroku_2 Аллергия и беременность
Аллергия и беременность Планета Нептун
Планета Нептун