- Маркировка и выбор абразивного инструмента

Содержание
- 2. ПРИНЦИП МАРКИРОВКИ Полная маркировка шлифовальных кругов содержит: тип круга; его размеры; вид абразивного материала; номер зернистости;
- 3. ПРИМЕРЫ ОБОЗНАЧЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ
- 4. ФОРМА ПРОФИЛЯ КРУГА 1 (ПП) - прямого профиля; 2 (К) - кольцевой; 3 (3П) - конический;
- 5. Наиболее часто используемыми абразивными материалами для шлифовальных кругов являются: электрокорунд, карбид кремния, эльбор, алмаз. Электрокорунд выпускается
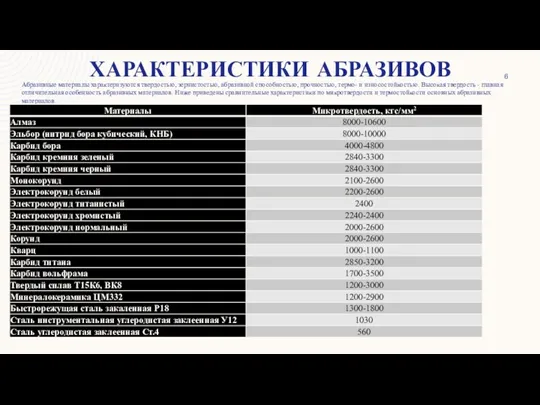
- 6. ХАРАКТЕРИСТИКИ АБРАЗИВОВ Абразивные материалы характеризуются твердостью, зернистостью, абразивной способностью, прочностью, термо- и износостойкостью. Высокая твердость -
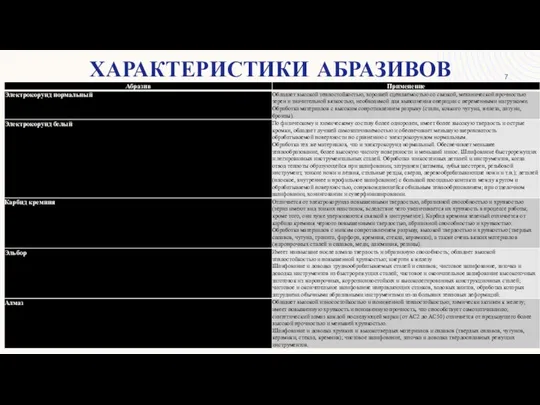
- 7. ХАРАКТЕРИСТИКИ АБРАЗИВОВ
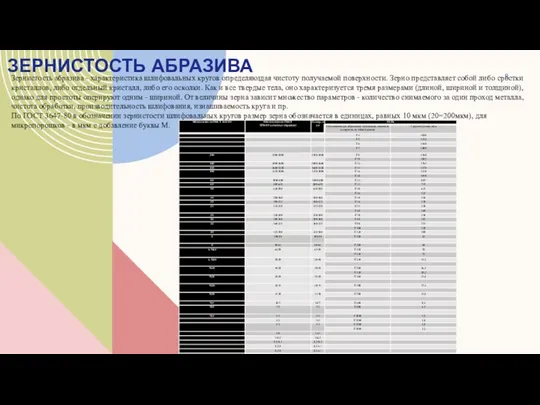
- 8. ЗЕРНИСТОСТЬ АБРАЗИВА Зернистость абразива - характеристика шлифовальных кругов определяющая чистоту получаемой поверхности. Зерно представляет собой либо
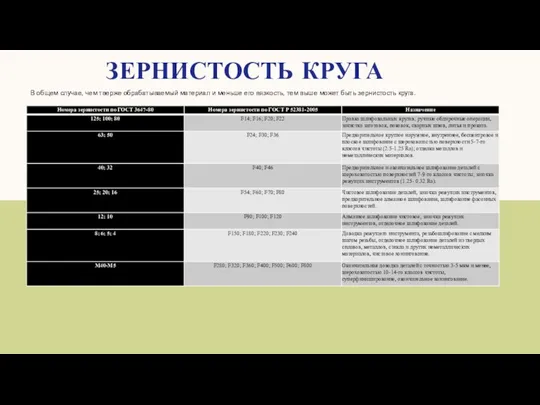
- 9. ЗЕРНИСТОСТЬ КРУГА В общем случае, чем тверже обрабатываемый материал и меньше его вязкость, тем выше может
- 10. Твердость связки шлифовальных кругов
- 11. СТРУКТУРА ШЛИФОВАЛЬНОГО КРУГА Под структурой инструмента обычно понимается процентное соотношение объема абразивного материала в единице объема
- 12. ТИП СВЯЗКИ ШЛИФОВАЛЬНОГО КРУГА При изготовлении шлифовальных кругов, абразивные зерна скрепляются с основой и друг другом
- 13. КЛАСС ТОЧНОСТИ Точность размеров и геометрической формы абразивных инструментов обусловливается тремя классами АА, А и Б.
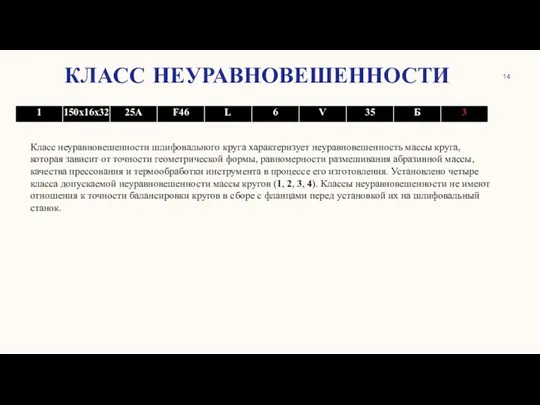
- 14. КЛАСС НЕУРАВНОВЕШЕННОСТИ Класс неуравновешенности шлифовального круга характеризует неуравновешенность массы круга, которая зависит от точности геометрической формы,
- 15. РЕКОМЕНДАЦИИ ПО ВЫБОРУ ХАРАКТЕРИСТИК ШЛИФОВАЛЬНЫХ КРУГОВ Электрокорунд нормальный широко применяется на обдирочных и черновых операциях обработки
- 17. Скачать презентацию
ПРИНЦИП МАРКИРОВКИ
Полная маркировка шлифовальных кругов содержит:
тип круга;
его размеры;
вид абразивного материала;
номер зернистости;
степень
ПРИНЦИП МАРКИРОВКИ
Полная маркировка шлифовальных кругов содержит:
тип круга;
его размеры;
вид абразивного материала;
номер зернистости;
степень
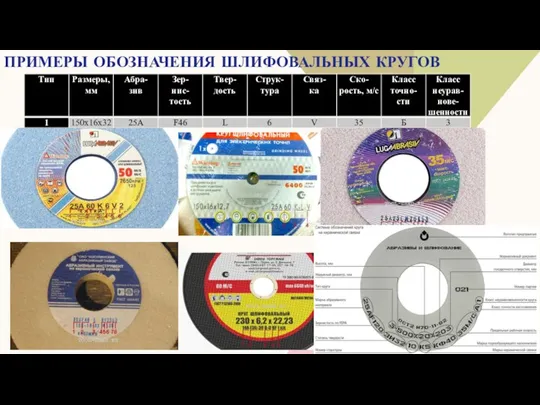
ПРИМЕРЫ ОБОЗНАЧЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ
ПРИМЕРЫ ОБОЗНАЧЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ
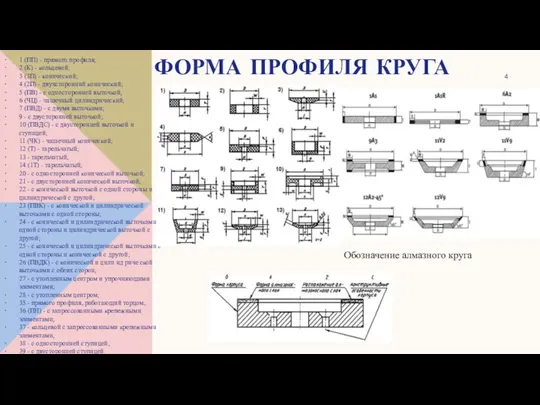
ФОРМА ПРОФИЛЯ КРУГА
1 (ПП) - прямого профиля;
2 (К) - кольцевой;
3 (3П)
ФОРМА ПРОФИЛЯ КРУГА
1 (ПП) - прямого профиля;
2 (К) - кольцевой;
3 (3П)
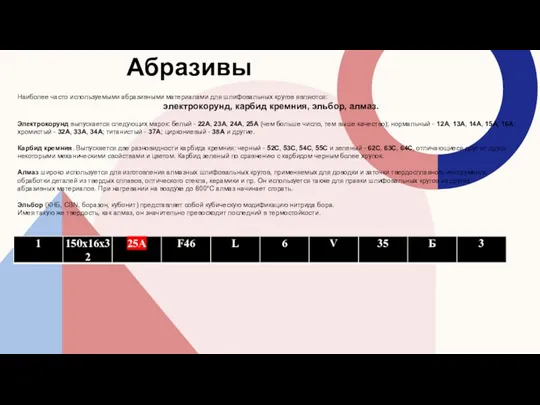
Наиболее часто используемыми абразивными материалами для шлифовальных кругов являются:
электрокорунд, карбид
Наиболее часто используемыми абразивными материалами для шлифовальных кругов являются:
электрокорунд, карбид
ХАРАКТЕРИСТИКИ АБРАЗИВОВ
Абразивные материалы характеризуются твердостью, зернистостью, абразивной способностью, прочностью, термо- и
ХАРАКТЕРИСТИКИ АБРАЗИВОВ
Абразивные материалы характеризуются твердостью, зернистостью, абразивной способностью, прочностью, термо- и
ХАРАКТЕРИСТИКИ АБРАЗИВОВ
ХАРАКТЕРИСТИКИ АБРАЗИВОВ
ЗЕРНИСТОСТЬ АБРАЗИВА
Зернистость абразива - характеристика шлифовальных кругов определяющая чистоту получаемой поверхности.
ЗЕРНИСТОСТЬ АБРАЗИВА
Зернистость абразива - характеристика шлифовальных кругов определяющая чистоту получаемой поверхности.
ЗЕРНИСТОСТЬ КРУГА
В общем случае, чем тверже обрабатываемый материал и меньше его
ЗЕРНИСТОСТЬ КРУГА
В общем случае, чем тверже обрабатываемый материал и меньше его
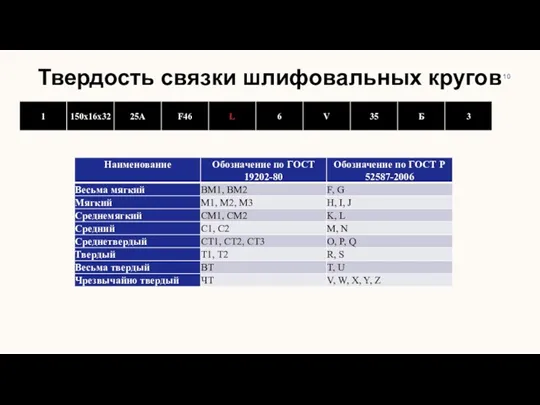
Твердость связки шлифовальных кругов
Твердость связки шлифовальных кругов
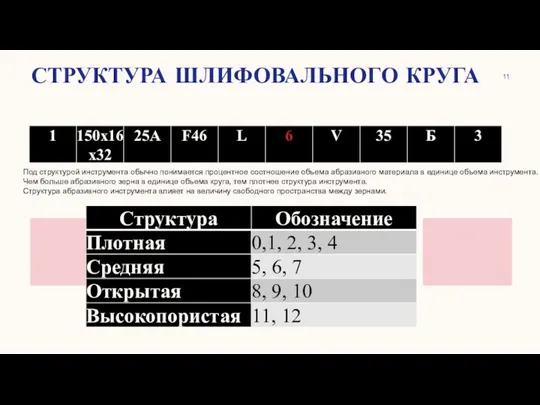
СТРУКТУРА ШЛИФОВАЛЬНОГО КРУГА
Под структурой инструмента обычно понимается процентное соотношение объема абразивного
СТРУКТУРА ШЛИФОВАЛЬНОГО КРУГА
Под структурой инструмента обычно понимается процентное соотношение объема абразивного
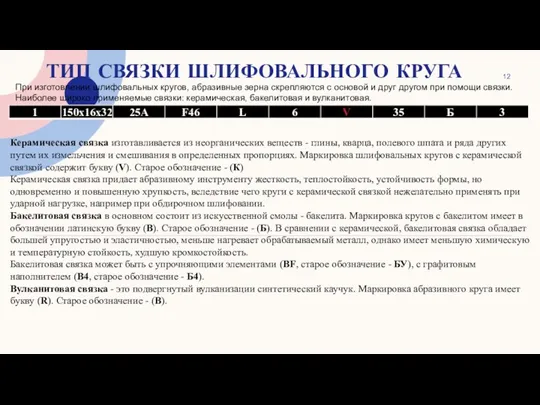
ТИП СВЯЗКИ ШЛИФОВАЛЬНОГО КРУГА
При изготовлении шлифовальных кругов, абразивные зерна скрепляются с
ТИП СВЯЗКИ ШЛИФОВАЛЬНОГО КРУГА
При изготовлении шлифовальных кругов, абразивные зерна скрепляются с
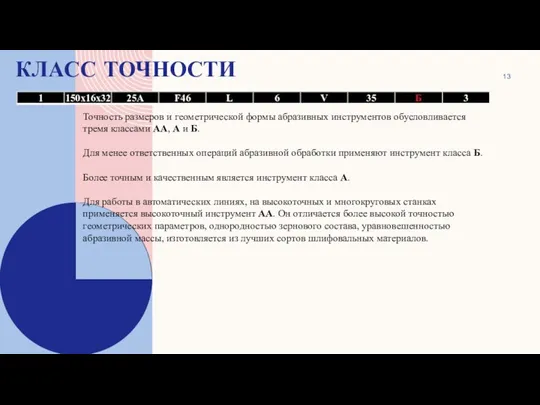
КЛАСС ТОЧНОСТИ
Точность размеров и геометрической формы абразивных инструментов обусловливается тремя классами
КЛАСС ТОЧНОСТИ
Точность размеров и геометрической формы абразивных инструментов обусловливается тремя классами
КЛАСС НЕУРАВНОВЕШЕННОСТИ
Класс неуравновешенности шлифовального круга характеризует неуравновешенность массы круга, которая зависит
КЛАСС НЕУРАВНОВЕШЕННОСТИ
Класс неуравновешенности шлифовального круга характеризует неуравновешенность массы круга, которая зависит
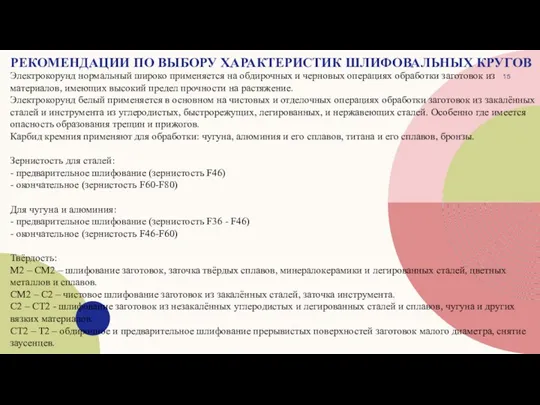
РЕКОМЕНДАЦИИ ПО ВЫБОРУ ХАРАКТЕРИСТИК ШЛИФОВАЛЬНЫХ КРУГОВ
Электрокорунд нормальный широко применяется на обдирочных
РЕКОМЕНДАЦИИ ПО ВЫБОРУ ХАРАКТЕРИСТИК ШЛИФОВАЛЬНЫХ КРУГОВ
Электрокорунд нормальный широко применяется на обдирочных
 Die struktur der akademie
Die struktur der akademie Формирование моторных навыков письма и метод полного физического реагирования на уроках иностранного языка
Формирование моторных навыков письма и метод полного физического реагирования на уроках иностранного языка Презентация Камни Эрмитажа
Презентация Камни Эрмитажа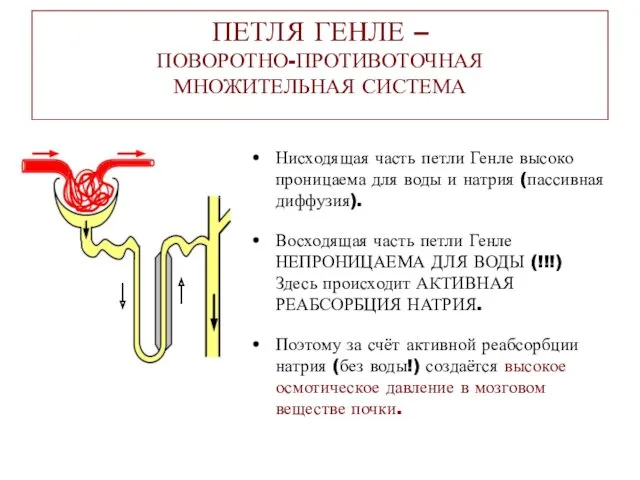 Петля Генле – поворотно-противоточная множительная система
Петля Генле – поворотно-противоточная множительная система Агрокультура. Факт 2018
Агрокультура. Факт 2018 Жилой дом средней этажности
Жилой дом средней этажности Роль Д.А.Поспелова в отечественной кибернетике и искусственном интеллекте
Роль Д.А.Поспелова в отечественной кибернетике и искусственном интеллекте Характеристика старшего подросткового возраста (7-8 классы)
Характеристика старшего подросткового возраста (7-8 классы) Ростовской области - 77 лет
Ростовской области - 77 лет Қожа Ахмет Ясауи кесенесі
Қожа Ахмет Ясауи кесенесі Электрлік оқшаулама слюда және одан жасалған материалдар
Электрлік оқшаулама слюда және одан жасалған материалдар Международный финансовый бизнес. Сегментация мирового финансового рынка и основных инструментов для проведения валютных операций
Международный финансовый бизнес. Сегментация мирового финансового рынка и основных инструментов для проведения валютных операций Случаи вычитания 16-
Случаи вычитания 16- Дидактическая игра Знатоки правил дорожного движения
Дидактическая игра Знатоки правил дорожного движения Презентация к уроку по технологии Чудо-дерево
Презентация к уроку по технологии Чудо-дерево Компания General Motors Corporation (GMC)
Компания General Motors Corporation (GMC) Стратегия развития АО Костромской завод автокомпонентов на 15 лет
Стратегия развития АО Костромской завод автокомпонентов на 15 лет Устройства компьютера. Тест Проверь себя
Устройства компьютера. Тест Проверь себя Уход за одеждой. 6 класс
Уход за одеждой. 6 класс Вакуумный экскаватор
Вакуумный экскаватор Танграм
Танграм Effects of mesostructure on the in-plane properties of tufted carbon fabric composites
Effects of mesostructure on the in-plane properties of tufted carbon fabric composites Викторина: Путешествие в мир профессий
Викторина: Путешествие в мир профессий Модели лекционных занятий в различных технологиях обучения
Модели лекционных занятий в различных технологиях обучения Презентация Работа с бисером,как способ решения комплекса задач в развитии детей с особыми образовательными потребностями
Презентация Работа с бисером,как способ решения комплекса задач в развитии детей с особыми образовательными потребностями Первичные электрические преобразователи механических величин. Принципы работы, область применения, классификация
Первичные электрические преобразователи механических величин. Принципы работы, область применения, классификация Віруси геморагічних гарячок: клінічні прояви, діагноз, лікування та профілактика
Віруси геморагічних гарячок: клінічні прояви, діагноз, лікування та профілактика Сон и его влияние на здоровье человека
Сон и его влияние на здоровье человека