- Экструдер, способы прессования

Содержание
- 2. Цилиндр имеет загрузочную и рабочую части. В загрузочной части размещено загрузочное отверстие для питания пресса материалом.
- 3. Благодаря охлаждению исключается нагрев загрузочной воронки, оплавление полимера и его «зависание», материал свободно поступает к червяку.
- 4. Таким образом, цилиндр имеет 4-6 тепловых зон нагрева. Для регулирования температуры цилиндра наряду с автоматическим включением
- 5. Червяк является основным рабочим элементом пресса. Он имеет хвостовую и рабочую части. Основные размеры червяка диаметр
- 6. Рабочая часть имеет винтовую нарезку, выполненную с постоянным шагом и убывающей глубиной. По функциональному назначению рабочая
- 7. Зона сжатия обеспечивает уплотнение, разогрев и частичную пластикацию материала. В зоне дозирования материал окончательно расплавляется до
- 8. Головка экструдера служит для формирования слоя изоляции или оболочки на поверхности жилы или сердечника кабеля, проходящего
- 9. Для непрерывной работы экструдеры имеют загрузочный бункер. Подача гранулированного материала в бункер обеспечивается вакуумной системой, когда
- 10. Привод экструдера должен обеспечить плавное изменение частоты вращения червяка в широких пределах, с тем, чтобы обеспечить
- 11. Способы опрессования Форма и радиальные размеры изделия обеспечиваются формующим инструментом - дорном и матрицей. Форма которых
- 12. Рисунок 1. Конструктивные параметры технологического инструмента При прессовании с обжатием дорн и матрица имеют форму, представленную
- 13. Матрица: Dм - диаметр матрицы, Lм - длина цилиндрической части матрицы, β - угол конусности внутренней
- 14. Прессование без обжатия применяется при изолировании проводов низкого напряжения, изделий повышенной гибкости, при наложении кабельных оболочек
- 15. Рисунок 6. Конструктивные параметры дорна на вытяжку Основные размеры инструмента Dм, Lм, α, β оказывают влияние
- 16. Диаметр выходного отверстия дорна Dд берется больше диаметра жилы на 0,05-0,5 мм, с тем чтобы обеспечить
- 17. При изолировании со скоростью более 200 м/мин происходит интенсивная разработка внутреннего канала дорна и увеличение Dд.
- 18. Изменение размеров связано с наличием высокоэластической деформации в материале и величиной его коэффициента термического расширения. При
- 20. Скачать презентацию
Цилиндр имеет загрузочную и рабочую части. В загрузочной части размещено
Цилиндр имеет загрузочную и рабочую части. В загрузочной части размещено
Благодаря охлаждению исключается нагрев загрузочной воронки, оплавление полимера и его
Благодаря охлаждению исключается нагрев загрузочной воронки, оплавление полимера и его
Таким образом, цилиндр имеет 4-6 тепловых зон нагрева. Для регулирования
Таким образом, цилиндр имеет 4-6 тепловых зон нагрева. Для регулирования
Червяк является основным рабочим элементом пресса. Он имеет хвостовую и
Червяк является основным рабочим элементом пресса. Он имеет хвостовую и
Рабочая часть имеет винтовую нарезку, выполненную с постоянным шагом и
Рабочая часть имеет винтовую нарезку, выполненную с постоянным шагом и
Зона сжатия обеспечивает уплотнение, разогрев и частичную пластикацию материала.
В
Зона сжатия обеспечивает уплотнение, разогрев и частичную пластикацию материала.
В
Головка экструдера служит для формирования слоя изоляции или оболочки на
Головка экструдера служит для формирования слоя изоляции или оболочки на
Для непрерывной работы экструдеры имеют загрузочный бункер. Подача гранулированного материала
Для непрерывной работы экструдеры имеют загрузочный бункер. Подача гранулированного материала
Привод экструдера должен обеспечить плавное изменение частоты вращения червяка в
Привод экструдера должен обеспечить плавное изменение частоты вращения червяка в
Способы опрессования
Форма и радиальные размеры изделия обеспечиваются формующим инструментом - дорном
Способы опрессования
Форма и радиальные размеры изделия обеспечиваются формующим инструментом - дорном
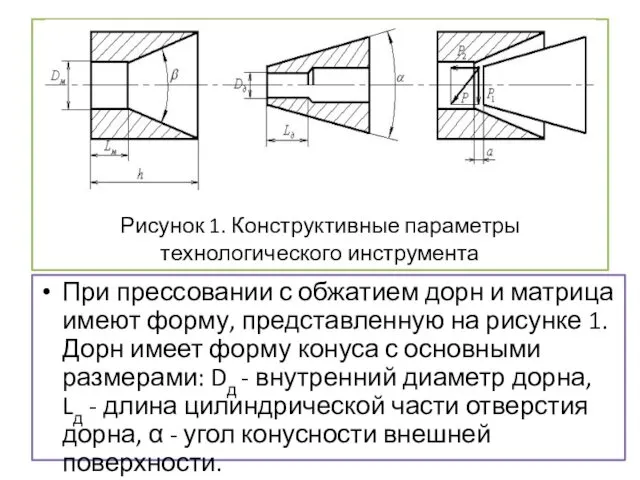
Рисунок 1. Конструктивные параметры технологического инструмента
При прессовании с обжатием дорн
Рисунок 1. Конструктивные параметры технологического инструмента
При прессовании с обжатием дорн
Матрица: Dм - диаметр матрицы, Lм - длина цилиндрической части
Матрица: Dм - диаметр матрицы, Lм - длина цилиндрической части
Прессование без обжатия применяется при изолировании проводов низкого напряжения, изделий
Прессование без обжатия применяется при изолировании проводов низкого напряжения, изделий
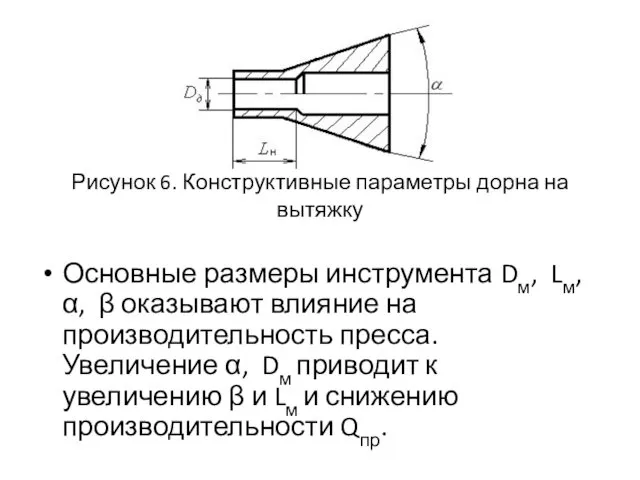
Рисунок 6. Конструктивные параметры дорна на вытяжку
Основные размеры инструмента Dм, Lм,
Рисунок 6. Конструктивные параметры дорна на вытяжку
Основные размеры инструмента Dм, Lм,
Диаметр выходного отверстия дорна Dд берется больше диаметра жилы на
Диаметр выходного отверстия дорна Dд берется больше диаметра жилы на
При изолировании со скоростью более 200 м/мин происходит интенсивная разработка
При изолировании со скоростью более 200 м/мин происходит интенсивная разработка
Изменение размеров связано с наличием высокоэластической деформации в материале и
Изменение размеров связано с наличием высокоэластической деформации в материале и
 Як святкують новий рік у різних країнах світу
Як святкують новий рік у різних країнах світу Общие черты и особенности экономического развития Германии и США в конце 19-ого-начале 20-ого века
Общие черты и особенности экономического развития Германии и США в конце 19-ого-начале 20-ого века интеллектуальный марафон
интеллектуальный марафон Организация практики
Организация практики Осциллографы
Осциллографы Материк Евразия. Обобщение. 7 класс
Материк Евразия. Обобщение. 7 класс Древний Египет
Древний Египет Методы защиты от коррозии
Методы защиты от коррозии Вазоконстрикторы и антигипотензивные средства
Вазоконстрикторы и антигипотензивные средства Химико-технологическая система, ее состав и структура
Химико-технологическая система, ее состав и структура Экология. Общая экология. Экологическое право. Экология популяций и экосистем
Экология. Общая экология. Экологическое право. Экология популяций и экосистем Хочу всё знать. Интеллектуальная игра для дошкольников
Хочу всё знать. Интеллектуальная игра для дошкольников Презентация к методическому семинару
Презентация к методическому семинару Правонарушение. Юридическая ответственность и её виды
Правонарушение. Юридическая ответственность и её виды Сучасні програмні продукти моделювання та симуляції електронних схем
Сучасні програмні продукти моделювання та симуляції електронних схем Базовые конкурентные стратегии по Майклу Портеру
Базовые конкурентные стратегии по Майклу Портеру Разработка открытого урока, данный в ходе всероссийского конкурса- Учитель года-2014 по теме Реки.
Разработка открытого урока, данный в ходе всероссийского конкурса- Учитель года-2014 по теме Реки. Как не стать жертвой наркомании
Как не стать жертвой наркомании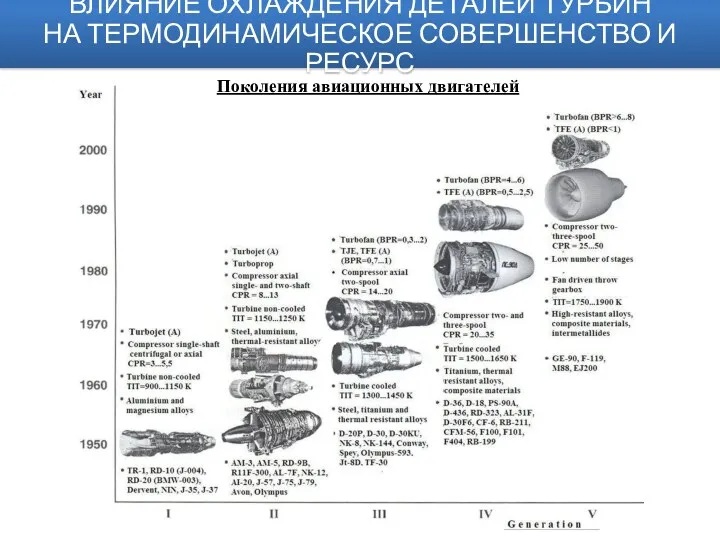 Авиационные двигатели. Влияние охлаждения деталей турбин на термодинамическое совершенство и ресурс прочности лопаток
Авиационные двигатели. Влияние охлаждения деталей турбин на термодинамическое совершенство и ресурс прочности лопаток Мембранные покрытия
Мембранные покрытия Коррекция речевых нарушений у старших дошкольников в условиях логопедического пункта в ДОУ
Коррекция речевых нарушений у старших дошкольников в условиях логопедического пункта в ДОУ Аппаратная часть компьютерной системы
Аппаратная часть компьютерной системы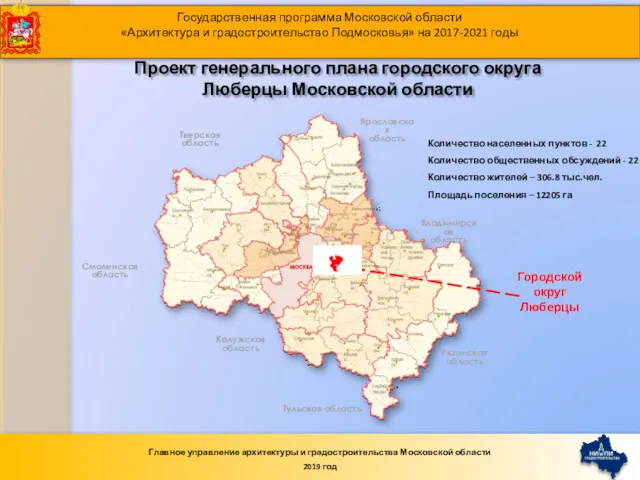 Проект генерального плана городского округа Люберцы Московской области
Проект генерального плана городского округа Люберцы Московской области Классный час Откуда берутся грязнули
Классный час Откуда берутся грязнули Винсент Ван Гог 1853-1890 (37 лет)
Винсент Ван Гог 1853-1890 (37 лет) Зимний подарок Презентация
Зимний подарок Презентация Презентация Живи, память, живи!
Презентация Живи, память, живи! Презентация Курить - здоровью вредить.
Презентация Курить - здоровью вредить.