- Электрическая дуга и ее свойства

Содержание
- 2. Сварочная дуга представляет собой концентрированный электрический разряд, который протекает только в среде специального газа, предназначенного для
- 3. При этом сварочная дуга характеризуется двумя основными свойствами, а именно: при работе с дугой выделяется большое
- 4. Свет электрической дуги невероятно яркий, поэтому нашел свое применение в различных осветительных приборах, в том числе
- 5. Среда дугового разряда. Итак, электрическая сварочная дуга различается по среде, в которой происходит ее горение, а
- 6. И последний вид - это дуга, которая горит с применением специальных газов, защищающих ее от попадания
- 7. Питание дуги. Питание сварочной дуги происходит от специальных источников, которые создают переменный или постоянный ток. Для
- 8. Напряжение сварочной дуги. Напряжение сварочной дуги может изменяться и оно напрямую зависит от такого важного показателя,
- 9. Возникновение сварочной дуги. Дуга сварки обычно возникает при касании поверхности свариваемого материала концом электрода. При этом
- 10. Далее сварщик просто отводит электрод, в результате чего возникает шейка в жидком металле, которая быстро разрушается
- 11. Выбор параметров сварки билет4(2)
- 12. 1.Род и полярность тока 2. Диаметр электродной проволоки 3. Сварочный ток 4. Напряжение на дуге 5.
- 13. Род и полярность тока Сварку обычно выполняют на постоянном токе обратной полярности. Иногда возможна сварка на
- 14. Диаметр электродной проволоки Выбирают в пределах 0,5-3,0 мм при полуавтоматической сварке. в зависимости от толщины свариваемого
- 15. Сварочный ток Устанавливают в зависимости от диаметра электрода и толщины свариваемого металла. Сила тока определяет глубину
- 16. Напряжение на дуге С ростом напряжения на дуге глубина проплавления уменьшается, а ширина шва и разбрызгивание
- 17. Скорость сварки Устанавливают в зависимости от толщины свариваемого металла с учетом качественного формирования шва. Металл большой
- 20. Скачать презентацию
Сварочная дуга представляет собой концентрированный электрический разряд, который протекает только в
Сварочная дуга представляет собой концентрированный электрический разряд, который протекает только в
При этом сварочная дуга характеризуется двумя основными свойствами, а именно: при
При этом сварочная дуга характеризуется двумя основными свойствами, а именно: при
Свет электрической дуги невероятно яркий, поэтому нашел свое применение в различных
Свет электрической дуги невероятно яркий, поэтому нашел свое применение в различных
Среда дугового разряда.
Итак, электрическая сварочная дуга различается по среде, в которой
Среда дугового разряда.
Итак, электрическая сварочная дуга различается по среде, в которой

И последний вид - это дуга, которая горит с применением специальных
И последний вид - это дуга, которая горит с применением специальных
Питание дуги.
Питание сварочной дуги происходит от специальных источников, которые создают переменный
Питание дуги.
Питание сварочной дуги происходит от специальных источников, которые создают переменный
Напряжение сварочной дуги.
Напряжение сварочной дуги может изменяться и оно напрямую зависит
Напряжение сварочной дуги.
Напряжение сварочной дуги может изменяться и оно напрямую зависит
Возникновение сварочной дуги.
Дуга сварки обычно возникает при касании поверхности свариваемого материала
Возникновение сварочной дуги.
Дуга сварки обычно возникает при касании поверхности свариваемого материала
Далее сварщик просто отводит электрод, в результате чего возникает шейка в
Далее сварщик просто отводит электрод, в результате чего возникает шейка в
Выбор параметров сварки
билет4(2)
Выбор параметров сварки
билет4(2)
1.Род и полярность тока
2. Диаметр электродной проволоки
3. Сварочный ток
4. Напряжение на
1.Род и полярность тока
2. Диаметр электродной проволоки
3. Сварочный ток
4. Напряжение на
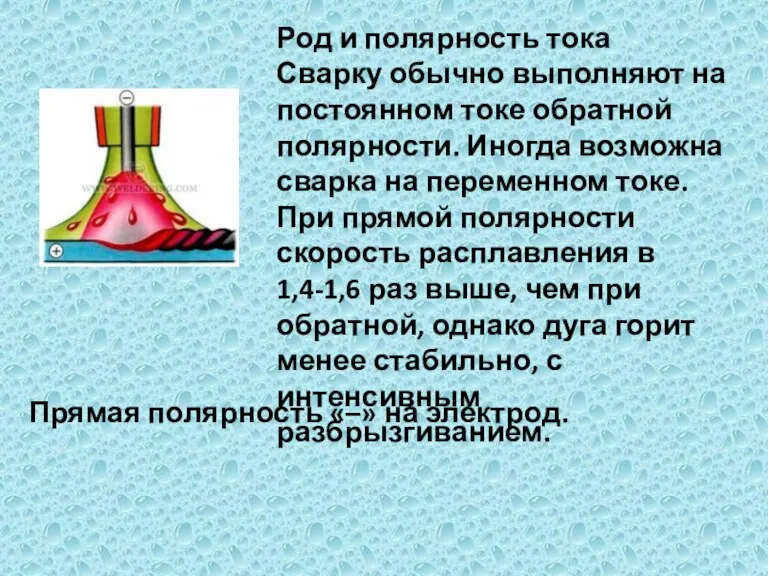
Род и полярность тока
Сварку обычно выполняют на постоянном токе обратной полярности.
Род и полярность тока
Сварку обычно выполняют на постоянном токе обратной полярности.
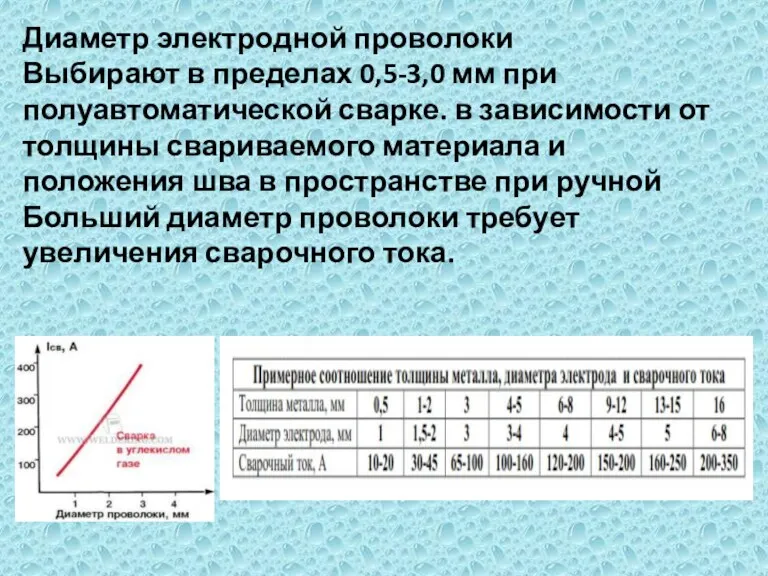
Диаметр электродной проволоки
Выбирают в пределах 0,5-3,0 мм при полуавтоматической сварке. в
Диаметр электродной проволоки
Выбирают в пределах 0,5-3,0 мм при полуавтоматической сварке. в
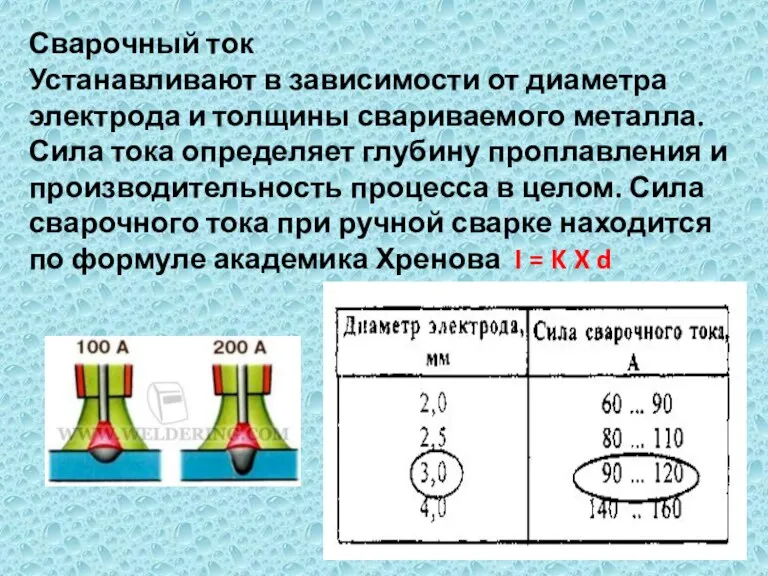
Сварочный ток
Устанавливают в зависимости от диаметра электрода и толщины свариваемого металла.
Сварочный ток
Устанавливают в зависимости от диаметра электрода и толщины свариваемого металла.
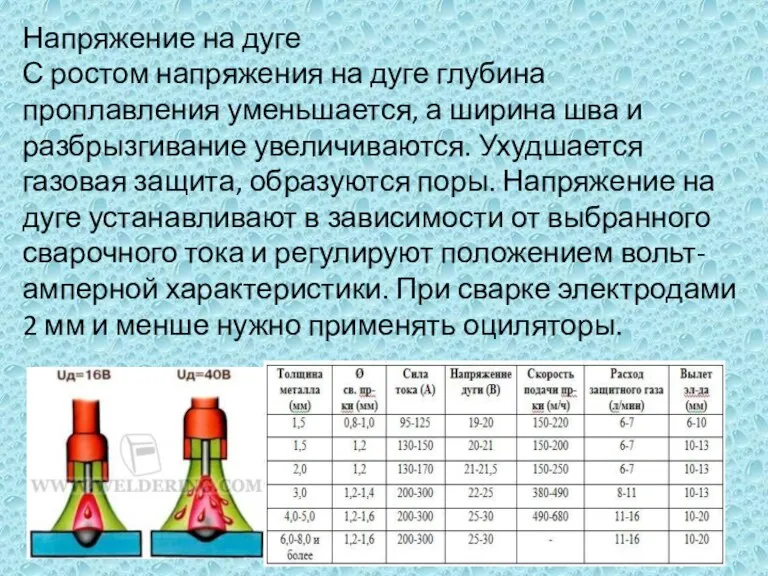
Напряжение на дуге
С ростом напряжения на дуге глубина проплавления уменьшается, а
Напряжение на дуге
С ростом напряжения на дуге глубина проплавления уменьшается, а
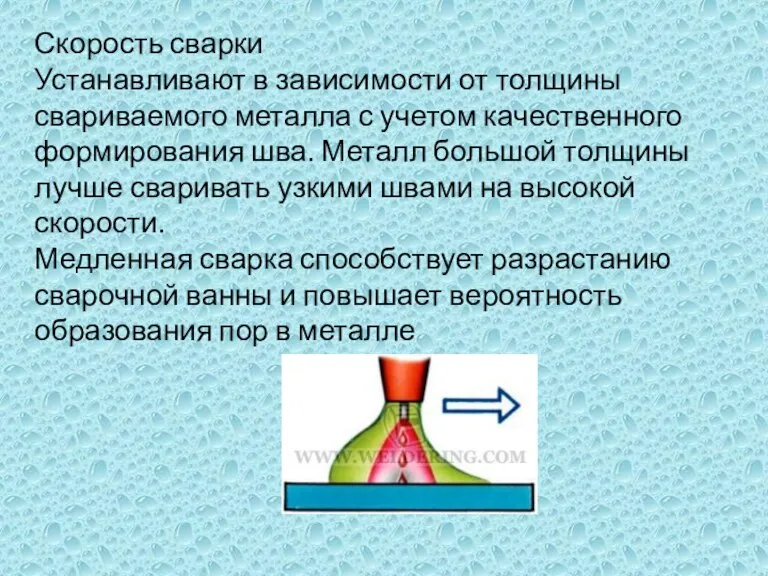
Скорость сварки
Устанавливают в зависимости от толщины свариваемого металла с учетом качественного
Скорость сварки
Устанавливают в зависимости от толщины свариваемого металла с учетом качественного
 Антикризисные меры поддержки бизнеса
Антикризисные меры поддержки бизнеса Взаимодействие с семьей по физкультурно-оздоровительной работе в МКДОУ д-с Буратино
Взаимодействие с семьей по физкультурно-оздоровительной работе в МКДОУ д-с Буратино Синтаксичні особливості українського ділового мовлення
Синтаксичні особливості українського ділового мовлення Семь православных таинств
Семь православных таинств Линейная функция и её график. Игра с Олафом (7 класс)
Линейная функция и её график. Игра с Олафом (7 класс) Ресурсний підхід в соціальній роботі
Ресурсний підхід в соціальній роботі Поведение потребителя. Трудовая теория стоимости
Поведение потребителя. Трудовая теория стоимости Имидж. Понятия и правила формирования. Требования протокола к костюму
Имидж. Понятия и правила формирования. Требования протокола к костюму Система охлаждения компьютера
Система охлаждения компьютера Законопроект. Внесение поправки в статью Кодекса Российской Федерации об административных правонарушениях
Законопроект. Внесение поправки в статью Кодекса Российской Федерации об административных правонарушениях Крестовые походы
Крестовые походы Задание эссе
Задание эссе Организация эксплуатации объектов, сооружений и оборудования
Организация эксплуатации объектов, сооружений и оборудования Введение в специальность и история Финансового университета, часть 3
Введение в специальность и история Финансового университета, часть 3 Смешарики: London Gloom – 4 эпизод
Смешарики: London Gloom – 4 эпизод Поп-арт
Поп-арт Предметно- пространственная развивающая среда
Предметно- пространственная развивающая среда Духовная сфера общества: Наука, образование, искусство. Тема 5.2
Духовная сфера общества: Наука, образование, искусство. Тема 5.2 Подвижная игра-соревнование Быстрее, выше, сильнее! для детей 2 младшей группы.
Подвижная игра-соревнование Быстрее, выше, сильнее! для детей 2 младшей группы. Символика православной иконы
Символика православной иконы Топливно- энергетический комплекс иркутской области
Топливно- энергетический комплекс иркутской области Мышцы живота
Мышцы живота SHRKarms
SHRKarms Лайелл синдромы
Лайелл синдромы КВН по русскому языку
КВН по русскому языку Толстой Алексей Константинович
Толстой Алексей Константинович structura PC-ului
structura PC-ului Участие в конкурсе Профессионал - 2015
Участие в конкурсе Профессионал - 2015