Электрооборудование промышленности и электроснабжение. Электроэрозионные и ультразвуковые установки. (Тема 1.6) презентация
- Электрооборудование промышленности и электроснабжение. Электроэрозионные и ультразвуковые установки. (Тема 1.6)

Содержание
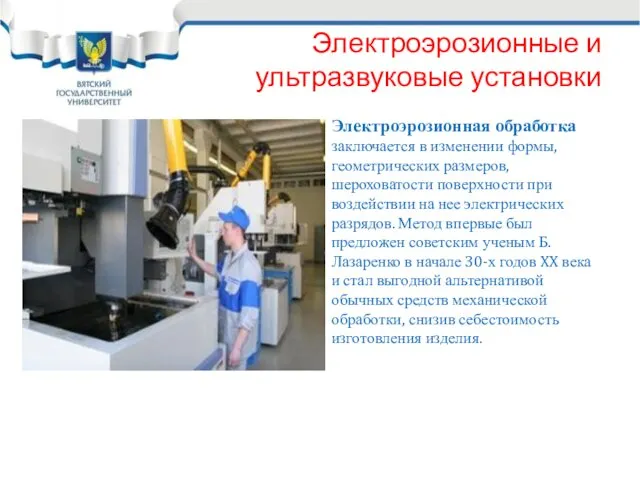
- 2. Электроэрозионные и ультразвуковые установки Электроэрозионная обработка заключается в изменении формы, геометрических размеров, шероховатости поверхности при воздействии
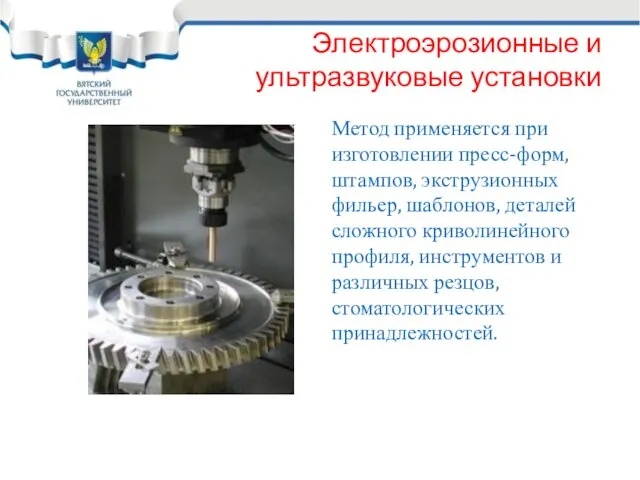
- 3. Электроэрозионные и ультразвуковые установки Метод применяется при изготовлении пресс-форм, штампов, экструзионных фильер, шаблонов, деталей сложного криволинейного
- 4. Электроэрозионные и ультразвуковые установки Суть метода электроэрозионной обработки Обрабатываемая заготовка и обрабатывающий инструмент являются электродами (деталь-плюс,
- 5. Электроэрозионные и ультразвуковые установки Практически все имеющиеся на сегодняшний день станки, предназначенные для ЭЭО можно разделить
- 6. Электроэрозионные и ультразвуковые установки Прошивочные станки – основная технологическая задача таких станков состоит в изготовлении отверстий.
- 7. Электроэрозионные и ультразвуковые установки Копировально-прошивочные станки – более усложненная, модификация прошивочных. Они используется для изготовления, а
- 8. Электроэрозионные и ультразвуковые установки Проволочно-вырезные станки – основная технологическая задача их это изготовление деталей технологической оснастки
- 9. Электроэрозионные и ультразвуковые установки Ультразвуковые установки Ультразвуком (УЗ) называют механические колебания и волны, частоты которых более
- 10. Электроэрозионные и ультразвуковые установки Достоинства ультразвуковой обработки: возможность получения акустической энергии различными техническими приемами; широкий диапазон
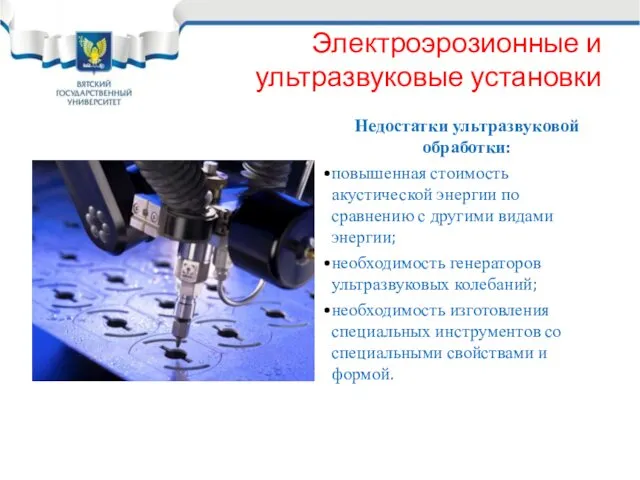
- 11. Электроэрозионные и ультразвуковые установки Недостатки ультразвуковой обработки: повышенная стоимость акустической энергии по сравнению с другими видами
- 12. Электроэрозионные и ультразвуковые установки Элементы ультразвуковых установок: источник ультразвуковых колебаний: - механические (преобразуют механическую энергию, например,
- 13. Электроэрозионные и ультразвуковые установки Элементы ультразвуковых установок: акустический трансформатор скорости (концентратор) – для передачи акустической энергии
- 14. Электроэрозионные и ультразвуковые установки В промышленности ультразвук используется по трем основным направлениям: силовое воздействие на материал
- 15. Электроэрозионные и ультразвуковые установки силовое воздействие на материал (с помощью ультразвуковой технологии можно выполнять такие операции,
- 16. Электроэрозионные и ультразвуковые установки интенсификация технологических процессов. Ультразвуковые колебания существенно изменяют ход некоторых химических процессов. Например,
- 18. Скачать презентацию
Электроэрозионные и
ультразвуковые установки
Электроэрозионная обработка заключается в изменении формы, геометрических размеров,
Электроэрозионные и
ультразвуковые установки
Электроэрозионная обработка заключается в изменении формы, геометрических размеров,
Электроэрозионные и
ультразвуковые установки
Метод применяется при изготовлении пресс-форм, штампов, экструзионных фильер,
Электроэрозионные и
ультразвуковые установки
Метод применяется при изготовлении пресс-форм, штампов, экструзионных фильер,
Электроэрозионные и
ультразвуковые установки
Суть метода электроэрозионной обработки
Обрабатываемая заготовка и обрабатывающий инструмент
Электроэрозионные и
ультразвуковые установки
Суть метода электроэрозионной обработки
Обрабатываемая заготовка и обрабатывающий инструмент
Электроэрозионные и
ультразвуковые установки
Практически все имеющиеся на сегодняшний день станки, предназначенные
Электроэрозионные и
ультразвуковые установки
Практически все имеющиеся на сегодняшний день станки, предназначенные

Электроэрозионные и
ультразвуковые установки
Прошивочные станки – основная технологическая задача таких станков
Электроэрозионные и
ультразвуковые установки
Прошивочные станки – основная технологическая задача таких станков

Электроэрозионные и
ультразвуковые установки
Копировально-прошивочные станки – более усложненная, модификация прошивочных. Они
Электроэрозионные и
ультразвуковые установки
Копировально-прошивочные станки – более усложненная, модификация прошивочных. Они

Электроэрозионные и
ультразвуковые установки
Проволочно-вырезные станки – основная технологическая задача их это
Электроэрозионные и
ультразвуковые установки
Проволочно-вырезные станки – основная технологическая задача их это

Электроэрозионные и
ультразвуковые установки
Ультразвуковые установки
Ультразвуком (УЗ) называют механические колебания и
Электроэрозионные и
ультразвуковые установки
Ультразвуковые установки
Ультразвуком (УЗ) называют механические колебания и

Электроэрозионные и
ультразвуковые установки
Достоинства ультразвуковой обработки:
возможность получения акустической энергии различными техническими
Электроэрозионные и
ультразвуковые установки
Достоинства ультразвуковой обработки:
возможность получения акустической энергии различными техническими
Электроэрозионные и
ультразвуковые установки
Недостатки ультразвуковой обработки:
повышенная стоимость акустической энергии по сравнению
Электроэрозионные и
ультразвуковые установки
Недостатки ультразвуковой обработки:
повышенная стоимость акустической энергии по сравнению
Электроэрозионные и
ультразвуковые установки
Элементы ультразвуковых установок:
источник ультразвуковых колебаний:
- механические (преобразуют механическую
Электроэрозионные и
ультразвуковые установки
Элементы ультразвуковых установок:
источник ультразвуковых колебаний:
- механические (преобразуют механическую
Электроэрозионные и
ультразвуковые установки
Элементы ультразвуковых установок:
акустический трансформатор скорости (концентратор) – для
Электроэрозионные и
ультразвуковые установки
Элементы ультразвуковых установок:
акустический трансформатор скорости (концентратор) – для

Электроэрозионные и
ультразвуковые установки
В промышленности ультразвук используется по трем основным направлениям:
силовое
Электроэрозионные и
ультразвуковые установки
В промышленности ультразвук используется по трем основным направлениям:
силовое

Электроэрозионные и
ультразвуковые установки
силовое воздействие на материал (с помощью ультразвуковой технологии
Электроэрозионные и
ультразвуковые установки
силовое воздействие на материал (с помощью ультразвуковой технологии
Электроэрозионные и
ультразвуковые установки
интенсификация технологических процессов. Ультразвуковые колебания существенно изменяют ход
Электроэрозионные и
ультразвуковые установки
интенсификация технологических процессов. Ультразвуковые колебания существенно изменяют ход
 Генеральный план территориального планирования
Генеральный план территориального планирования класс 03.02.22
класс 03.02.22 Планирование проекта. Уточнение содержания состава работ
Планирование проекта. Уточнение содержания состава работ Педагогический проект В школу с радостью
Педагогический проект В школу с радостью презентация ГИМНАСТИКА МОЗГА
презентация ГИМНАСТИКА МОЗГА ЗОЖ
ЗОЖ Электронное портфолио
Электронное портфолио Сочетаемость слов в языке
Сочетаемость слов в языке Способы и средства получения вакуума
Способы и средства получения вакуума Обучение персонала, обслуживающего сосуды, работающие под давлением
Обучение персонала, обслуживающего сосуды, работающие под давлением Сечение
Сечение Тренувальні вправи з теми: “ Вуглеводні алкани”
Тренувальні вправи з теми: “ Вуглеводні алкани” Atmosfera basyşy
Atmosfera basyşy Изотроп ортадағы жарықтың таралуы, сынуы және шағылуы
Изотроп ортадағы жарықтың таралуы, сынуы және шағылуы Настройка PVST+
Настройка PVST+ To say, to tell, to speak, to talk
To say, to tell, to speak, to talk День светофора
День светофора Лабиринт (для дистанционных соревнований). Требования к роботу. Отладка робота в Trik Studio
Лабиринт (для дистанционных соревнований). Требования к роботу. Отладка робота в Trik Studio Методическая разработка урока по теме Математическое путешествие по материкам и островам
Методическая разработка урока по теме Математическое путешествие по материкам и островам Основы административного права
Основы административного права Презентация к занятию по риторике № 11 Средства выразительности устной речи (повторение и обобщение) (2 класс)
Презентация к занятию по риторике № 11 Средства выразительности устной речи (повторение и обобщение) (2 класс) Алексей Ильич Чириков
Алексей Ильич Чириков Типы данных в среде Arduino. Считывание значений. Монитор последовательного порта. Создание условия
Типы данных в среде Arduino. Считывание значений. Монитор последовательного порта. Создание условия Информационная система ЖИВУ.РФ
Информационная система ЖИВУ.РФ Климат Северной Америки
Климат Северной Америки Öğrenme Psikolojisi
Öğrenme Psikolojisi 1Б класс 2012год (2 часть)
1Б класс 2012год (2 часть)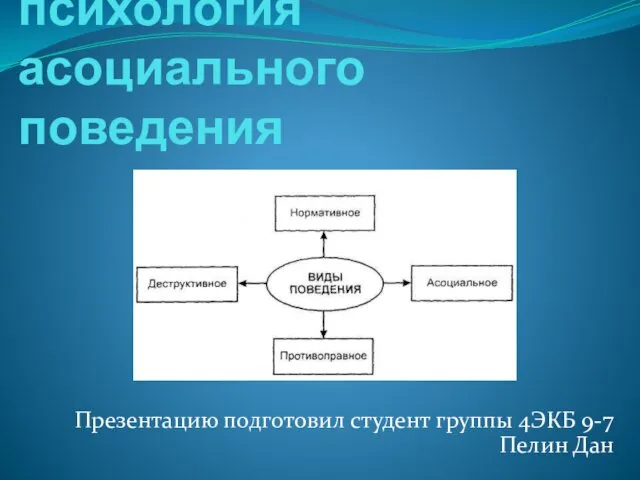 Социальная психология асоциального поведения
Социальная психология асоциального поведения