- Электрошлаковая сварка

Содержание
- 2. Цели урока: Изучить и закрепить по теме электрошлаковой сварки первичные умения трудовых приемов при работе с
- 3. Электрошлаковая сварка (ЭШС)- сварка плавлением, при которой для нагрева используется теплота, выделяющаяся при прохождении электрического тока
- 4. Применение ЭШС Изготовление толстенных конструкций из низко- и среднеуглеродистых, низко-, средне- и высоколегированных сталей, чугуна и
- 5. Особенности процесса ЭШС отсутствие дугового разряда; сварку выполняют без снятия фасок на кромках; за один проход
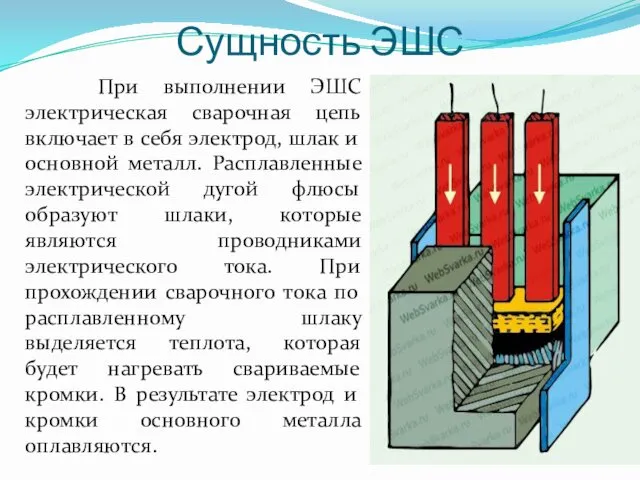
- 6. Сущность ЭШС При выполнении ЭШС электрическая сварочная цепь включает в себя электрод, шлак и основной металл.
- 7. Способы ЭШС Сварка проволочными электродами диаметром 3…5 мм, подаваемыми в зазор мундштуками с медными токосъемными наконечниками.
- 8. Сварочные материалы Флюсы (АН-348, ФЦ-7)
- 9. Сварочные материалы Электродный металл (проволока Св-08ГА, Св-1072, пластины 09Г2, трубы и ленты).
- 10. Подготовка и сборка деталей под сварку Разделка кромок под прямым углом Очистка от заусенцев, окалины и
- 11. Режим сварки Устойчивость электрошлакового процесса, форма шва и глубина проплавления основного металла зависят от параметров режима
- 12. Техника сварки Способы наведения шлаковой ванны: «твердый старт»-сварочный флюс вначале плавится теплотой электрической дуги во входном
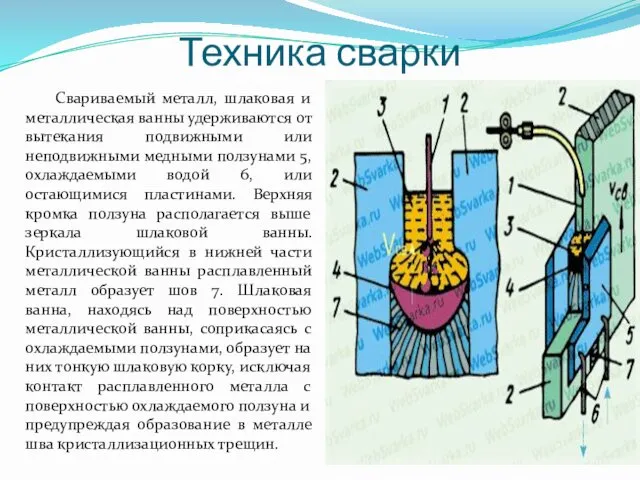
- 13. Техника сварки Свариваемый металл, шлаковая и металлическая ванны удерживаются от вытекания подвижными или неподвижными медными ползунами
- 16. Скачать презентацию
Цели урока: Изучить и закрепить по теме электрошлаковой сварки первичные умения
Цели урока: Изучить и закрепить по теме электрошлаковой сварки первичные умения
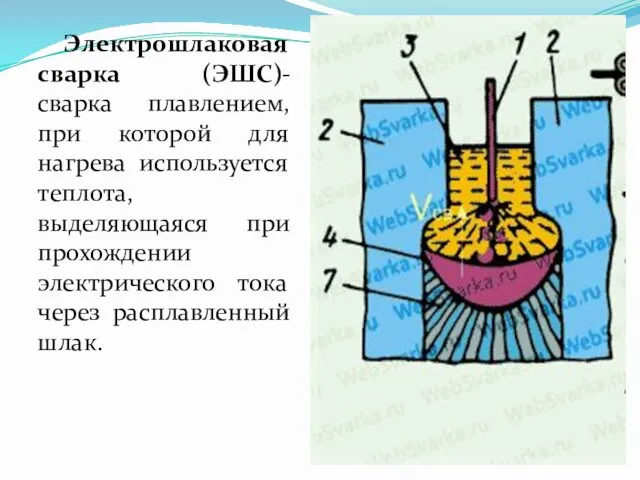
Электрошлаковая сварка (ЭШС)- сварка плавлением, при которой для нагрева используется
Электрошлаковая сварка (ЭШС)- сварка плавлением, при которой для нагрева используется
Применение ЭШС
Изготовление толстенных конструкций из низко- и среднеуглеродистых, низко-, средне- и
Применение ЭШС
Изготовление толстенных конструкций из низко- и среднеуглеродистых, низко-, средне- и
Особенности процесса ЭШС
отсутствие дугового разряда;
сварку выполняют без снятия фасок на кромках;
за
Особенности процесса ЭШС
отсутствие дугового разряда;
сварку выполняют без снятия фасок на кромках;
за
Сущность ЭШС
При выполнении ЭШС электрическая сварочная цепь включает в себя
Сущность ЭШС
При выполнении ЭШС электрическая сварочная цепь включает в себя
Способы ЭШС
Сварка проволочными электродами диаметром 3…5 мм, подаваемыми в зазор мундштуками
Способы ЭШС
Сварка проволочными электродами диаметром 3…5 мм, подаваемыми в зазор мундштуками

Сварочные материалы
Флюсы (АН-348, ФЦ-7)
Сварочные материалы
Флюсы (АН-348, ФЦ-7)
Сварочные материалы
Электродный металл (проволока Св-08ГА, Св-1072, пластины 09Г2, трубы и ленты).
Сварочные материалы
Электродный металл (проволока Св-08ГА, Св-1072, пластины 09Г2, трубы и ленты).
Подготовка и сборка деталей под сварку
Разделка кромок под прямым углом
Очистка от
Подготовка и сборка деталей под сварку
Разделка кромок под прямым углом
Очистка от
Режим сварки
Устойчивость электрошлакового процесса, форма шва и глубина проплавления основного
Режим сварки
Устойчивость электрошлакового процесса, форма шва и глубина проплавления основного
Техника сварки
Способы наведения шлаковой ванны:
«твердый старт»-сварочный флюс вначале плавится теплотой
Техника сварки
Способы наведения шлаковой ванны:
«твердый старт»-сварочный флюс вначале плавится теплотой
Техника сварки
Свариваемый металл, шлаковая и металлическая ванны удерживаются от вытекания
Техника сварки
Свариваемый металл, шлаковая и металлическая ванны удерживаются от вытекания
 Проект на тему: Воскресный обед
Проект на тему: Воскресный обед Определённый артикль. Неопределённый артикль. Нулевой артикль
Определённый артикль. Неопределённый артикль. Нулевой артикль Проект Фрукты
Проект Фрукты Гноеродные (пиогенные) кокки
Гноеродные (пиогенные) кокки Стратегические аспекты управления организацией
Стратегические аспекты управления организацией Урок русского языка. 10 класс
Урок русского языка. 10 класс Первая оценка
Первая оценка Изготовление снежинки.
Изготовление снежинки. Шоу-игра Интуиция
Шоу-игра Интуиция Северный морской путь как самая перспективная судоходная артерия страны
Северный морской путь как самая перспективная судоходная артерия страны Повесть о житии и о храбрости благоверного и великого князя Александра Невского
Повесть о житии и о храбрости благоверного и великого князя Александра Невского Хорошие зубы – залог здоровья!
Хорошие зубы – залог здоровья! Кинематика и динамика точки
Кинематика и динамика точки Суперкомпьютеры. Классификация компьютеров по областям применения
Суперкомпьютеры. Классификация компьютеров по областям применения Призентация Гулеватый
Призентация Гулеватый Приёмники оптического излучения
Приёмники оптического излучения Загадки о сказках
Загадки о сказках Технология проектной деятельности в ДОО
Технология проектной деятельности в ДОО Математическое моделирование и численные методы в инженерных задачах
Математическое моделирование и численные методы в инженерных задачах Дисциплина на улице – залог безопасности!
Дисциплина на улице – залог безопасности! Рахіт. Етіологія, патогенез, клініка, діагностика, лікування, профілактика
Рахіт. Етіологія, патогенез, клініка, діагностика, лікування, профілактика Russia is my country
Russia is my country Товар в маркетинге
Товар в маркетинге Открытая разработка угольного месторождения участка в границах АО Черниговец
Открытая разработка угольного месторождения участка в границах АО Черниговец Программа по ЛДП
Программа по ЛДП Международный день белой трости
Международный день белой трости Лягушки
Лягушки Своя игра Юный химик
Своя игра Юный химик