- Электрошлаковая сварка

Содержание
- 2. Электрошлаковая сварка – сварка плавлением, при которой основная часть энергии, расходуемая на нагрев и плавление металла,
- 3. Рисунок. Электрошлаковая сварка
- 4. Основными разновидностями электрошлаковой сварки являются: многоэлектродная электрошлаковая сварка, электрошлаковая сварка пластинчатыми электродами, электрошлаковая сварка плавящимся мундштуком.
- 5. Многоэлектродная электрошлаковая сварка. Рисунок Максимальная толщина металла, свариваемого одной проволокой, обычно ограничена 60 мм. При больших
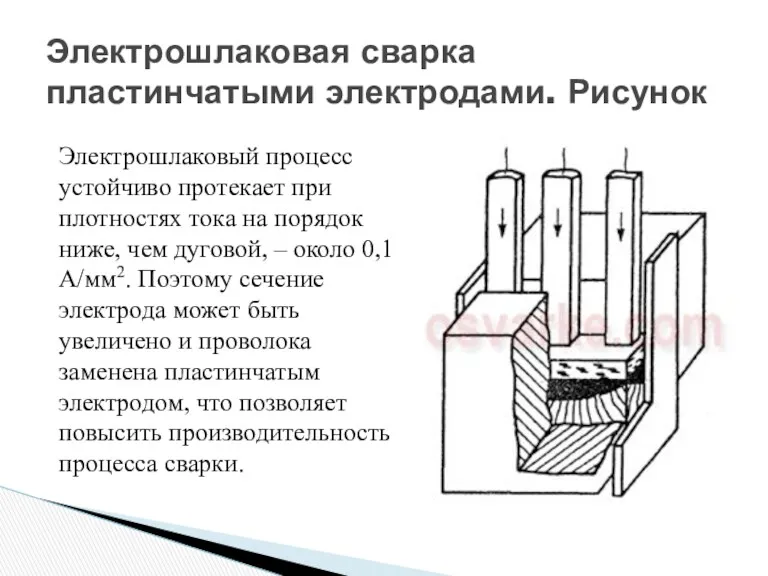
- 6. Электрошлаковая сварка пластинчатыми электродами. Рисунок Электрошлаковый процесс устойчиво протекает при плотностях тока на порядок ниже, чем
- 7. Электрошлаковая сварка плавящимся мундштуком. Рисунок При сложной конфигурации изделия возможна сварка плавящимся мундштуком, который представляет собой
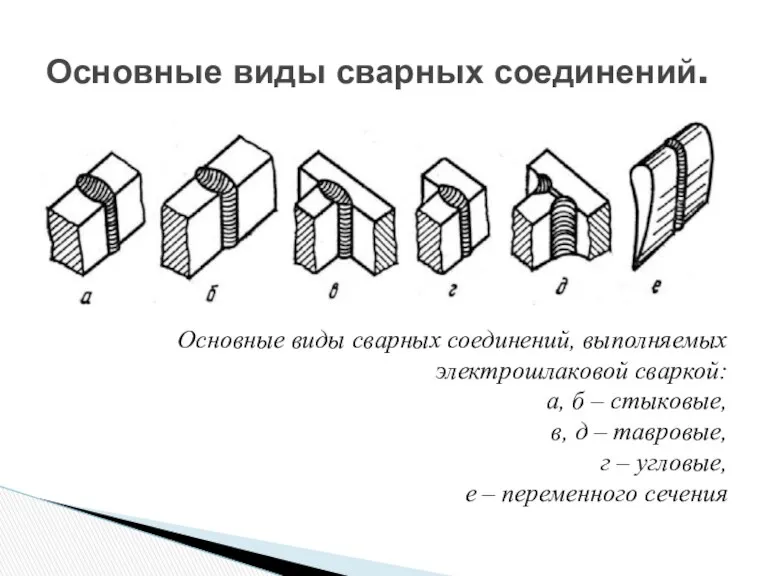
- 8. Основные виды сварных соединений. Основные виды сварных соединений, выполняемых электрошлаковой сваркой: а, б – стыковые, в,
- 9. Электрошлаковая сварка технически возможна при толщине металла более 16 мм и, как правило, экономически выгодна при
- 10. Достоинства: - возможность сварки за один проход деталей практически любой толщины; - вертикальное положение металлической ванны,
- 12. Скачать презентацию
Электрошлаковая сварка – сварка плавлением, при которой основная часть энергии,
Электрошлаковая сварка – сварка плавлением, при которой основная часть энергии,

Рисунок. Электрошлаковая сварка
Рисунок. Электрошлаковая сварка
Основными разновидностями электрошлаковой сварки являются:
многоэлектродная электрошлаковая сварка,
электрошлаковая сварка пластинчатыми электродами,
электрошлаковая сварка
Основными разновидностями электрошлаковой сварки являются:
многоэлектродная электрошлаковая сварка,
электрошлаковая сварка пластинчатыми электродами,
электрошлаковая сварка

Многоэлектродная электрошлаковая сварка. Рисунок
Максимальная толщина металла, свариваемого одной проволокой, обычно ограничена
Многоэлектродная электрошлаковая сварка. Рисунок
Максимальная толщина металла, свариваемого одной проволокой, обычно ограничена
Электрошлаковая сварка пластинчатыми электродами. Рисунок
Электрошлаковый процесс устойчиво протекает при плотностях тока
Электрошлаковая сварка пластинчатыми электродами. Рисунок
Электрошлаковый процесс устойчиво протекает при плотностях тока

Электрошлаковая сварка плавящимся мундштуком. Рисунок
При сложной конфигурации изделия возможна сварка плавящимся
Электрошлаковая сварка плавящимся мундштуком. Рисунок
При сложной конфигурации изделия возможна сварка плавящимся
Основные виды сварных соединений.
Основные виды сварных соединений, выполняемых электрошлаковой сваркой:
а,
Основные виды сварных соединений.
Основные виды сварных соединений, выполняемых электрошлаковой сваркой:
а,
Электрошлаковая сварка технически возможна при толщине металла более 16 мм
Электрошлаковая сварка технически возможна при толщине металла более 16 мм
Достоинства:
- возможность сварки за один проход деталей практически любой толщины;
-
Достоинства:
- возможность сварки за один проход деталей практически любой толщины;
-
 Локальная сеть
Локальная сеть Аналитическая индивидуальная психокоррекция А. Адлера
Аналитическая индивидуальная психокоррекция А. Адлера Факторы эволюции. Приспособленности
Факторы эволюции. Приспособленности Урок- игра Счастливый случай
Урок- игра Счастливый случай Маркетинговое исследование. Портрет покупателя г. Алматы
Маркетинговое исследование. Портрет покупателя г. Алматы Развитие телевидения в США
Развитие телевидения в США Оплата по КСГ: преимущества и недостатки
Оплата по КСГ: преимущества и недостатки Основные показатели Жлобинской дистанции пути за 2018 год
Основные показатели Жлобинской дистанции пути за 2018 год Речевое развитие детей. Игра: Что лишнее и почему
Речевое развитие детей. Игра: Что лишнее и почему Презентация-фотоальбом Мы - за безопасность на дороге
Презентация-фотоальбом Мы - за безопасность на дороге Ранние формы религии
Ранние формы религии Оксиди. Кислоти
Оксиди. Кислоти Визитная карточка группы пчёлки.
Визитная карточка группы пчёлки. Презентация Угадай словечко (двусложные слова с открытым слогом)
Презентация Угадай словечко (двусложные слова с открытым слогом) Развитие крестьянского фермерского хозяйства по выращиванию молодняка крупного рогатого скота
Развитие крестьянского фермерского хозяйства по выращиванию молодняка крупного рогатого скота Игровая терапия
Игровая терапия Уход за глазами инфекционного больного
Уход за глазами инфекционного больного Региональная общественная организация Московская областная организация родителей детей инвалидов Вместе
Региональная общественная организация Московская областная организация родителей детей инвалидов Вместе Авторская программа .
Авторская программа . Кодирование целых чисел
Кодирование целых чисел Презентация Моя семья!
Презентация Моя семья! Сравнение первичного и вторичного гуморального ответа
Сравнение первичного и вторичного гуморального ответа Открытый урок во 2 классе. Одушевлённые и неодушевлённые имена существительные.
Открытый урок во 2 классе. Одушевлённые и неодушевлённые имена существительные. Снежное царство Нептуна в дошкольном учреждении
Снежное царство Нептуна в дошкольном учреждении ПОЧВЫ И ЗЕМЕЛЬНЫЕ РЕСУРСЫ
ПОЧВЫ И ЗЕМЕЛЬНЫЕ РЕСУРСЫ Анализ административно-правовой деятельности. Отдел надзорной деятельности по Люберецкому району за 2017 год
Анализ административно-правовой деятельности. Отдел надзорной деятельности по Люберецкому району за 2017 год Соціологія релігії
Соціологія релігії Современное состояние и перспективы развития нефтяной и газовой промышленности России
Современное состояние и перспективы развития нефтяной и газовой промышленности России