- Фальцевальные машины

Содержание
- 2. Классификация коробок Классическая коробка с боковым клапаном склейки (1 клапан).
- 3. Коробка с 2 клапанами склейки (крышка/дно)
- 4. Коробка с 3 клапанами склейки с автоматическим дном
- 5. Классификация коробок Коробка с 3 клапанами склейки с усиленным дном
- 6. Коробка 4 клапанами склейки Лоток
- 7. Коробка с 6 клапанами склейки
- 8. Направление волокон плотного картона Направление изготовления волокон важно для всех операций фальцовки, т. к. картон "не
- 9. Направление волокна гофрокартона Направление гофр при склейке значительно влияет на качество продукта. При отсутствии требований клиента
- 10. Правильное направление волокон
- 11. Фальцевально – склеивающие машины Основные виды и параметры материалов, используемые в производстве
- 12. Клей, используемый в производстве. Дисковые клеи (на примере ОА «ГОТЭК-Принт» Для склеивания коробочной продукции используется готовый
- 13. Клей, используемый в производстве Клеи для экструзионных систем (на примере ОА «Готэк-Принт») Область применения: Производство упаковки
- 14. Клеевые системы Клеевые системы экструзионного нанесения клея HHS, Nordson, Leary имеют завышенные допуски по вязкости клея
- 15. Клей Eukalin 6264VL Область применения: Склейка ламинированного картона, коронированной пленки, сложных поверхностей. Свойства: Отличная впитывающая способность,
- 16. Возможные проблемы при использовании экструзионных клеев. Налипание клея на сопло форсунки Решение – снижение вязкости клея
- 17. Очистка оборудования от клея Очистка станины Теплой водой, с протиранием тряпкой Места скопления клея промываются с
- 18. Материалы для упаковки Синтетическая пленка типа СТРЕТЧ для автоматических машин. Производство фирмы «Циклоп ГмбХ» Германия: Толщина
- 19. Материалы для упаковки Упаковочная лента для автоматических машин. Производство фирмы «Dylastic»: Тип ленты – ПП (полипропилен);
- 20. Материалы для упаковки Односторонняя клейкая лента типа СКОТЧ производства фирмы UNIBOB: Ширина рулона – 72 мм;
- 21. Материалы для упаковки Упаковочная лента для стреппинг-машин. Производство «Tewe» Тип ленты – ПП (полипропилен) Ширина –
- 22. Фальцевально-склеивающее оборудование АО «ГОТЭК-Принт»
- 23. На предприятии работают следующие машины: Media 68, Media 100, Expertfold 145, Domino 100 – компания Bobst
- 24. ФМ Media 68 2003 г.выпуска. Машина предназначена для склейки продукции до 3 клапанов склейки. Особенности –
- 25. ФМ Media100 2001г. выпуска. Может клеить до 6 клапанов склейки, работает в 4 сменном режиме сначала
- 26. ФМ Domino 100 1980 г.выпуска. Машина предназначена для склейки продукции до 3 клапанов склейки. Изначально оборудование
- 27. ФМ Diana 135B 2006 г.выпуска. Машина предназначена для склейки коробок до 4 клапанов склейки. Установлены некоторые
- 28. ФМ Elite 110 2014 г.выпуска. Оборудование предназначено для склейки продукции до 6 клапанов склейки. Особенности –
- 29. ФМ Expertfold 145A2 2016 г.выпуска. Оборудование позволяет клеить продукцию из микрогофрокартона до 6 клапанов склейки. Особенности
- 30. Обозначение деталей машины и их функции Устройство подачи (самонаклад) – подает заготовки из стопы одну за
- 31. Секция предварительного фальцевания Предварительно фальцует 1-й и 3-й фальцы на 180°, а затем снова открывает заготовку.
- 32. Опция выравнивания заготовки
- 33. Система крюков для загиба задних клапанов
- 34. Секция формирования автоматического дна Предназначена для загиба простых и составных клапанов на коробках с автоматическим дном
- 35. Секция фальцевания Предназначена для загиба заготовок на 180градусов по 2-й и 4-й биговкам. После прохождения секции
- 36. Секция фальцевания
- 37. Экструзионная система нанесения клея
- 38. Левое нижнее клеевое устройство
- 39. Секция передачи Предназначена для передачи коробок из секции фальцевания на пресс-конвейер. На секции расположено устройство счета
- 40. Секция передачи
- 41. Пресс-конвейер
- 42. Хэндипак Используется только при работе с плотными картонами. Позволяет значительно увеличить производительность оборудования, за счет складирования
- 43. Хэндипак
- 44. Финальная стадия производства – склейка Во время процесса склеивания, происходят много сбоев, по причинам: а) недостаточно
- 45. Последствия несоответствий на ФМ АО «ГОТЭК» за 2015 год получил внешних претензий по некачественной склейке на
- 46. Решения для минимизации отклонений по ФМ Для минимизации отклонений по ФМ, необходимо использование сырья с подходящими
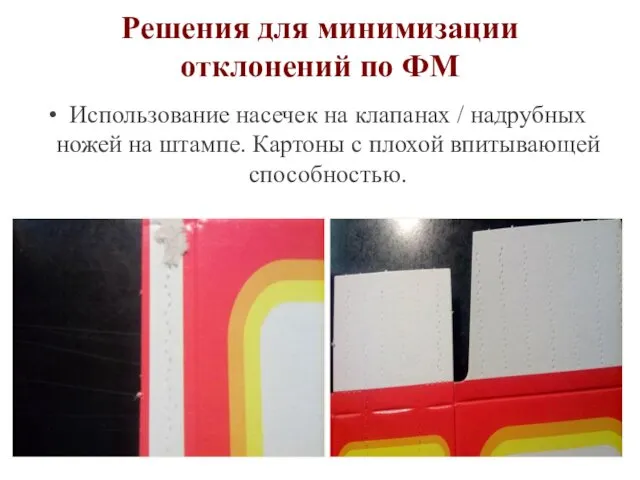
- 47. Решения для минимизации отклонений по ФМ Использование насечек на клапанах / надрубных ножей на штампе. Картоны
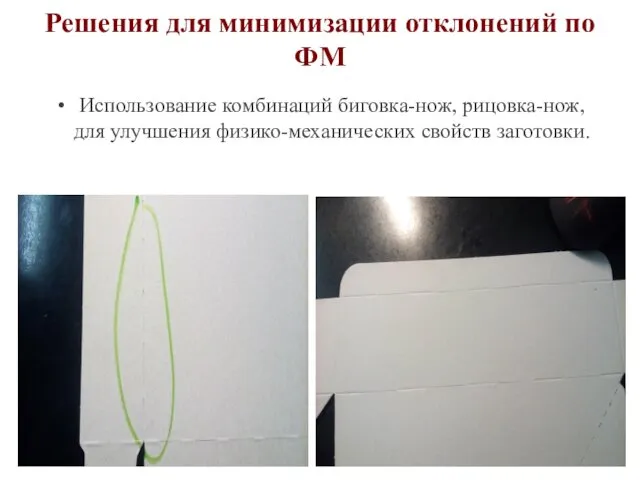
- 48. Решения для минимизации отклонений по ФМ Использование комбинаций биговка-нож, рицовка-нож, для улучшения физико-механических свойств заготовки.
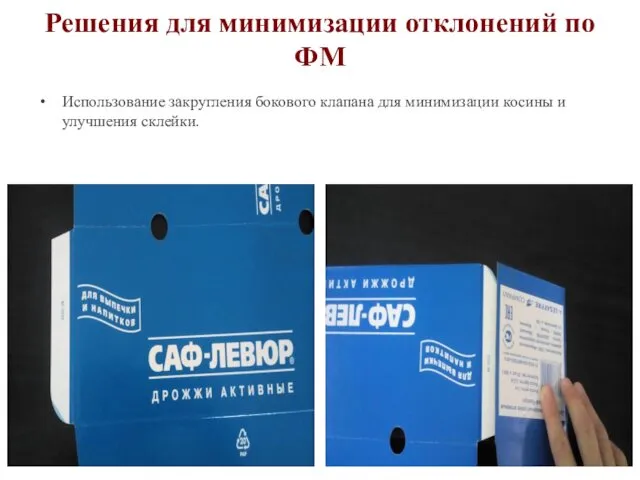
- 49. Решения для минимизации отклонений по ФМ Использование закругления бокового клапана для минимизации косины и улучшения склейки.
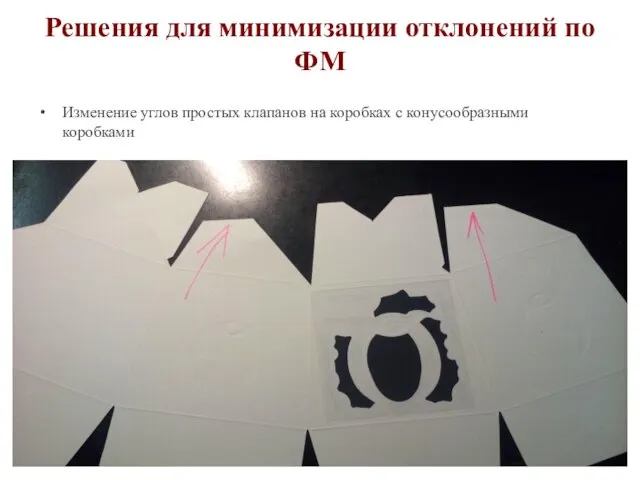
- 50. Решения для минимизации отклонений по ФМ Изменение углов простых клапанов на коробках с конусообразными коробками
- 51. Решения для минимизации отклонений по ФМ Перевод заказа на высечку с «лица». Данный перевод позволяет улучшить
- 52. Решения для минимизации отклонений по ФМ Использование биговок с широкими головками, обратных биговок. Увеличение высоты биговок.
- 53. Решения для минимизации отклонений по ФМ На данный момент идет сбор статистики по подбору оптимальных композиций
- 55. Скачать презентацию
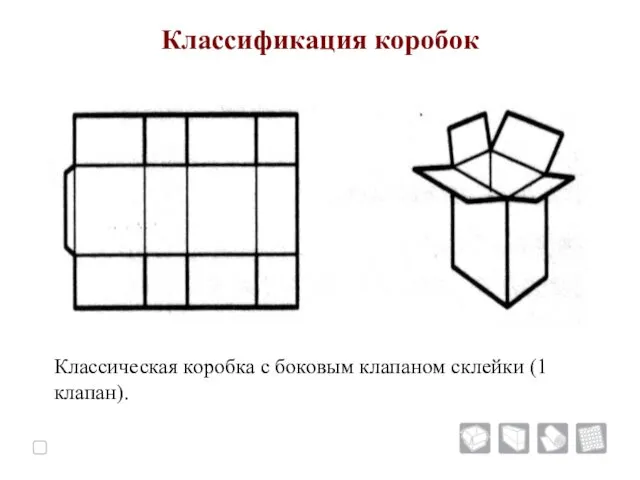
Классификация коробок
Классическая коробка с боковым клапаном склейки (1 клапан).
Классификация коробок
Классическая коробка с боковым клапаном склейки (1 клапан).

Коробка с 2 клапанами склейки (крышка/дно)
Коробка с 2 клапанами склейки (крышка/дно)

Коробка с 3 клапанами склейки с автоматическим дном
Коробка с 3 клапанами склейки с автоматическим дном

Классификация коробок
Коробка с 3 клапанами склейки с усиленным дном
Классификация коробок
Коробка с 3 клапанами склейки с усиленным дном

Коробка 4 клапанами склейки
Лоток
Коробка 4 клапанами склейки
Лоток

Коробка с 6 клапанами склейки
Коробка с 6 клапанами склейки
Направление волокон плотного картона
Направление изготовления волокон важно для всех операций фальцовки,
Направление волокон плотного картона
Направление изготовления волокон важно для всех операций фальцовки,
Направление волокна гофрокартона
Направление гофр при склейке значительно влияет на качество
Направление волокна гофрокартона
Направление гофр при склейке значительно влияет на качество

Правильное направление волокон
Правильное направление волокон
Фальцевально – склеивающие машины
Основные виды и параметры материалов, используемые в производстве
Фальцевально – склеивающие машины
Основные виды и параметры материалов, используемые в производстве
Клей, используемый в производстве.
Дисковые клеи (на примере ОА «ГОТЭК-Принт»
Для склеивания коробочной
Клей, используемый в производстве.
Дисковые клеи (на примере ОА «ГОТЭК-Принт»
Для склеивания коробочной
Клей, используемый в производстве
Клеи для экструзионных систем (на примере ОА «Готэк-Принт»)
Область
Клей, используемый в производстве
Клеи для экструзионных систем (на примере ОА «Готэк-Принт»)
Область
Клеевые системы
Клеевые системы экструзионного нанесения клея HHS, Nordson,
Leary имеют завышенные
Клеевые системы
Клеевые системы экструзионного нанесения клея HHS, Nordson,
Leary имеют завышенные
Клей Eukalin 6264VL
Область применения:
Склейка ламинированного картона, коронированной пленки, сложных поверхностей.
Свойства:
Отличная впитывающая
Клей Eukalin 6264VL
Область применения:
Склейка ламинированного картона, коронированной пленки, сложных поверхностей.
Свойства:
Отличная впитывающая
Возможные проблемы при использовании экструзионных клеев.
Налипание клея на сопло форсунки
Решение –
Возможные проблемы при использовании экструзионных клеев.
Налипание клея на сопло форсунки
Решение –
Очистка оборудования от клея
Очистка станины
Теплой водой, с протиранием тряпкой
Места скопления клея
Очистка оборудования от клея
Очистка станины
Теплой водой, с протиранием тряпкой
Места скопления клея
Материалы для упаковки
Синтетическая пленка типа СТРЕТЧ для автоматических машин. Производство фирмы
Материалы для упаковки
Синтетическая пленка типа СТРЕТЧ для автоматических машин. Производство фирмы
Материалы для упаковки
Упаковочная лента для автоматических машин. Производство фирмы «Dylastic»:
Тип ленты
Материалы для упаковки
Упаковочная лента для автоматических машин. Производство фирмы «Dylastic»:
Тип ленты
Материалы для упаковки
Односторонняя клейкая лента типа СКОТЧ производства фирмы UNIBOB:
Ширина рулона
Материалы для упаковки
Односторонняя клейкая лента типа СКОТЧ производства фирмы UNIBOB:
Ширина рулона
Материалы для упаковки
Упаковочная лента для стреппинг-машин. Производство «Tewe»
Тип ленты – ПП
Материалы для упаковки
Упаковочная лента для стреппинг-машин. Производство «Tewe»
Тип ленты – ПП

Фальцевально-склеивающее оборудование
АО «ГОТЭК-Принт»
Фальцевально-склеивающее оборудование
АО «ГОТЭК-Принт»
На предприятии работают следующие машины:
Media 68, Media 100, Expertfold 145, Domino
На предприятии работают следующие машины:
Media 68, Media 100, Expertfold 145, Domino

ФМ Media 68
2003 г.выпуска. Машина предназначена для склейки продукции до 3
ФМ Media 68
2003 г.выпуска. Машина предназначена для склейки продукции до 3

ФМ Media100
2001г. выпуска. Может клеить до 6 клапанов склейки, работает в
ФМ Media100
2001г. выпуска. Может клеить до 6 клапанов склейки, работает в

ФМ Domino 100
1980 г.выпуска. Машина предназначена для склейки продукции до 3
ФМ Domino 100
1980 г.выпуска. Машина предназначена для склейки продукции до 3

ФМ Diana 135B
2006 г.выпуска. Машина предназначена для склейки коробок до 4
ФМ Diana 135B
2006 г.выпуска. Машина предназначена для склейки коробок до 4

ФМ Elite 110
2014 г.выпуска. Оборудование предназначено для склейки продукции до 6
ФМ Elite 110
2014 г.выпуска. Оборудование предназначено для склейки продукции до 6

ФМ Expertfold 145A2
2016 г.выпуска. Оборудование позволяет клеить продукцию из микрогофрокартона до
ФМ Expertfold 145A2
2016 г.выпуска. Оборудование позволяет клеить продукцию из микрогофрокартона до

Обозначение деталей машины
и их функции
Устройство подачи (самонаклад) – подает заготовки из
Обозначение деталей машины
и их функции
Устройство подачи (самонаклад) – подает заготовки из

Секция предварительного фальцевания
Предварительно фальцует 1-й и 3-й фальцы на 180°, а
Секция предварительного фальцевания
Предварительно фальцует 1-й и 3-й фальцы на 180°, а

Опция выравнивания заготовки
Опция выравнивания заготовки

Система крюков для загиба задних клапанов
Система крюков для загиба задних клапанов

Секция формирования автоматического дна
Предназначена для загиба простых и составных клапанов на
Секция формирования автоматического дна
Предназначена для загиба простых и составных клапанов на
Секция фальцевания
Предназначена для загиба заготовок на 180градусов по 2-й и 4-й
Секция фальцевания
Предназначена для загиба заготовок на 180градусов по 2-й и 4-й

Секция фальцевания
Секция фальцевания
Экструзионная система нанесения клея
Экструзионная система нанесения клея

Левое нижнее клеевое устройство
Левое нижнее клеевое устройство
Секция передачи
Предназначена для передачи коробок из секции фальцевания на пресс-конвейер.
На секции
Секция передачи
Предназначена для передачи коробок из секции фальцевания на пресс-конвейер.
На секции

Секция передачи
Секция передачи

Пресс-конвейер
Пресс-конвейер
Хэндипак
Используется только при работе с плотными картонами.
Позволяет значительно увеличить производительность оборудования,
Хэндипак
Используется только при работе с плотными картонами.
Позволяет значительно увеличить производительность оборудования,

Хэндипак
Хэндипак
Финальная стадия
производства – склейка
Во время процесса склеивания, происходят много сбоев, по
Финальная стадия
производства – склейка
Во время процесса склеивания, происходят много сбоев, по
Последствия несоответствий на ФМ
АО «ГОТЭК» за 2015 год получил внешних претензий
Последствия несоответствий на ФМ
АО «ГОТЭК» за 2015 год получил внешних претензий
Решения для минимизации отклонений по ФМ
Для минимизации отклонений по ФМ, необходимо
Решения для минимизации отклонений по ФМ
Для минимизации отклонений по ФМ, необходимо
Решения для минимизации отклонений по ФМ
Использование насечек на клапанах / надрубных
Решения для минимизации отклонений по ФМ
Использование насечек на клапанах / надрубных
Решения для минимизации отклонений по ФМ
Использование комбинаций биговка-нож, рицовка-нож, для улучшения
Решения для минимизации отклонений по ФМ
Использование комбинаций биговка-нож, рицовка-нож, для улучшения
Решения для минимизации отклонений по ФМ
Использование закругления бокового клапана для минимизации
Решения для минимизации отклонений по ФМ
Использование закругления бокового клапана для минимизации
Решения для минимизации отклонений по ФМ
Изменение углов простых клапанов на коробках
Решения для минимизации отклонений по ФМ
Изменение углов простых клапанов на коробках
Решения для минимизации отклонений по ФМ
Перевод заказа на высечку с «лица».
Решения для минимизации отклонений по ФМ
Перевод заказа на высечку с «лица».
Решения для минимизации отклонений по ФМ
Использование биговок с широкими головками, обратных
Решения для минимизации отклонений по ФМ
Использование биговок с широкими головками, обратных
Решения для минимизации отклонений по ФМ
На данный момент идет сбор статистики
Решения для минимизации отклонений по ФМ
На данный момент идет сбор статистики
 Новые подходы к оцениванию образовательных результатов в рамках ФГОС
Новые подходы к оцениванию образовательных результатов в рамках ФГОС Диофант и неопределенные уравнения
Диофант и неопределенные уравнения Домашнее задание (китайский язык)
Домашнее задание (китайский язык) Всемирный День грамотности
Всемирный День грамотности Приметы осени
Приметы осени Исследовательский проект << Удивительные свойства воды>>
Исследовательский проект << Удивительные свойства воды>> Заболоцкий
Заболоцкий Этика как философская наука о морали
Этика как философская наука о морали Синдром фето-фетальной трансфузии. Диагностика и лечение синдрома фето-фетальной трансфузии
Синдром фето-фетальной трансфузии. Диагностика и лечение синдрома фето-фетальной трансфузии Елена Александровна Благинина
Елена Александровна Благинина Урок технологии изготовление обуви Сланцы
Урок технологии изготовление обуви Сланцы Логические модели представления знаний
Логические модели представления знаний Параллельные прямые. Работа на готовых чертежах
Параллельные прямые. Работа на готовых чертежах Расчет воздухообмена в помещении. (Лекция 5)
Расчет воздухообмена в помещении. (Лекция 5) Иван Андреевич Крылов 1769-1844
Иван Андреевич Крылов 1769-1844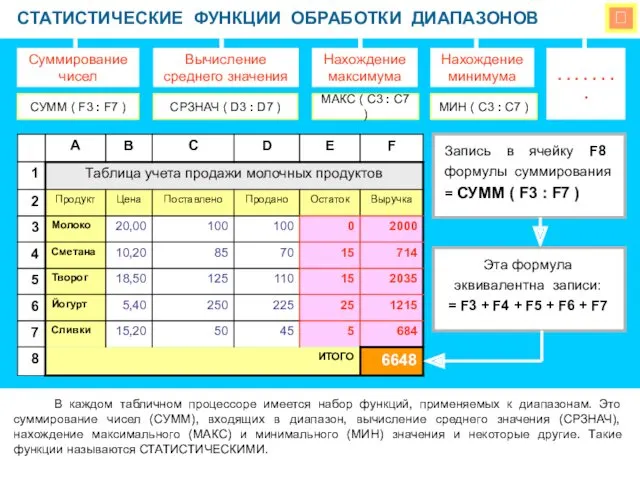 Статистические функции обработки диапазонов
Статистические функции обработки диапазонов Использование активных методов обучения на уроках химии
Использование активных методов обучения на уроках химии Реконструкция подстанции 35/10 кВ Песочная ПАО МРСК Центра Орелэнерго с разработкой релейной защиты отходящей ВЛ 10 кВ
Реконструкция подстанции 35/10 кВ Песочная ПАО МРСК Центра Орелэнерго с разработкой релейной защиты отходящей ВЛ 10 кВ БЫЛА ВОЙНА…
БЫЛА ВОЙНА… Основные принципы организации рационального питания в младшем школьном возрасте (презентация)
Основные принципы организации рационального питания в младшем школьном возрасте (презентация) Презентации по лексическим темам Овощи и Фрукты
Презентации по лексическим темам Овощи и Фрукты Презентация Зеркала
Презентация Зеркала Молоко: вред или польза
Молоко: вред или польза Хромосомная теория наследственности
Хромосомная теория наследственности Католическая церковь
Католическая церковь Книга Судей
Книга Судей Границы и структура биосферы. Компоненты, функции и живое вещество
Границы и структура биосферы. Компоненты, функции и живое вещество Схема функционального зонировани
Схема функционального зонировани