- Физические основы процесса резания. Динамика резания

Содержание
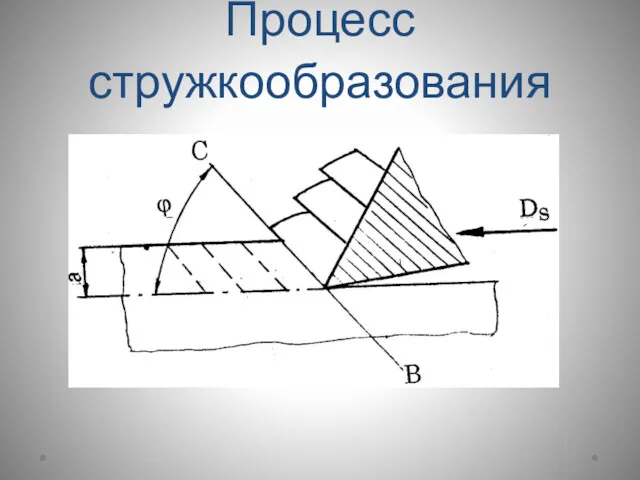
- 2. Процесс стружкообразования
- 3. Процесс стружкообразования - На срезаемый слой наносится сетка, представляющая собой элементное строение срезаемого слоя. - Если
- 4. Процесс стружкообразования Отделение происходит по плоскости скалывания СВ, которая является плоскостью максимальных касательных напряжений. На практике
- 5. Типы стружек Все обрабатываемые металлы можно разделить на хрупкие и вязкие. В процессе резания срезаемый слой
- 6. Типы стружек
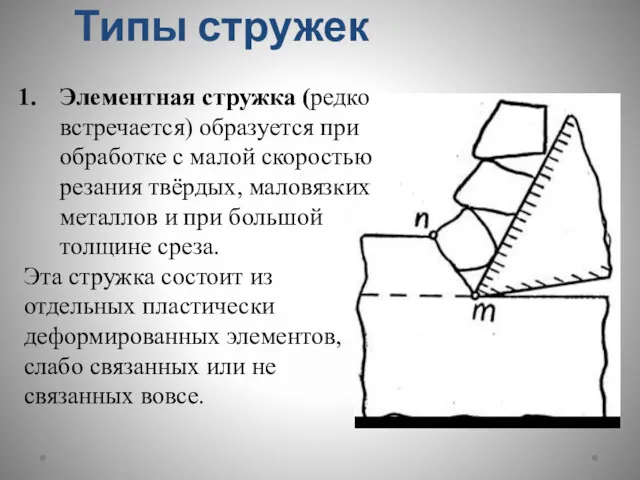
- 7. Типы стружек Элементная стружка (редко встречается) образуется при обработке с малой скоростью резания твёрдых, маловязких металлов
- 8. Типы стружек Ступенчатая стружка получается при обработке вязких металлов со средней скоростью резания. Состоит из ряда
- 9. Типы стружек Сливная стружка получается при обработке вязких металлов с высокой скоростью резания. Она сходит с
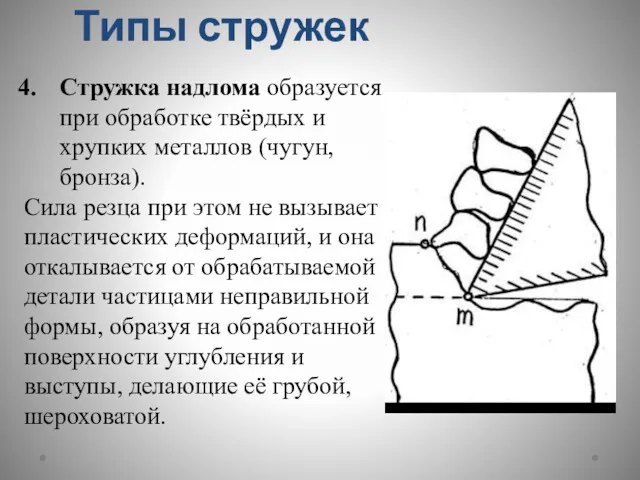
- 10. Типы стружек Стружка надлома образуется при обработке твёрдых и хрупких металлов (чугун, бронза). Сила резца при
- 11. Нарост при резании металлов
- 12. Нарост при резании металлов При обработке металлов резанием (особенно вязких) на передней поверхности у режущей кромки
- 13. Нарост при резании металлов Твёрдость нароста выше твёрдости обрабатываемого металла, и он сам может резать металл.
- 14. Факторы, влияющие на образование нароста: 1. Нарост образуется при обработке вязких металлов. При обработке чугуна, бронзы
- 15. Положительное влияние нароста: В некоторых условиях обработки, например при черновых операциях, наличие нароста благоприятно влияет на
- 16. Отрицательное влияние нароста: При чистовой обработке нарост нежелателен: нарост то разрушается, то образуется снова, при этом
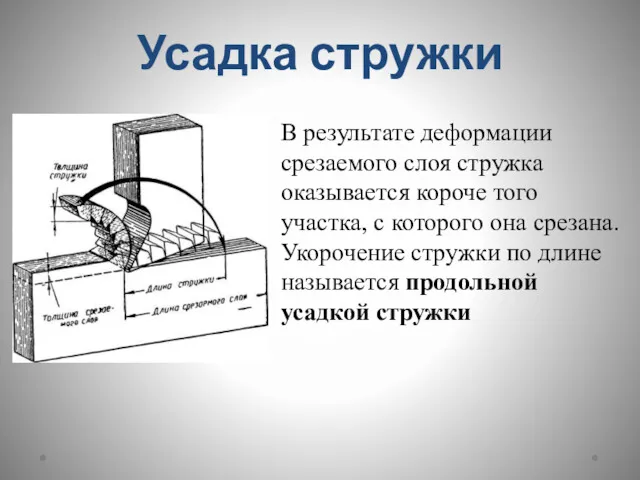
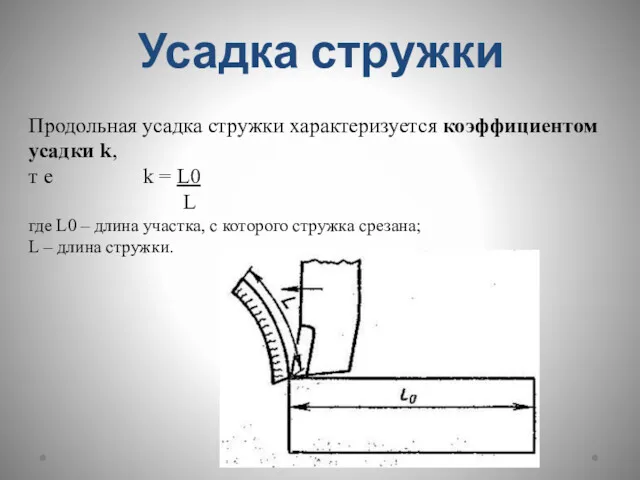
- 17. Усадка стружки В результате деформации срезаемого слоя стружка оказывается короче того участка, с которого она срезана.
- 18. Усадка стружки Продольная усадка стружки характеризуется коэффициентом усадки k, т е k = L0 L где
- 19. Факторы, влияющие на усадку стружки 1. Геометрические элементы режущей части резца (угол резания, радиус при вершине
- 20. Упрочнение В результате пластического деформирования срезаемого слоя металла изменяются его мех свойства Такое явление называется упрочнением
- 21. Упрочнение Достоинства: повышенные твёрдость, предел текучести и предел прочности, упрочненный слой более износостоек и вынослив, Недостатки:
- 22. На величину и глубину упрочнения влияет: 1. Св-ва обрабатываемого металла: Чем мягче и пластичнее обрабатываемый металл,
- 23. Общее кол-во теплоты определяется по формуле: Q = Pz V кал/мин, Е где Pz – сила
- 24. На кол-во теплоты влияет: 1. твёрдость и прочность обрабатываемого металла; 2. скорость резания; 3. размеры поперечного
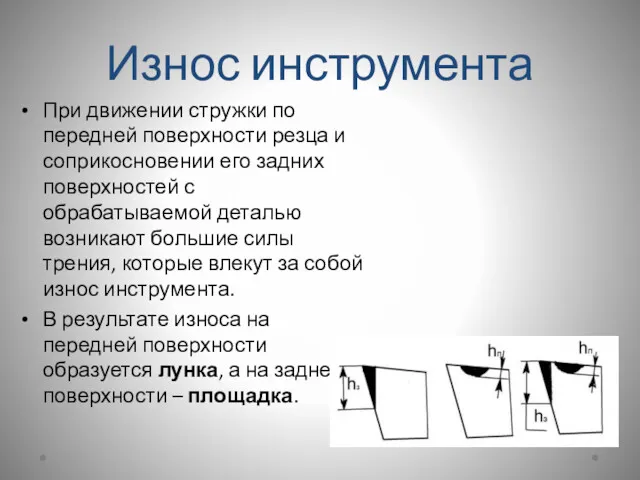
- 25. Износ инструмента При движении стружки по передней поверхности резца и соприкосновении его задних поверхностей с обрабатываемой
- 26. Три периода в течении времени работы инструмента 1 – период приработки (начальный износ), в который происходит
- 27. Виды износа Абразивный износ происходит в результате царапания инструмента твёрдыми составляющими стружки (карбиды легирующих элементов, литейная
- 28. Виды износа Молекулярный износ (адгезионный) происходит в результате действия сил молекулярного сцепления (прилипания, сваривания) между материалом
- 29. Виды износа Диффузионный износ происходит в результате взаимного растворения материала инструмента и обрабатываемого металла при обработке
- 30. Критерии износа инструмента 1. Критерий блестящей полоски. Резец считается изношенным и его надо перетачивать, когда на
- 31. Критерии износа инструмента 2. Силовой критерий (критерий Шлезингера). Резец считается затупленным, когда начинается резкое увеличение сил
- 32. Критерии износа инструмента 3. Критерий оптимального износа. Находит применение в исследовательских работах. Оптимальный износ – это
- 34. Скачать презентацию
Процесс стружкообразования
Процесс стружкообразования
Процесс стружкообразования
- На срезаемый слой наносится сетка, представляющая собой элементное строение
Процесс стружкообразования
- На срезаемый слой наносится сетка, представляющая собой элементное строение

Процесс стружкообразования
Отделение происходит по плоскости скалывания СВ, которая является плоскостью максимальных
Процесс стружкообразования
Отделение происходит по плоскости скалывания СВ, которая является плоскостью максимальных

Типы стружек
Все обрабатываемые металлы можно разделить на хрупкие и вязкие.
В процессе
Типы стружек
Все обрабатываемые металлы можно разделить на хрупкие и вязкие.
В процессе

Типы стружек
Типы стружек
Типы стружек
Элементная стружка (редко встречается) образуется при обработке с малой скоростью
Типы стружек
Элементная стружка (редко встречается) образуется при обработке с малой скоростью

Типы стружек
Ступенчатая стружка получается при обработке вязких металлов со средней скоростью
Типы стружек
Ступенчатая стружка получается при обработке вязких металлов со средней скоростью

Типы стружек
Сливная стружка получается при обработке вязких металлов с высокой скоростью
Типы стружек
Сливная стружка получается при обработке вязких металлов с высокой скоростью
Типы стружек
Стружка надлома образуется при обработке твёрдых и хрупких металлов (чугун,
Типы стружек
Стружка надлома образуется при обработке твёрдых и хрупких металлов (чугун,

Нарост при резании металлов
Нарост при резании металлов

Нарост при резании металлов
При обработке металлов резанием (особенно вязких) на передней
Нарост при резании металлов
При обработке металлов резанием (особенно вязких) на передней
Нарост при резании металлов
Твёрдость нароста выше твёрдости обрабатываемого металла, и он
Нарост при резании металлов
Твёрдость нароста выше твёрдости обрабатываемого металла, и он
Факторы, влияющие на образование нароста:
1. Нарост образуется при обработке вязких металлов. При
Факторы, влияющие на образование нароста:
1. Нарост образуется при обработке вязких металлов. При

Положительное влияние нароста:
В некоторых условиях обработки, например при черновых операциях, наличие
Положительное влияние нароста:
В некоторых условиях обработки, например при черновых операциях, наличие
Отрицательное влияние нароста:
При чистовой обработке нарост нежелателен:
нарост то разрушается, то образуется
Отрицательное влияние нароста:
При чистовой обработке нарост нежелателен:
нарост то разрушается, то образуется
Усадка стружки
В результате деформации срезаемого слоя стружка оказывается короче того участка,
Усадка стружки
В результате деформации срезаемого слоя стружка оказывается короче того участка,
Усадка стружки
Продольная усадка стружки характеризуется коэффициентом усадки k,
т е k
Усадка стружки
Продольная усадка стружки характеризуется коэффициентом усадки k,
т е k
Факторы, влияющие на усадку стружки
1. Геометрические элементы режущей части резца (угол
Факторы, влияющие на усадку стружки
1. Геометрические элементы режущей части резца (угол
Упрочнение
В результате пластического деформирования срезаемого слоя металла изменяются его мех свойства
Упрочнение
В результате пластического деформирования срезаемого слоя металла изменяются его мех свойства
Упрочнение
Достоинства:
повышенные твёрдость, предел текучести и предел прочности, упрочненный слой более
Упрочнение
Достоинства:
повышенные твёрдость, предел текучести и предел прочности, упрочненный слой более
На величину и глубину упрочнения влияет:
1. Св-ва обрабатываемого металла: Чем
На величину и глубину упрочнения влияет:
1. Св-ва обрабатываемого металла: Чем
Общее кол-во теплоты определяется по формуле:
Q = Pz V кал/мин,
Общее кол-во теплоты определяется по формуле:
Q = Pz V кал/мин,
На кол-во теплоты влияет:
1. твёрдость и прочность обрабатываемого металла;
2. скорость резания;
3. размеры поперечного сечения
На кол-во теплоты влияет:
1. твёрдость и прочность обрабатываемого металла;
2. скорость резания;
3. размеры поперечного сечения
Износ инструмента
При движении стружки по передней поверхности резца и соприкосновении его
Износ инструмента
При движении стружки по передней поверхности резца и соприкосновении его
Три периода в течении времени работы инструмента
1 – период приработки (начальный
Три периода в течении времени работы инструмента
1 – период приработки (начальный
Виды износа
Абразивный износ происходит в результате царапания инструмента твёрдыми составляющими стружки
Виды износа
Абразивный износ происходит в результате царапания инструмента твёрдыми составляющими стружки
Виды износа
Молекулярный износ (адгезионный) происходит в результате действия сил молекулярного сцепления
Виды износа
Молекулярный износ (адгезионный) происходит в результате действия сил молекулярного сцепления

Виды износа
Диффузионный износ происходит в результате взаимного растворения материала инструмента и
Виды износа
Диффузионный износ происходит в результате взаимного растворения материала инструмента и

Критерии износа инструмента
1. Критерий блестящей полоски.
Резец считается изношенным и его
Критерии износа инструмента
1. Критерий блестящей полоски.
Резец считается изношенным и его
Критерии износа инструмента
2. Силовой критерий (критерий Шлезингера). Резец считается затупленным, когда
Критерии износа инструмента
2. Силовой критерий (критерий Шлезингера). Резец считается затупленным, когда
Критерии износа инструмента
3. Критерий оптимального износа.
Находит применение в исследовательских работах.
Критерии износа инструмента
3. Критерий оптимального износа.
Находит применение в исследовательских работах.
 Презентация к уроку Резьба по дереву (вводное занятие)
Презентация к уроку Резьба по дереву (вводное занятие) Презентация. Фелтинг. Брошь Мак
Презентация. Фелтинг. Брошь Мак Религия как социокультурный феномен
Религия как социокультурный феномен Електронні та друковані портфоліо
Електронні та друковані портфоліо Александр Трифонович Твардовский 1910-1971
Александр Трифонович Твардовский 1910-1971 Бумажная пластика. Игрушки на елке
Бумажная пластика. Игрушки на елке Самоходные погрузчики
Самоходные погрузчики СПб ГБПОУ Ленинградский машиностроительный техникум им. Ж.Я. Котина
СПб ГБПОУ Ленинградский машиностроительный техникум им. Ж.Я. Котина Кроссворд по правилам дорожного движения (с использованием клавиатуры)
Кроссворд по правилам дорожного движения (с использованием клавиатуры) Цветы в технике квиллинга
Цветы в технике квиллинга Кампания г. Санкт-Петербург: GRP 90.83 OTS 4039.30
Кампания г. Санкт-Петербург: GRP 90.83 OTS 4039.30 Способы решения показательных уравнений
Способы решения показательных уравнений Банк Хоум Кредит
Банк Хоум Кредит Экономика нефтегазовой отрасли
Экономика нефтегазовой отрасли Средиземноморская природная зона, или субтропики: жёстколистные вечнозелёные леса и кустарники, описание, климат, почвы
Средиземноморская природная зона, или субтропики: жёстколистные вечнозелёные леса и кустарники, описание, климат, почвы В бизнесе всё решают связью. Коммерческое предложение ПАО Ростелеком
В бизнесе всё решают связью. Коммерческое предложение ПАО Ростелеком Метод эквивалентного генератора
Метод эквивалентного генератора Мощность конвектора отопления
Мощность конвектора отопления Проект В лесном краю Почитаева
Проект В лесном краю Почитаева КОМПЬЮТЕРНАЯ ПРЕЗЕНТАЦИЯ ПО ГЕОГРАФИИ 11 КЛАСС ФРГ
КОМПЬЮТЕРНАЯ ПРЕЗЕНТАЦИЯ ПО ГЕОГРАФИИ 11 КЛАСС ФРГ Неделя игры и игрушки в подготовительной группе №8
Неделя игры и игрушки в подготовительной группе №8 Структура письма
Структура письма Актуальные проблемы транспортной инфраструктуры в субъектах России
Актуальные проблемы транспортной инфраструктуры в субъектах России Проектирование системы электроснабжения производственного цеха машиностроительного завода
Проектирование системы электроснабжения производственного цеха машиностроительного завода Механические процессы
Механические процессы Замбия Республикасы
Замбия Республикасы Презентация к исследованию
Презентация к исследованию Речной транспорт
Речной транспорт