- Формование металлов

Содержание
- 2. Формование металлов Литье; Деформация (обработка давлением); Резание; Получение изделий из порошков; Электрохимические и электрофизические методы обработки
- 3. Получение неразъемных соединений Сварка; Пайка металлов; Склеивание; Клепка
- 4. Поверхностная обработка материалов Наклеп; Нанесение покрытий (химических, гальванических, диффузионных, конверсионных и т.д.); Напыление; Полирование (механическое, химическое,
- 5. Модуль 5. Технология конструкционных материалов. Слайд 15.01
- 6. Литье металлов Литье металлов позволяет получить очень сложную деталь в одну операцию. Зачастую другими методами такую
- 7. Литейное производство - технологический процесс изготовления заготовок (отливок) путём заливки жидкого материала в специально приготовленные формы.
- 8. Литейные свойства металлов и сплавов. Слайд 15.05 Сплав, применяемый для получения отливок, наряду с определенными механическими
- 9. Ликвация – неоднородность по химическому составу в различных точках отливки. Различают дендритную и зональную ликвацию. При
- 10. Литейные сплавы Серый чугун – 74 % отливок; Другие виды чугунов – 3% Сталь – 21
- 11. Форма Форма – специальное приспособление для заливки конструкционного материала, имеющее внутри полость, соответствующую отливаемой детали. Литейные
- 12. Формы при литье Для получения отливок из цветных металлов, пластмасс и резины обычно используются многоразовые металлические
- 13. Формовочные и стержневые смеси. Слайд 15.08 При литье в землю формы изготавливаются из специальных смесей. Основой
- 14. Формовочные смеси Формовочный песок состоит из зерен кварца различной величины, и небольшого количества различных оксидов. Формовочные
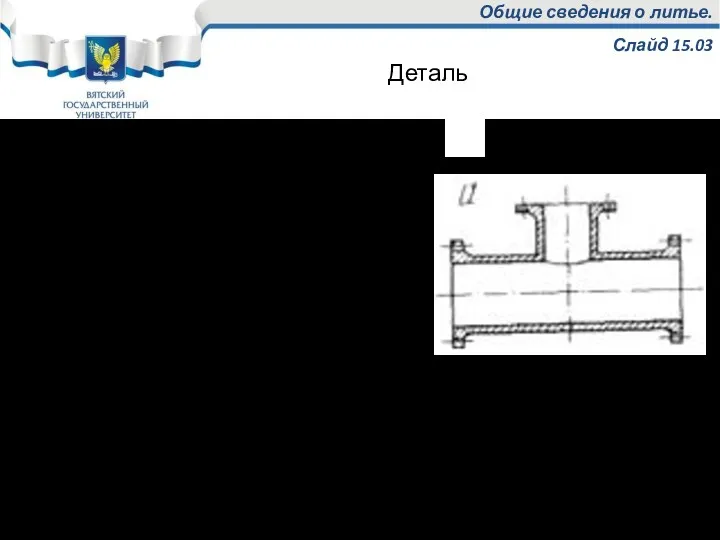
- 15. Общие сведения о литье. Слайд 15.03 Технология литья предполагает проведение следующих мероприятий: 1. Вначале делается чертеж
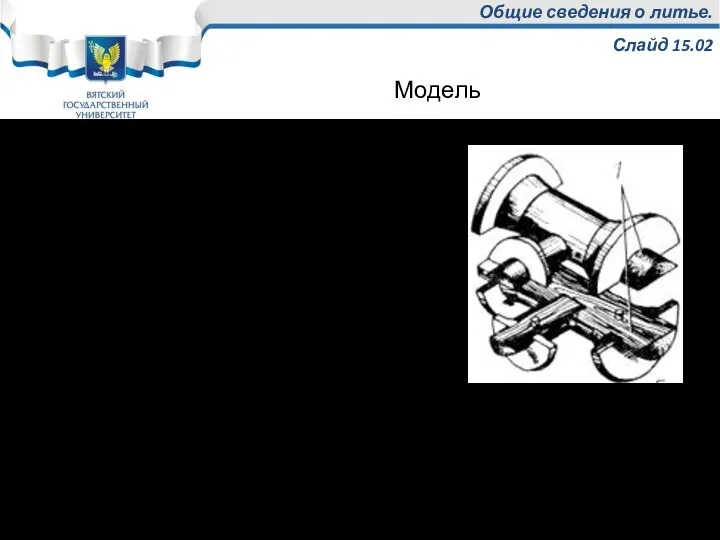
- 16. Общие сведения о литье. Слайд 15.02 4. Изготовление моделей. Модель представляет собой инструментальную оснастку, предназначенную для
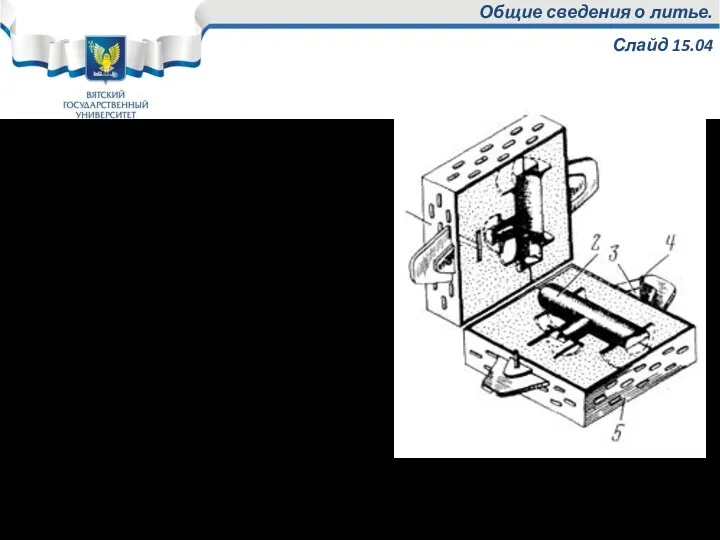
- 17. Общие сведения о литье. Слайд 15.04 5. Изготовление форм по модели производится с помощью специальных рамок,
- 18. Общие сведения о литье. Слайд 15.05 Литниковая система – это система подачи расплавленного металла в рабочую
- 19. Термины литья Выпор –специальные каналы в форме, предназначенные для удаления газов из основной полости формы. Прибыль
- 20. Стержневой ящик – инструментальная оснастка, предназначенная для получения стержней. Стержни изготавливаются сухими и должны быть достаточно
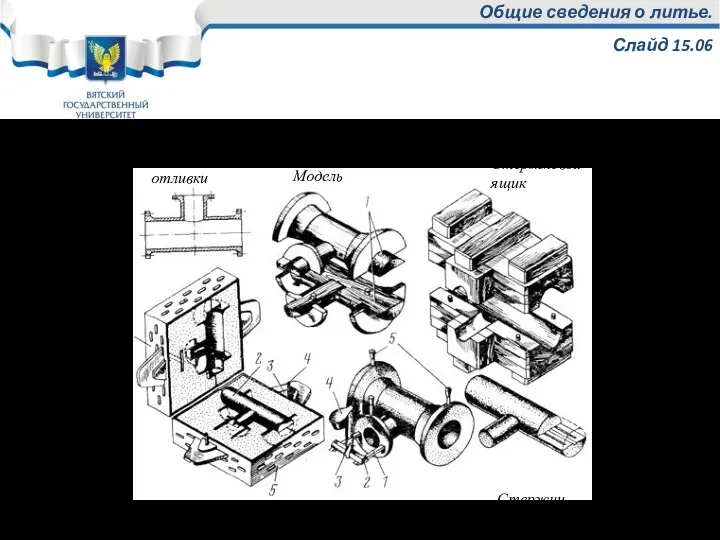
- 21. Общие сведения о литье. Слайд 15.06 Таким образом, в процессе литья используются следующие элементы: Чертёж отливки
- 22. Модельный комплект. Слайд 15.07 Модель и стержневые ящики образуют модельный комплект. Сейчас для создания модельного комплекта
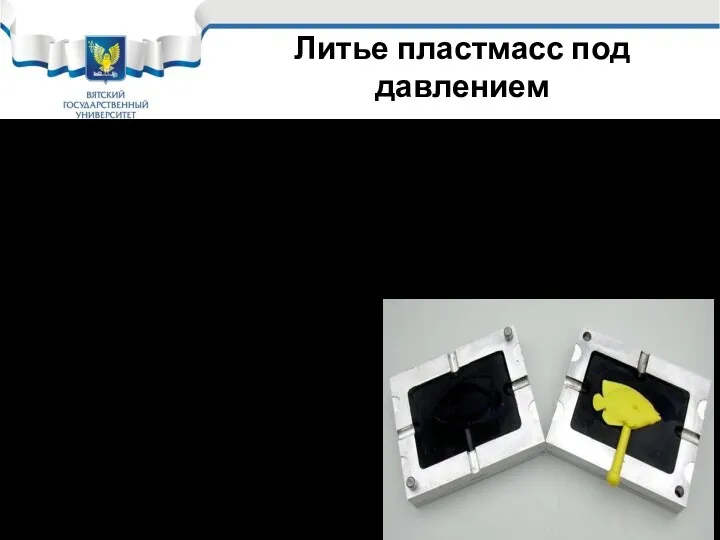
- 23. Литьё пластмасс под давлением — технологический процесс переработки пластмасс путем впрыска их расплава под давлением в
- 24. Литье пластмасс под давлением Сырье для литья представляет собой гранулы термопластов, термоэластопластов и термореактивные порошки. Термопластичные
- 25. Литье пластмасс под давлением В процессе литья специально подготовленный материал поступает в в узел пластификации и
- 26. Схема термопластавтомата Узел смыкания размыкания формы Узел пластикации
- 27. Литье пластмасс под давлением Основной и меняющейся частью термопластоаппарата является пресс-форма. Форма выполняется из двух полуформ,
- 29. Скачать презентацию
Формование металлов
Литье;
Деформация (обработка давлением);
Резание;
Получение изделий из порошков;
Электрохимические и электрофизические методы обработки
Формование металлов
Литье;
Деформация (обработка давлением);
Резание;
Получение изделий из порошков;
Электрохимические и электрофизические методы обработки
Получение неразъемных соединений
Сварка;
Пайка металлов;
Склеивание;
Клепка
Получение неразъемных соединений
Сварка;
Пайка металлов;
Склеивание;
Клепка
Поверхностная обработка материалов
Наклеп;
Нанесение покрытий (химических, гальванических, диффузионных, конверсионных и т.д.);
Напыление;
Полирование (механическое,
Поверхностная обработка материалов
Наклеп;
Нанесение покрытий (химических, гальванических, диффузионных, конверсионных и т.д.);
Напыление;
Полирование (механическое,
Модуль 5. Технология конструкционных материалов.
Слайд 15.01
Модуль 5. Технология конструкционных материалов.
Слайд 15.01
Литье металлов
Литье металлов позволяет получить очень сложную деталь в одну операцию.
Литье металлов
Литье металлов позволяет получить очень сложную деталь в одну операцию.
Литейное производство - технологический процесс изготовления заготовок (отливок) путём заливки жидкого
Литейные свойства металлов и сплавов.
Слайд 15.05
Сплав, применяемый для получения отливок, наряду
Литейные свойства металлов и сплавов.
Слайд 15.05
Сплав, применяемый для получения отливок, наряду
Ликвация – неоднородность по химическому составу в различных точках отливки.
Ликвация – неоднородность по химическому составу в различных точках отливки.
Литейные сплавы
Серый чугун – 74 % отливок;
Другие виды чугунов
Литейные сплавы
Серый чугун – 74 % отливок;
Другие виды чугунов
Форма
Форма – специальное приспособление для заливки конструкционного материала, имеющее внутри полость,
Форма
Форма – специальное приспособление для заливки конструкционного материала, имеющее внутри полость,
Формы при литье
Для получения отливок из цветных металлов, пластмасс и резины
Формы при литье
Для получения отливок из цветных металлов, пластмасс и резины
Формовочные и стержневые смеси.
Слайд 15.08
При литье в землю формы изготавливаются из
Формовочные и стержневые смеси.
Слайд 15.08
При литье в землю формы изготавливаются из
Формовочные смеси
Формовочный песок состоит из зерен кварца различной величины, и небольшого
Формовочные смеси
Формовочный песок состоит из зерен кварца различной величины, и небольшого
Общие сведения о литье.
Слайд 15.03
Технология литья предполагает проведение следующих мероприятий: 1.
Общие сведения о литье.
Слайд 15.03
Технология литья предполагает проведение следующих мероприятий: 1.
Общие сведения о литье.
Слайд 15.02
4. Изготовление моделей.
Модель представляет собой инструментальную оснастку,
Общие сведения о литье.
Слайд 15.02
4. Изготовление моделей.
Модель представляет собой инструментальную оснастку,
Общие сведения о литье.
Слайд 15.04
5. Изготовление форм по модели производится с
Общие сведения о литье.
Слайд 15.04
5. Изготовление форм по модели производится с

Общие сведения о литье.
Слайд 15.05
Литниковая система – это система подачи расплавленного
Общие сведения о литье.
Слайд 15.05
Литниковая система – это система подачи расплавленного
Термины литья
Выпор –специальные каналы в форме, предназначенные для удаления газов из
Термины литья
Выпор –специальные каналы в форме, предназначенные для удаления газов из

Стержневой ящик – инструментальная оснастка, предназначенная для получения стержней.
Стержни изготавливаются сухими
Стержневой ящик – инструментальная оснастка, предназначенная для получения стержней.
Стержни изготавливаются сухими
Общие сведения о литье.
Слайд 15.06
Таким образом, в процессе литья используются следующие
Общие сведения о литье.
Слайд 15.06
Таким образом, в процессе литья используются следующие
Модельный комплект.
Слайд 15.07
Модель и стержневые ящики образуют модельный комплект.
Сейчас для
Модельный комплект.
Слайд 15.07
Модель и стержневые ящики образуют модельный комплект.
Сейчас для
Литьё пластмасс под давлением — технологический процесс переработки пластмасс путем впрыска их расплава под
Литьё пластмасс под давлением — технологический процесс переработки пластмасс путем впрыска их расплава под

Литье пластмасс под давлением
Сырье для литья представляет собой гранулы термопластов, термоэластопластов
Литье пластмасс под давлением
Сырье для литья представляет собой гранулы термопластов, термоэластопластов

Литье пластмасс под давлением
В процессе литья специально подготовленный материал поступает в
Литье пластмасс под давлением
В процессе литья специально подготовленный материал поступает в

Схема термопластавтомата
Узел смыкания размыкания формы
Узел пластикации
Схема термопластавтомата
Узел смыкания размыкания формы
Узел пластикации
Литье пластмасс под давлением
Основной и меняющейся частью термопластоаппарата является пресс-форма. Форма
Литье пластмасс под давлением
Основной и меняющейся частью термопластоаппарата является пресс-форма. Форма
 Кислоты
Кислоты Фрида Кало
Фрида Кало Предприятие в условиях рыночной экономики. (Тема 1)
Предприятие в условиях рыночной экономики. (Тема 1) Пассажирские перевозки на железнодорожном транспорте
Пассажирские перевозки на железнодорожном транспорте Геометрическая резьба
Геометрическая резьба Инфекционные болезни свиней
Инфекционные болезни свиней Первоначальные попытки классификации химических элементов. Понятие о группах сходных элементов
Первоначальные попытки классификации химических элементов. Понятие о группах сходных элементов Зона смешанных и широколиственных лесов
Зона смешанных и широколиственных лесов Чертёж градостроительного плана земельного участка
Чертёж градостроительного плана земельного участка Тредмил-тест и велоэргометрия
Тредмил-тест и велоэргометрия Заболевания внутреннего уха. Болезнь Меньера. Отосклероз
Заболевания внутреннего уха. Болезнь Меньера. Отосклероз Сотрудничество и сотворчество педагога
Сотрудничество и сотворчество педагога Ингибиторы протонной помпы
Ингибиторы протонной помпы 02. технология 6-А кл
02. технология 6-А кл Лента времени. Наушники
Лента времени. Наушники День Победы
День Победы Схемотехника телекоммуникационных устройств. Аналоговые электронные устройства
Схемотехника телекоммуникационных устройств. Аналоговые электронные устройства Классный час Символы Российского государства
Классный час Символы Российского государства Классификации профессий. Признаки профессии
Классификации профессий. Признаки профессии Архитектура Intel Core
Архитектура Intel Core Папулечка, С Днем Рождения!!!
Папулечка, С Днем Рождения!!! Этика иудаизма
Этика иудаизма 7 класс: История открытия и исследования Африки
7 класс: История открытия и исследования Африки Презентация уголка по развитию речи
Презентация уголка по развитию речи Презентация к классному часу Вред курения
Презентация к классному часу Вред курения АСПО. Характеристика асфальтосмолопарафиновых отложений
АСПО. Характеристика асфальтосмолопарафиновых отложений Персонажи славянской мифологии, связанные с повседневной жизнью людей
Персонажи славянской мифологии, связанные с повседневной жизнью людей Солнечная цыпа. Упражнения для детей в произношении звука [ц]
Солнечная цыпа. Упражнения для детей в произношении звука [ц]