- Фрезерные станки

Содержание
- 2. Фрезерный станок — станок для обработки металлических заготовок фрезой при поступательном перемещении заготовки.
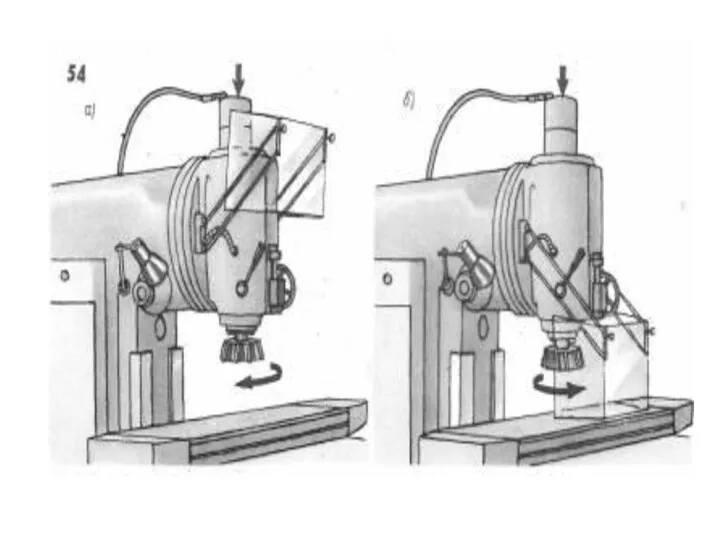
- 8. Праворежущими называют такие фрезы, которые при работе должны вращаться по часовой стрелке, если на фрезу смотреть
- 10. Фрезы с крупным зубом применяют для черновой и получистовой обработки плоскостей, фрезы с мелким зубом —
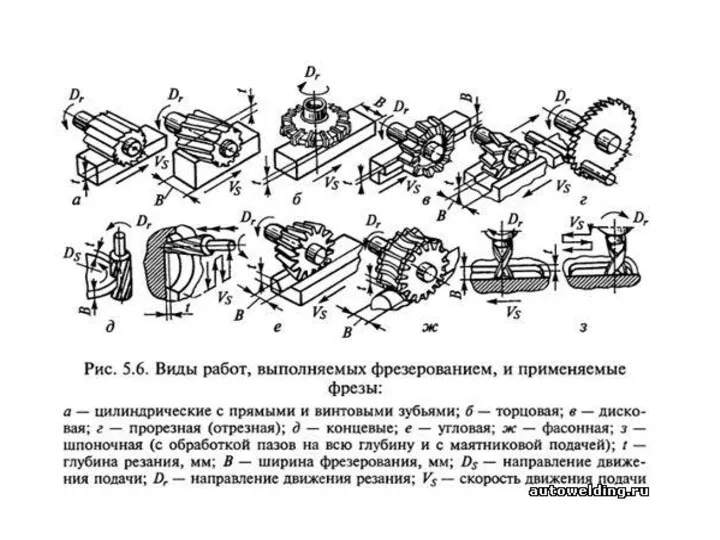
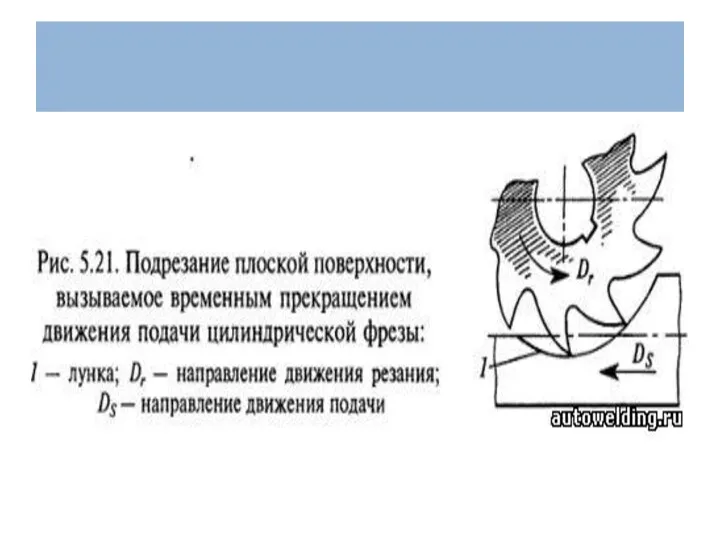
- 11. Обработка плоскости. Фреза по металлу цилиндрическая без торцевых зубов Фреза цилиндрическая винтовая
- 12. Цилиндрическая сдвоенная фреза
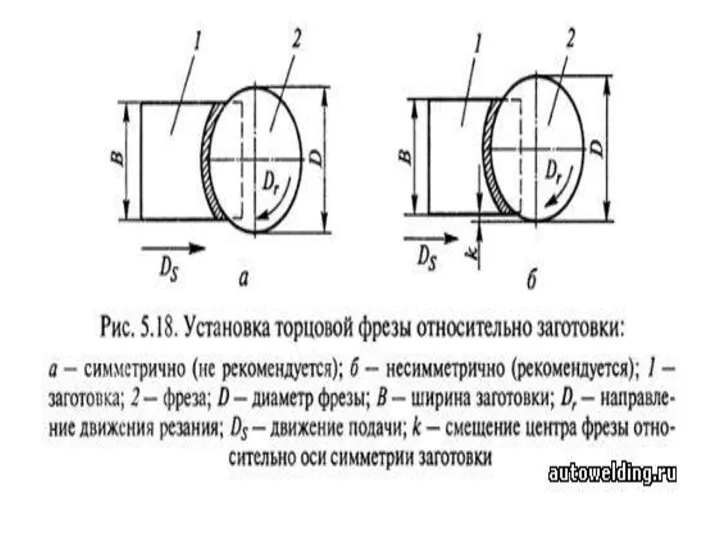
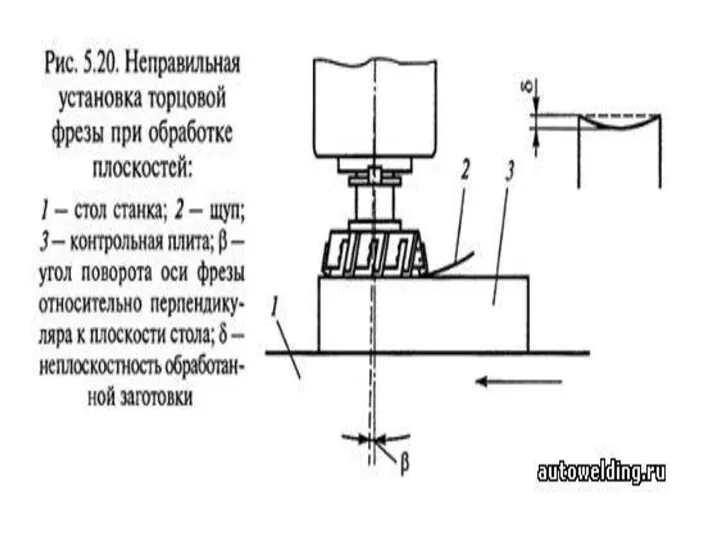
- 13. Торцовые фрезы
- 14. Торцовые фрезы большого диаметра (125 мм и выше) изготовляют насадными
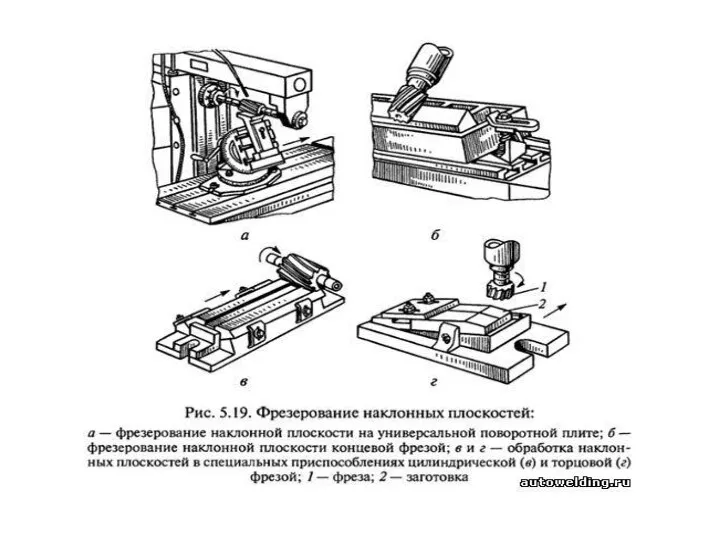
- 18. фрезерование наклонных плоскостей и скосов
- 19. Обработка шпоночных пазов
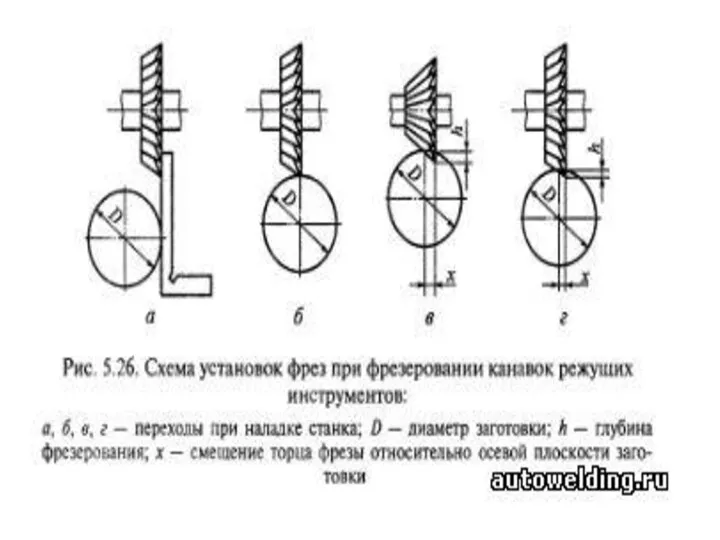
- 20. Обработка пазов Диаметр концевых фрез выбирают меньшим (до 0,1 мм) ширины канавки, так как при фрезеровании
- 21. Дисковые фрезы для обработки пазов
- 22. Обработка Т-образных пазов
- 24. Угловые фрезы используются при фрезеровании угловых пазов и наклонных плоскостей. А) одноугловые б) двухугловые в)симметричные двухугловые
- 25. Угловые фрезы малых размеров изготовляются концевыми с цилиндрическим или коническим хвостовиком.
- 27. Шпоночные фрезы
- 29. Обработка уступов
- 30. Разрезание заготовок
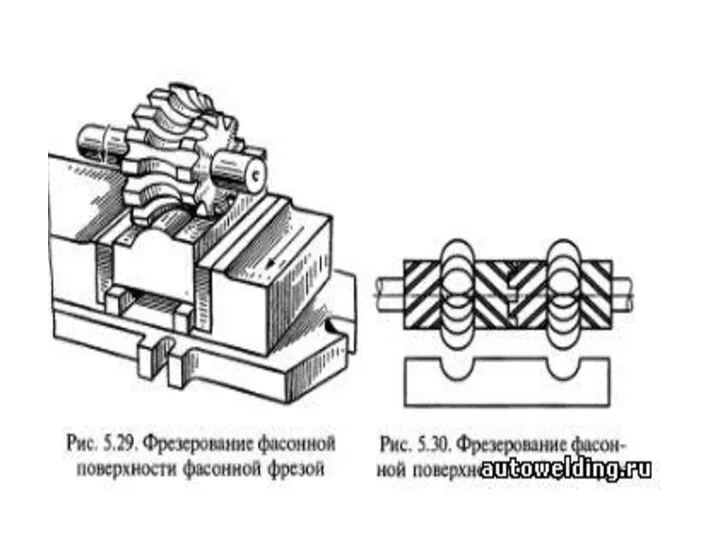
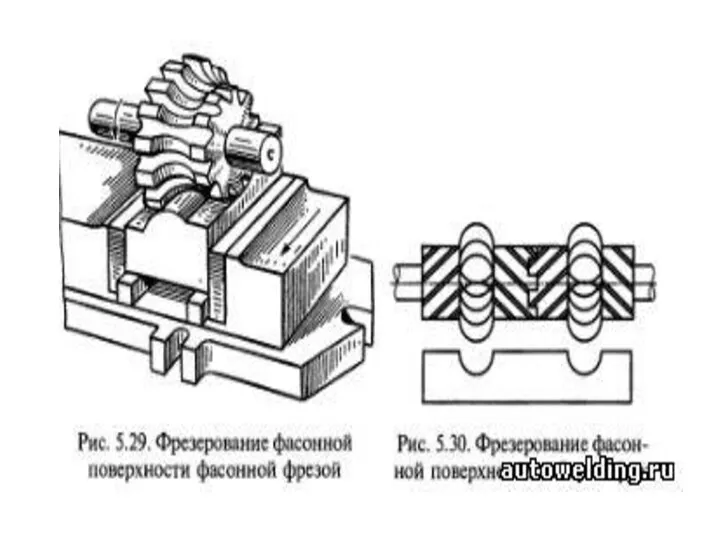
- 31. Обработка фасонных поверхностей Фасонные фрезы по конструкции зубьев разделяются на фрезы с затылованнымп зубьями и фрезы
- 32. Сборная фасонная фреза
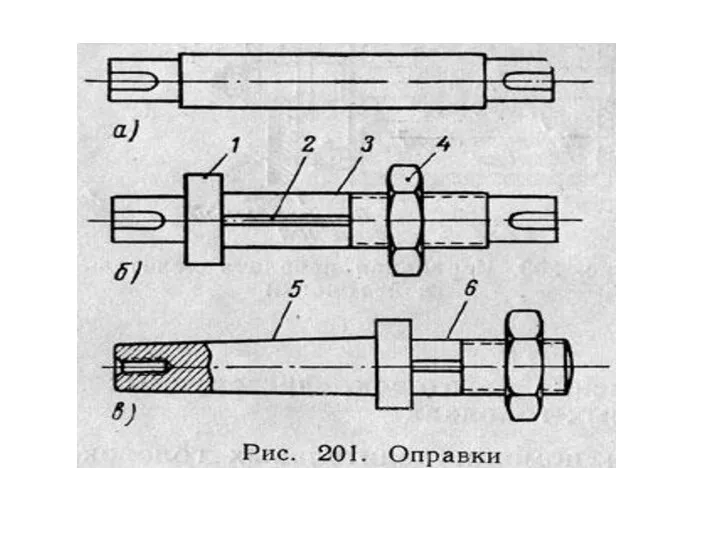
- 37. Оправка 3 для крепления цилиндрических и дисковых фрез 5 с установочными кольцами 4.
- 39. Фрезы с коническим посадочным отверстием закрепляют на конусе 2 фрезерной оправки с помощью вкладыша 3 и
- 40. Фрезы с цилиндрическим посадочным отверстием крепят непосредственно на цилиндрическом конце шпинделя
- 41. Для расположения одной или нескольких фрез на оправке пользуются установочными кольцами двух типов различной ширины
- 42. Если невозможно установить фрезу вблизи шпинделя, рекомендуется применять дополнительную подвесную серьгу 1 .
- 43. Классификация фрезерных станков 1. Станки консольно-фрезерные: а) горизонтально-фрезерные (с неповоротным столом); б) горизонтально-фрезерные с поворотным столом
- 44. 612 консольный вертикально-фрезерный станок второго размера или со столом 320Х 1250 мм. Продольно-фрезерный станок 6662 имеет
- 45. Фрезерной бабкой называется узел станка, в котором смонтированы механизмы, обеспечивающие фрезе вращательное движение v.
- 46. Тяжелые детали обрабатывают на фрезерных станках с крестовым столом . Стол при перемещениях выходит за пределы
- 47. По направляющим основания в поперечном направлении перемещаются салазки , по направляющим которых перемещается в продольном направлении
- 48. Хобот станка- часть станины станка в виде горизонтальной консольной балки, которая обычно может перемещаться в продольном
- 49. вертикальные бесконсольные Шпиндель расположен вертикально и перемещается в этом же направлении. Перемещение стола происходит только в
- 50. консольные вертикально-фрезерные Здесь шпиндель расположен вертикально. Перемещается вертикально, но есть модели с поворотным шпинделем. Перемещение стола
- 51. Вертикально-фрезерный консольный станок 1 — фреза 2 — шпиндель 3 — хобот 4 — стойка 5
- 52. Консоль фрезерного станка представляет собой деталь коробчатой формы. Она перемещается по вертикальным направляющим станины. Салазки ,
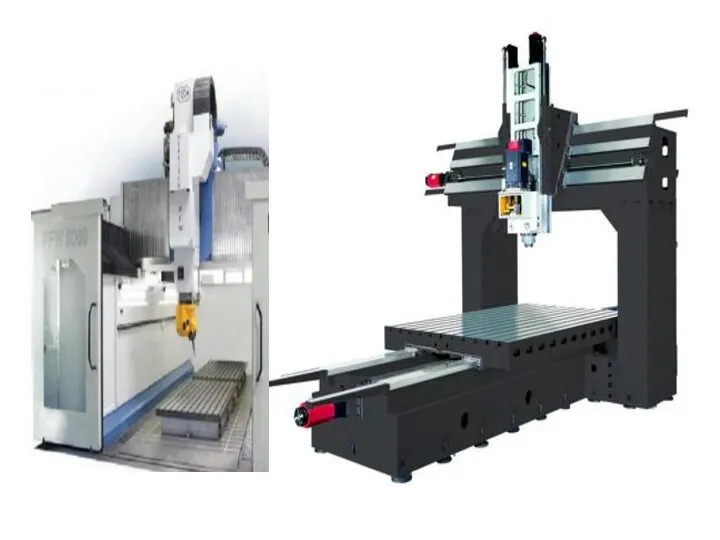
- 53. продольно-фрезерные При одно и двух стоечном исполнении имеют до трех горизонтальных и вертикальных шпинделей. Шпиндельные бабки
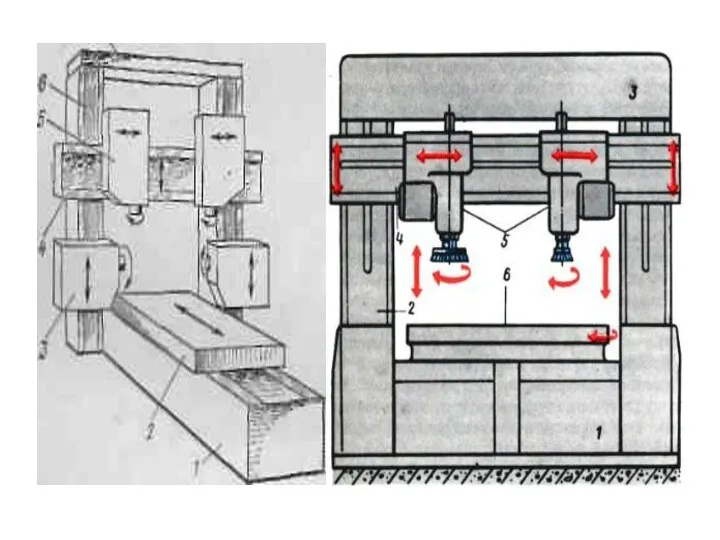
- 54. Продольно-фрезерный станок двухстоечный -стол перемещается по направляющим станины только в продольном направлении. Два других взаимно перпендикулярных
- 56. Горизонтальные консольно-фрезерные станки. 1 – оправка; 2 – фреза; 3 – тиски; 4 – деталь; 5
- 57. Горизонтально-фрезерный консольный станок 1 — фундаментная плита 2 — станина 3 — консоль 4 — салазки
- 58. Горизонтально-фрезерные станки характеризуются горизонтальным расположением шпинделя и наличием у станка трех взаимно перпендикулярных движений — продольного,
- 59. консольные универсально-фрезерные
- 60. Отличие универсальных консольно-фрезерных станков от горизонтальных заключается только в возможности поворота стола относительно вертикальной оси.
- 62. Станки широкоуниверсальные фрезерные. Отличием станков этой группы от группы универсальных станков, имеющих только основной горизонтальный шпиндель,
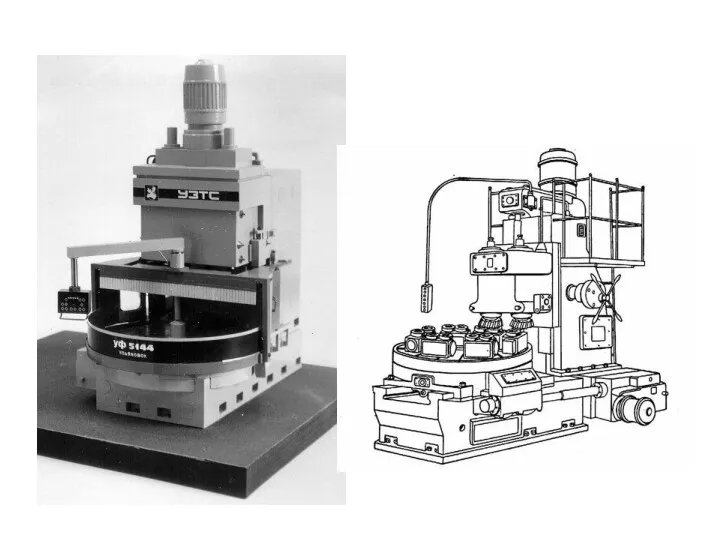
- 64. Фрезерные станки непрерывного действия: а — карусельный; б — барабанный
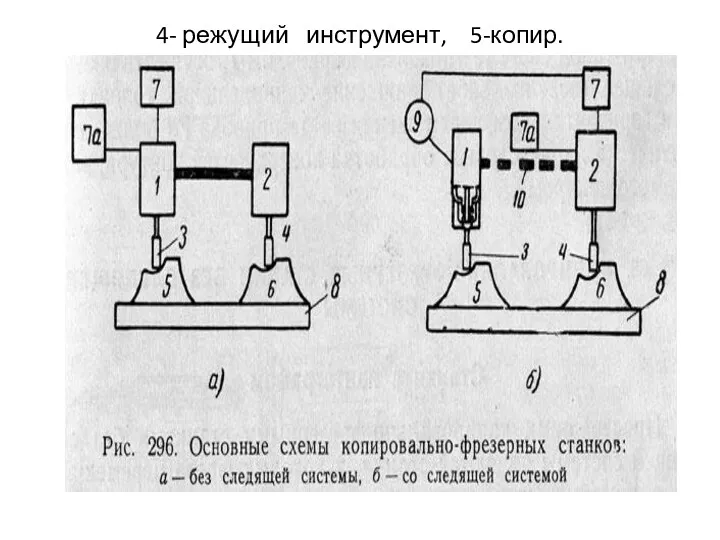
- 67. копировально- фрезерные для обработки деталей, имеющих сложные криволинейные поверхности По своему принципу подразделяются на станки прямого
- 68. 4- режущий инструмент, 5-копир.
- 69. Методы фрезерования криволинейной поверхности
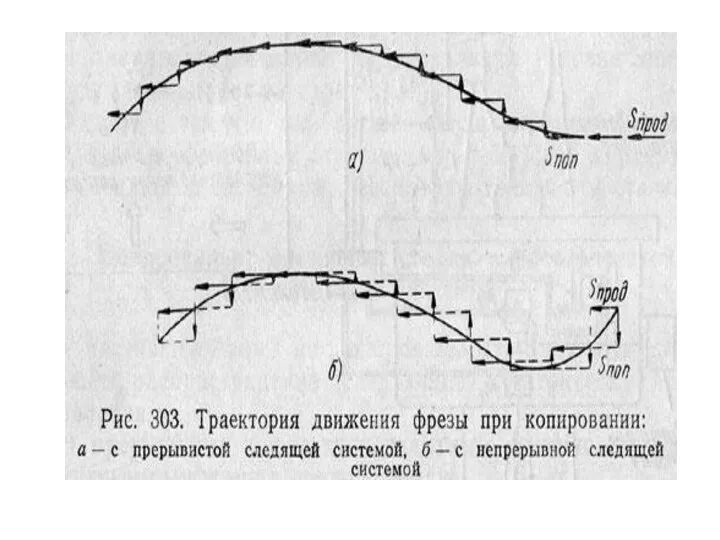
- 70. Станки с прерывистой системой управления-копирование в рассмотренной схеме получается в результате попеременного включения вертикальной и продольной
- 72. станки с непрерывной системой управления обеспечивают высокую точность копирования только при обработке заготовок с плавным изменением
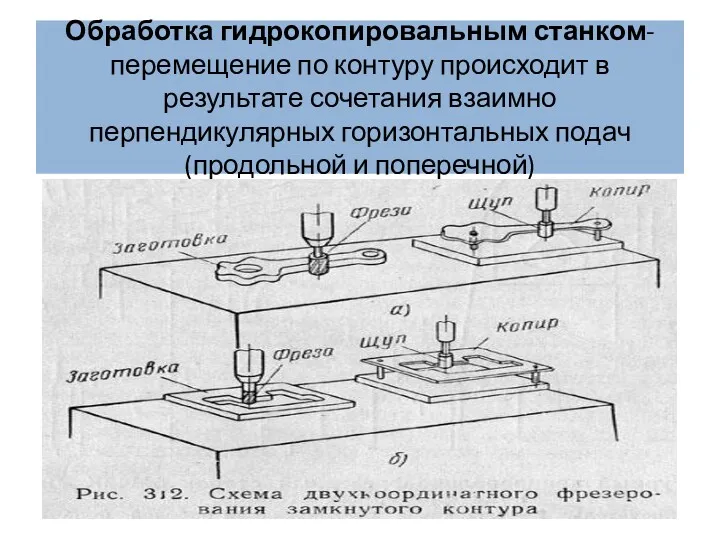
- 73. Обработка гидрокопировальным станком-перемещение по контуру происходит в результате сочетания взаимно перпендикулярных горизонтальных подач (продольной и поперечной)
- 74. Настольные фрезерные станки сверление отверстий, нарезание резьбы, горизонтальное фрезерование цилиндрическими, дисковыми, фасонными, и другими фрезами, вертикальное
- 75. Настольные фрезерные станки с ЧПУ для выполнения фрезерных работ, сверления, Зенкерования и растачивания отверстий на деталях
- 77. Фрезерные станки с ЧПУ
- 78. Фрезерные обрабатывающие центры с ЧПУ широкий диапазон фрезерных, сверлильных и растачивающих операций Выпускается два типа станков:
- 79. При работе на фрезерных станках для закрепления заготовок широко применяют универсально-сборные приспособления (УСП), которые собирают из
- 80. Нередко на фрезерных станках (как и на токарных) для закрепления заготовок, имеющих цилиндрические поверхности, используют кулачковые
- 81. КРЕПЛЕНИЕ ЗАГОТОВОК
- 83. Виды движений Главное движение резания Движение подачи вспомогательные
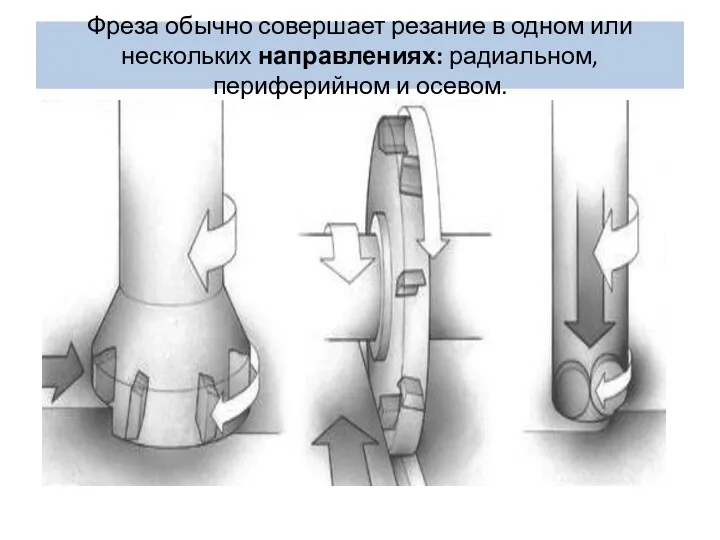
- 84. Фреза обычно совершает резание в одном или нескольких направлениях: радиальном, периферийном и осевом.
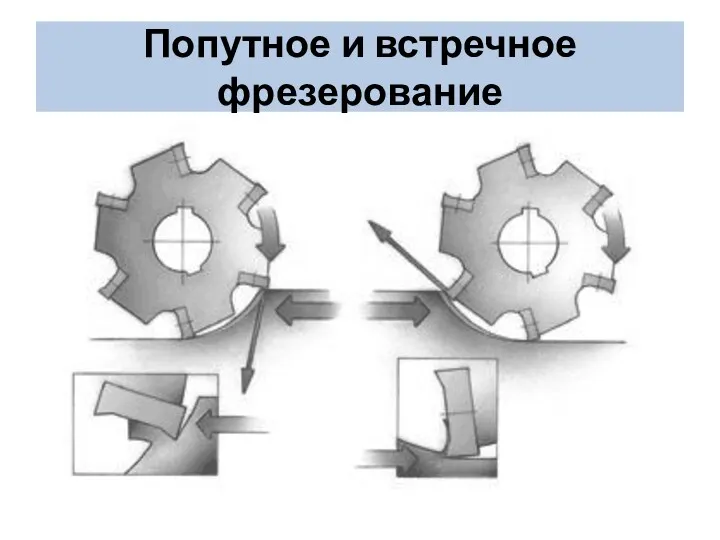
- 85. Попутное и встречное фрезерование
- 86. Попутное фрезерование или фрезерование по подаче – это способ, при котором направления движения заготовки и вектора
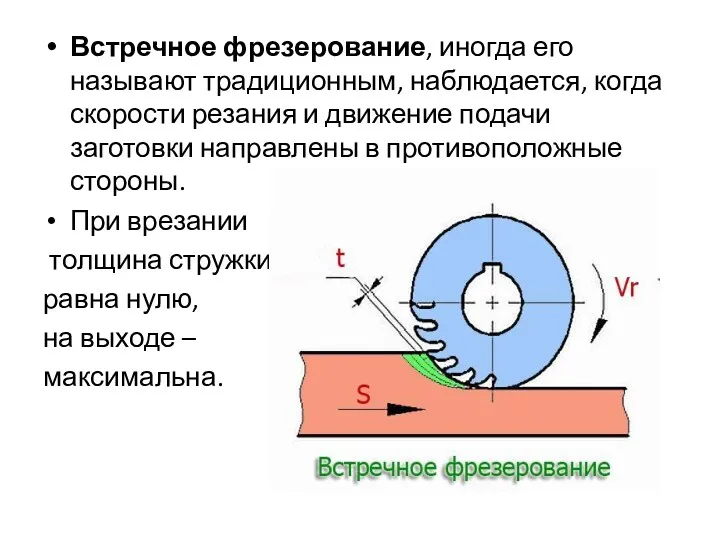
- 87. Встречное фрезерование, иногда его называют традиционным, наблюдается, когда скорости резания и движение подачи заготовки направлены в
- 88. Встречное фрезерование применяют для вязких материалов, а попутное — для хрупких, чтобы не допустить выкрашивания кромки
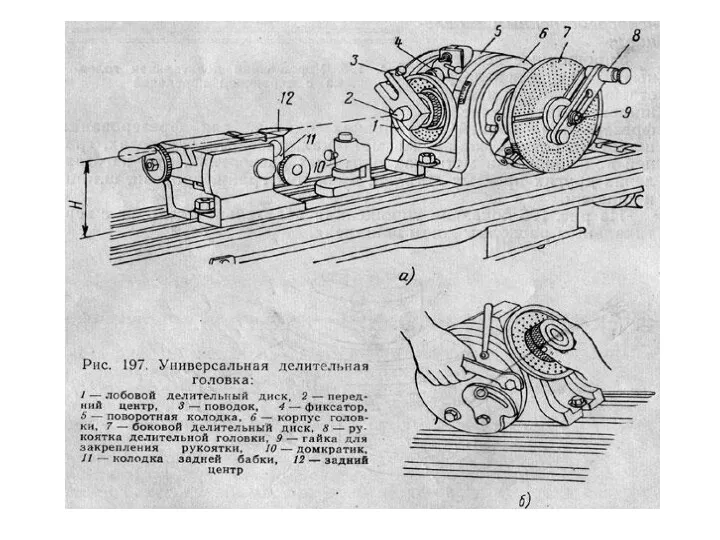
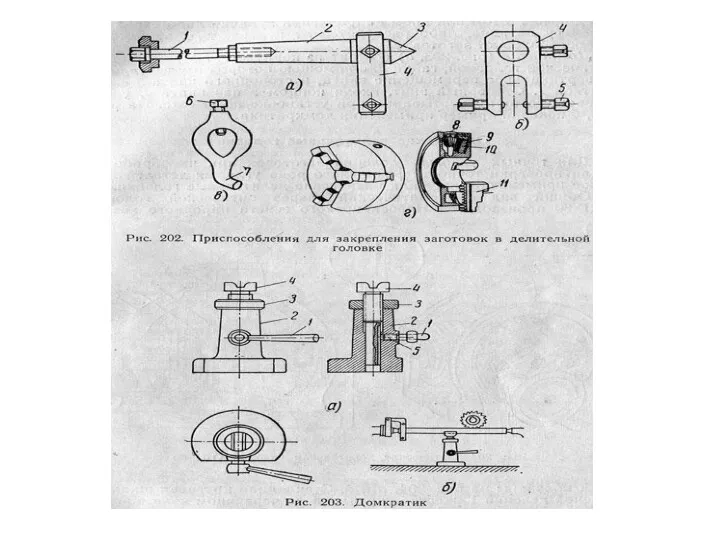
- 89. Делительные головки используют в основном на консольных и широкоуниверсальных станках для закрепления заготовки и поворота ее
- 90. УДГ служит а) для установки оси обрабатываемой заготовки под требуемым углом относительно стола станка (горизонтально, вертикально,
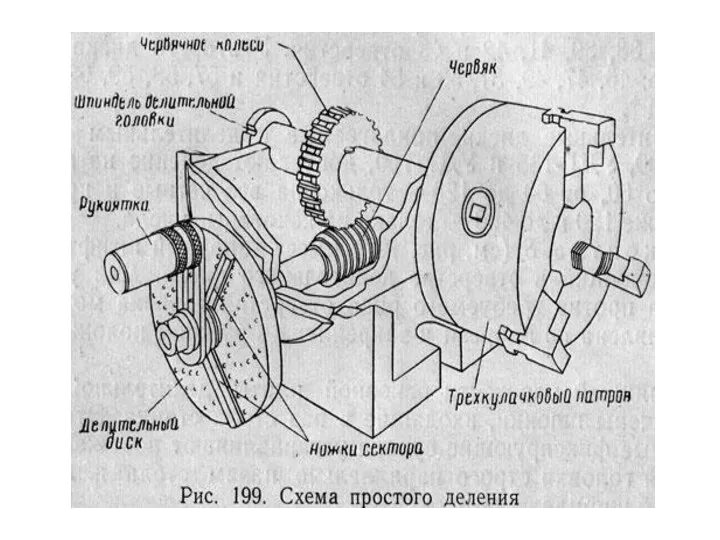
- 91. для одного полного оборота шпинделя делительной головки надо рукоятке (червяку) сообщить 40 оборотов ;
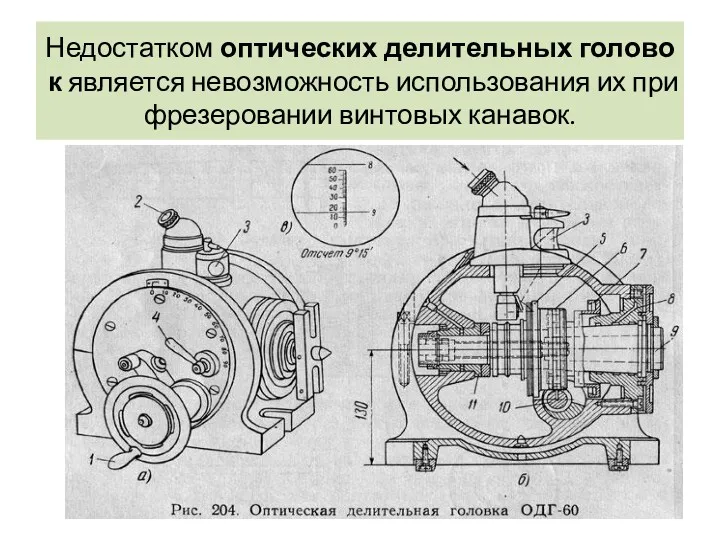
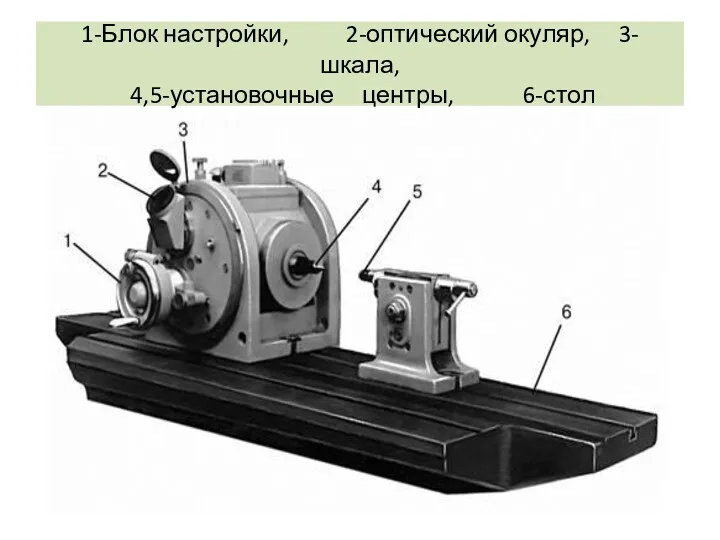
- 97. Недостатком оптических делительных головок является невозможность использования их при фрезеровании винтовых канавок.
- 98. 1-Блок настройки, 2-оптический окуляр, 3-шкала, 4,5-установочные центры, 6-стол
- 100. Скачать презентацию

Фрезерный станок — станок для обработки металлических заготовок фрезой при
Фрезерный станок — станок для обработки металлических заготовок фрезой при

Праворежущими называют такие фрезы, которые при работе должны вращаться по часовой
Праворежущими называют такие фрезы, которые при работе должны вращаться по часовой
Фрезы с крупным зубом применяют для черновой и получистовой обработки плоскостей,
Фрезы с крупным зубом применяют для черновой и получистовой обработки плоскостей,

Обработка плоскости.
Фреза по металлу цилиндрическая без торцевых зубов
Фреза цилиндрическая винтовая
Обработка плоскости.
Фреза по металлу цилиндрическая без торцевых зубов
Фреза цилиндрическая винтовая

Цилиндрическая сдвоенная фреза
Цилиндрическая сдвоенная фреза

Торцовые фрезы
Торцовые фрезы

Торцовые фрезы большого диаметра (125 мм и выше) изготовляют насадными
Торцовые фрезы большого диаметра (125 мм и выше) изготовляют насадными

фрезерование наклонных плоскостей и скосов
фрезерование наклонных плоскостей и скосов
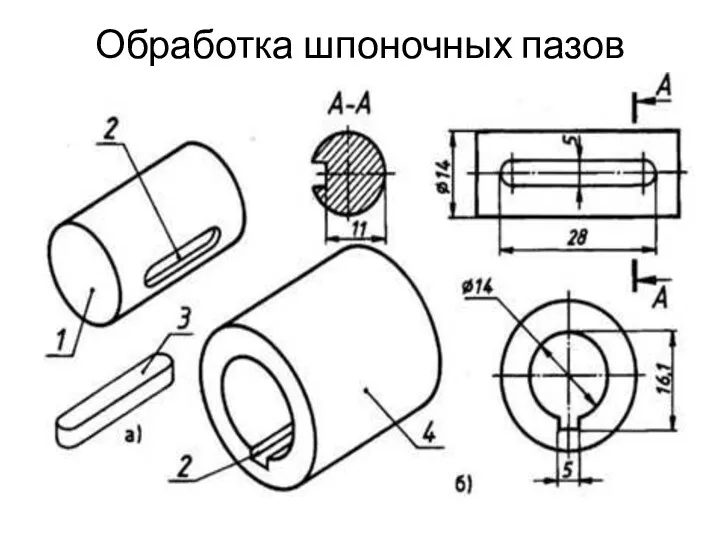
Обработка шпоночных пазов
Обработка шпоночных пазов

Обработка пазов
Диаметр концевых
фрез выбирают
меньшим (до 0,1 мм)
ширины канавки,
Обработка пазов
Диаметр концевых
фрез выбирают
меньшим (до 0,1 мм)
ширины канавки,

Дисковые фрезы для обработки пазов
Дисковые фрезы для обработки пазов

Обработка Т-образных пазов
Обработка Т-образных пазов


Угловые фрезы используются при фрезеровании угловых пазов и наклонных плоскостей.
А)
Угловые фрезы используются при фрезеровании угловых пазов и наклонных плоскостей. А)

Угловые фрезы малых размеров изготовляются концевыми с цилиндрическим или коническим хвостовиком.
Угловые фрезы малых размеров изготовляются концевыми с цилиндрическим или коническим хвостовиком.

Шпоночные фрезы
Шпоночные фрезы
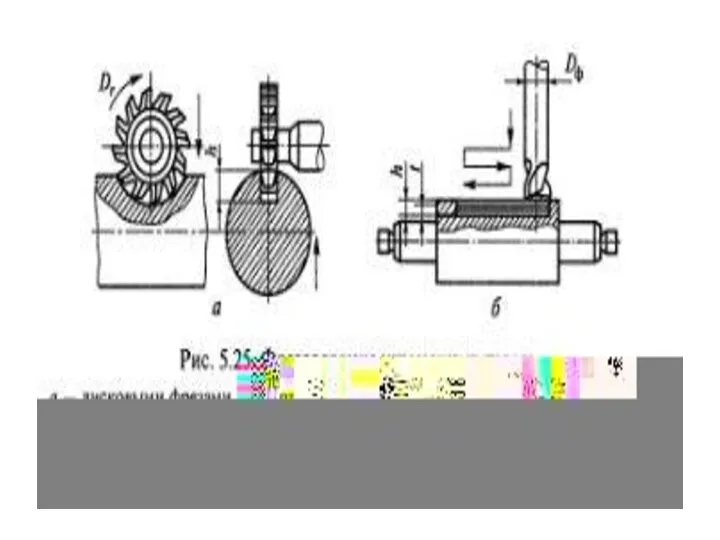
Обработка уступов
Обработка уступов
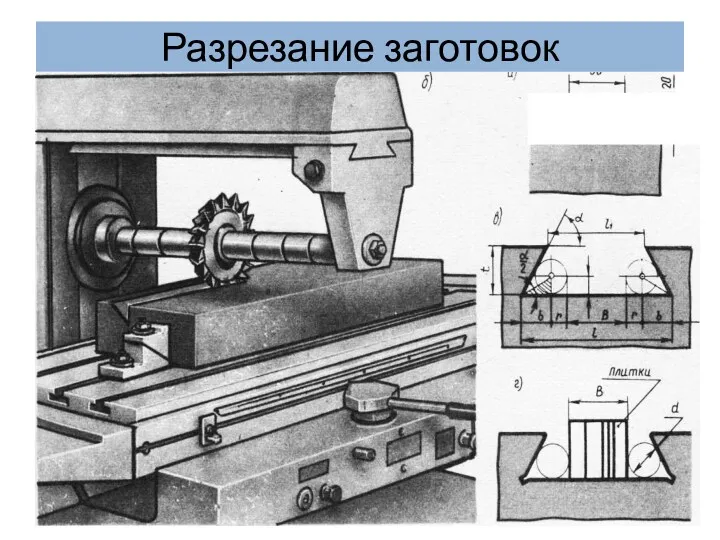
Разрезание заготовок
Разрезание заготовок

Обработка фасонных поверхностей
Фасонные фрезы по конструкции зубьев разделяются на фрезы с
Обработка фасонных поверхностей
Фасонные фрезы по конструкции зубьев разделяются на фрезы с

Сборная фасонная фреза
Сборная фасонная фреза

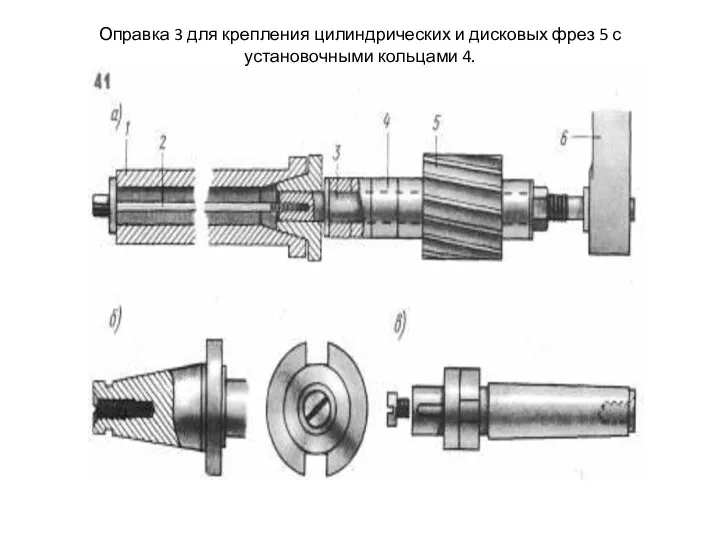
Оправка 3 для крепления цилиндрических и дисковых фрез 5 с установочными
Оправка 3 для крепления цилиндрических и дисковых фрез 5 с установочными
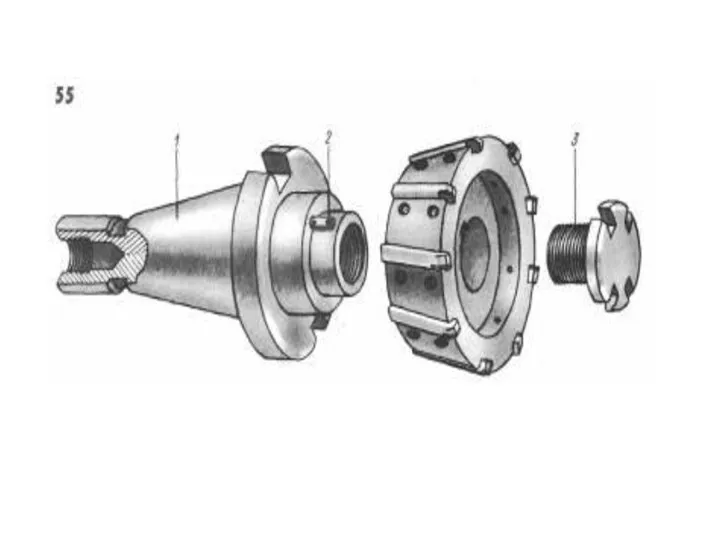
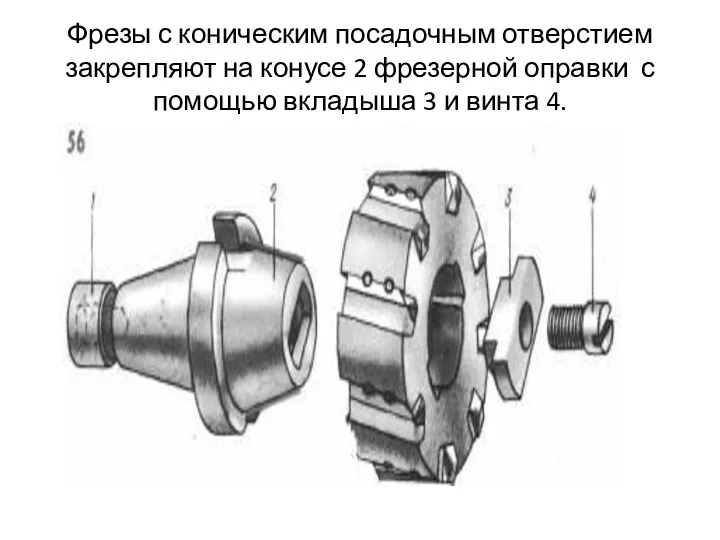
Фрезы с коническим посадочным отверстием закрепляют на конусе 2 фрезерной оправки
Фрезы с коническим посадочным отверстием закрепляют на конусе 2 фрезерной оправки
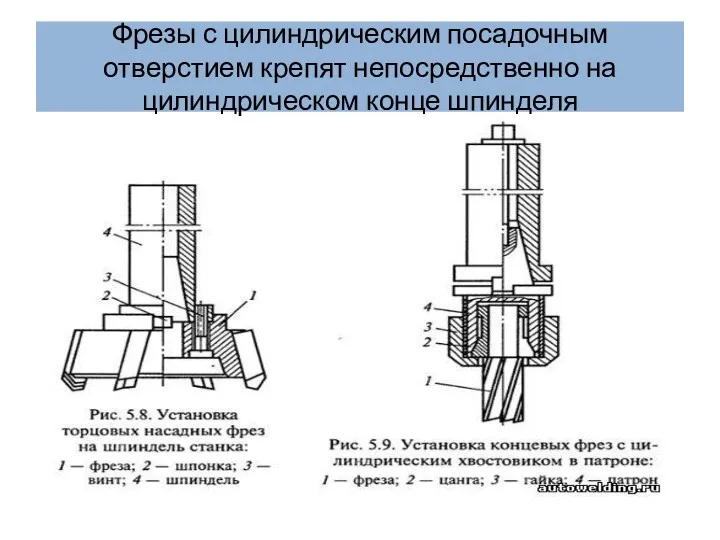
Фрезы с цилиндрическим посадочным отверстием крепят непосредственно на цилиндрическом конце шпинделя
Фрезы с цилиндрическим посадочным отверстием крепят непосредственно на цилиндрическом конце шпинделя

Для расположения одной или нескольких фрез на оправке пользуются установочными кольцами
Для расположения одной или нескольких фрез на оправке пользуются установочными кольцами

Если невозможно установить фрезу вблизи шпинделя, рекомендуется применять дополнительную подвесную серьгу
Если невозможно установить фрезу вблизи шпинделя, рекомендуется применять дополнительную подвесную серьгу
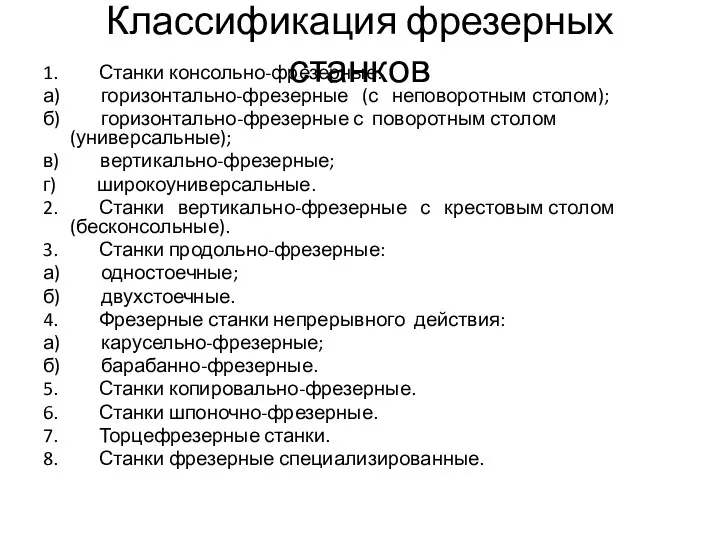
Классификация фрезерных станков
1. Станки консольно-фрезерные:
а) горизонтально-фрезерные (с неповоротным столом);
б) горизонтально-фрезерные с
Классификация фрезерных станков
1. Станки консольно-фрезерные:
а) горизонтально-фрезерные (с неповоротным столом);
б) горизонтально-фрезерные с
612 консольный вертикально-фрезерный станок второго размера или со столом 320Х 1250
612 консольный вертикально-фрезерный станок второго размера или со столом 320Х 1250
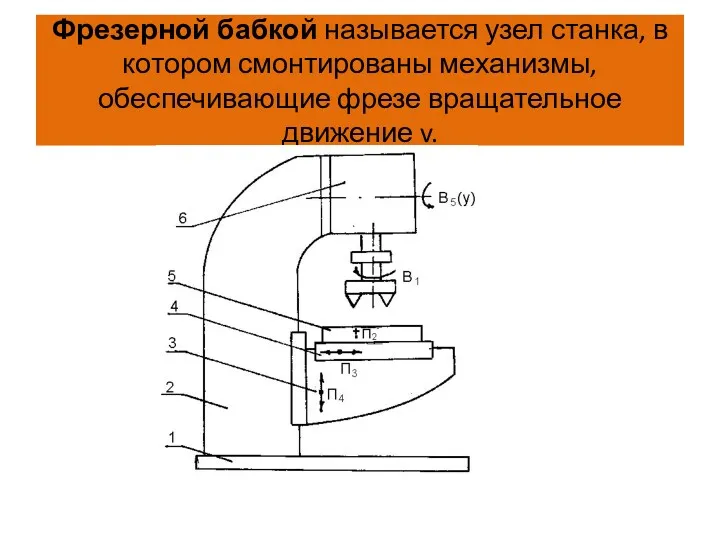
Фрезерной бабкой называется узел станка, в котором смонтированы механизмы, обеспечивающие фрезе
Фрезерной бабкой называется узел станка, в котором смонтированы механизмы, обеспечивающие фрезе

Тяжелые детали обрабатывают на фрезерных станках с крестовым столом .
Стол
Тяжелые детали обрабатывают на фрезерных станках с крестовым столом .
Стол

По направляющим основания в поперечном направлении
перемещаются салазки , по направляющим
По направляющим основания в поперечном направлении перемещаются салазки , по направляющим

Хобот станка- часть станины станка в виде горизонтальной консольной балки, которая
Хобот станка- часть станины станка в виде горизонтальной консольной балки, которая

вертикальные бесконсольные
Шпиндель расположен
вертикально и
перемещается в
этом же направлении.
Перемещение
вертикальные бесконсольные
Шпиндель расположен
вертикально и
перемещается в
этом же направлении.
Перемещение

консольные вертикально-фрезерные
Здесь шпиндель расположен
вертикально.
Перемещается вертикально,
но есть модели с
консольные вертикально-фрезерные
Здесь шпиндель расположен
вертикально.
Перемещается вертикально,
но есть модели с

Вертикально-фрезерный консольный станок
1 — фреза
2 — шпиндель
3 — хобот
4 — стойка
5
Вертикально-фрезерный консольный станок
1 — фреза
2 — шпиндель
3 — хобот
4 — стойка
5
Консоль фрезерного станка представляет собой деталь коробчатой формы. Она перемещается по
Консоль фрезерного станка представляет собой деталь коробчатой формы. Она перемещается по
продольно-фрезерные
При одно и двух стоечном исполнении имеют до трех горизонтальных и
продольно-фрезерные
При одно и двух стоечном исполнении имеют до трех горизонтальных и
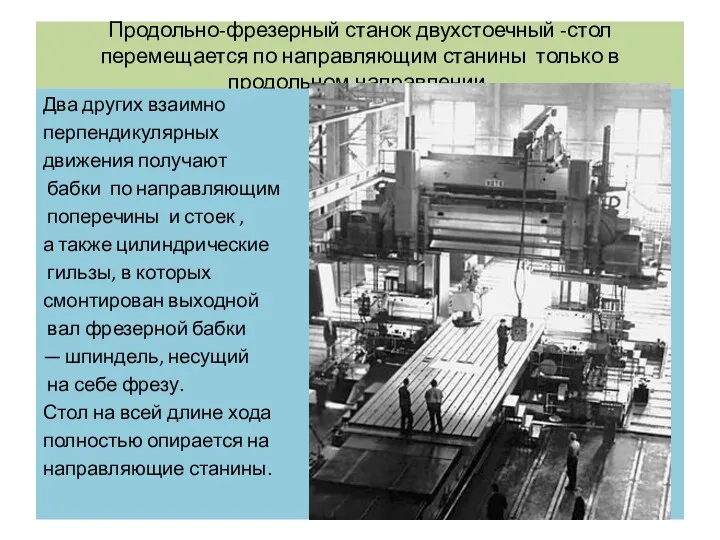
Продольно-фрезерный станок двухстоечный -стол перемещается по направляющим станины только в продольном
Продольно-фрезерный станок двухстоечный -стол перемещается по направляющим станины только в продольном
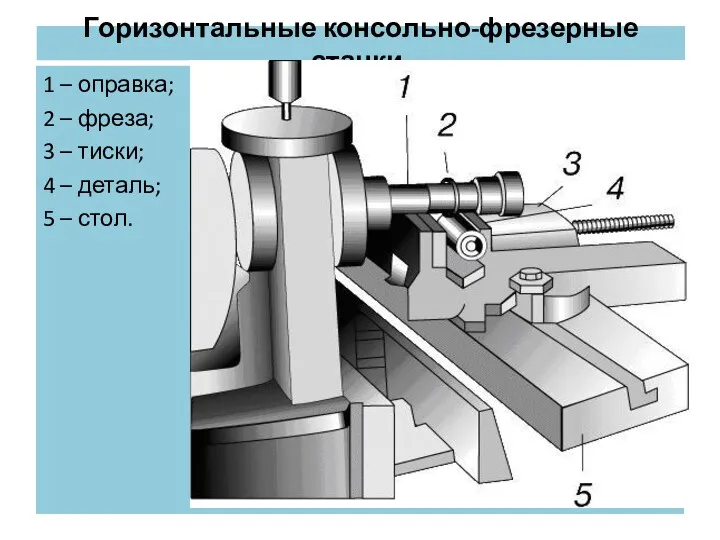
Горизонтальные консольно-фрезерные станки.
1 – оправка;
2 – фреза;
3 –
Горизонтальные консольно-фрезерные станки.
1 – оправка;
2 – фреза;
3 –
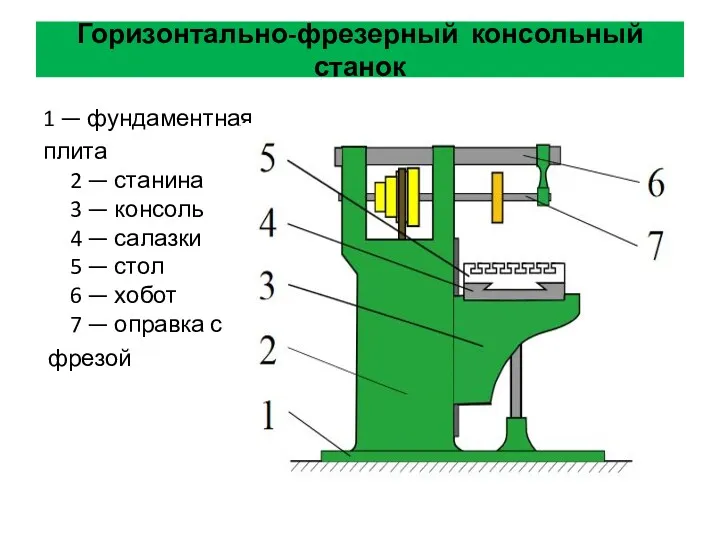
Горизонтально-фрезерный консольный станок
1 — фундаментная
плита
2 — станина
3 — консоль
4 —
Горизонтально-фрезерный консольный станок
1 — фундаментная
плита
2 — станина
3 — консоль
4 —

Горизонтально-фрезерные станки характеризуются горизонтальным расположением шпинделя и наличием у станка трех
Горизонтально-фрезерные станки характеризуются горизонтальным расположением шпинделя и наличием у станка трех
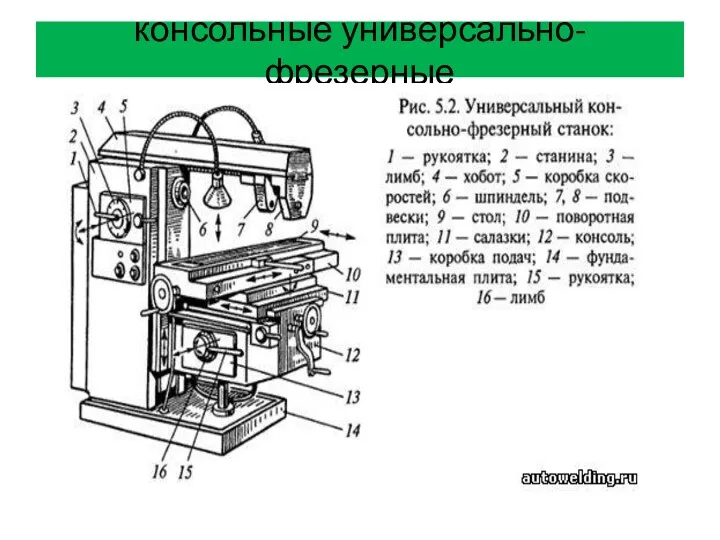
консольные универсально-фрезерные
консольные универсально-фрезерные

Отличие универсальных консольно-фрезерных станков от горизонтальных заключается только в возможности поворота
Отличие универсальных консольно-фрезерных станков от горизонтальных заключается только в возможности поворота


Станки широкоуниверсальные фрезерные.
Отличием станков этой
группы от группы
универсальных станков,
имеющих
Станки широкоуниверсальные фрезерные.
Отличием станков этой
группы от группы
универсальных станков,
имеющих

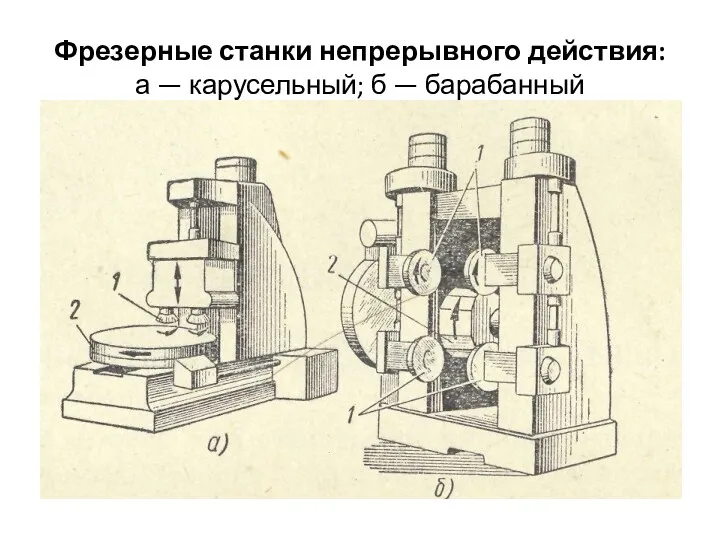
Фрезерные станки непрерывного действия:
а — карусельный; б — барабанный
Фрезерные станки непрерывного действия:
а — карусельный; б — барабанный

копировально- фрезерные
для обработки деталей, имеющих сложные криволинейные поверхности
По своему принципу подразделяются
копировально- фрезерные
для обработки деталей, имеющих сложные криволинейные поверхности
По своему принципу подразделяются
4- режущий инструмент, 5-копир.
4- режущий инструмент, 5-копир.
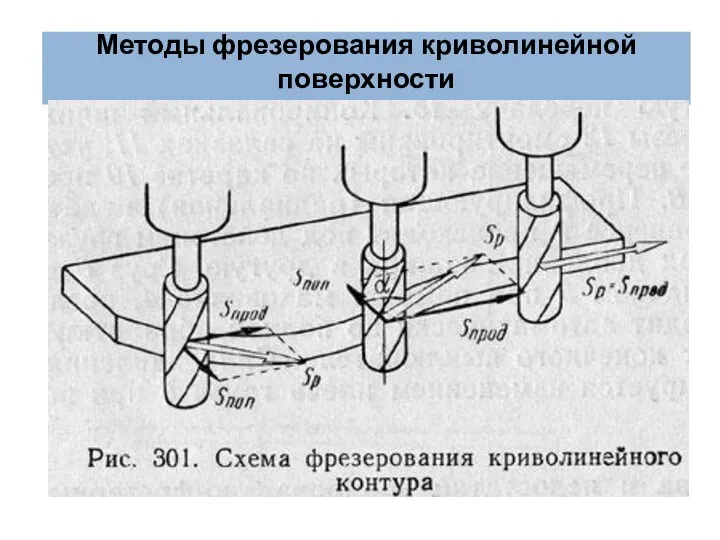
Методы фрезерования криволинейной поверхности
Методы фрезерования криволинейной поверхности

Станки с прерывистой системой управления-копирование в рассмотренной схеме получается в результате
Станки с прерывистой системой управления-копирование в рассмотренной схеме получается в результате

станки с непрерывной системой управления обеспечивают высокую точность копирования только при
станки с непрерывной системой управления обеспечивают высокую точность копирования только при
Обработка гидрокопировальным станком-перемещение по контуру происходит в результате сочетания взаимно перпендикулярных
Обработка гидрокопировальным станком-перемещение по контуру происходит в результате сочетания взаимно перпендикулярных

Настольные фрезерные станки
сверление отверстий,
нарезание резьбы,
горизонтальное фрезерование цилиндрическими, дисковыми, фасонными,
Настольные фрезерные станки
сверление отверстий,
нарезание резьбы,
горизонтальное фрезерование цилиндрическими, дисковыми, фасонными,

Настольные фрезерные станки с ЧПУ
для выполнения фрезерных работ,
сверления,
Зенкерования
и
Настольные фрезерные станки с ЧПУ
для выполнения фрезерных работ,
сверления,
Зенкерования
и

Фрезерные станки с ЧПУ
Фрезерные станки с ЧПУ

Фрезерные обрабатывающие центры с ЧПУ
широкий диапазон фрезерных, сверлильных и растачивающих операций
Выпускается
Фрезерные обрабатывающие центры с ЧПУ
широкий диапазон фрезерных, сверлильных и растачивающих операций
Выпускается
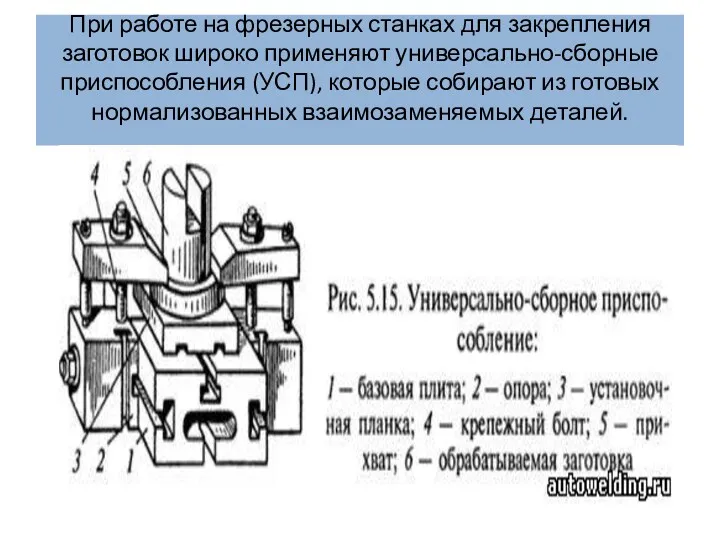
При работе на фрезерных станках для закрепления заготовок широко применяют универсально-сборные
При работе на фрезерных станках для закрепления заготовок широко применяют универсально-сборные
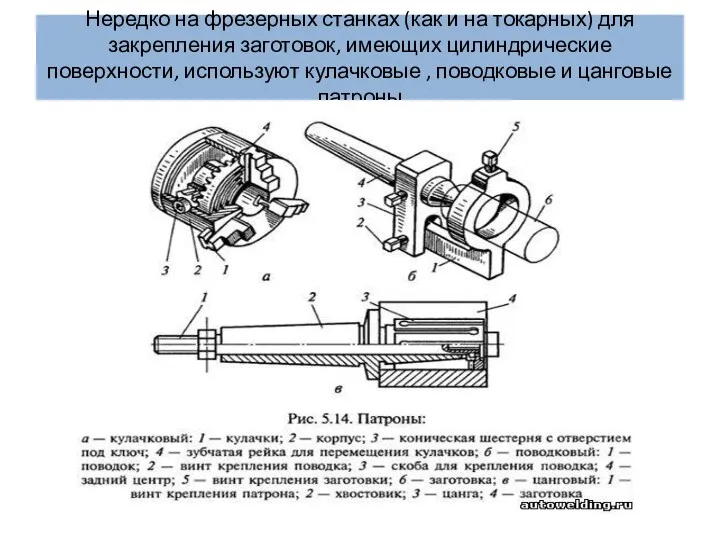
Нередко на фрезерных станках (как и на токарных) для закрепления заготовок,
Нередко на фрезерных станках (как и на токарных) для закрепления заготовок,

КРЕПЛЕНИЕ ЗАГОТОВОК
КРЕПЛЕНИЕ ЗАГОТОВОК
Виды движений
Главное движение резания
Движение подачи
вспомогательные
Виды движений
Главное движение резания
Движение подачи
вспомогательные
Фреза обычно совершает резание в одном или нескольких направлениях: радиальном, периферийном
Фреза обычно совершает резание в одном или нескольких направлениях: радиальном, периферийном
Попутное и встречное фрезерование
Попутное и встречное фрезерование

Попутное фрезерование или фрезерование по подаче – это способ, при котором
Попутное фрезерование или фрезерование по подаче – это способ, при котором
Встречное фрезерование, иногда его называют традиционным, наблюдается, когда скорости резания и
Встречное фрезерование, иногда его называют традиционным, наблюдается, когда скорости резания и
Встречное фрезерование применяют для вязких материалов, а попутное — для хрупких,
Встречное фрезерование применяют для вязких материалов, а попутное — для хрупких,
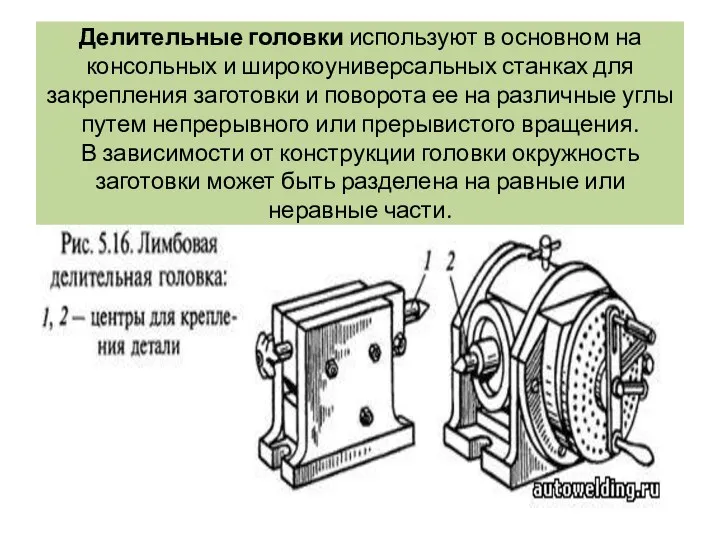
Делительные головки используют в основном на консольных и широкоуниверсальных станках для
Делительные головки используют в основном на консольных и широкоуниверсальных станках для
УДГ служит
а) для установки оси обрабатываемой заготовки под требуемым углом
УДГ служит а) для установки оси обрабатываемой заготовки под требуемым углом
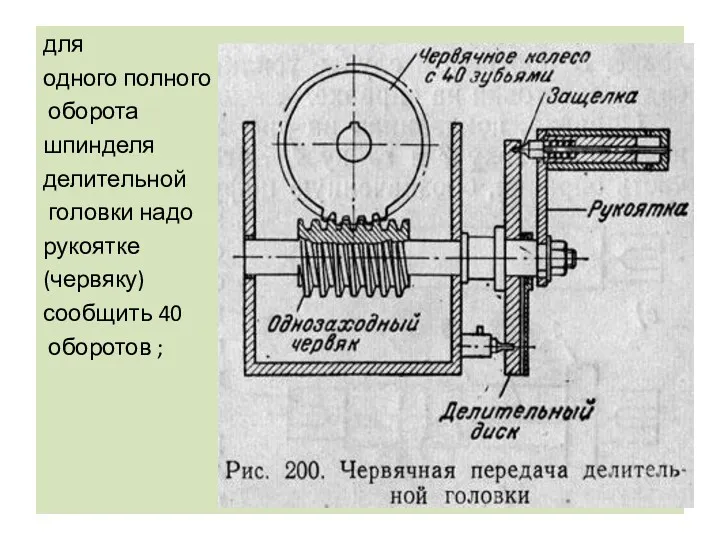
для
одного полного
оборота
шпинделя
делительной
головки надо
рукоятке
(червяку)
сообщить
для
одного полного
оборота
шпинделя
делительной
головки надо
рукоятке
(червяку)
сообщить

Недостатком оптических делительных головок является невозможность использования их при фрезеровании винтовых канавок.
Недостатком оптических делительных головок является невозможность использования их при фрезеровании винтовых канавок.
1-Блок настройки, 2-оптический окуляр, 3-шкала,
4,5-установочные центры, 6-стол
1-Блок настройки, 2-оптический окуляр, 3-шкала,
4,5-установочные центры, 6-стол
 Проект Орбита Планет
Проект Орбита Планет Строение и уровни организации белка
Строение и уровни организации белка Шаблонный слайд
Шаблонный слайд Спешите делать добро
Спешите делать добро Имя существительное
Имя существительное Постоянный электрический ток
Постоянный электрический ток Организация кружков.
Организация кружков. Влияние некоторых веществ на жизнедеятельность дрожжей
Влияние некоторых веществ на жизнедеятельность дрожжей Использование простого класса на С++ в программе на Managed C++ с графическим интерфейсом пользователя (GUI)
Использование простого класса на С++ в программе на Managed C++ с графическим интерфейсом пользователя (GUI) Силы в природе
Силы в природе презентация коми писателя В.Т.Чисталева
презентация коми писателя В.Т.Чисталева Упражнение для автоматизации звука [р] во фразах. Составь предложение по двум картинкам (часть 2)
Упражнение для автоматизации звука [р] во фразах. Составь предложение по двум картинкам (часть 2) Revision of Government system of Kazakhstan
Revision of Government system of Kazakhstan Открытый урок технологии на тему: Работа с бумагой и картоном. Аппликация. Марийский народный орнамент. Диск
Открытый урок технологии на тему: Работа с бумагой и картоном. Аппликация. Марийский народный орнамент. Диск ООО Городецкий судоремонтный завод
ООО Городецкий судоремонтный завод Требования рабочей программы по ПМ.03. Методическое обеспечение организации физкультурной и спортивной деятельности
Требования рабочей программы по ПМ.03. Методическое обеспечение организации физкультурной и спортивной деятельности Презентация Задачи - головоломки 5 - 8 класс
Презентация Задачи - головоломки 5 - 8 класс Презентация :День неизвестного солдата
Презентация :День неизвестного солдата Сборник малых жанров фольклора
Сборник малых жанров фольклора Анализ и разработка улучшений обслуживания работников рудников Жезказгана
Анализ и разработка улучшений обслуживания работников рудников Жезказгана Презентация Руссая народная кукла. Домашние обрядовые куклы
Презентация Руссая народная кукла. Домашние обрядовые куклы Презентация-викторина к юбилею Калининского района.
Презентация-викторина к юбилею Калининского района. Природные комплексы
Природные комплексы Content-Logical Structure of the Module
Content-Logical Structure of the Module Урок технологии.Тема Поделки из соленого теста с творческими работами учеников 4б класса 2013 год
Урок технологии.Тема Поделки из соленого теста с творческими работами учеников 4б класса 2013 год Исчезающие животные России. Лошадь Пржевальского
Исчезающие животные России. Лошадь Пржевальского Шиповые соединения
Шиповые соединения От цифирной школы к цифровой
От цифирной школы к цифровой