Фрезерование. Процедура выбора фрезерного инструмента. Процесс планирования производства презентация
- Фрезерование. Процедура выбора фрезерного инструмента. Процесс планирования производства

Содержание
- 2. Metal Cutting Technology 1.0 M 6.1 Фрезерование При фрезеровании обработка ведётся вращающимся многокромочным инструментом, перемещающимуся по
- 3. Процедура выбора фрезерного инструмента Процесс планирования производства 4 Режимы резания, стратегия и т.д. Выбор типа фрезы
- 4. Metal Cutting Technology 1.0 M 6.2 1. Деталь и материал заготовки Параметры, которые необходимо учесть Геометрия
- 5. Metal Cutting Technology 1.0 M 6.2 2. Анализ оборудования Параметры, которые необходимо учесть Станок Мощность станка
- 6. Metal Cutting Technology 1.0 M 6.2 3. Выбор инструмента Разные виды фрезерования Преимущества Максимальная прочность Гибкость
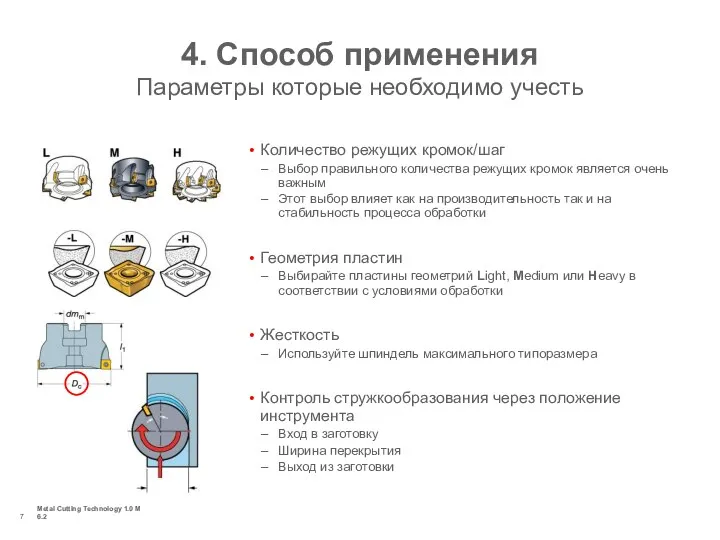
- 7. Metal Cutting Technology 1.0 M 6.2 4. Способ применения Параметры которые необходимо учесть Количество режущих кромок/шаг
- 8. Metal Cutting Technology 1.0 M 6.3 Выбор торцевых фрез Обзор применений Фрезы с круглыми пластинами для
- 9. Metal Cutting Technology 1.0 M 6.3 Выбор фрез для обработки уступов Обзор применений Фрезы для тяжёлой
- 10. Metal Cutting Technology 1.0 M 6.3 Цельные и длиннокромочные фрезы Обзор применений Длиннокромочные фрезы Фрезы со
- 11. Metal Cutting Technology 1.0 M 6.3 Фрезы для обработки уступов Специализированные решения Обработка кромок Обработка высоких
- 12. Metal Cutting Technology 1.0 M 6.3 Выбор фрез для обработки пазов Обзор применений Длиннокромочные фрезы Фрезы
- 13. Metal Cutting Technology 1.0 M 6.3 Выбор фрез для обработки пазов Обзор применений Фрезы для обработки
- 14. Metal Cutting Technology 1.0 M 6.3 Фрезы для специальных задач Обработка фасок Точение фрезерованием Резьбофрезерование Обработка
- 15. Обзор фрезерных операций
- 16. Metal Cutting Technology 1.0 M 6.4 Выбор пластин
- 17. Metal Cutting Technology 1.0 M 6.41 Конструкция современной фрезерной пластины Конструкция главной режущей кромки Главная режущая
- 18. Выбор фрезерных пластин Супер-позитивная Ненагруженная обработка Низкие силы резания Низкие подачи Общего применения Средние значения подач
- 19. Выбор фрезерного инструмента
- 20. Metal Cutting Technology 1.0 M 6.51 Выбор шага зубьев Крупный шаг (-L) Мелкий шаг (-M) Очень
- 21. Metal Cutting Technology 1.0 M 6.51 Крупный шаг (-L) Меньшее количество пластин Ограниченная жёсткость Большой вылет
- 22. Metal Cutting Technology 1.0 M 6.51 Мелкий (нормальный) шаг (-M) Общего применения Универсально Для станков малого
- 24. Скачать презентацию

Metal Cutting Technology 1.0 M 6.1
Фрезерование
При фрезеровании обработка ведётся вращающимся многокромочным
Metal Cutting Technology 1.0 M 6.1
Фрезерование
При фрезеровании обработка ведётся вращающимся многокромочным

Процедура выбора фрезерного инструмента
Процесс планирования производства
4
Режимы резания, стратегия и т.д.
Выбор типа
Процедура выбора фрезерного инструмента
Процесс планирования производства
4
Режимы резания, стратегия и т.д.
Выбор типа

Metal Cutting Technology 1.0 M 6.2
1. Деталь и материал заготовки
Параметры, которые
Metal Cutting Technology 1.0 M 6.2
1. Деталь и материал заготовки Параметры, которые

Metal Cutting Technology 1.0 M 6.2
2. Анализ оборудования
Параметры, которые необходимо учесть
Станок
Мощность
Metal Cutting Technology 1.0 M 6.2
2. Анализ оборудования
Параметры, которые необходимо учесть
Станок
Мощность

Metal Cutting Technology 1.0 M 6.2
3. Выбор инструмента
Разные виды фрезерования
Преимущества
Максимальная прочность
Гибкость
Metal Cutting Technology 1.0 M 6.2
3. Выбор инструмента
Разные виды фрезерования
Преимущества
Максимальная прочность
Гибкость
Metal Cutting Technology 1.0 M 6.2
4. Способ применения
Параметры которые необходимо
Metal Cutting Technology 1.0 M 6.2
4. Способ применения Параметры которые необходимо

Metal Cutting Technology 1.0 M 6.3
Выбор торцевых фрез
Обзор применений
Фрезы с круглыми
Metal Cutting Technology 1.0 M 6.3
Выбор торцевых фрез
Обзор применений
Фрезы с круглыми

Metal Cutting Technology 1.0 M 6.3
Выбор фрез для обработки уступов
Обзор применений
Фрезы
Metal Cutting Technology 1.0 M 6.3
Выбор фрез для обработки уступов
Обзор применений
Фрезы

Metal Cutting Technology 1.0 M 6.3
Цельные и длиннокромочные фрезы
Обзор применений
Длиннокромочные
Metal Cutting Technology 1.0 M 6.3
Цельные и длиннокромочные фрезы
Обзор применений
Длиннокромочные

Metal Cutting Technology 1.0 M 6.3
Фрезы для обработки уступов
Специализированные решения
Обработка
Metal Cutting Technology 1.0 M 6.3
Фрезы для обработки уступов
Специализированные решения
Обработка

Metal Cutting Technology 1.0 M 6.3
Выбор фрез для обработки пазов
Обзор
Metal Cutting Technology 1.0 M 6.3
Выбор фрез для обработки пазов Обзор

Metal Cutting Technology 1.0 M 6.3
Выбор фрез для обработки пазов
Обзор
Metal Cutting Technology 1.0 M 6.3
Выбор фрез для обработки пазов Обзор

Metal Cutting Technology 1.0 M 6.3
Фрезы для специальных задач
Обработка фасок
Точение фрезерованием
Резьбофрезерование
Обработка
Metal Cutting Technology 1.0 M 6.3
Фрезы для специальных задач
Обработка фасок
Точение фрезерованием
Резьбофрезерование
Обработка

Обзор фрезерных операций
Обзор фрезерных операций

Metal Cutting Technology 1.0 M 6.4
Выбор пластин
Metal Cutting Technology 1.0 M 6.4
Выбор пластин
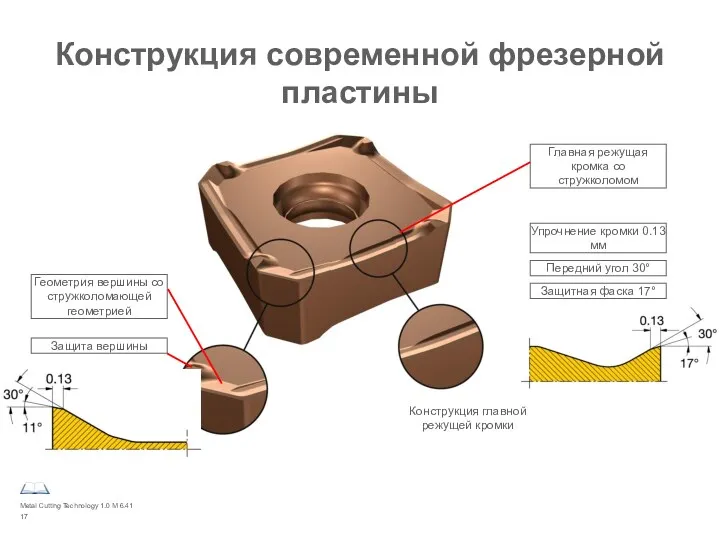
Metal Cutting Technology 1.0 M 6.41
Конструкция современной фрезерной пластины
Конструкция главной режущей
Metal Cutting Technology 1.0 M 6.41
Конструкция современной фрезерной пластины
Конструкция главной режущей

Выбор фрезерных пластин
Супер-позитивная
Ненагруженная обработка
Низкие силы резания
Низкие подачи
Общего применения
Средние значения подач
Большинство операций
Выбор фрезерных пластин
Супер-позитивная
Ненагруженная обработка
Низкие силы резания
Низкие подачи
Общего применения
Средние значения подач
Большинство операций

Выбор фрезерного
инструмента
Выбор фрезерного
инструмента

Metal Cutting Technology 1.0 M 6.51
Выбор шага зубьев
Крупный шаг (-L)
Мелкий
Metal Cutting Technology 1.0 M 6.51
Выбор шага зубьев
Крупный шаг (-L)
Мелкий

Metal Cutting Technology 1.0 M 6.51
Крупный шаг (-L)
Меньшее количество пластин
Ограниченная жёсткость
Большой
Metal Cutting Technology 1.0 M 6.51
Крупный шаг (-L)
Меньшее количество пластин
Ограниченная жёсткость
Большой

Metal Cutting Technology 1.0 M 6.51
Мелкий (нормальный) шаг (-M)
Общего применения
Универсально
Для станков
Metal Cutting Technology 1.0 M 6.51
Мелкий (нормальный) шаг (-M)
Общего применения
Универсально
Для станков
 Нерганічна хімія
Нерганічна хімія Презентация к внеурочной деятельности Театр
Презентация к внеурочной деятельности Театр 中文课
中文课 Обмен энергии в организме человека
Обмен энергии в организме человека Великобритания: культура и искусство. Элективный курс. 9-й класс.
Великобритания: культура и искусство. Элективный курс. 9-й класс. Мы за здоровый образ жизни. Познавательный час
Мы за здоровый образ жизни. Познавательный час Особенности интеллектуальной сферы.Типы интеллекта
Особенности интеллектуальной сферы.Типы интеллекта МЭМС. Микроэлектромеханические системы
МЭМС. Микроэлектромеханические системы Организация онкологической помощи
Организация онкологической помощи Histoire de la littérature française
Histoire de la littérature française Системы сбора и подготовки нефти
Системы сбора и подготовки нефти Формирование количественных представлений, представлений о составе числа, числовой прямой у детей с речевыми нарушениями посредством использования дидактических игр в образовательной области Познание.
Формирование количественных представлений, представлений о составе числа, числовой прямой у детей с речевыми нарушениями посредством использования дидактических игр в образовательной области Познание. экологическая тропинка в детском саду
экологическая тропинка в детском саду Термическая обработка стали
Термическая обработка стали Історія засобів опрацювання інформаційних об’єктів
Історія засобів опрацювання інформаційних об’єктів Первый член Символа веры. Вера
Первый член Символа веры. Вера Методики обследования памяти в дошкольный, школьный возраст, у взрослых людей
Методики обследования памяти в дошкольный, школьный возраст, у взрослых людей Масленица
Масленица Лекція 3. Лінійні кола. Елементи схем. Еквівалентні перетворення для лінійних кіл
Лекція 3. Лінійні кола. Елементи схем. Еквівалентні перетворення для лінійних кіл Эксплуатация различных видов серверного программного обеспечения АИС и ее особенности
Эксплуатация различных видов серверного программного обеспечения АИС и ее особенности Методическое пособие Технология изготовления мозаичного панно из фетровой крошки
Методическое пособие Технология изготовления мозаичного панно из фетровой крошки Філософія як специфічний тип знання
Філософія як специфічний тип знання У меня растут года, будет и семнадцать. Где работать мне тогда, чем заниматься?. Выбор профессии
У меня растут года, будет и семнадцать. Где работать мне тогда, чем заниматься?. Выбор профессии 20181205_obrazy_skorbi_i_pechali
20181205_obrazy_skorbi_i_pechali Право_угл_Социальное государство_ понятие_ признаки_ функции_ модели
Право_угл_Социальное государство_ понятие_ признаки_ функции_ модели Загрузка изображений
Загрузка изображений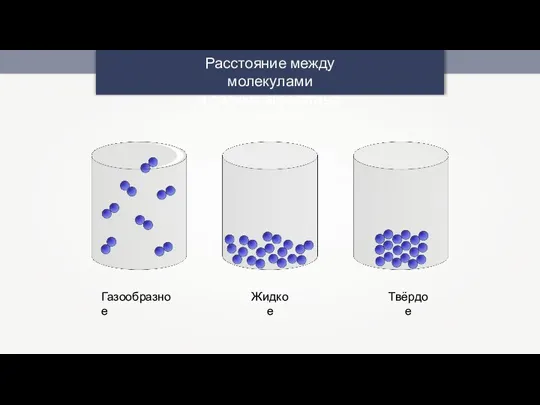 Жидкие вещества
Жидкие вещества Маркетинговый аудит
Маркетинговый аудит