- Газопламенное напыление

Содержание
- 2. Принцип работы Сущность газопламенного напыления заключается в нагреве напыляемых материалов газовым пламенем и нанесении их на
- 3. Классификация газопламенных процессов газотермического напыления: - Газопламенное порошковое напыление - Газопламенное проволочное напыление - Газопламенное стержневое
- 4. Схема газопламенного проволочного напыления: Схема газопламенного стержневого напыления:
- 5. Для восстановления деталей применяют три вида газопламенного напыления: Без оплавления Служит для восстановления деталей, не испытывающих
- 6. Применение Системы газопламенного напыления находят применение: При изготовлении и ремонте рабочих поверхностей деталей машин, например, крышки
- 7. Обрабатываемые материалы Обрабатываемые материалы Метод оказывает относительно малое тепловое воздействие на подложку (в пределах 50—150 °С),
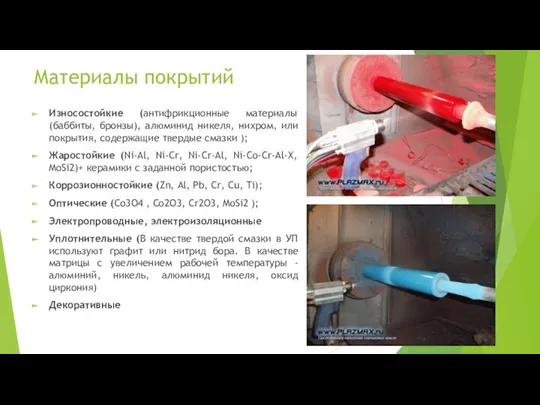
- 8. Материалы покрытий Износостойкие (антифрикционные материалы (баббиты, бронзы), алюминид никеля, нихром, или покрытия, содержащие твердые смазки );
- 9. Комбинирование с другими видами поверхностной обработки Основные способы предварительной обработки: 1) Дробеструйную или пескоструйную обработку; 2)
- 10. Преимущества технологии напыления 1) Возможность нанесения покрытий на изделия, изготовленные практически из любого материала 2) Возможность
- 12. Скачать презентацию
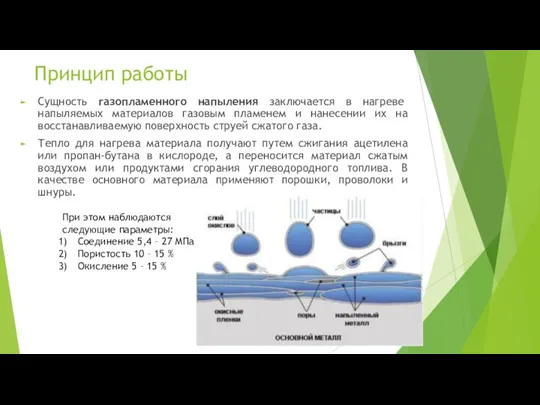
Принцип работы
Сущность газопламенного напыления заключается в нагреве напыляемых материалов газовым пламенем
Принцип работы
Сущность газопламенного напыления заключается в нагреве напыляемых материалов газовым пламенем

Классификация газопламенных процессов газотермического напыления:
- Газопламенное порошковое напыление
- Газопламенное проволочное напыление
-
Классификация газопламенных процессов газотермического напыления:
- Газопламенное порошковое напыление
- Газопламенное проволочное напыление
-
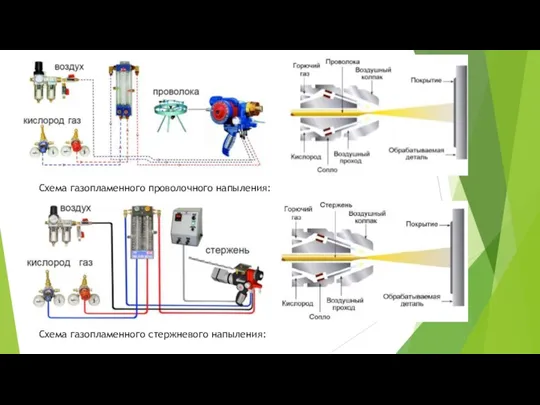
Схема газопламенного проволочного напыления:
Схема газопламенного стержневого напыления:
Схема газопламенного проволочного напыления:
Схема газопламенного стержневого напыления:
Для восстановления деталей применяют три вида газопламенного напыления:
Без оплавления
Служит для восстановления
Для восстановления деталей применяют три вида газопламенного напыления:
Без оплавления
Служит для восстановления
Применение
Системы газопламенного напыления находят применение:
При изготовлении и ремонте рабочих поверхностей деталей
Применение
Системы газопламенного напыления находят применение:
При изготовлении и ремонте рабочих поверхностей деталей
Обрабатываемые материалы
Обрабатываемые материалы
Метод оказывает относительно малое тепловое воздействие на подложку (в
Обрабатываемые материалы
Обрабатываемые материалы
Метод оказывает относительно малое тепловое воздействие на подложку (в
Материалы покрытий
Износостойкие (антифрикционные материалы (баббиты, бронзы), алюминид никеля, нихром, или покрытия,
Материалы покрытий
Износостойкие (антифрикционные материалы (баббиты, бронзы), алюминид никеля, нихром, или покрытия,
Комбинирование с другими видами поверхностной обработки
Основные способы предварительной обработки:
1) Дробеструйную или
Комбинирование с другими видами поверхностной обработки
Основные способы предварительной обработки:
1) Дробеструйную или
Преимущества технологии напыления
1) Возможность нанесения покрытий на изделия, изготовленные практически из
Преимущества технологии напыления
1) Возможность нанесения покрытий на изделия, изготовленные практически из
 Основы микроэлектроники
Основы микроэлектроники Первая помощь при черепно-мозговой травме, травме груди, травме живота, при травме в области таза, при повреждениях позвоночника
Первая помощь при черепно-мозговой травме, травме груди, травме живота, при травме в области таза, при повреждениях позвоночника Презентация к внеклассному мероприятию Мисс математика
Презентация к внеклассному мероприятию Мисс математика Фирма в теории организации рынков
Фирма в теории организации рынков Поражение нервной системы при ВИЧ инфекции
Поражение нервной системы при ВИЧ инфекции Онкогенные вирусы
Онкогенные вирусы Трудовое воспитание детей
Трудовое воспитание детей Обработка конических поверхностей
Обработка конических поверхностей презентация урока-практикума по темеБелки в 10 классе
презентация урока-практикума по темеБелки в 10 классе Image comparison
Image comparison Cтрессовые расстройства в стоматологии (Дентофобия)
Cтрессовые расстройства в стоматологии (Дентофобия) Law of person
Law of person Проект Дорожная азбука Диск
Проект Дорожная азбука Диск Let’s play ball with the future play
Let’s play ball with the future play Финансовое управление администрации МОГО Ухта
Финансовое управление администрации МОГО Ухта Соединение проводов и жил кабелей
Соединение проводов и жил кабелей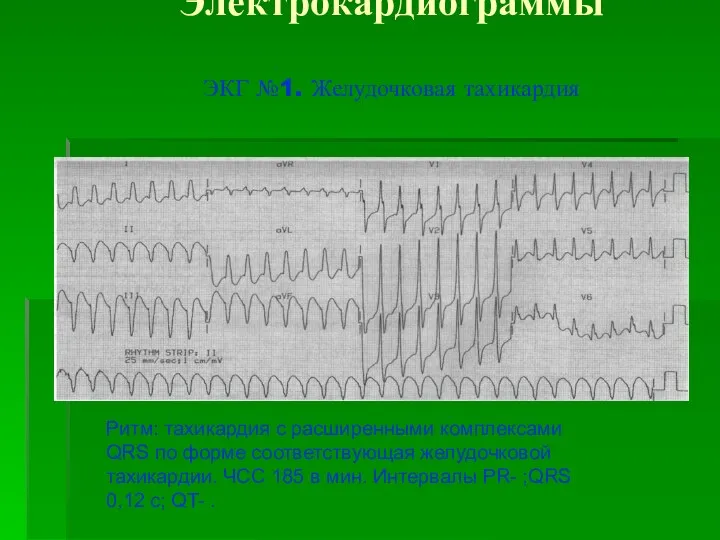 ЭКГ при аритмиях
ЭКГ при аритмиях Презентация Мой друг ВЕЛОСИПЕД
Презентация Мой друг ВЕЛОСИПЕД Среды обитания организмов
Среды обитания организмов Общие сведения по холодному и горячему водоснабжению. Системы и схемы водопроводов (Тема 1)
Общие сведения по холодному и горячему водоснабжению. Системы и схемы водопроводов (Тема 1) Санкт-Петербургская городская Масленица
Санкт-Петербургская городская Масленица Математический анализ
Математический анализ Отрезок. Длина отрезка. Прямая. Луч. 5 класс
Отрезок. Длина отрезка. Прямая. Луч. 5 класс Ученый и врач Владимир Михайлович Бехтерев
Ученый и врач Владимир Михайлович Бехтерев Изготовление домашнего халата
Изготовление домашнего халата Урок по природоведению на тему Почва
Урок по природоведению на тему Почва Кемеровская область
Кемеровская область Приемы фантазирования в коммуникативной деятельности и ознакомлении с художественной литературой старших дошкольников.
Приемы фантазирования в коммуникативной деятельности и ознакомлении с художественной литературой старших дошкольников.