- Газовая сварка и резка металла

Содержание
- 2. Газовая сварка Газовой сваркой называется сварка плавлением, при которой нагрев кромок соединяемых частей и присадочного материала
- 3. Оборудование и инвентарь для газовой сварки Для производства работ сварочные посты должны иметь следующее оборудование и
- 4. Оборудование и инвентарь для газовой сварки
- 5. Схема газовой сварки При газовой сварке в качестве источника тепла, за счет которого происходит нагрев и
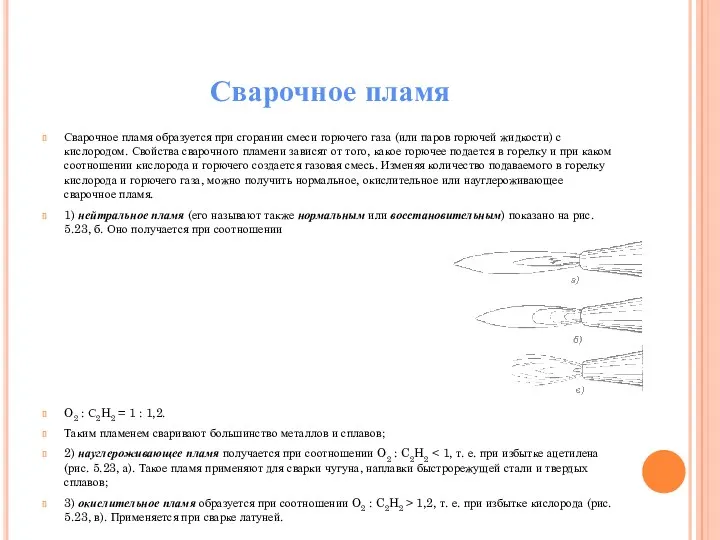
- 6. Сварочное пламя Сварочное пламя образуется при сгорании смеси горючего газа (или паров горючей жидкости) с кислородом.
- 7. Сварочное пламя Строение нормального пламени представлено на рис. 5.24. Газосварочное пламя состоит из трех зон: ядра,
- 8. Способ сварки Существуют два основных способа газовой сварки: правый и левый. При толщине металла менее 3
- 9. Сущность процесса кислородной резки Кислородная резка основана на свойстве металлов и их сплавов сгорать в струе
- 10. Разделительная резка Разделительную резку применяют для вырезки различного вида заготовок, раскроя листового металла, разделки кромок под
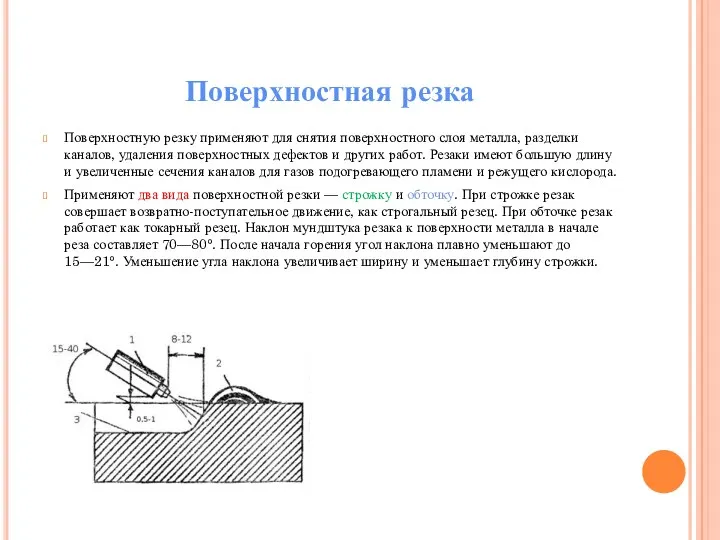
- 11. Поверхностная резка Поверхностную резку применяют для снятия поверхностного слоя металла, разделки каналов, удаления поверхностных дефектов и
- 13. Скачать презентацию
Газовая сварка
Газовой сваркой называется сварка плавлением, при которой нагрев кромок соединяемых
Газовая сварка
Газовой сваркой называется сварка плавлением, при которой нагрев кромок соединяемых
Оборудование и инвентарь для газовой сварки
Для производства работ сварочные посты должны
Оборудование и инвентарь для газовой сварки
Для производства работ сварочные посты должны

Оборудование и инвентарь для газовой сварки
Оборудование и инвентарь для газовой сварки
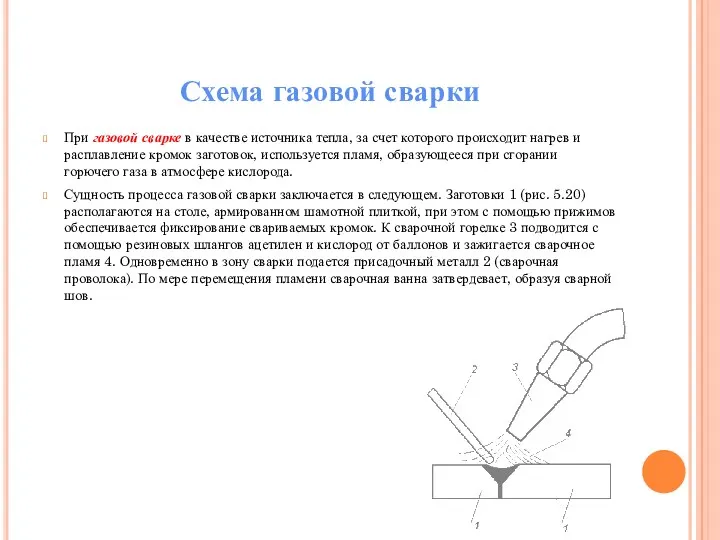
Схема газовой сварки
При газовой сварке в качестве источника тепла, за счет которого происходит
Схема газовой сварки
При газовой сварке в качестве источника тепла, за счет которого происходит
Сварочное пламя
Сварочное пламя образуется при сгорании смеси горючего газа (или паров
Сварочное пламя
Сварочное пламя образуется при сгорании смеси горючего газа (или паров
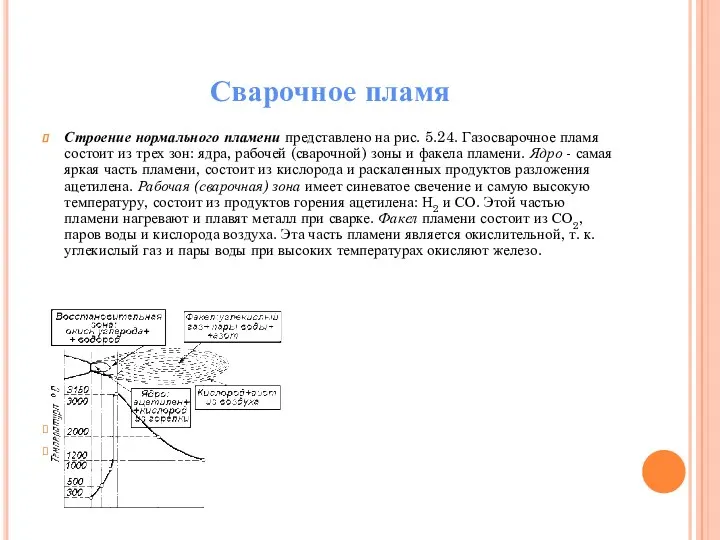
Сварочное пламя
Строение нормального пламени представлено на рис. 5.24. Газосварочное пламя состоит из
Сварочное пламя
Строение нормального пламени представлено на рис. 5.24. Газосварочное пламя состоит из
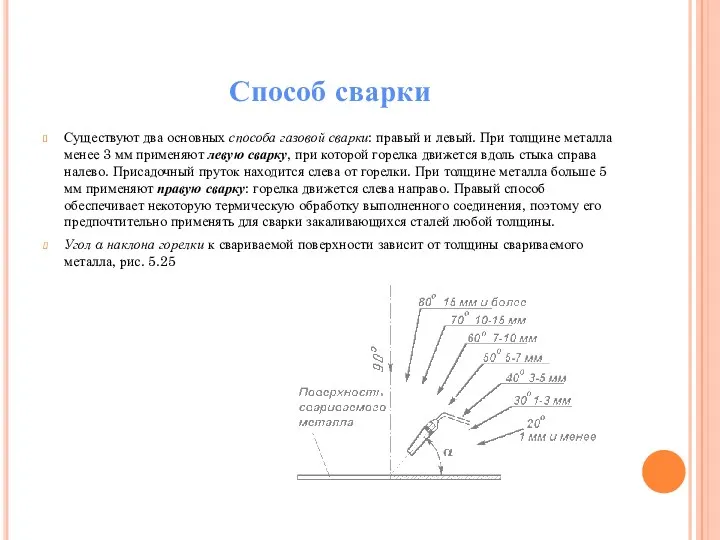
Способ сварки
Существуют два основных способа газовой сварки: правый и левый. При толщине
Способ сварки
Существуют два основных способа газовой сварки: правый и левый. При толщине
Сущность процесса кислородной резки
Кислородная резка основана на свойстве металлов и их
Сущность процесса кислородной резки
Кислородная резка основана на свойстве металлов и их
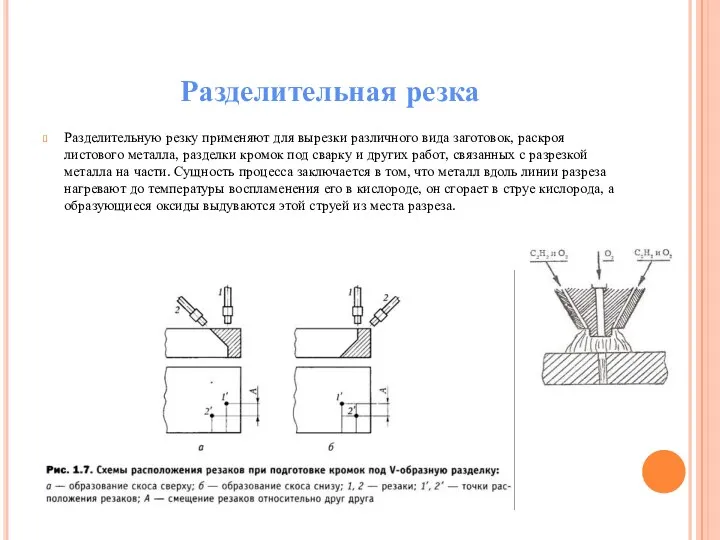
Разделительная резка
Разделительную резку применяют для вырезки различного вида заготовок, раскроя листового
Разделительная резка
Разделительную резку применяют для вырезки различного вида заготовок, раскроя листового
Поверхностная резка
Поверхностную резку применяют для снятия поверхностного слоя металла, разделки каналов,
Поверхностная резка
Поверхностную резку применяют для снятия поверхностного слоя металла, разделки каналов,
 Адаптированная программа дошкольного образования для детей с задержкой психического развития
Адаптированная программа дошкольного образования для детей с задержкой психического развития Материалы к Празднику знаний -1сентября Диск
Материалы к Празднику знаний -1сентября Диск Внеклассное мероприятие Вежливые слова
Внеклассное мероприятие Вежливые слова Своя игра (игра-соревнование)
Своя игра (игра-соревнование) Мировая экономика
Мировая экономика Азбука безопасности. Словарик
Азбука безопасности. Словарик هوش مصنوعی
هوش مصنوعی 20231026_osobennosti_organizatsii_olimpiad_po_informatike
20231026_osobennosti_organizatsii_olimpiad_po_informatike Презентация к практическому занятию по химии в 5 классе.
Презентация к практическому занятию по химии в 5 классе. D элементтеріне жалпы сипаттама
D элементтеріне жалпы сипаттама Разработка системы автоматического регулирования питания барабанного котельного агрегата водой (на материалах АО ССГПО)
Разработка системы автоматического регулирования питания барабанного котельного агрегата водой (на материалах АО ССГПО) Русь в правление Ивана Грозного (1533 - 1584)
Русь в правление Ивана Грозного (1533 - 1584) Медико-демографические проблемы населения России
Медико-демографические проблемы населения России Мультибрендовая платформа FROZA. Автозапчасти и аксессуары для авто, мото, грузовой и спецтехники
Мультибрендовая платформа FROZA. Автозапчасти и аксессуары для авто, мото, грузовой и спецтехники Modern construction technologies
Modern construction technologies Новая система обращения с твердыми коммунальными отходами
Новая система обращения с твердыми коммунальными отходами Социальная сеть Facebook
Социальная сеть Facebook Интеллектуальная игра Пентагон
Интеллектуальная игра Пентагон Загадки про грибы
Загадки про грибы Понятие и сущность международного права. (Лекция 1)
Понятие и сущность международного права. (Лекция 1) Подготовка деталей перед сборкой и сваркой. Сборка и сварка
Подготовка деталей перед сборкой и сваркой. Сборка и сварка Великобритания во второй половине XX века
Великобритания во второй половине XX века презентация №Фенол
презентация №Фенол Индекс экономической безопасности
Индекс экономической безопасности Балалардағы экг ерекшеліктері.Жүрек тондарының пайда болу механизмдері
Балалардағы экг ерекшеліктері.Жүрек тондарының пайда болу механизмдері Определение надежности, безотказности, работоспособности, долговечности, ремонтопригодности
Определение надежности, безотказности, работоспособности, долговечности, ремонтопригодности Семья.Семейные ценности.
Семья.Семейные ценности. Возбудитель коклюша Bordetella pertussis
Возбудитель коклюша Bordetella pertussis