- ГБПОУ НАТК. Портфолио. Профессиональный модуль ПМ. 04

Содержание
- 2. Цели работы Изучить и кратко описать историю возникновения предприятия Изучить и кратко описать производственную структуру предприятия
- 3. Место прохождения практики История предприятия В мае 1930 года был заложен фундамент первого корпуса, а феврале
- 4. Выпускаемая продукция Военная техника: МиГ-31БМ — истребитель-перехватчик, не производится, проходит глубокая модернизация МиГ-29УБ — учебно-боевой истребитель
- 5. Структура предприятия Структуры предприятия Производственная структура Орг. Структура управления Коммерческая структура Инфраструктура Основные цеха Вспомогательные цеха
- 6. Структура цеха 24
- 7. Рабочее место токаря Рабочее место токаря оснащается: одним или несколькими станками с комплектом принадлежностей; комплектом технологической
- 8. Оборудование рабочего места Токарно-винторезный станок 1к62 Максимальный диаметр заготовки при установке над станиной – 400мм. Наибольшая
- 9. Выполняемая работа Деятельность в рамках задач поставленных руководством: Изготовление деталей типа: Ось, Втулка, Муфта, Болт Материал
- 10. Индивидуальная часть Исходные данные Название детали: Вал Материал: Сталь 45 ГОСТ1050-88 Заготовка: Отрезанный в размер прут
- 11. Материал заготовки Марка: Сталь 45 ГОСТ 1050-88 Класс: сталь конструкционная качественная углеродистая Применение: вал-шестерни, коленчатые и
- 12. Используемый инструмент Режущий инструмент: Резец проходной упорный Т5К10 Резец проходной отогнутый Т5К10 Плашка круглая М10 Измерительный
- 13. Материал режущего инструмента Т5К10 - двухкарбидный титановольфрамокобалтовый твердый сплав. Хим. состав: Карбид вольфрама: 83% Карбид титана:
- 14. Операционная карта Операция 005 токарная Переход 01 установить и закрепить заготовку Переход 02 подрезать торец 1
- 15. Операционная карта Операция 010 токарная Переход 01 установить и закрепить заготовку Переход 02 подрезать торец 1
- 17. Скачать презентацию
Цели работы
Изучить и кратко описать историю возникновения предприятия
Изучить и кратко описать
Цели работы
Изучить и кратко описать историю возникновения предприятия
Изучить и кратко описать
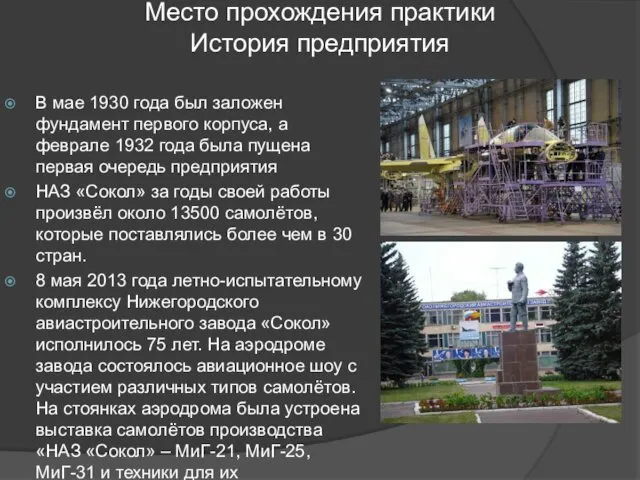
Место прохождения практики
История предприятия
В мае 1930 года был заложен фундамент первого
Место прохождения практики
История предприятия
В мае 1930 года был заложен фундамент первого
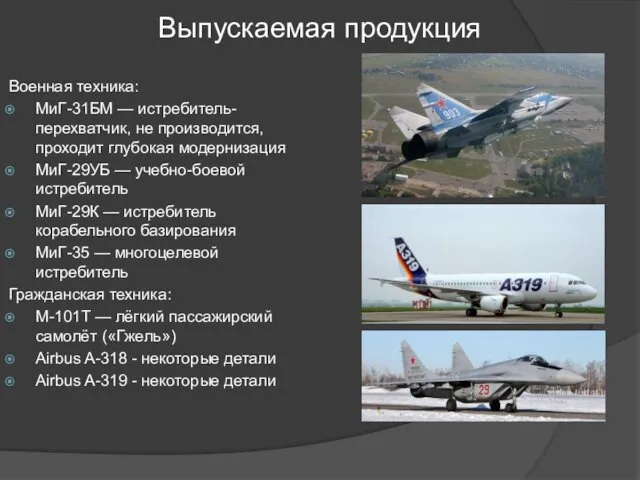
Выпускаемая продукция
Военная техника:
МиГ-31БМ — истребитель-перехватчик, не производится, проходит глубокая модернизация
МиГ-29УБ —
Выпускаемая продукция
Военная техника:
МиГ-31БМ — истребитель-перехватчик, не производится, проходит глубокая модернизация
МиГ-29УБ —

Структура предприятия
Структуры предприятия
Производственная структура
Орг. Структура управления
Коммерческая структура
Инфраструктура
Основные цеха
Вспомогательные цеха
Обслуживающие цеха
Техническая служба
Экономическая
Структура предприятия
Структуры предприятия
Производственная структура
Орг. Структура управления
Коммерческая структура
Инфраструктура
Основные цеха
Вспомогательные цеха
Обслуживающие цеха
Техническая служба
Экономическая
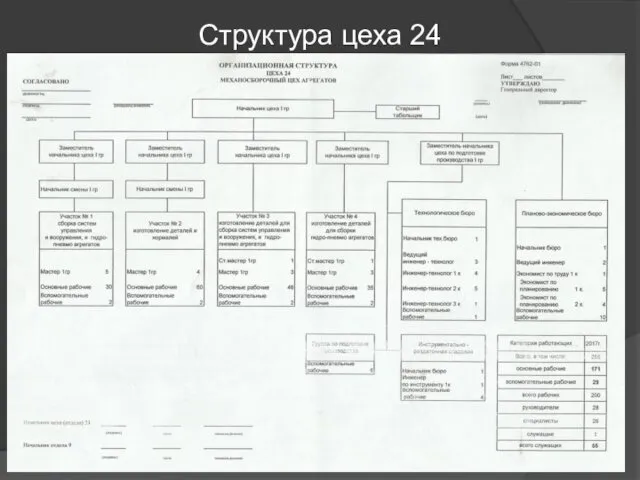
Структура цеха 24
Структура цеха 24
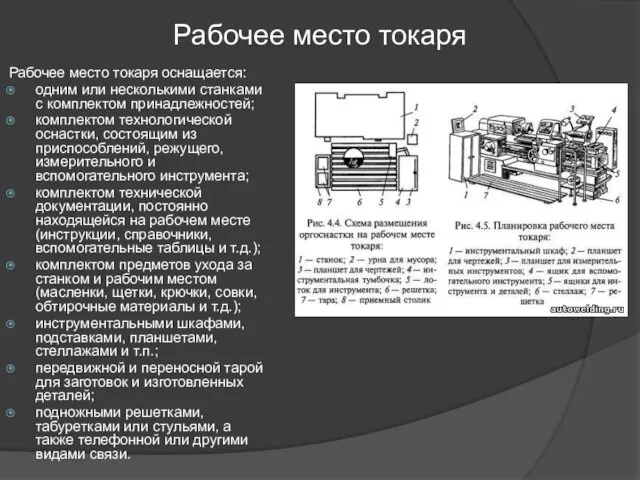
Рабочее место токаря
Рабочее место токаря оснащается:
одним или несколькими станками с комплектом
Рабочее место токаря
Рабочее место токаря оснащается:
одним или несколькими станками с комплектом

Оборудование рабочего места
Токарно-винторезный станок 1к62
Максимальный диаметр заготовки при установке над станиной
Оборудование рабочего места
Токарно-винторезный станок 1к62
Максимальный диаметр заготовки при установке над станиной
Выполняемая работа
Деятельность в рамках задач поставленных руководством:
Изготовление деталей типа:
Ось, Втулка,
Выполняемая работа
Деятельность в рамках задач поставленных руководством:
Изготовление деталей типа:
Ось, Втулка,
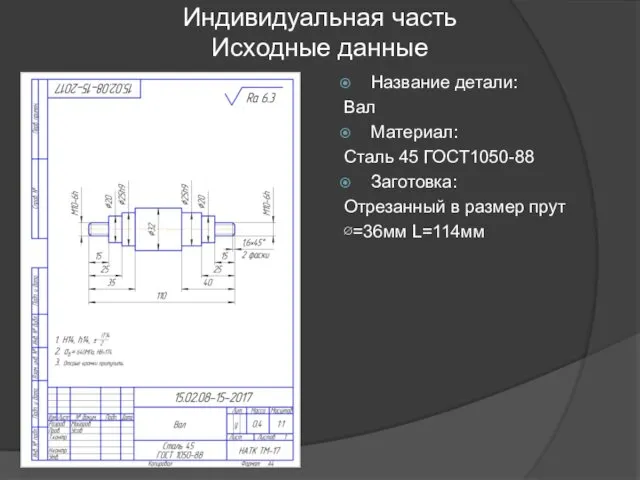
Индивидуальная часть
Исходные данные
Название детали:
Вал
Материал:
Сталь 45 ГОСТ1050-88
Заготовка:
Отрезанный в размер прут
∅=36мм
Индивидуальная часть
Исходные данные
Название детали:
Вал
Материал:
Сталь 45 ГОСТ1050-88
Заготовка:
Отрезанный в размер прут
∅=36мм
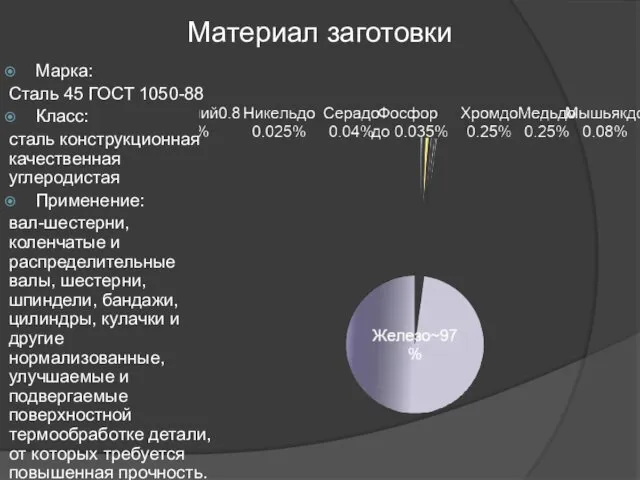
Материал заготовки
Марка:
Сталь 45 ГОСТ 1050-88
Класс:
сталь конструкционная качественная углеродистая
Применение:
вал-шестерни, коленчатые и
Материал заготовки
Марка:
Сталь 45 ГОСТ 1050-88
Класс:
сталь конструкционная качественная углеродистая
Применение:
вал-шестерни, коленчатые и

Используемый инструмент
Режущий инструмент:
Резец проходной упорный Т5К10
Резец проходной отогнутый Т5К10
Плашка круглая М10
Измерительный
Используемый инструмент
Режущий инструмент:
Резец проходной упорный Т5К10
Резец проходной отогнутый Т5К10
Плашка круглая М10
Измерительный
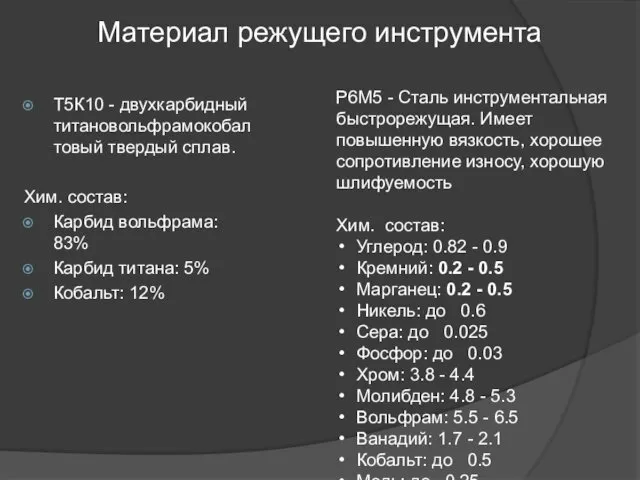
Материал режущего инструмента
Т5К10 - двухкарбидный титановольфрамокобалтовый твердый сплав.
Хим. состав:
Карбид вольфрама: 83%
Карбид
Материал режущего инструмента
Т5К10 - двухкарбидный титановольфрамокобалтовый твердый сплав.
Хим. состав:
Карбид вольфрама: 83%
Карбид
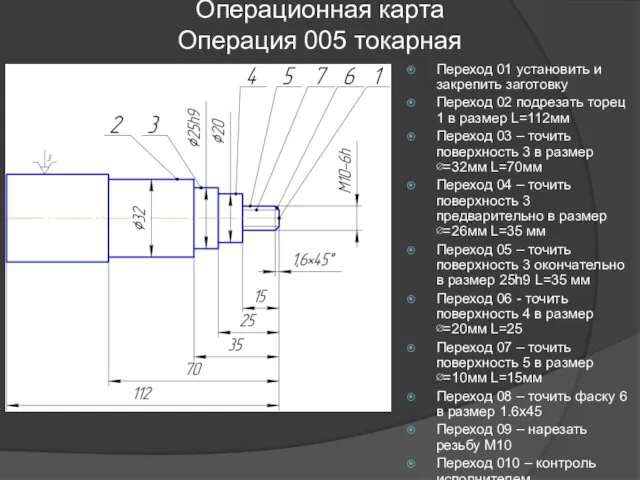
Операционная карта
Операция 005 токарная
Переход 01 установить и закрепить заготовку
Переход 02 подрезать
Операционная карта
Операция 005 токарная
Переход 01 установить и закрепить заготовку
Переход 02 подрезать

Операционная карта
Операция 010 токарная
Переход 01 установить и закрепить заготовку
Переход 02 подрезать
Операционная карта
Операция 010 токарная
Переход 01 установить и закрепить заготовку
Переход 02 подрезать
 Презентация по теме Основания
Презентация по теме Основания Что такое алкоголь?
Что такое алкоголь? Основы организации и деятельности центральных банков
Основы организации и деятельности центральных банков Холл’з Каф Рэнч (ранчо Холлов). Выращивание первоклассного ремонтного молодняка
Холл’з Каф Рэнч (ранчо Холлов). Выращивание первоклассного ремонтного молодняка родительское собрание август 2015
родительское собрание август 2015 Методическая разработка, презентация Организация развивающей предметно-пространственной среды в ДОУ в соответствии с ФГОС.
Методическая разработка, презентация Организация развивающей предметно-пространственной среды в ДОУ в соответствии с ФГОС. Облегченная кладка
Облегченная кладка Красная книга Краснодарского края
Красная книга Краснодарского края Тұрақсыз стенокардия
Тұрақсыз стенокардия Звукослоговой анализ слова
Звукослоговой анализ слова Образы русской природы. С.Я. Маршак Гроза днём, В лесу над росистой поляной
Образы русской природы. С.Я. Маршак Гроза днём, В лесу над росистой поляной Презентация к внеклассному занятию,посвящённому Дню победы.
Презентация к внеклассному занятию,посвящённому Дню победы. Инновационные приемы работы в рамках научно-исследовательской деятельности
Инновационные приемы работы в рамках научно-исследовательской деятельности Экспериментально-теоретические предпосылки механики грунтов. (Тема 2)
Экспериментально-теоретические предпосылки механики грунтов. (Тема 2) Вероятность случайного события
Вероятность случайного события Василь-Костянтин Острозький. Український православний князь, культурно-освітній діяч
Василь-Костянтин Острозький. Український православний князь, культурно-освітній діяч Современные теплоизоляционные материалы и их применение
Современные теплоизоляционные материалы и их применение Презентация к классному часу в 3 классе Здоровое питание
Презентация к классному часу в 3 классе Здоровое питание Презентация Животный мир Австралии
Презентация Животный мир Австралии Friendship and friends
Friendship and friends Презентация Мировой океан
Презентация Мировой океан Преимущества и недостатки систем охлаждения ПК
Преимущества и недостатки систем охлаждения ПК Праздник Страна Грамматика (начальная школа VIII вид)
Праздник Страна Грамматика (начальная школа VIII вид) Химическое многоборье
Химическое многоборье Роль подразделений медицинской профилактики в проведении осмотров и диспансеризации определенных групп взрослого населения
Роль подразделений медицинской профилактики в проведении осмотров и диспансеризации определенных групп взрослого населения Общественное движение при Александре I
Общественное движение при Александре I Презентация ко Дню конституции
Презентация ко Дню конституции Механические свойства горных пород. Деформирование и разрушение горных пород за пределом прочности
Механические свойства горных пород. Деформирование и разрушение горных пород за пределом прочности