- Глава 14. Канбан2

Содержание
- 2. Канбан Разделы занятия: 1) Системы организации производства. 2) Тянущая система и система Канбан 3) Организация системы
- 3. Канбан Системы организации производства:
- 4. Канбан Тянущая система и система Канбан: 1)Система Канбан - информационная система, которая регулирует производство необходимой продукции
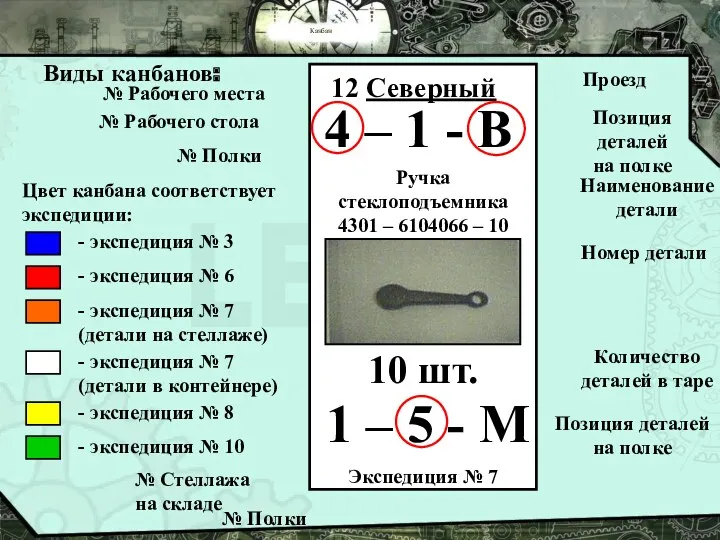
- 5. Канбан Виды канбанов:
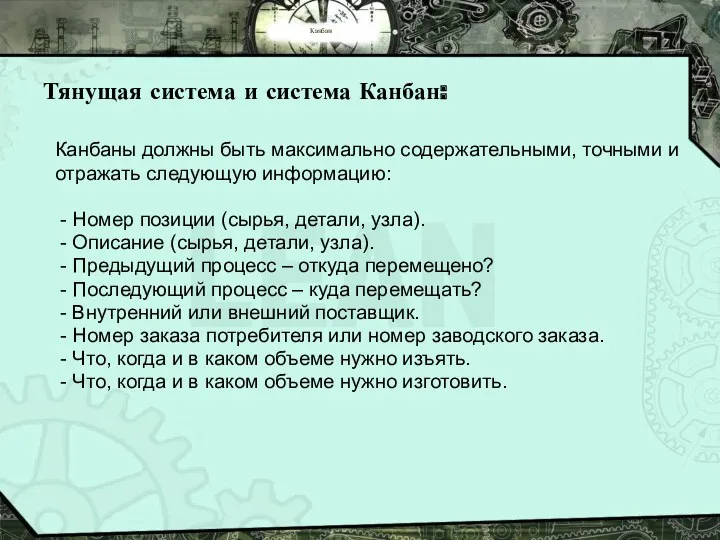
- 6. Канбан Тянущая система и система Канбан: Канбаны должны быть максимально содержательными, точными и отражать следующую информацию:
- 7. Канбан Какие же преимущества дает внедрение системы Канбан? 1)Короткий производственный цикл, высокая оборачиваемость активов, в том
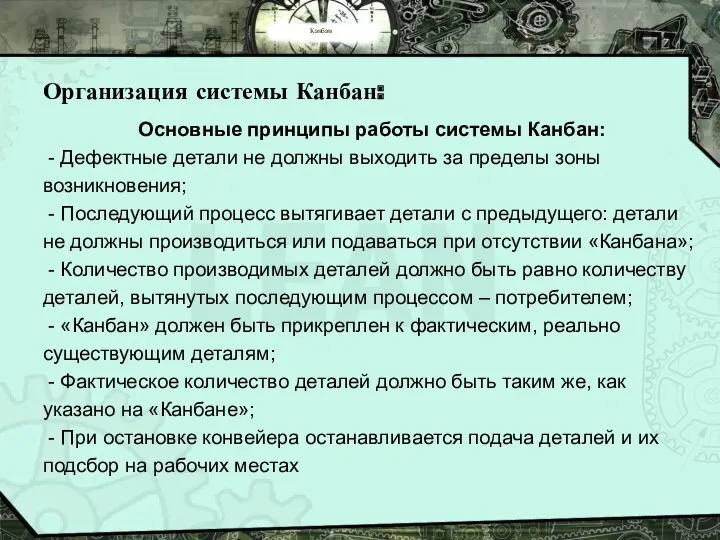
- 8. Канбан Организация системы Канбан: Основные принципы работы системы Канбан: - Дефектные детали не должны выходить за
- 9. Канбан Виды канбанов: Канбан перемещения Канбан поставки
- 10. № Рабочего места № Рабочего стола Проезд Позиция деталей на полке Наименование детали Номер детали Количество
- 11. № Рабочего места № Рабочего стола Проезд Позиция деталей на полке Наименование детали Номер детали Количество
- 12. Канбан Организация системы Канбан: Основные этапы введения системы Канбан 1этап: Выбор маршрута транспортировщика. Расчёт количества карточек
- 13. Канбан Этап 1: Выбор маршрута транспортировщика
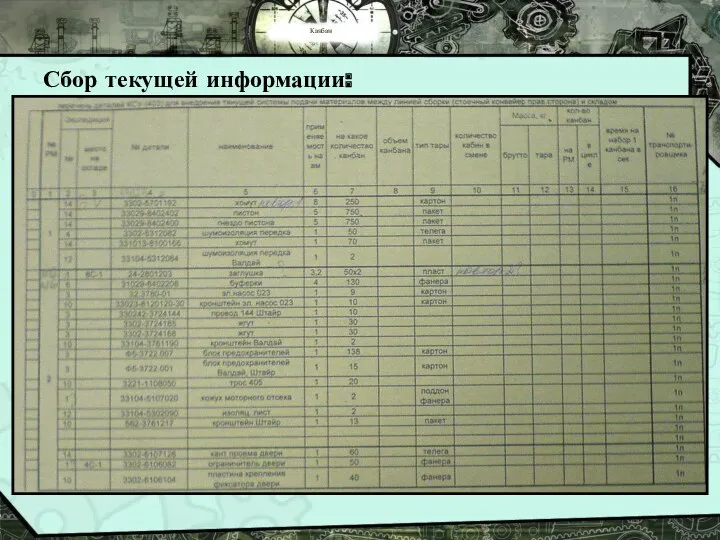
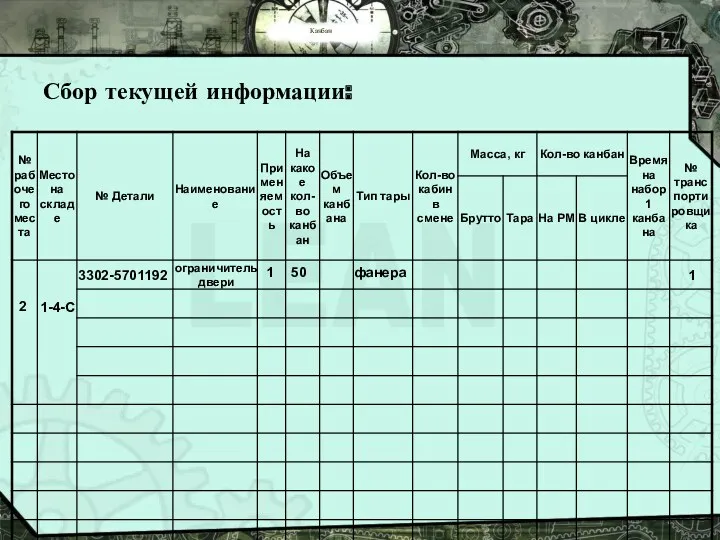
- 14. Канбан Сбор текущей информации:
- 15. Канбан Сбор текущей информации: 2 3302-5701192 ограничитель двери 1-4-С 1 50 фанера 1
- 16. Канбан На основе собранных данных определяется количество и содержимое транспортных тележек:
- 17. Канбан Задачи: 1. Какие детали возить? 2. В каком количестве? 3. Размеры тары, тележек и рабочих
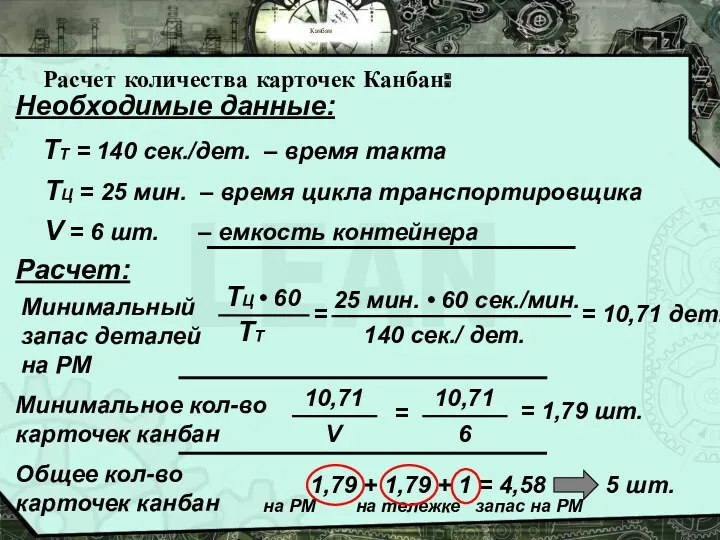
- 18. Канбан Расчет количества карточек Канбан: Необходимые данные: ТТ = 140 сек./дет. – время такта ТЦ =
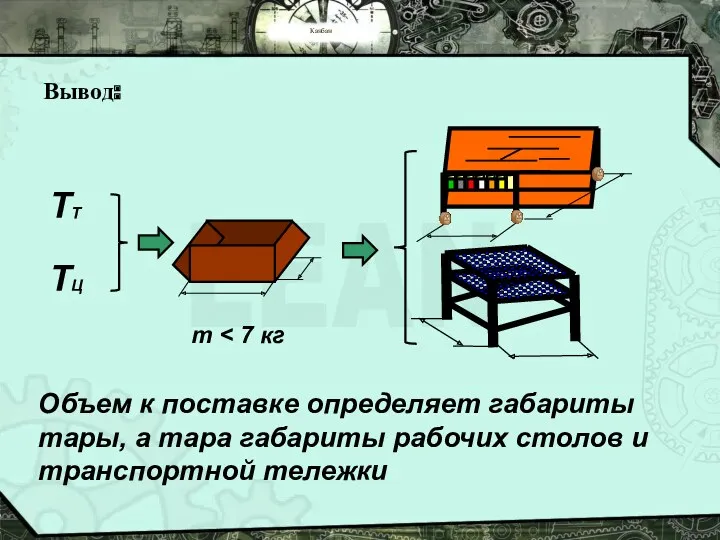
- 19. Канбан Вывод: Объем к поставке определяет габариты тары, а тара габариты рабочих столов и транспортной тележки
- 20. Канбан Стандартизация расположения деталей на тележке: Рабочее место № 1 Рабочее место № 3 Рабочее место
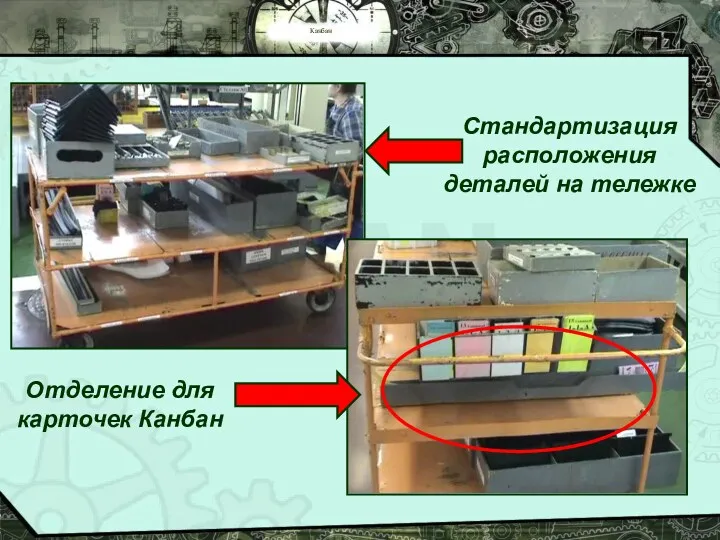
- 21. Канбан Отделение для карточек Канбан Стандартизация расположения деталей на тележке
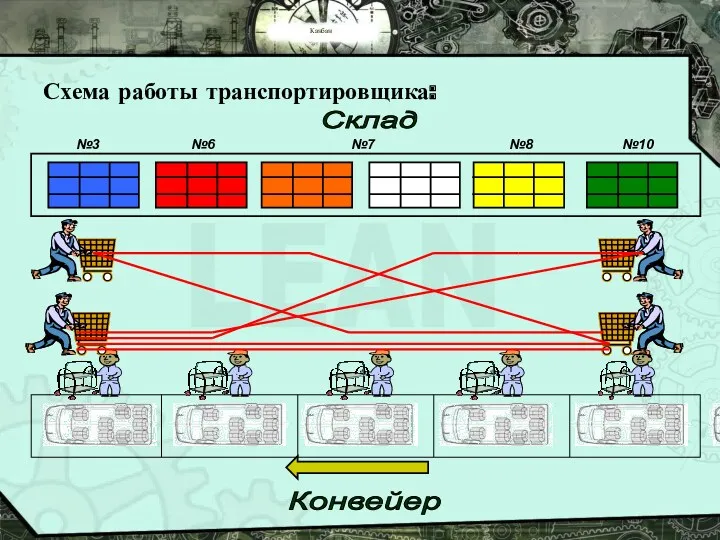
- 22. Канбан Схема работы транспортировщика: Склад Конвейер №3 №6 №7 №8 №10
- 23. Канбан Схема работы транспортировщика: Склад №3 №6 №7 №8 №10 Конвейер
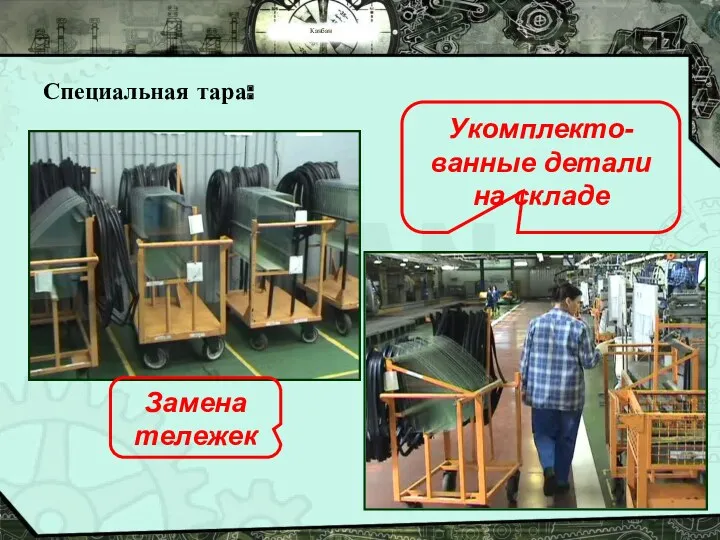
- 24. Канбан Специальная тара: Укомплекто-ванные детали на складе Замена тележек
- 25. Канбан Этап 2: Стандартизированная работа на рабочих местах
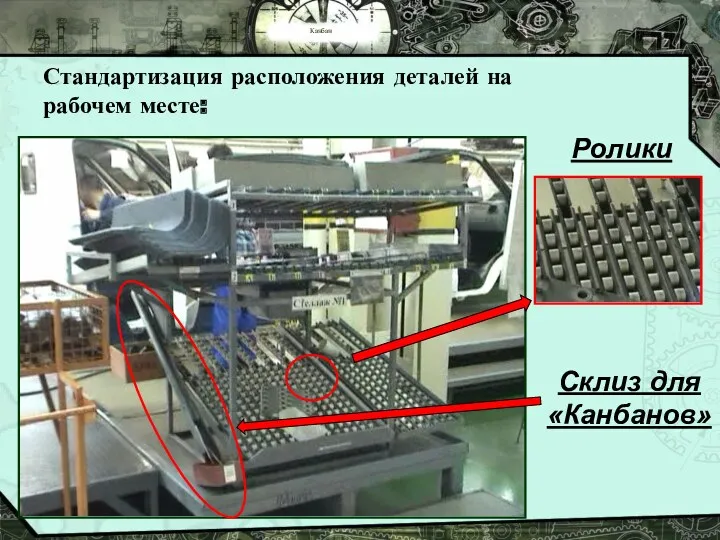
- 26. Канбан Стандартизация расположения деталей на рабочем месте: Ролики Склиз для «Канбанов»
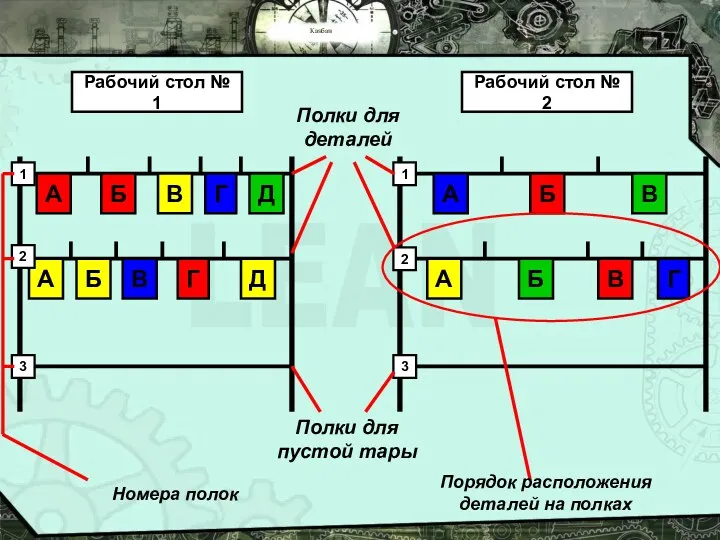
- 27. Канбан А Б В Г Д А Б В Г Д Рабочий стол № 1 А
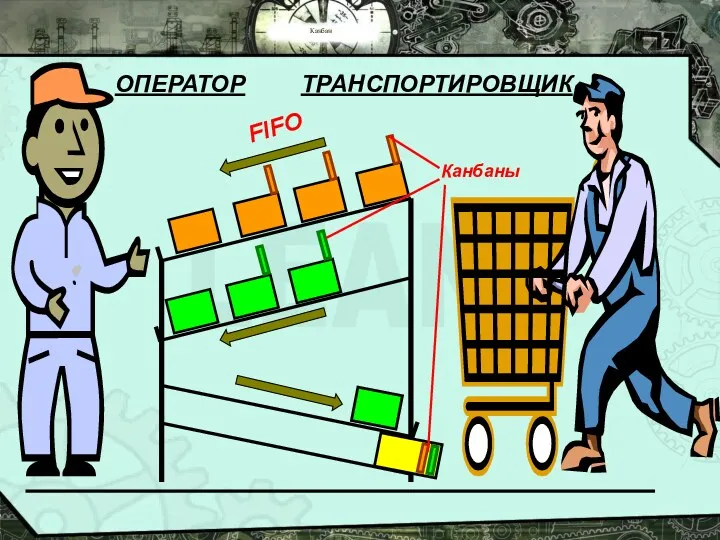
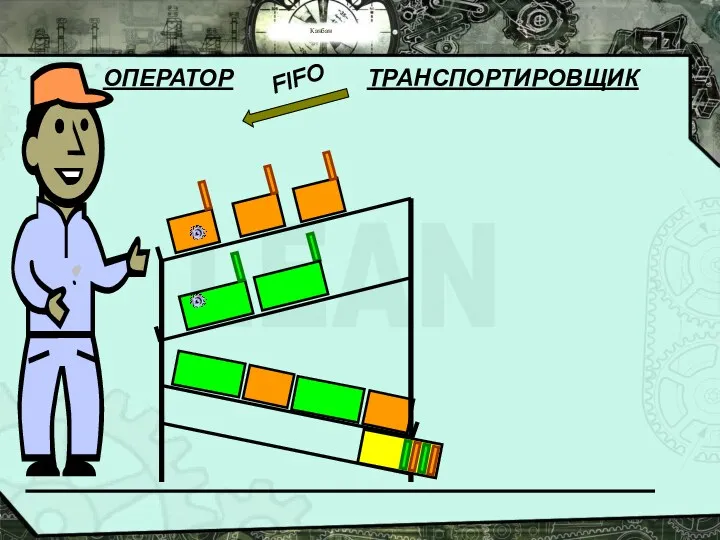
- 28. Канбан Канбаны ОПЕРАТОР ТРАНСПОРТИРОВЩИК FIFO
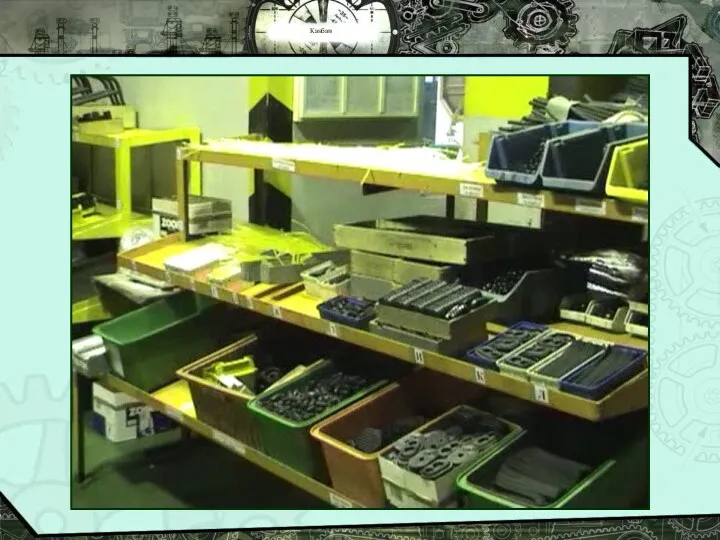
- 29. Канбан Этап 3: Стандартизированная работа на складах
- 30. Канбан 1 2 3 А Б В Г Д Е А Б В Г Д Е
- 31. Канбан
- 32. Канбан 1 А Б В Г Д Е
- 33. Канбан Этап 4: Внедрение тянущей системы
- 34. Канбан Условия, необходимые для внедрения тянущей системы: 3. Поддержание необходимого оптимального запаса на каждом этапе производства
- 35. Канбан Правило 1. Для последующих процессов детали поставляются предыдущими процессами. Правило 2. На предыдущих процессах производится
- 36. Канбан Схема работы транспортировщика: Склад №3 №6 №7 №8 №10 За транспортировщиком закреплено 3 РМ Конвейер
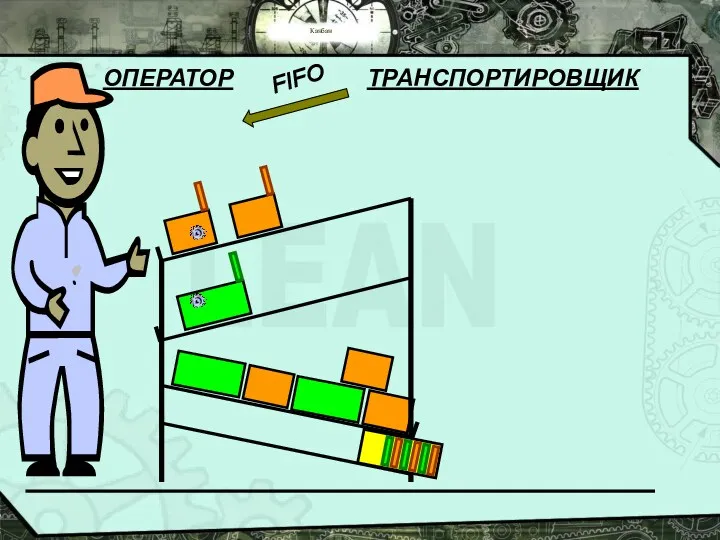
- 37. Канбан FIFO ОПЕРАТОР ТРАНСПОРТИРОВЩИК
- 38. Канбан FIFO Заказ на комплектующие был сделан в предыдущем цикле ОПЕРАТОР ТРАНСПОРТИРОВЩИК
- 39. Канбан Схема работы транспортировщика: Склад №3 №6 №7 №8 №10 Конвейер
- 40. Канбан FIFO ОПЕРАТОР ТРАНСПОРТИРОВЩИК
- 41. Канбан FIFO ОПЕРАТОР ТРАНСПОРТИРОВЩИК
- 42. Канбан FIFO ОПЕРАТОР ТРАНСПОРТИРОВЩИК
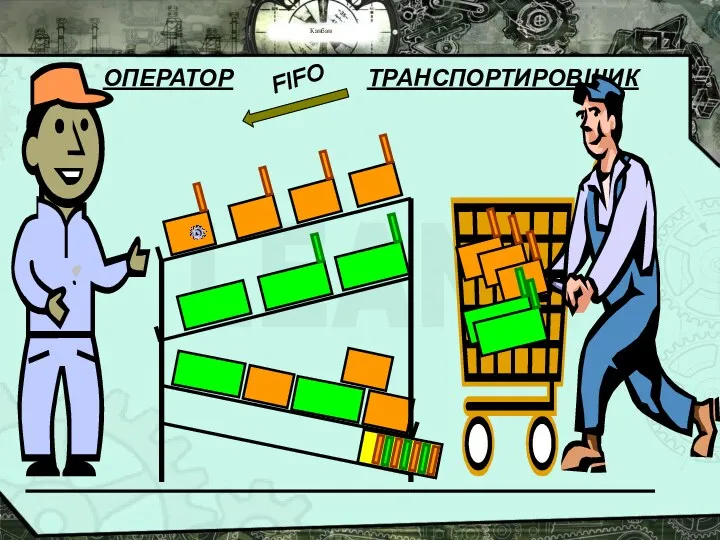
- 43. Канбан ОПЕРАТОР ТРАНСПОРТИРОВЩИК FIFO
- 44. Канбан Схема работы транспортировщика: №3 №6 №7 №8 №10 Набирает ровно столько единиц тары, сколько у
- 46. Скачать презентацию
Канбан
Разделы занятия:
1) Системы организации производства.
2) Тянущая система и система Канбан
3) Организация
Канбан
Разделы занятия:
1) Системы организации производства.
2) Тянущая система и система Канбан
3) Организация
Канбан
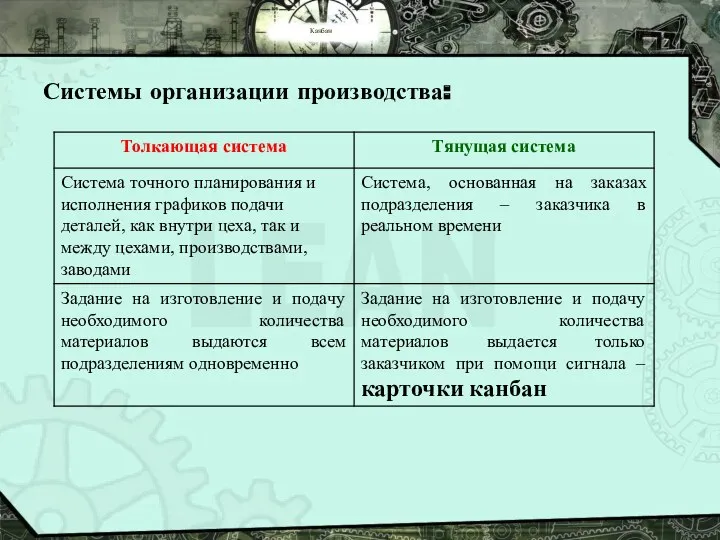
Системы организации производства:
Канбан
Системы организации производства:
Канбан
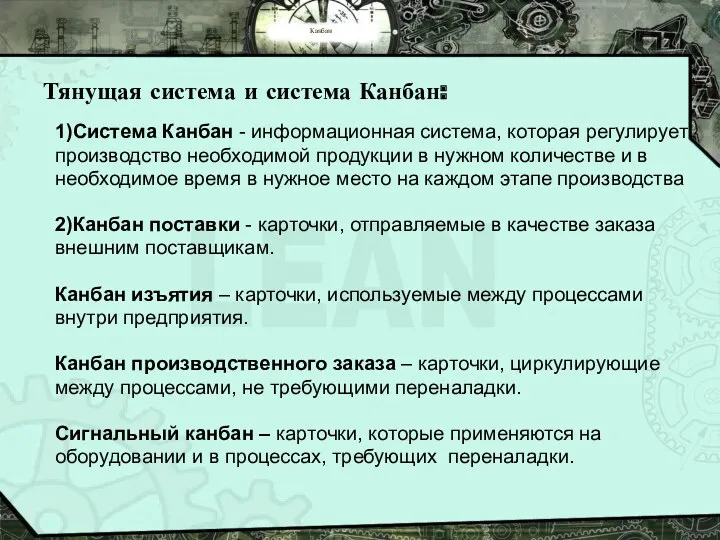
Тянущая система и система Канбан:
1)Система Канбан - информационная система, которая регулирует
Канбан
Тянущая система и система Канбан:
1)Система Канбан - информационная система, которая регулирует
Канбан
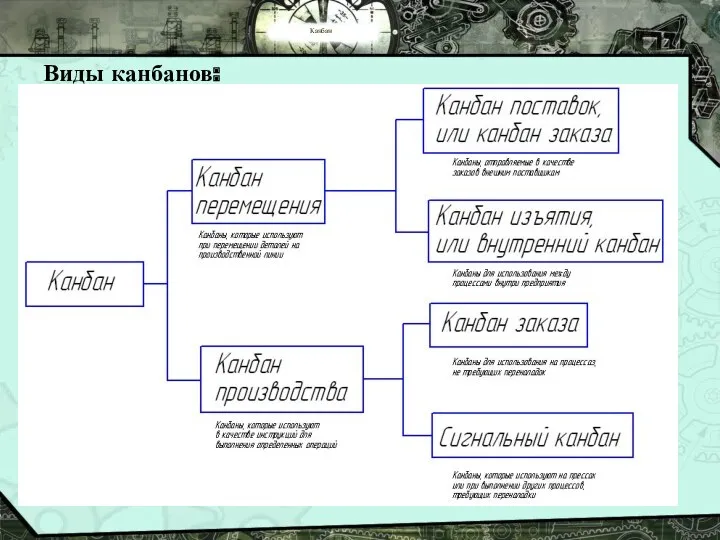
Виды канбанов:
Канбан
Виды канбанов:
Канбан
Тянущая система и система Канбан:
Канбаны должны быть максимально содержательными, точными и
Канбан
Тянущая система и система Канбан:
Канбаны должны быть максимально содержательными, точными и
Канбан
Какие же преимущества дает внедрение системы Канбан?
1)Короткий производственный цикл, высокая
Канбан
Какие же преимущества дает внедрение системы Канбан?
1)Короткий производственный цикл, высокая
Канбан
Организация системы Канбан:
Основные принципы работы системы Канбан:
- Дефектные детали не
Канбан
Организация системы Канбан:
Основные принципы работы системы Канбан:
- Дефектные детали не

Канбан
Виды канбанов:
Канбан перемещения
Канбан поставки
Канбан
Виды канбанов:
Канбан перемещения
Канбан поставки
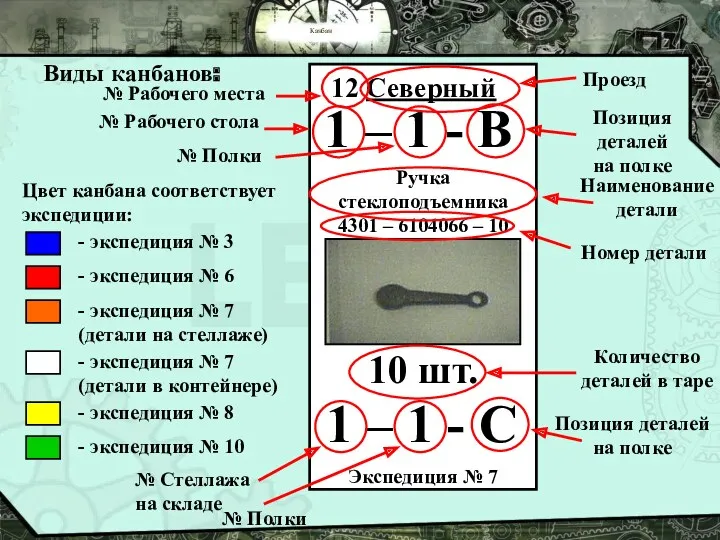
№ Рабочего места
№ Рабочего стола
Проезд
Позиция
деталей
на полке
Наименование
детали
Номер детали
Количество деталей в
№ Рабочего места
№ Рабочего стола
Проезд
Позиция
деталей
на полке
Наименование
детали
Номер детали
Количество деталей в
№ Рабочего места
№ Рабочего стола
Проезд
Позиция
деталей
на полке
Наименование
детали
Номер детали
Количество деталей в
№ Рабочего места
№ Рабочего стола
Проезд
Позиция
деталей
на полке
Наименование
детали
Номер детали
Количество деталей в
Канбан
Организация системы Канбан:
Основные этапы введения системы Канбан
1этап: Выбор маршрута транспортировщика. Расчёт
Канбан
Организация системы Канбан:
Основные этапы введения системы Канбан
1этап: Выбор маршрута транспортировщика. Расчёт
Канбан
Этап 1:
Выбор маршрута
транспортировщика
Канбан
Этап 1:
Выбор маршрута
транспортировщика
Канбан
Сбор текущей информации:
Канбан
Сбор текущей информации:
Канбан
Сбор текущей информации:
2
3302-5701192
ограничитель двери
1-4-С
1
50
фанера
1
Канбан
Сбор текущей информации:
2
3302-5701192
ограничитель двери
1-4-С
1
50
фанера
1
Канбан
На основе собранных данных определяется количество и содержимое транспортных тележек:
Канбан
На основе собранных данных определяется количество и содержимое транспортных тележек:
Канбан
Задачи:
1. Какие детали возить?
2. В каком количестве?
3. Размеры тары, тележек и
Канбан
Задачи:
1. Какие детали возить?
2. В каком количестве?
3. Размеры тары, тележек и
Канбан
Расчет количества карточек Канбан:
Необходимые данные:
ТТ = 140 сек./дет. – время такта
ТЦ
Канбан
Расчет количества карточек Канбан:
Необходимые данные:
ТТ = 140 сек./дет. – время такта
ТЦ
Канбан
Вывод:
Объем к поставке определяет габариты тары, а тара габариты рабочих столов
Канбан
Вывод:
Объем к поставке определяет габариты тары, а тара габариты рабочих столов

Канбан
Стандартизация расположения деталей на тележке:
Рабочее место № 1
Рабочее место № 3
Канбан
Стандартизация расположения деталей на тележке:
Рабочее место № 1
Рабочее место № 3
Канбан
Отделение для карточек Канбан
Стандартизация расположения деталей на тележке
Канбан
Отделение для карточек Канбан
Стандартизация расположения деталей на тележке

Канбан
Схема работы транспортировщика:
Склад
Конвейер
№3
№6
№7
№8
№10
Канбан
Схема работы транспортировщика:
Склад
Конвейер
№3
№6
№7
№8
№10
Канбан
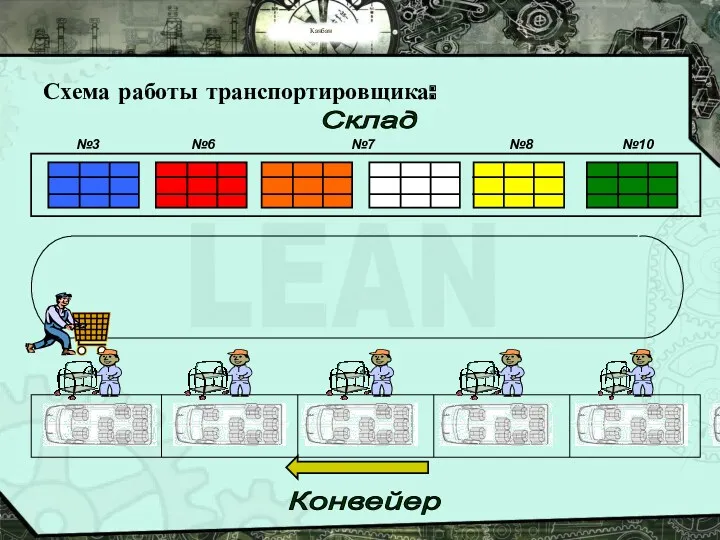
Схема работы транспортировщика:
Склад
№3
№6
№7
№8
№10
Конвейер
Канбан
Схема работы транспортировщика:
Склад
№3
№6
№7
№8
№10
Конвейер
Канбан
Специальная тара:
Укомплекто-ванные детали на складе
Замена
тележек
Канбан
Специальная тара:
Укомплекто-ванные детали на складе
Замена
тележек
Канбан
Этап 2:
Стандартизированная работа
на рабочих местах
Канбан
Этап 2:
Стандартизированная работа
на рабочих местах
Канбан
Стандартизация расположения деталей на рабочем месте:
Ролики
Склиз для «Канбанов»
Канбан
Стандартизация расположения деталей на рабочем месте:
Ролики
Склиз для «Канбанов»
Канбан
А
Б
В
Г
Д
А
Б
В
Г
Д
Рабочий стол № 1
А
Б
В
А
Б
В
Г
Рабочий стол № 2
Полки для
деталей
Полки для пустой
Канбан
А
Б
В
Г
Д
А
Б
В
Г
Д
Рабочий стол № 1
А
Б
В
А
Б
В
Г
Рабочий стол № 2
Полки для
деталей
Полки для пустой
Канбан
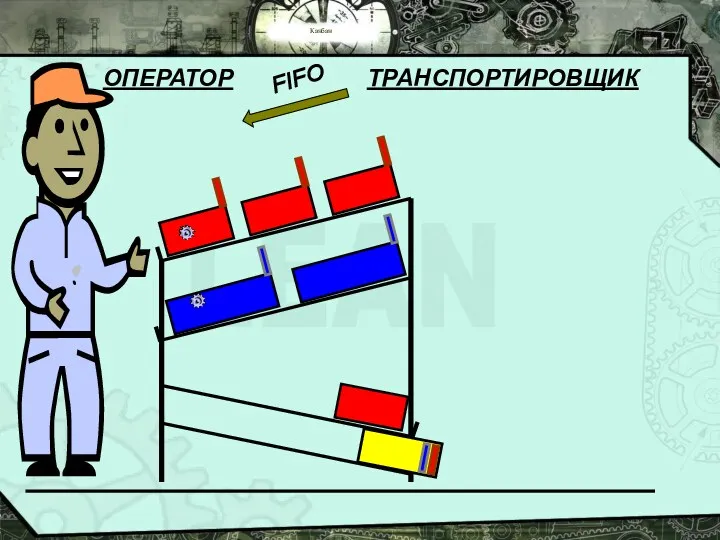
Канбаны
ОПЕРАТОР
ТРАНСПОРТИРОВЩИК
FIFO
Канбан
Канбаны
ОПЕРАТОР
ТРАНСПОРТИРОВЩИК
FIFO
Канбан
Этап 3:
Стандартизированная работа
на складах
Канбан
Этап 3:
Стандартизированная работа
на складах
Канбан
1
2
3
А
Б
В
Г
Д
Е
А
Б
В
Г
Д
Е
Ж
А
Б
В
1
2
3
А
Б
В
Г
Д
А
Б
В
Г
А
Б
В
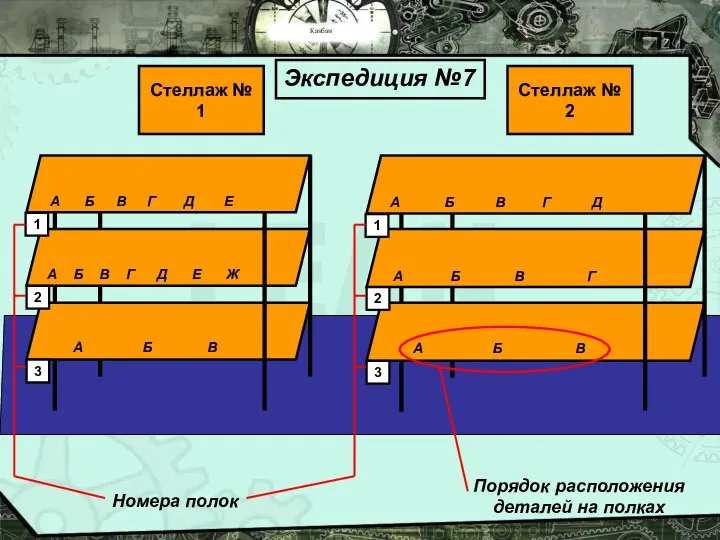
Стеллаж № 1
Стеллаж № 2
Номера полок
Экспедиция №7
Порядок расположения деталей на полках
Канбан
1
2
3
А
Б
В
Г
Д
Е
А
Б
В
Г
Д
Е
Ж
А
Б
В
1
2
3
А
Б
В
Г
Д
А
Б
В
Г
А
Б
В
Стеллаж № 1
Стеллаж № 2
Номера полок
Экспедиция №7
Порядок расположения деталей на полках
Канбан
Канбан
Канбан
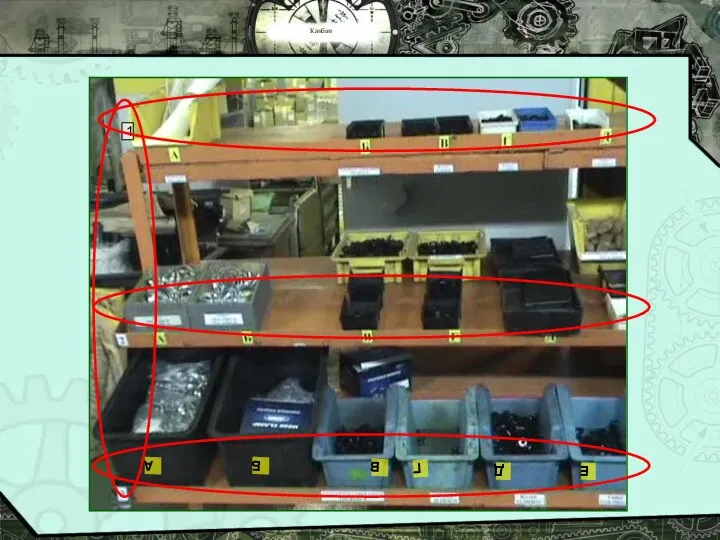
1
А
Б
В
Г
Д
Е
Канбан
1
А
Б
В
Г
Д
Е
Канбан
Этап 4:
Внедрение тянущей системы
Канбан
Этап 4:
Внедрение тянущей системы
Канбан
Условия, необходимые для внедрения тянущей системы:
3. Поддержание необходимого оптимального запаса на
Канбан
Условия, необходимые для внедрения тянущей системы:
3. Поддержание необходимого оптимального запаса на
Канбан
Правило 1. Для последующих процессов детали поставляются
предыдущими процессами.
Правило 2. На
Канбан
Правило 1. Для последующих процессов детали поставляются
предыдущими процессами.
Правило 2. На
Канбан
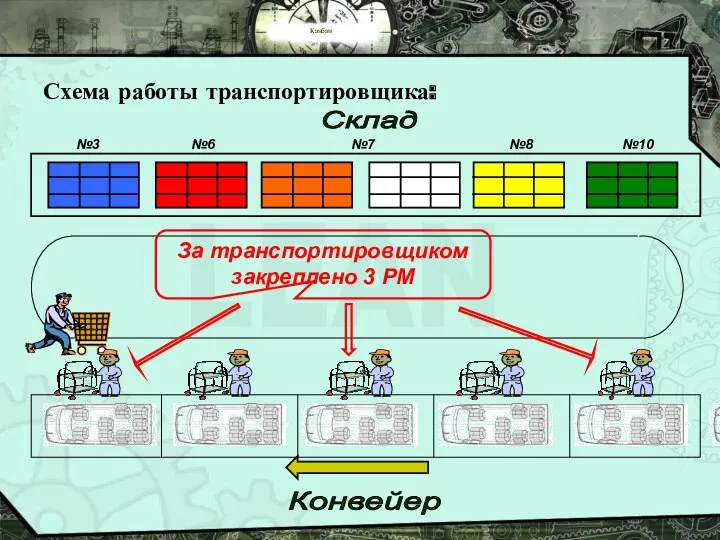
Схема работы транспортировщика:
Склад
№3
№6
№7
№8
№10
За транспортировщиком закреплено 3 РМ
Конвейер
Канбан
Схема работы транспортировщика:
Склад
№3
№6
№7
№8
№10
За транспортировщиком закреплено 3 РМ
Конвейер
Канбан
FIFO
ОПЕРАТОР
ТРАНСПОРТИРОВЩИК
Канбан
FIFO
ОПЕРАТОР
ТРАНСПОРТИРОВЩИК
Канбан
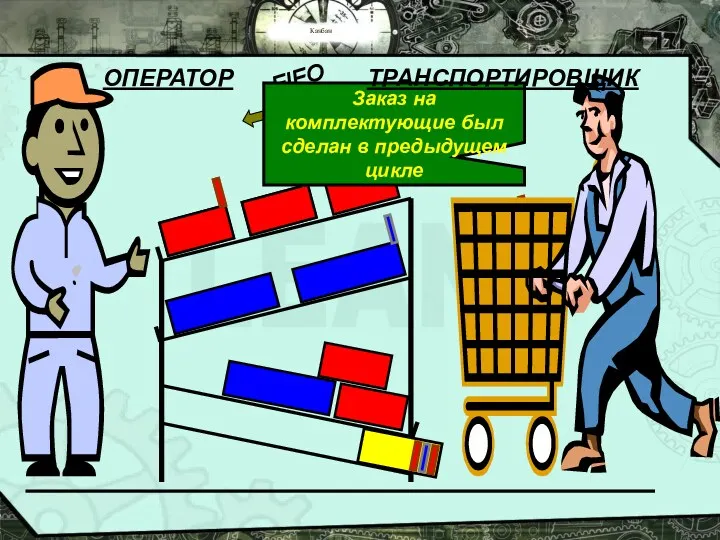
FIFO
Заказ на комплектующие был сделан в предыдущем цикле
ОПЕРАТОР
ТРАНСПОРТИРОВЩИК
Канбан
FIFO
Заказ на комплектующие был сделан в предыдущем цикле
ОПЕРАТОР
ТРАНСПОРТИРОВЩИК
Канбан
Схема работы транспортировщика:
Склад
№3
№6
№7
№8
№10
Конвейер
Канбан
Схема работы транспортировщика:
Склад
№3
№6
№7
№8
№10
Конвейер
Канбан
FIFO
ОПЕРАТОР
ТРАНСПОРТИРОВЩИК
Канбан
FIFO
ОПЕРАТОР
ТРАНСПОРТИРОВЩИК
Канбан
FIFO
ОПЕРАТОР
ТРАНСПОРТИРОВЩИК
Канбан
FIFO
ОПЕРАТОР
ТРАНСПОРТИРОВЩИК
Канбан
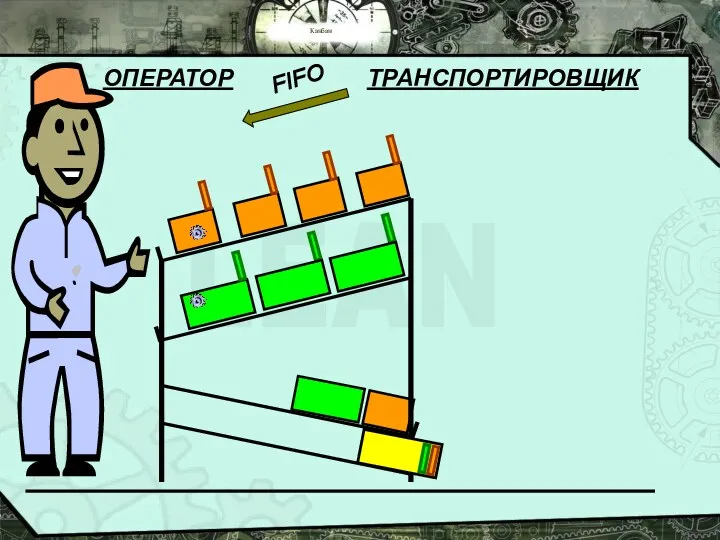
FIFO
ОПЕРАТОР
ТРАНСПОРТИРОВЩИК
Канбан
FIFO
ОПЕРАТОР
ТРАНСПОРТИРОВЩИК
Канбан
ОПЕРАТОР
ТРАНСПОРТИРОВЩИК
FIFO
Канбан
ОПЕРАТОР
ТРАНСПОРТИРОВЩИК
FIFO

Канбан
Схема работы транспортировщика:
№3
№6
№7
№8
№10
Набирает ровно столько единиц тары, сколько у него карточек
Канбан
Схема работы транспортировщика:
№3
№6
№7
№8
№10
Набирает ровно столько единиц тары, сколько у него карточек
 Places of interest in Volgodonsk
Places of interest in Volgodonsk Про те, як група ТУ-2 робила ремонт в 33 училищі
Про те, як група ТУ-2 робила ремонт в 33 училищі Психологическая характеристика агрессивности
Психологическая характеристика агрессивности 20230511_povtorenie_kursa_algebra_8_klass
20230511_povtorenie_kursa_algebra_8_klass Ресурс между двумя ремонтами
Ресурс между двумя ремонтами Математический анализ. Теоретико-множественная математика
Математический анализ. Теоретико-множественная математика Обработка боковых и нижнего срезов изделия
Обработка боковых и нижнего срезов изделия Проблемы подросткового возраста
Проблемы подросткового возраста Образование причастий
Образование причастий Формирование нравственно-патриотических качеств у младших школьников.
Формирование нравственно-патриотических качеств у младших школьников. Внеклассное мероприятие для учащихся 5 класса Осенние посиделки Диск
Внеклассное мероприятие для учащихся 5 класса Осенние посиделки Диск Адам и Ева. Инновационный взгляд в Библию
Адам и Ева. Инновационный взгляд в Библию Как появилась музыка - презентация
Как появилась музыка - презентация Доклад по горе Мак-Кинли
Доклад по горе Мак-Кинли Запоминалки
Запоминалки Интеграция исследовательской деятельности учащихся в образовательный процесс
Интеграция исследовательской деятельности учащихся в образовательный процесс Архітектура і програмна модель мікропроцесорів IA-32, x86-64
Архітектура і програмна модель мікропроцесорів IA-32, x86-64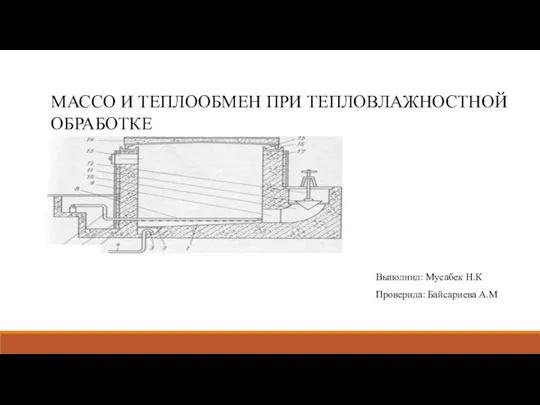 Массо- и теплообмен при тепловлажностной обработке
Массо- и теплообмен при тепловлажностной обработке Театральные этюды
Театральные этюды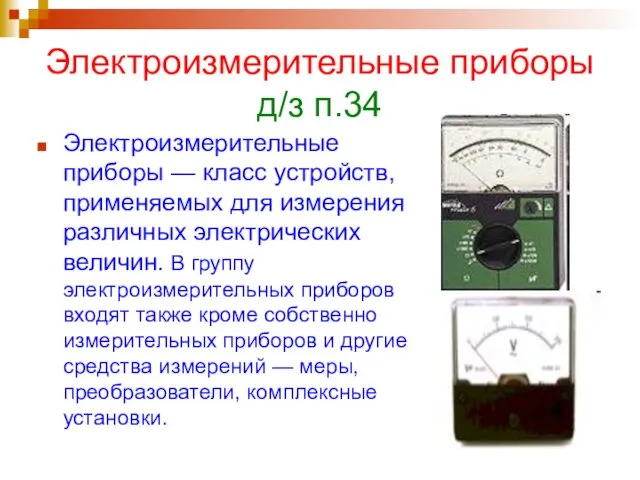 Электроизмерительные приборы
Электроизмерительные приборы Подготовка к ОГЭ по биологии в 2017 году
Подготовка к ОГЭ по биологии в 2017 году Инструкция по выгрузке отчета
Инструкция по выгрузке отчета Книжная выставка Узнавай и удивляйся
Книжная выставка Узнавай и удивляйся презентация Готовность учителя к уроку
презентация Готовность учителя к уроку Сборка ПК
Сборка ПК Зазвенела осень листопадом
Зазвенела осень листопадом Строительство асфальтобетонных покрытий и оснований
Строительство асфальтобетонных покрытий и оснований Физиология сенсорных систем
Физиология сенсорных систем