- Главная линия прокатного стана

Содержание
- 2. 18 February 2019 Прокатным станом называется комплекс машин и агрегатов, предназначенных для осуществления пластической деформации металла
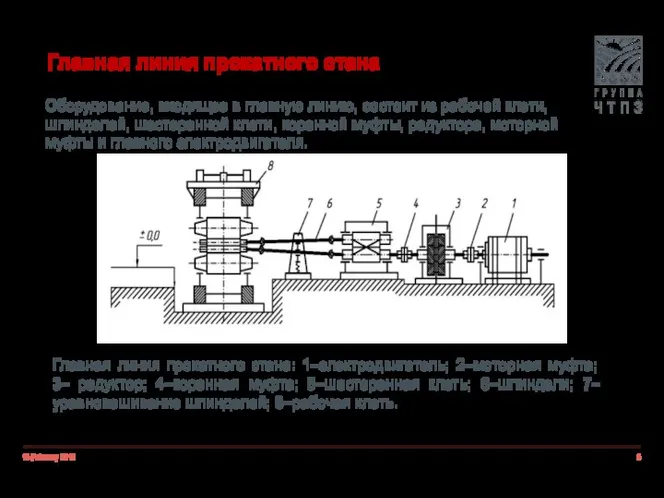
- 3. 18 February 2019 Главная линия прокатного стана Оборудование, входящее в главную линию, состоит из рабочей клети,
- 4. 18 February 2019 Главным двигателем современных прокатных станов является электродвигатель переменного или постоянного тока с широким
- 5. 18 February 2019 Редуктор предназначен для изменения больших чисел оборотов двигателя до необходимых чисел оборотов рабочих
- 6. 18 February 2019 Муфта моторная (главная муфта) соединяет вал двигателя с ведущим валом редуктора.
- 7. 18 February 2019 Муфта коренная соединяет ведомый вал редуктора с шестеренной клетью.
- 8. 18 February 2019 Шестеренная клеть — устройство для передачи вращения от одного двигателя двум или трем
- 9. 18 February 2019 Шпиндели служат для передачи валкам рабочей клети вращения и крутящих моментов от шестеренной
- 10. 18 February 2019 Рабочая клеть, в которой происходит собственно процесс прокатки, служит для установки валков и
- 11. 18 February 2019 Виды главных линий прокатных станов Современные прокатные станы обычно имеют главные линии двух
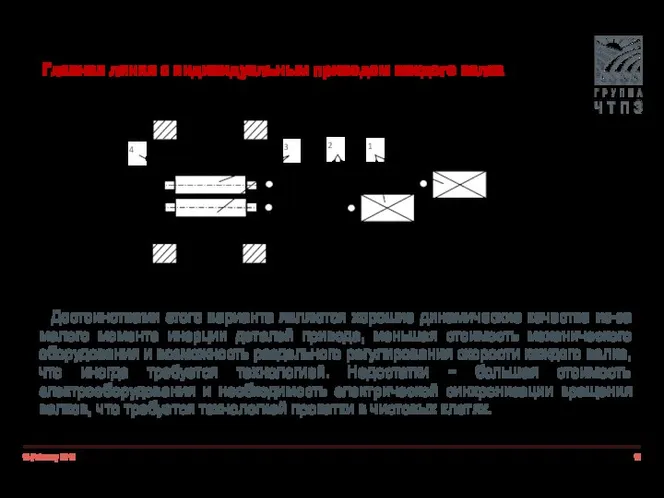
- 12. 18 February 2019 Главная линия с индивидуальным приводом каждого валка Достоинствами этого варианта являются хорошие динамические
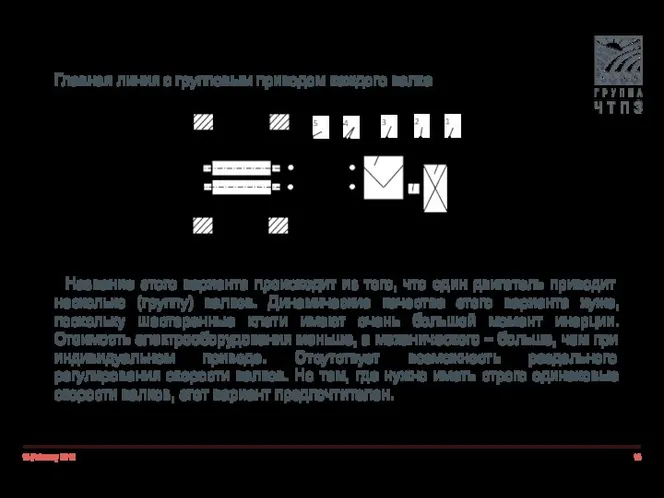
- 13. 18 February 2019 Главная линия с групповым приводом каждого валка Название этого варианта происходит из того,
- 14. 18 February 2019 Классификация прокатных станов по расположению главных линий
- 15. 18 February 2019 1. Одноклетьевые станы. Это крупные обжимные и толстолистовые станы. Для увеличения суммарной деформации
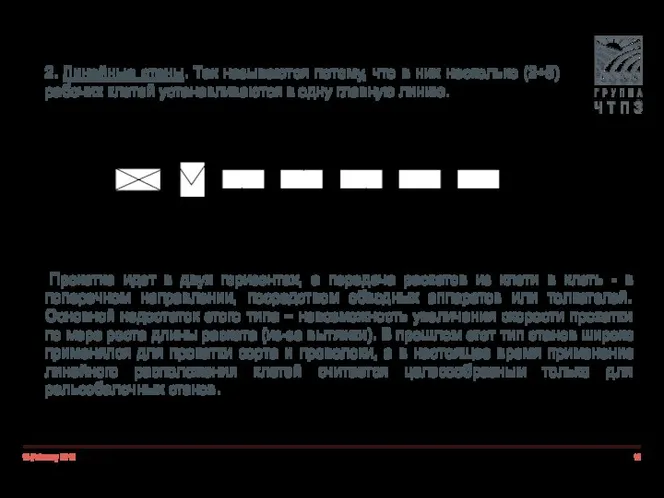
- 16. 18 February 2019 2. Линейные станы. Так называются потому, что в них несколько (2÷5) рабочих клетей
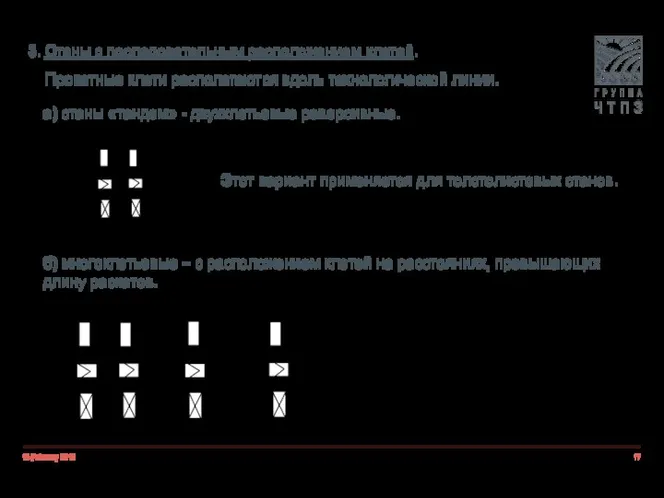
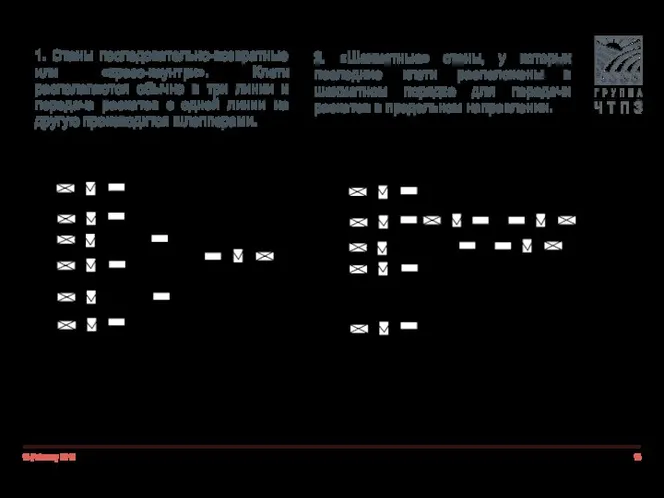
- 17. 18 February 2019 3. Станы с последовательным расположением клетей. Прокатные клети располагаются вдоль технологической линии. а)
- 18. 18 February 2019 1. Станы последовательно-возвратные или «кросс-каунтри». Клети располагаются обычно в три линии и передача
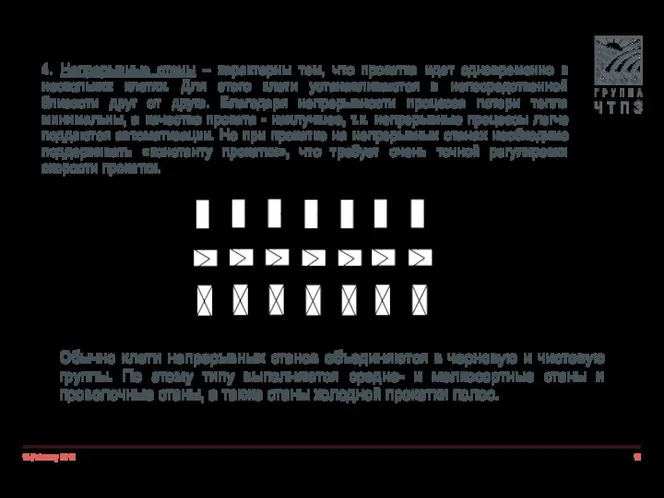
- 19. 18 February 2019 4. Непрерывные станы – характерны тем, что прокатка идет одновременно в нескольких клетях.
- 20. 18 February 2019 5. Полунепрерывные станы – состоят из непрерывной группы и одной реверсивной клети или
- 21. 18 February 2019 6. Комбинированные станы – с линейным и последовательным расположением клетей.
- 22. 18 February 2019 Классификация прокатных станов по режимам работы
- 23. 18 February 2019 1. Реверсивный режим работы – прокатка идет с изменением направления вращения валков и
- 24. 18 February 2019 2. Нереверсивный режим работы – валки вращаются в одном направлении и направление движения
- 25. 18 February 2019 Классификация прокатных станов по назначению
- 26. 18 February 2019 1. Обжимные станы – блюминги для производства блюмов, слябинги – слябов и блюминги-слябинги
- 27. 18 February 2019 2. Заготовочные станы – обычно непрерывные (НЗС). Типичный представитель – отечественный НЗС 900/700/500.
- 28. 18 February 2019 3. Рельсобалочные станы (РБС) – обычно линейного типа с диаметром валков 800÷850мм. Число
- 29. 18 February 2019
- 30. 18 February 2019 4. Крупносортные станы – полунепрерывные или с последовательным расположением клетей, но встречаются еще
- 31. 18 February 2019 5. Среднесортные станы – непрерывного типа. Диаметр валков - 350÷550мм. Типовой отечественный среднесортный
- 32. 18 February 2019 6. Мелкосортные станы – непрерывного типа. Диаметр валков - 250÷330мм. Типовым является отечественный
- 33. 18 February 2019 7. Проволочные станы – исключительно непрерывные с диаметром валков 150÷280мм. Отечественные станы 250
- 34. 18 February 2019 8. Толстолистовые станы (ТЛС) – в основном двухклетьевые «тандем» (стан 2800 АМК). Иногда
- 35. 18 February 2019 9. Широкополосные станы горячей прокатки − непрерывные (НШС) и полунепрерывные (ПНШС). Длина бочки
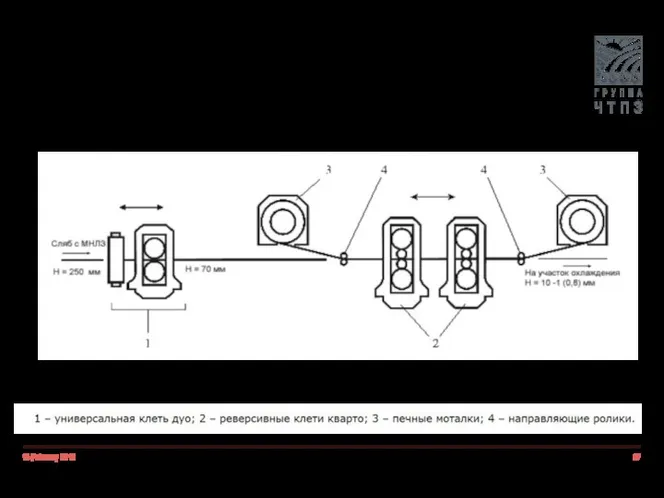
- 36. 18 February 2019 10. Станы Стеккеля (или станы с моталками в печах)– это реверсивные одно-двухклетьевые станы,
- 37. 18 February 2019
- 38. 18 February 2019 11. Листовые станы холодной прокатки (ЛХП) − подразделяются на непрерывные и одноклетьевые реверсивные.
- 39. 18 February 2019 12. Дрессировочные станы – для холодной прокатки листов и полос с малыми (0,8÷2)%
- 40. 18 February 2019 13. Трубопрокатные станы (агрегаты) – отличаются большим разнооб- разием конструкций. К ним относятся
- 41. 18 February 2019 14. Станы специального назначения – для производства специального проката. К ним относятся: а)
- 42. 18 February 2019
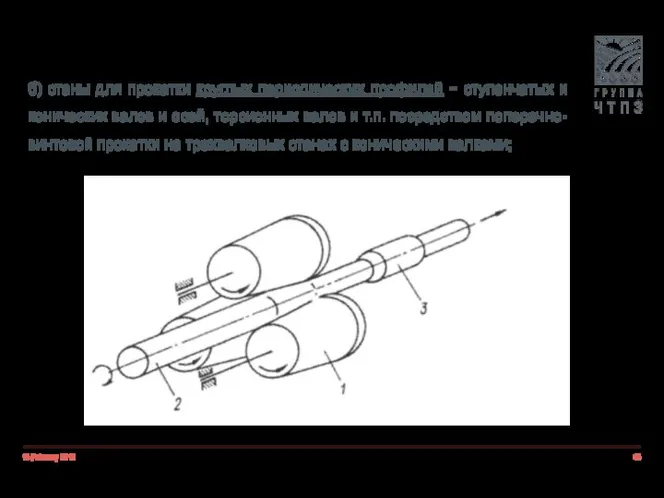
- 43. 18 February 2019 б) станы для прокатки круглых периодических профилей − ступенчатых и конических валов и
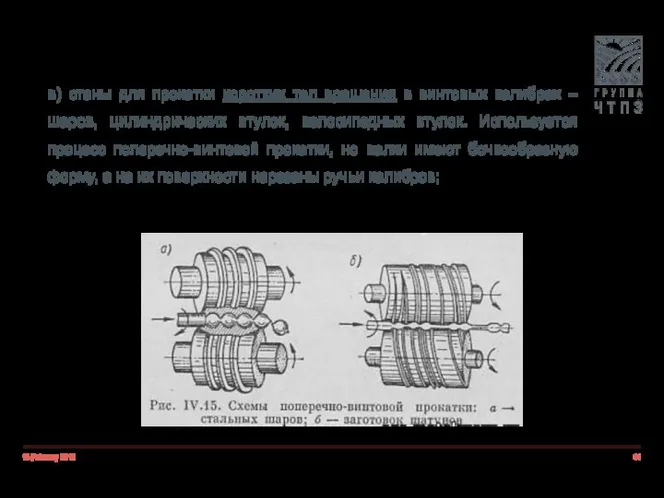
- 44. 18 February 2019 в) станы для прокатки коротких тел вращения в винтовых калибрах – шаров, цилиндрических
- 45. 18 February 2019 г) станы для прокатки профилей с винтовой поверхностью – винтов, ребристых труб, шнеков
- 46. 18 February 2019 д) станы для прокатки сверл – посредством процесса продольно-винтовой прокатки. Четыре валка-сектора, расположенных
- 47. 18 February 2019 е) станы для прокатки зубчатых колес – посредством процесса поперечной прокатки. Валки имеют
- 48. 18 February 2019 ж) кольцепрокатные станы – для производства колец диаметром 200÷6000мм, которые используются в авиационной,
- 49. 18 February 2019
- 51. Скачать презентацию
18 February 2019
Прокатным станом называется комплекс машин и агрегатов, предназначенных для
18 February 2019
Прокатным станом называется комплекс машин и агрегатов, предназначенных для
18 February 2019
Главная линия прокатного стана
Оборудование, входящее в главную линию, состоит
18 February 2019
Главная линия прокатного стана
Оборудование, входящее в главную линию, состоит
18 February 2019
Главным двигателем современных прокатных станов является электродвигатель переменного или
18 February 2019
Главным двигателем современных прокатных станов является электродвигатель переменного или
18 February 2019
Редуктор предназначен для изменения больших чисел оборотов двигателя до
18 February 2019
Редуктор предназначен для изменения больших чисел оборотов двигателя до
18 February 2019
Муфта моторная (главная муфта) соединяет вал двигателя с ведущим
18 February 2019
Муфта моторная (главная муфта) соединяет вал двигателя с ведущим
18 February 2019
Муфта коренная соединяет ведомый вал редуктора с шестеренной клетью.
18 February 2019
Муфта коренная соединяет ведомый вал редуктора с шестеренной клетью.
18 February 2019
Шестеренная клеть — устройство для передачи вращения от одного
18 February 2019
Шестеренная клеть — устройство для передачи вращения от одного
18 February 2019
Шпиндели служат для передачи валкам рабочей клети вращения и
18 February 2019
Шпиндели служат для передачи валкам рабочей клети вращения и
18 February 2019
Рабочая клеть, в которой происходит собственно процесс прокатки, служит
18 February 2019
Рабочая клеть, в которой происходит собственно процесс прокатки, служит
18 February 2019
Виды главных линий прокатных станов
Современные прокатные станы обычно имеют
18 February 2019
Виды главных линий прокатных станов
Современные прокатные станы обычно имеют
18 February 2019
Главная линия с индивидуальным приводом каждого валка
Достоинствами этого варианта
18 February 2019
Главная линия с индивидуальным приводом каждого валка
Достоинствами этого варианта
18 February 2019
Главная линия с групповым приводом каждого валка
Название этого варианта
18 February 2019
Главная линия с групповым приводом каждого валка
Название этого варианта
18 February 2019
Классификация прокатных станов
по расположению главных линий
18 February 2019
Классификация прокатных станов
по расположению главных линий
18 February 2019
1. Одноклетьевые станы. Это крупные обжимные и толстолистовые станы.
18 February 2019
1. Одноклетьевые станы. Это крупные обжимные и толстолистовые станы.
18 February 2019
2. Линейные станы. Так называются потому, что в них
18 February 2019
2. Линейные станы. Так называются потому, что в них
18 February 2019
3. Станы с последовательным расположением клетей.
Прокатные клети располагаются вдоль
18 February 2019
3. Станы с последовательным расположением клетей.
Прокатные клети располагаются вдоль
18 February 2019
1. Станы последовательно-возвратные или «кросс-каунтри». Клети располагаются обычно в
18 February 2019
1. Станы последовательно-возвратные или «кросс-каунтри». Клети располагаются обычно в
18 February 2019
4. Непрерывные станы – характерны тем, что прокатка идет
18 February 2019
4. Непрерывные станы – характерны тем, что прокатка идет
18 February 2019
5. Полунепрерывные станы – состоят из непрерывной группы и
18 February 2019
5. Полунепрерывные станы – состоят из непрерывной группы и
18 February 2019
6. Комбинированные станы – с линейным и последовательным расположением
18 February 2019
6. Комбинированные станы – с линейным и последовательным расположением
18 February 2019
Классификация прокатных станов
по режимам работы
18 February 2019
Классификация прокатных станов
по режимам работы
18 February 2019
1. Реверсивный режим работы – прокатка идет с изменением
18 February 2019
1. Реверсивный режим работы – прокатка идет с изменением
18 February 2019
2. Нереверсивный режим работы – валки вращаются в одном
18 February 2019
2. Нереверсивный режим работы – валки вращаются в одном
18 February 2019
Классификация прокатных станов по назначению
18 February 2019
Классификация прокатных станов по назначению
18 February 2019
1. Обжимные станы – блюминги для производства блюмов, слябинги
18 February 2019
1. Обжимные станы – блюминги для производства блюмов, слябинги
18 February 2019
2. Заготовочные станы – обычно непрерывные (НЗС). Типичный представитель
18 February 2019
2. Заготовочные станы – обычно непрерывные (НЗС). Типичный представитель
18 February 2019
3. Рельсобалочные станы (РБС) – обычно линейного типа с
18 February 2019
3. Рельсобалочные станы (РБС) – обычно линейного типа с
18 February 2019
18 February 2019
18 February 2019
4. Крупносортные станы – полунепрерывные или с последовательным расположением
18 February 2019
4. Крупносортные станы – полунепрерывные или с последовательным расположением
18 February 2019
5. Среднесортные станы – непрерывного типа. Диаметр валков -
18 February 2019
5. Среднесортные станы – непрерывного типа. Диаметр валков -
18 February 2019
6. Мелкосортные станы – непрерывного типа. Диаметр валков -
18 February 2019
6. Мелкосортные станы – непрерывного типа. Диаметр валков -
18 February 2019
7. Проволочные станы – исключительно непрерывные с диаметром валков
18 February 2019
7. Проволочные станы – исключительно непрерывные с диаметром валков
18 February 2019
8. Толстолистовые станы (ТЛС) – в основном двухклетьевые «тандем»
18 February 2019
8. Толстолистовые станы (ТЛС) – в основном двухклетьевые «тандем»
18 February 2019
9. Широкополосные станы горячей прокатки − непрерывные (НШС) и
18 February 2019
9. Широкополосные станы горячей прокатки − непрерывные (НШС) и
18 February 2019
10. Станы Стеккеля (или станы с моталками в печах)–
18 February 2019
10. Станы Стеккеля (или станы с моталками в печах)–
18 February 2019
18 February 2019
18 February 2019
11. Листовые станы холодной прокатки (ЛХП) − подразделяются на
18 February 2019
11. Листовые станы холодной прокатки (ЛХП) − подразделяются на
18 February 2019
12. Дрессировочные станы – для холодной прокатки листов и
18 February 2019
12. Дрессировочные станы – для холодной прокатки листов и
18 February 2019
13. Трубопрокатные станы (агрегаты) – отличаются большим разнооб-
разием конструкций.
18 February 2019
13. Трубопрокатные станы (агрегаты) – отличаются большим разнооб-
разием конструкций.
18 February 2019
14. Станы специального назначения – для производства специального проката.
18 February 2019
14. Станы специального назначения – для производства специального проката.

18 February 2019
18 February 2019
18 February 2019
б) станы для прокатки круглых периодических профилей − ступенчатых
18 February 2019
б) станы для прокатки круглых периодических профилей − ступенчатых
18 February 2019
в) станы для прокатки коротких тел вращения в винтовых
18 February 2019
в) станы для прокатки коротких тел вращения в винтовых
18 February 2019
г) станы для прокатки профилей с винтовой поверхностью –
18 February 2019
г) станы для прокатки профилей с винтовой поверхностью –
18 February 2019
д) станы для прокатки сверл – посредством процесса продольно-винтовой
18 February 2019
д) станы для прокатки сверл – посредством процесса продольно-винтовой
18 February 2019
е) станы для прокатки зубчатых колес – посредством процесса
18 February 2019
е) станы для прокатки зубчатых колес – посредством процесса
18 February 2019
ж) кольцепрокатные станы – для производства колец диаметром 200÷6000мм,
18 February 2019
ж) кольцепрокатные станы – для производства колец диаметром 200÷6000мм,
18 February 2019
18 February 2019
 Структура и правила оформления реферата. Публичные выступления
Структура и правила оформления реферата. Публичные выступления В царстве грибов.
В царстве грибов. We fight for your flight right
We fight for your flight right Комнатные цветы в интерьере
Комнатные цветы в интерьере Основные понятия и процессы, определяющие бурение скважины в осложненных и аварийных условиях. Лекция 1
Основные понятия и процессы, определяющие бурение скважины в осложненных и аварийных условиях. Лекция 1 Тренинг-центр Фантаз. Нематериальная мотивация
Тренинг-центр Фантаз. Нематериальная мотивация Нахождение значений дробных выражений. 6 класс
Нахождение значений дробных выражений. 6 класс Part 1_ Global International Financial Institutions
Part 1_ Global International Financial Institutions Конспект НОД воспитателя с детьми старшей группы по теме Насекомые.
Конспект НОД воспитателя с детьми старшей группы по теме Насекомые. Дары осени нашему здоровью
Дары осени нашему здоровью Урок в технологии системно-деятельностного подхода
Урок в технологии системно-деятельностного подхода Бойове застосування КЗА 86Ж6. Взаємодія оператора з cпецобчислювачем. (Тема 8.5)
Бойове застосування КЗА 86Ж6. Взаємодія оператора з cпецобчислювачем. (Тема 8.5) Презентация Правила дорожного движение знать нужно всем без исключения.
Презентация Правила дорожного движение знать нужно всем без исключения. Семинар по истории культуры. Отличие садово-паркового искусства Китая и Японии
Семинар по истории культуры. Отличие садово-паркового искусства Китая и Японии Автоматизированные системы управления в транспортной логистике
Автоматизированные системы управления в транспортной логистике Организация исследовательское деятельности в учебном процессе. Из опыта работы учителя географии
Организация исследовательское деятельности в учебном процессе. Из опыта работы учителя географии Основы радиорелейной и тропосферной связи. (Тема 1.7)
Основы радиорелейной и тропосферной связи. (Тема 1.7) Компьютерные технологии и их роль в воспитательном процессе
Компьютерные технологии и их роль в воспитательном процессе Уголовное право. Раздел второй
Уголовное право. Раздел второй Презентация Мы - союз народов России
Презентация Мы - союз народов России Особенности государственного управления особыми экономическими зонами на примере Ульяновской ПОЭЗ
Особенности государственного управления особыми экономическими зонами на примере Ульяновской ПОЭЗ SMM-продвижение. Процесс привлечения внимания через социальные сети
SMM-продвижение. Процесс привлечения внимания через социальные сети Медицина XIX века
Медицина XIX века Информация о стажировке. Компания Halliburton
Информация о стажировке. Компания Halliburton Композиции рекламного текста. Первый уровень AIDA
Композиции рекламного текста. Первый уровень AIDA Преступления против собственности
Преступления против собственности ВКР: Разработка проекта СТО СМК Внутренний аудит для повышения качества соды кальцинированной
ВКР: Разработка проекта СТО СМК Внутренний аудит для повышения качества соды кальцинированной Специфика восприятия пространства и времени в разных культурных группах
Специфика восприятия пространства и времени в разных культурных группах