- Глубокая печать. Рулонная машина глубокой печати

Содержание
- 2. Схема печатной секции рулонной машины глубокой печати. Вид рулонной машины глубокой печати: ряд печатных секций с
- 3. Изготовление формных цилиндров Быстросъемная гильза формного цилиндра Различные методы получение медного покрытия на формном цилиндре глубокой
- 4. Метод электронно-механического гравирования Ячейки, выгравированные электромеханическим способом (максимальная глубина гравирования) Гравировальная машина для электро-механического гравирования с
- 5. Лазерное гравирование печатных форм Технология непрямого (косвенного) гравирования Для снижения нагрузки на производственные печатные машины пробная
- 6. Хранение и смена формных цилиндров Самый простой способ замены формного цилиндра в печатной машине – перемещение
- 7. Пресс-цилиндр На рисунке изображен печатный цилиндр с расположенными в его полости гидростатическими элементами. Они действуют как
- 8. Красочный аппарат и ракельное устройство Красочная секция глубокой печати: А) принципиальная схема; Б) ракельное устройство (зона
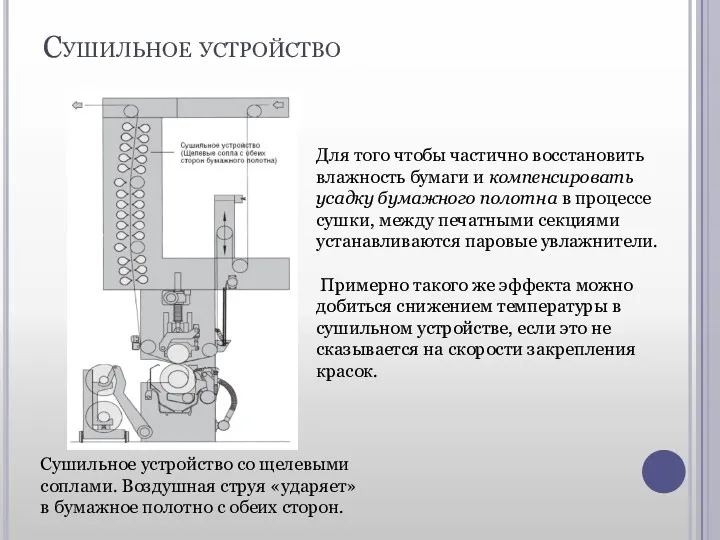
- 9. Сушильное устройство Сушильное устройство со щелевыми соплами. Воздушная струя «ударяет» в бумажное полотно с обеих сторон.
- 10. Магазин поворотных штанг С их помощью отдельные ленты, число которых может превышать 20 , полученные при
- 11. Устройство для продольной разрезки бумажного полотна в надстройке машины глубокой печати, установленное над магазином поворотных штанг.
- 12. Магазин поворотных штанг с односторонним (консольным) креплением; поворотная штанга может устанавливаться в двух положениях. Магазин поворотных
- 13. Фальцаппарат в глубокой печати Резальная секция фальцаппарата переменного формата расположена отдельно . Она состоит из резального
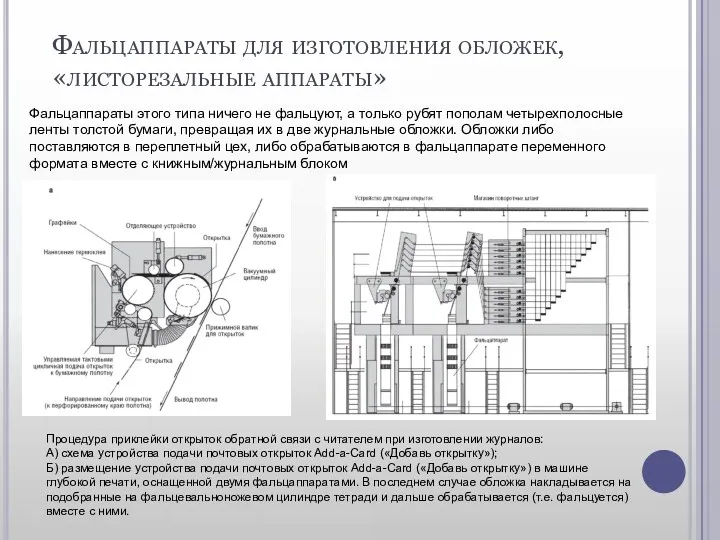
- 14. Фальцаппараты для изготовления обложек, «листорезальные аппараты» Фальцаппараты этого типа ничего не фальцуют, а только рубят пополам
- 15. В тех случаях, когда стоит задача выпуска газет одного из стандартных малых газетных форматов, машины глубокой
- 16. Рулонная зарядка Конструкция опоры для смены рулона без останова машины Опора для смены рулона без остановки
- 18. Скачать презентацию
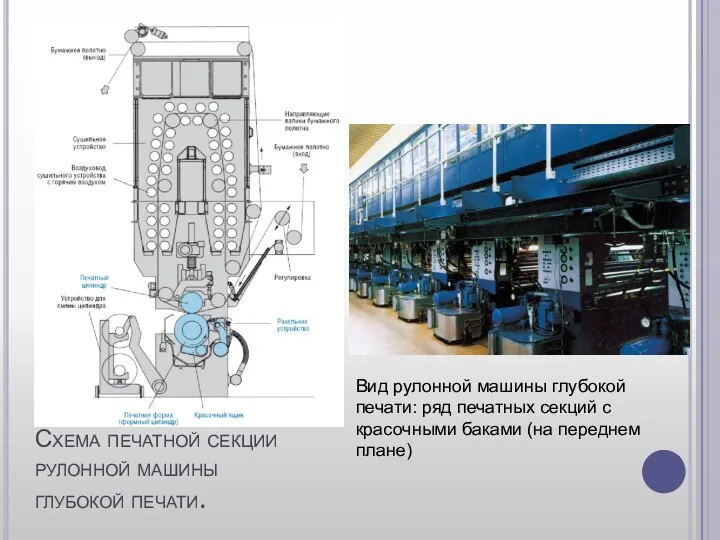
Схема печатной секции рулонной машины
глубокой печати.
Вид рулонной машины глубокой печати: ряд
Схема печатной секции рулонной машины
глубокой печати.
Вид рулонной машины глубокой печати: ряд
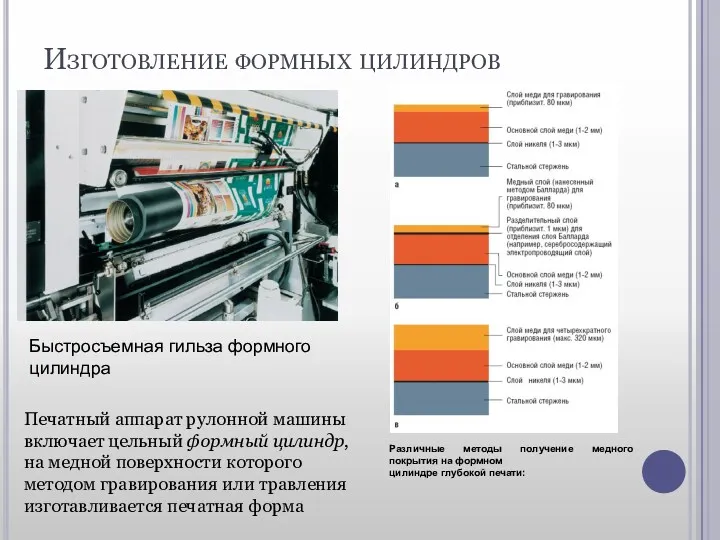
Изготовление формных цилиндров
Быстросъемная гильза формного цилиндра
Различные методы получение медного покрытия на
Изготовление формных цилиндров
Быстросъемная гильза формного цилиндра
Различные методы получение медного покрытия на

Метод электронно-механического гравирования
Ячейки, выгравированные электромеханическим способом (максимальная глубина гравирования)
Гравировальная машина для
Метод электронно-механического гравирования
Ячейки, выгравированные электромеханическим способом (максимальная глубина гравирования)
Гравировальная машина для

Лазерное гравирование печатных форм
Технология непрямого (косвенного) гравирования
Для снижения нагрузки на производственные
Лазерное гравирование печатных форм
Технология непрямого (косвенного) гравирования
Для снижения нагрузки на производственные

Хранение и смена формных цилиндров
Самый простой способ замены формного цилиндра в
Хранение и смена формных цилиндров
Самый простой способ замены формного цилиндра в
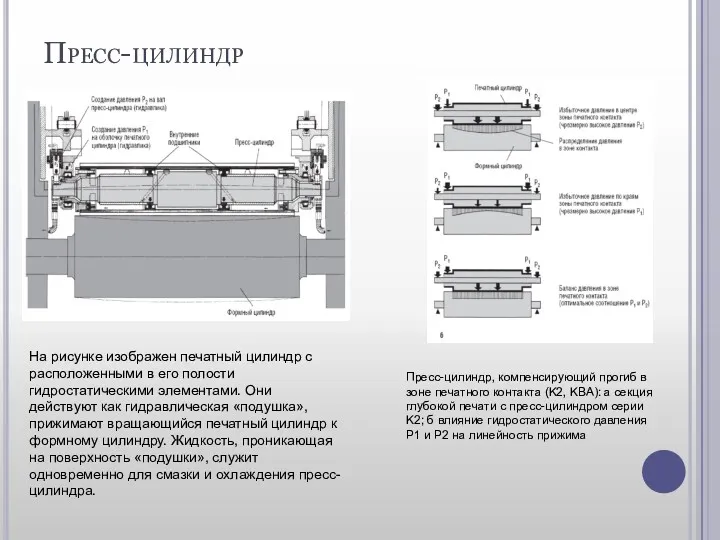
Пресс-цилиндр
На рисунке изображен печатный цилиндр с расположенными в его полости гидростатическими
Пресс-цилиндр
На рисунке изображен печатный цилиндр с расположенными в его полости гидростатическими
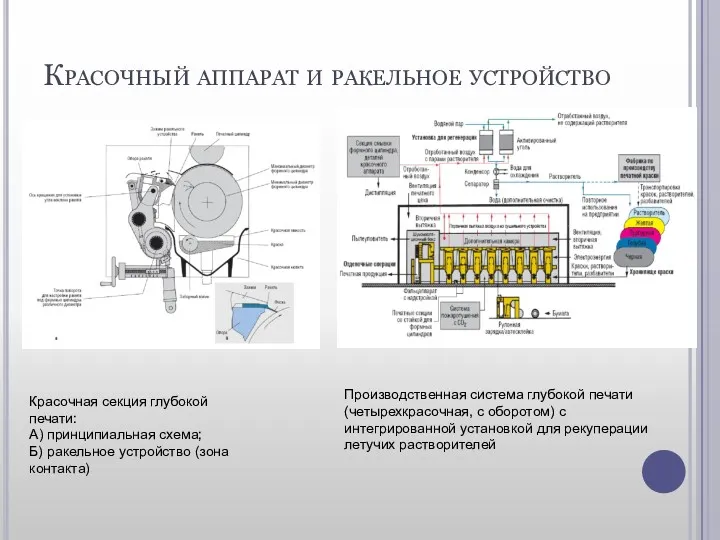
Красочный аппарат и ракельное устройство
Красочная секция глубокой печати:
А) принципиальная схема;
Б) ракельное
Красочный аппарат и ракельное устройство
Красочная секция глубокой печати:
А) принципиальная схема;
Б) ракельное
Сушильное устройство
Сушильное устройство со щелевыми соплами. Воздушная струя «ударяет» в бумажное
Сушильное устройство
Сушильное устройство со щелевыми соплами. Воздушная струя «ударяет» в бумажное

Магазин поворотных штанг
С их помощью отдельные ленты, число которых может превышать
Магазин поворотных штанг
С их помощью отдельные ленты, число которых может превышать
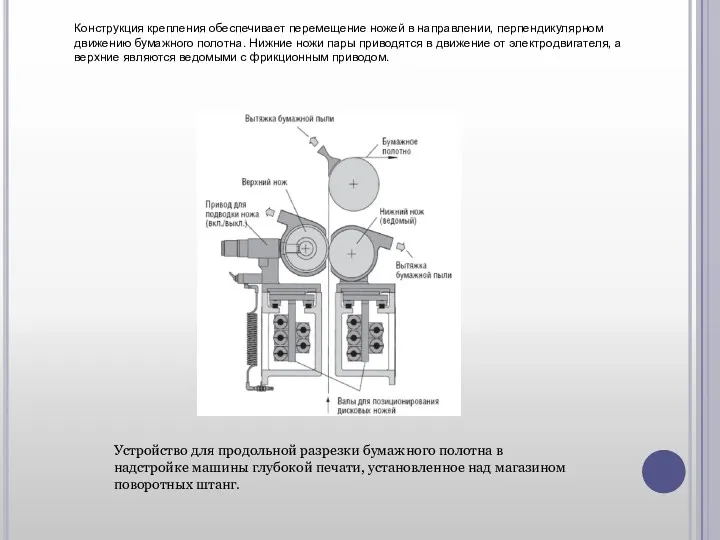
Устройство для продольной разрезки бумажного полотна в надстройке машины глубокой печати,
Устройство для продольной разрезки бумажного полотна в надстройке машины глубокой печати,
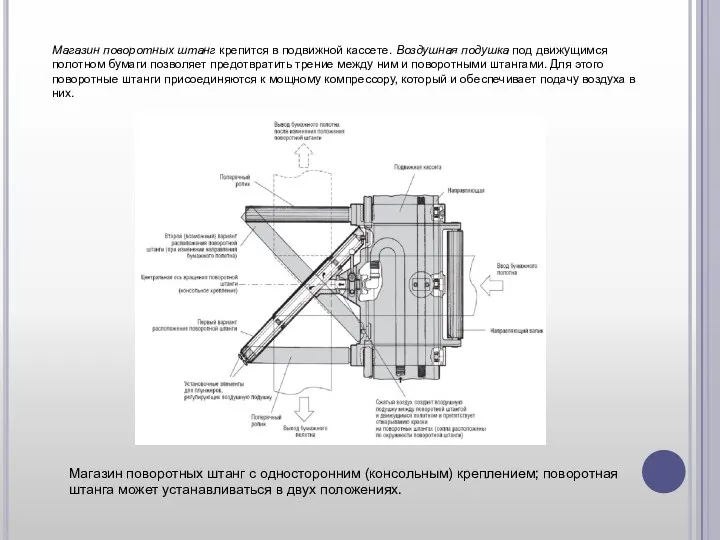
Магазин поворотных штанг с односторонним (консольным) креплением; поворотная штанга может устанавливаться
Магазин поворотных штанг с односторонним (консольным) креплением; поворотная штанга может устанавливаться

Фальцаппарат в глубокой печати
Резальная секция фальцаппарата переменного формата расположена отдельно .
Фальцаппарат в глубокой печати
Резальная секция фальцаппарата переменного формата расположена отдельно .
Фальцаппараты для изготовления обложек, «листорезальные аппараты»
Фальцаппараты этого типа ничего не фальцуют,
Фальцаппараты для изготовления обложек, «листорезальные аппараты»
Фальцаппараты этого типа ничего не фальцуют,
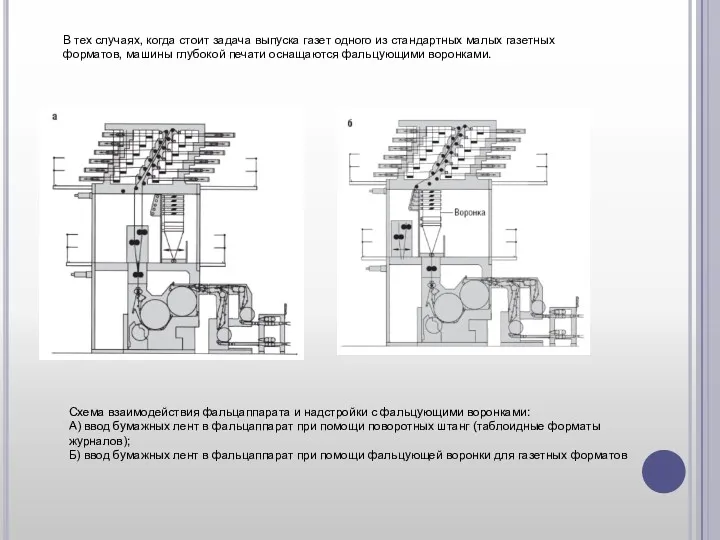
В тех случаях, когда стоит задача выпуска газет одного из стандартных
В тех случаях, когда стоит задача выпуска газет одного из стандартных
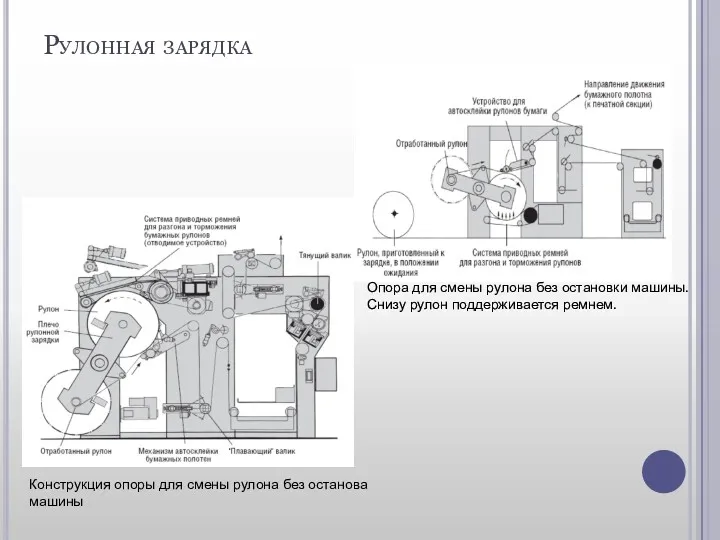
Рулонная зарядка
Конструкция опоры для смены рулона без останова машины
Опора для смены
Рулонная зарядка
Конструкция опоры для смены рулона без останова машины
Опора для смены
 Многообразие живого мира. Уровни организации живой материи
Многообразие живого мира. Уровни организации живой материи Какую роль играет религия в жизни современного российского общества
Какую роль играет религия в жизни современного российского общества Презентация о школе
Презентация о школе Практическая работа Получение уксусной кислоты и опыты с ней
Практическая работа Получение уксусной кислоты и опыты с ней Изображение рельефа на плане местности
Изображение рельефа на плане местности Мировая религия пастафарианство
Мировая религия пастафарианство Презентация по бисероплетению
Презентация по бисероплетению как подготовить и провести интегрированный урок
как подготовить и провести интегрированный урок Презентация Згоднев
Презентация Згоднев Базовые понятия реляционных баз данных. Лекция 6
Базовые понятия реляционных баз данных. Лекция 6 Олимпийские игры От древности до современности
Олимпийские игры От древности до современности Понятие, функции, виды религии
Понятие, функции, виды религии Презентация по методической теме: Балаларда туган җиребезгә мәхәббәт, аның табигатенә карата сакчыл караш тәрбияләү һәм экологик тәрбия бирү 2011-2015 год
Презентация по методической теме: Балаларда туган җиребезгә мәхәббәт, аның табигатенә карата сакчыл караш тәрбияләү һәм экологик тәрбия бирү 2011-2015 год : Вежливость.
: Вежливость. Портфолио модели и фотографа
Портфолио модели и фотографа Прекрасные дамы Елизаветинского времени. Елизавета I и другие
Прекрасные дамы Елизаветинского времени. Елизавета I и другие Основы исторического знания
Основы исторического знания Театральные профессии
Театральные профессии Переодические и непериодические бесконечные десятичные дроби
Переодические и непериодические бесконечные десятичные дроби История метода проектов в педагогике
История метода проектов в педагогике Трансплантология - создаем нового человека
Трансплантология - создаем нового человека Тайна бумажного листа
Тайна бумажного листа Палеография эпохи феодализма
Палеография эпохи феодализма План выполнения Ремонтной программы ООО Газпром теплоэнерго наименование ДО на 2021 год
План выполнения Ремонтной программы ООО Газпром теплоэнерго наименование ДО на 2021 год Основы религиозных культур и светской этики. Родительское собрание
Основы религиозных культур и светской этики. Родительское собрание Веселый мир Оригами - презентация
Веселый мир Оригами - презентация Терехин. Герой без Золотой звезды!
Терехин. Герой без Золотой звезды! Разложение по переменным. ДМ 2. ДНФ и КНФ
Разложение по переменным. ДМ 2. ДНФ и КНФ