- Характеристики способов сварки. (Лекция 3)

Содержание
- 2. СОДЕРЖАНИЕ ЛЕКЦИИ №3 Тема 3. Характеристики способов сварки Классификация способов сварки давлением по основным параметрам процесса
- 3. Формы основных элементарных ячеек пространственных кристаллических решеток: 1 – ОЦК; 2 – ГЦК; 3 – гексагональная
- 4. Структура поверхности металлов А – глубинные слои металла; Б – металлооксидная эвтектика внешнего кристаллического слоя; В
- 5. Схема контактирования идеально ровной поверхности и поверхности с шероховатостью Профилограмма поверхности алюминиевой пластины после зачистки наждачной
- 6. На первой стадии начинается сближение атомов, устраняются неровности и поверхностные пленки. Атомы сближаются на расстояние, необходимое
- 8. Классификация основных способов сварки давлением по основным технологическим параметрам процесса
- 9. Схемы процессов контактной сварки Контактная сварка: а - точечная; б – рельефная; в – шовная; г
- 10. Основные источники тепла при сварке на переменном и постоянном токе Нагрев и плавление металла в зоне
- 11. Основные источники тепла при сварке на переменном и постоянном токе Явлением Пельтье называется выделение или поглощение
- 12. Электрическое сопротивление зоны нагрева. Под контактными сопротивлениями при различных способах контактной сварки понимают сопротивления, сосредоточенные в
- 13. Электрическое сопротивление зоны нагрева. При стыковой сварке на постоянном токе сопротивление каждой выступающей из зажимов детали
- 14. r-u характеристики свариваемых контактов Зависимость сопротивления контакта rк от падения напряжения на нем называется r-u характеристикой.
- 15. Особенности электрических и температурных полей, объемной пластической деформации При контактной сварке в зоне соединения протекают сложные
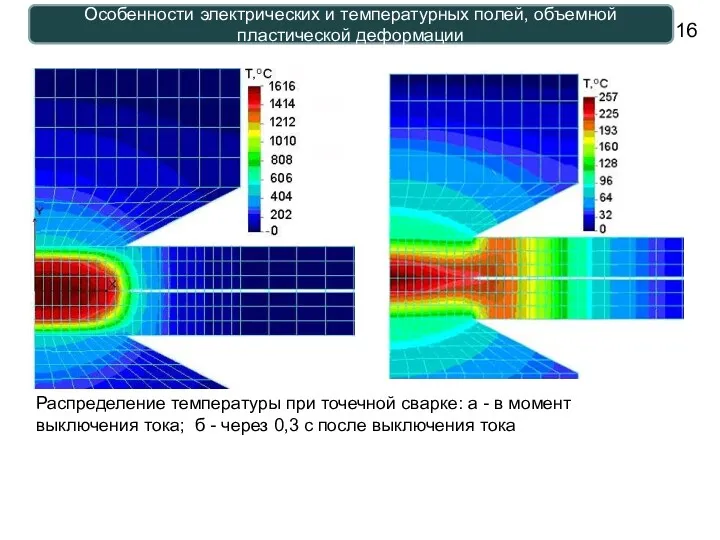
- 16. Особенности электрических и температурных полей, объемной пластической деформации Распределение температуры при точечной сварке: а - в
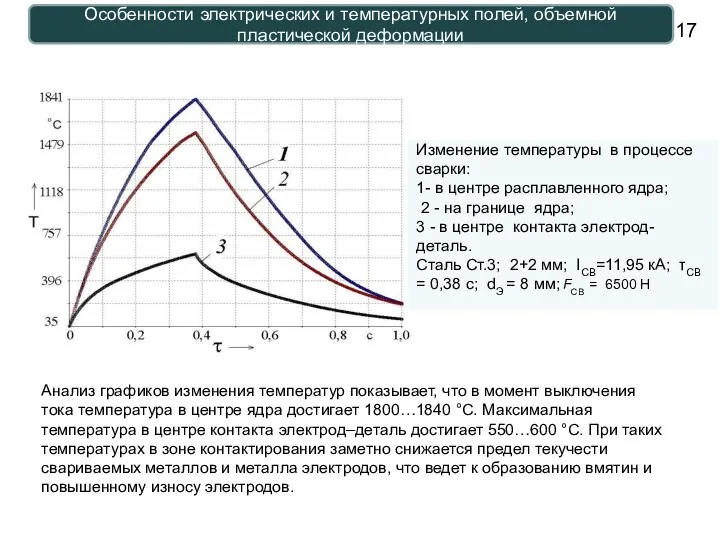
- 17. Особенности электрических и температурных полей, объемной пластической деформации Анализ графиков изменения температур показывает, что в момент
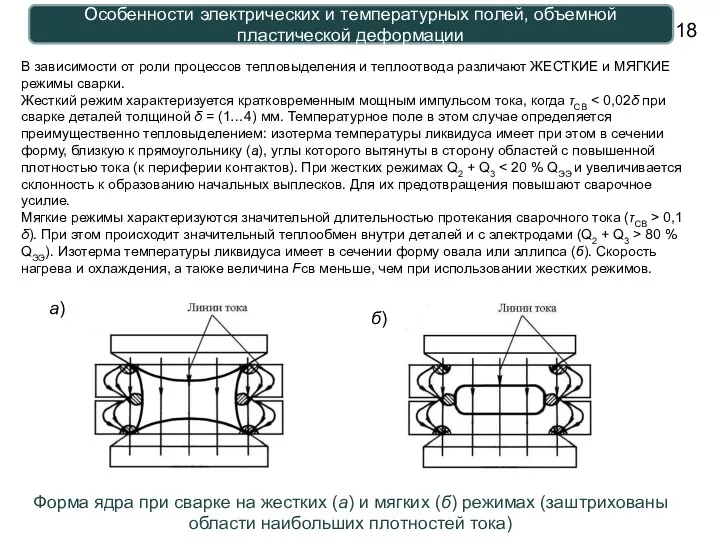
- 18. Особенности электрических и температурных полей, объемной пластической деформации В зависимости от роли процессов тепловыделения и теплоотвода
- 20. Скачать презентацию
СОДЕРЖАНИЕ ЛЕКЦИИ №3
Тема 3. Характеристики способов сварки
Классификация способов сварки давлением по
СОДЕРЖАНИЕ ЛЕКЦИИ №3
Тема 3. Характеристики способов сварки
Классификация способов сварки давлением по
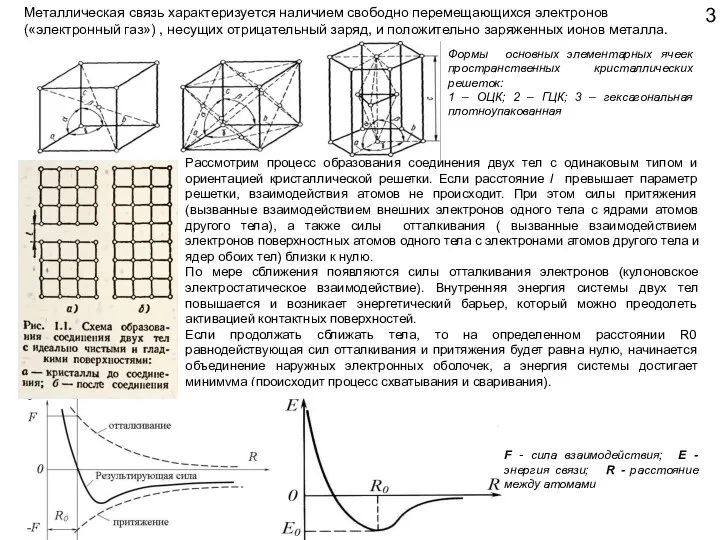
Формы основных элементарных ячеек пространственных кристаллических решеток:
1 – ОЦК; 2 –
Формы основных элементарных ячеек пространственных кристаллических решеток:
1 – ОЦК; 2 –
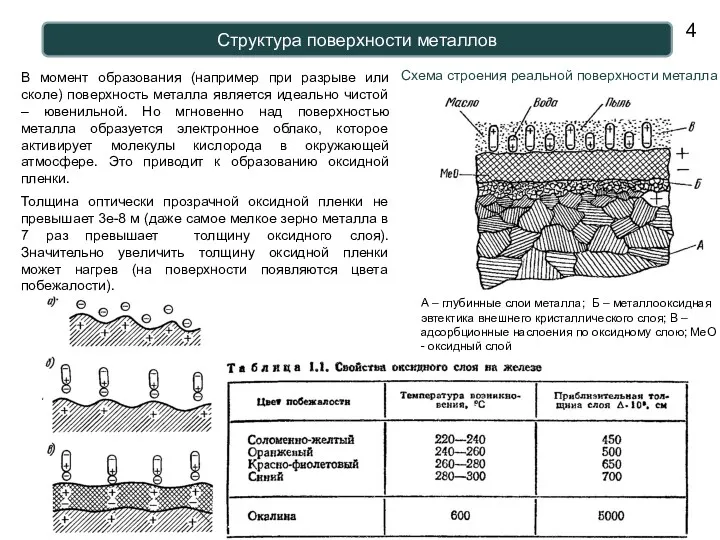
Структура поверхности металлов
А – глубинные слои металла; Б – металлооксидная эвтектика
Структура поверхности металлов
А – глубинные слои металла; Б – металлооксидная эвтектика
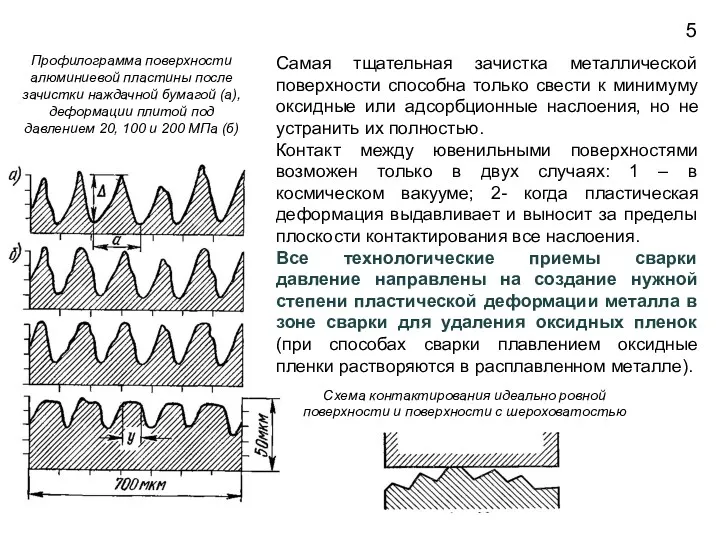
Схема контактирования идеально ровной поверхности и поверхности с шероховатостью
Профилограмма поверхности алюминиевой
Схема контактирования идеально ровной поверхности и поверхности с шероховатостью
Профилограмма поверхности алюминиевой
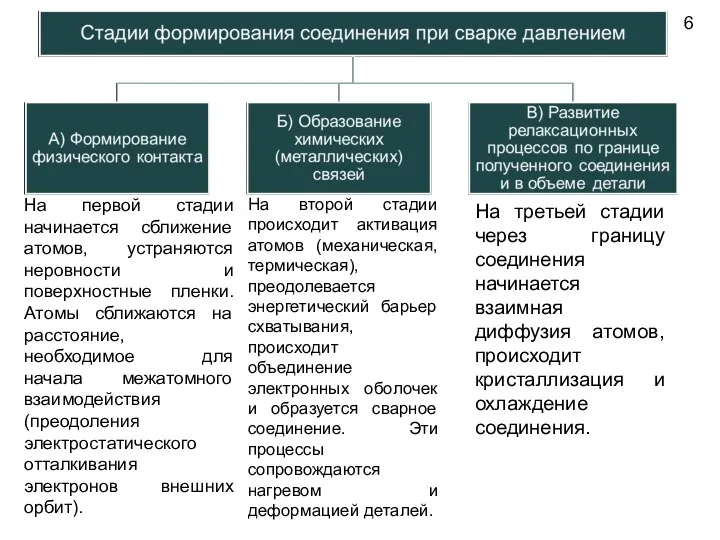
На первой стадии начинается сближение атомов, устраняются неровности и поверхностные пленки.
На первой стадии начинается сближение атомов, устраняются неровности и поверхностные пленки.
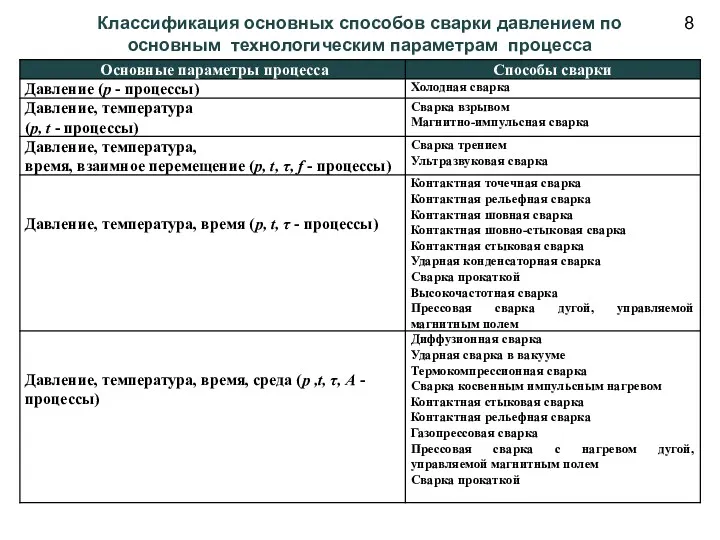
Классификация основных способов сварки давлением по основным технологическим параметрам процесса
Классификация основных способов сварки давлением по основным технологическим параметрам процесса
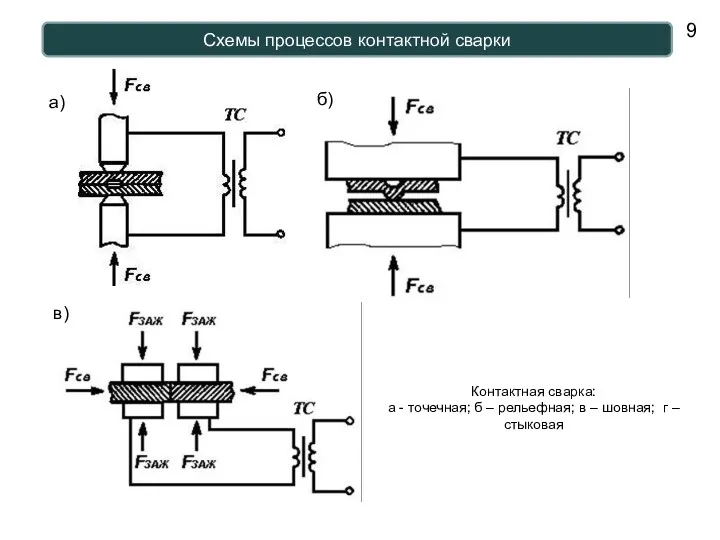
Схемы процессов контактной сварки
Контактная сварка:
а - точечная; б – рельефная;
Схемы процессов контактной сварки
Контактная сварка:
а - точечная; б – рельефная;
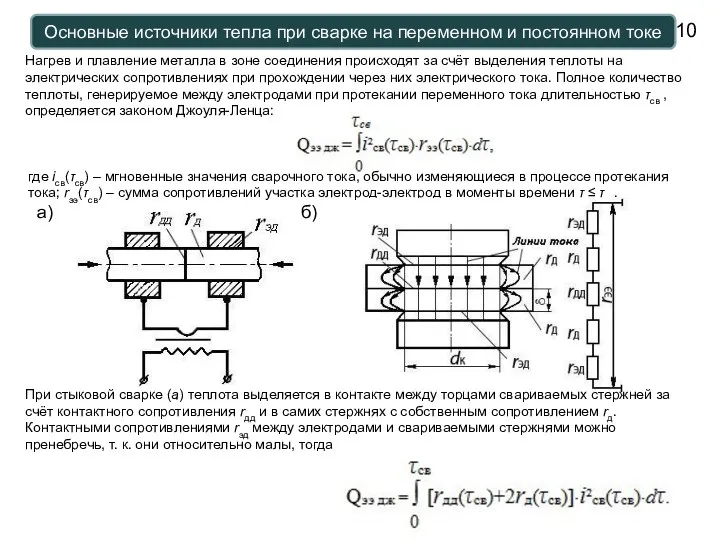
Основные источники тепла при сварке на переменном и постоянном токе
Нагрев и
Основные источники тепла при сварке на переменном и постоянном токе
Нагрев и
Основные источники тепла при сварке на переменном и постоянном токе
Явлением Пельтье
Основные источники тепла при сварке на переменном и постоянном токе
Явлением Пельтье

Электрическое сопротивление зоны нагрева.
Под контактными сопротивлениями при различных способах контактной
Электрическое сопротивление зоны нагрева.
Под контактными сопротивлениями при различных способах контактной
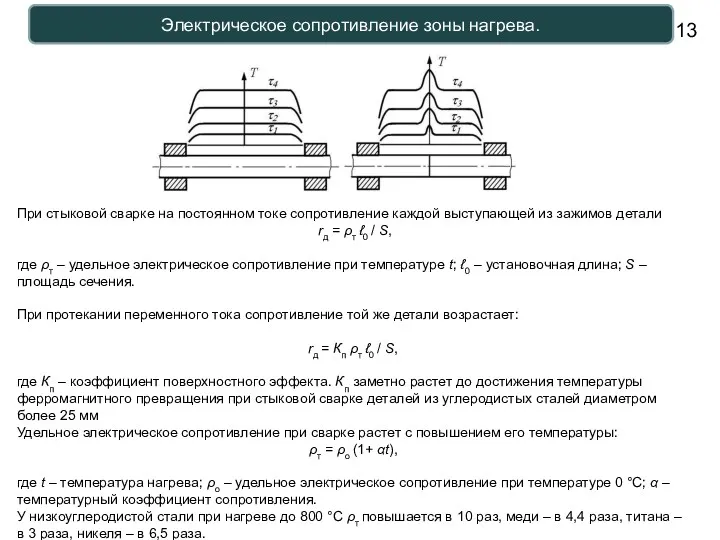
Электрическое сопротивление зоны нагрева.
При стыковой сварке на постоянном токе сопротивление
Электрическое сопротивление зоны нагрева.
При стыковой сварке на постоянном токе сопротивление

r-u характеристики свариваемых контактов
Зависимость сопротивления контакта rк от падения напряжения на
r-u характеристики свариваемых контактов
Зависимость сопротивления контакта rк от падения напряжения на
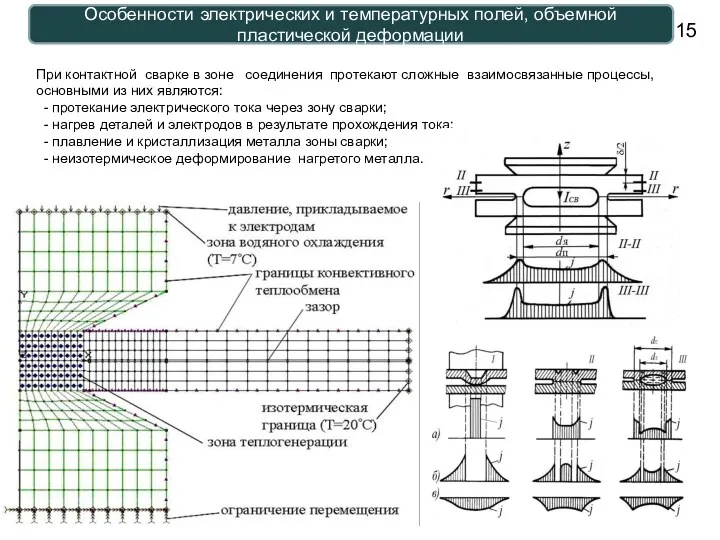
Особенности электрических и температурных полей, объемной пластической деформации
При контактной сварке в
Особенности электрических и температурных полей, объемной пластической деформации
При контактной сварке в
Особенности электрических и температурных полей, объемной пластической деформации
Распределение температуры при точечной
Особенности электрических и температурных полей, объемной пластической деформации
Распределение температуры при точечной
Особенности электрических и температурных полей, объемной пластической деформации
Анализ графиков изменения температур
Особенности электрических и температурных полей, объемной пластической деформации
Анализ графиков изменения температур
Особенности электрических и температурных полей, объемной пластической деформации
В зависимости от роли
Особенности электрических и температурных полей, объемной пластической деформации
В зависимости от роли
 Инструкция Как скачивать с Youtuba
Инструкция Как скачивать с Youtuba Религия в современном мире. Урок 20
Религия в современном мире. Урок 20 Система координации, экстрапирамидная система, симптомы поражения
Система координации, экстрапирамидная система, симптомы поражения Пути реабилитации детей с диагнозом ЗПР на примере МАДОУ комбинированного вида № 1 г. Хабаровска
Пути реабилитации детей с диагнозом ЗПР на примере МАДОУ комбинированного вида № 1 г. Хабаровска Герой й неповторимой эпохи
Герой й неповторимой эпохи Действительные причастия настоящего и прошедшего времени (урок русского языка в 6 классе)
Действительные причастия настоящего и прошедшего времени (урок русского языка в 6 классе) Построение автоматической воронки продаж
Построение автоматической воронки продаж Сегментирование международных рынков
Сегментирование международных рынков Особенности установки различных операционных систем. Занятие 12
Особенности установки различных операционных систем. Занятие 12 Нервова система
Нервова система мастер-класс по созданию интерактивной презентации
мастер-класс по созданию интерактивной презентации презентацияВолшебный мир театра
презентацияВолшебный мир театра Мовленнєвий етикет в діловому спілкуванні
Мовленнєвий етикет в діловому спілкуванні Рідкісний випадок ішемічного інсульту як ускладнення перерваної странгуляційної механічної асфіксії
Рідкісний випадок ішемічного інсульту як ускладнення перерваної странгуляційної механічної асфіксії Урок географии Рельеф Земли 7 класс
Урок географии Рельеф Земли 7 класс Многофигурная композиция
Многофигурная композиция РФ внешняя политика 90гг
РФ внешняя политика 90гг Изготавлние поздравительной открытки к 8 мрта
Изготавлние поздравительной открытки к 8 мрта Каучук и резина. История открытия каучука
Каучук и резина. История открытия каучука Устройства гидротехнических сооружений
Устройства гидротехнических сооружений Жизнь и деятельность Менделеева Д.И.
Жизнь и деятельность Менделеева Д.И. Proposed Architecture Karachaganak V3 various options
Proposed Architecture Karachaganak V3 various options Про Деда Мороза
Про Деда Мороза презинтация гендерное развитие.
презинтация гендерное развитие. Конструктивная характеристика одежды, обуви и кожгалантерейных изделий
Конструктивная характеристика одежды, обуви и кожгалантерейных изделий Презентация Играем с Машей по лексической теме Части тела.
Презентация Играем с Машей по лексической теме Части тела. Болезни нервной системы
Болезни нервной системы Конспект родительского собрания 2 класс
Конспект родительского собрания 2 класс