- Химико-термическая обработка металлов и сплавов

Содержание
- 2. ХТО — это процесс поверхностного насыщения стали каким-либо элементом (углеродом, азотом или тем и другим одновременно,
- 3. Наиболее распространенные виды химико-термической обработки стали — цементация, азотирование и цианирование.
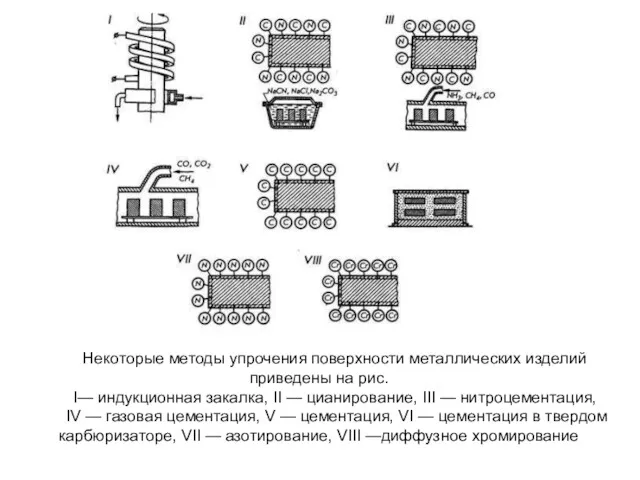
- 4. Некоторые методы упрочения поверхности металлических изделий приведены на рис. I— индукционная закалка, II — цианирование, III
- 5. Цементация — процесс заключающийся в диффузионном насыщении поверхностного слоя стали углеродом при нагреве в соответствующей среде.
- 6. Цементация может проводиться в твердых, газообразных и жидких углеродсодержащих средах, которые называются карбюризаторами. Цементация в твердом
- 7. Для цементации в твердом карбюризаторе детали помещают в цементационный (стальной) ящик и засыпают карбюризатором. Упаковка деталей
- 8. При нагреве протекают следующие процессы. Углерод угля соединяется с кислородом воздуха, находящимся в ящике, и образуется
- 9. Азотирование — это технологический процесс химико-термической обработки, при которой поверхность различных металлов или сплавов насыщают азотом
- 10. Металлы и сплавы, подвергаемые азотированию Стали углеродистые и легированные, конструкционные и инструментальные. Высокохромистые чугуны, высокохромистые износоустойчивые
- 11. Назначение азотирования Упрочнение поверхности Защита от коррозии Повышение усталостной прочности В зависимости от назначения используемые технологические
- 12. Основные процессы азотирования Газовое азотирование Насыщение поверхности металла производится при температурах от 400 (для некоторых сталей)
- 13. Каталитическое газовое азотирование Это последняя модификация технологии газового азотирования. Средой для насыщения является аммиак, диссоциированный при
- 14. Ионно-плазменное азотирование Технология насыщения металлических изделий в азотсодержащем вакууме (примерно 0,01 атм.), в котором возбуждается тлеющий
- 15. Оборудование для азотирования Для проведения газового азотирования используются преимущественно шахтные, ретортные и камерные печи. Для подготовки
- 17. Скачать презентацию
ХТО — это процесс поверхностного насыщения стали каким-либо элементом (углеродом, азотом или тем
ХТО — это процесс поверхностного насыщения стали каким-либо элементом (углеродом, азотом или тем
Наиболее распространенные виды химико-термической обработки стали — цементация, азотирование и цианирование.
Наиболее распространенные виды химико-термической обработки стали — цементация, азотирование и цианирование.
Некоторые методы упрочения поверхности металлических изделий приведены на рис.
I— индукционная закалка, II
Некоторые методы упрочения поверхности металлических изделий приведены на рис.
I— индукционная закалка, II
Цементация — процесс заключающийся в диффузионном насыщении поверхностного слоя стали углеродом при нагреве
Цементация — процесс заключающийся в диффузионном насыщении поверхностного слоя стали углеродом при нагреве
Цементация может проводиться в твердых, газообразных и жидких углеродсодержащих средах, которые называются карбюризаторами.
Цементация
Цементация может проводиться в твердых, газообразных и жидких углеродсодержащих средах, которые называются карбюризаторами.
Цементация
Для цементации в твердом карбюризаторе детали помещают в цементационный (стальной) ящик и засыпают
Для цементации в твердом карбюризаторе детали помещают в цементационный (стальной) ящик и засыпают
При нагреве протекают следующие процессы. Углерод угля соединяется с кислородом воздуха, находящимся в
При нагреве протекают следующие процессы. Углерод угля соединяется с кислородом воздуха, находящимся в
Азотирование — это технологический процесс химико-термической обработки, при которой поверхность различных металлов или сплавов
Азотирование — это технологический процесс химико-термической обработки, при которой поверхность различных металлов или сплавов
Металлы и сплавы, подвергаемые азотированию
Стали углеродистые и легированные, конструкционные и инструментальные.
Высокохромистые чугуны, высокохромистые
Металлы и сплавы, подвергаемые азотированию
Стали углеродистые и легированные, конструкционные и инструментальные.
Высокохромистые чугуны, высокохромистые
Назначение азотирования
Упрочнение поверхности
Защита от коррозии
Повышение усталостной прочности
В зависимости от назначения используемые технологические процессы
Назначение азотирования
Упрочнение поверхности
Защита от коррозии
Повышение усталостной прочности
В зависимости от назначения используемые технологические процессы
Основные процессы азотирования
Газовое азотирование
Насыщение поверхности металла производится при температурах от 400 (для некоторых
Основные процессы азотирования
Газовое азотирование
Насыщение поверхности металла производится при температурах от 400 (для некоторых
Каталитическое газовое азотирование
Это последняя модификация технологии газового азотирования. Средой для насыщения является аммиак,
Каталитическое газовое азотирование
Это последняя модификация технологии газового азотирования. Средой для насыщения является аммиак,
Ионно-плазменное азотирование
Технология насыщения металлических изделий в азотсодержащем вакууме (примерно 0,01 атм.), в котором
Ионно-плазменное азотирование
Технология насыщения металлических изделий в азотсодержащем вакууме (примерно 0,01 атм.), в котором
Оборудование для азотирования
Для проведения газового азотирования используются преимущественно шахтные, ретортные и камерные печи.
Оборудование для азотирования
Для проведения газового азотирования используются преимущественно шахтные, ретортные и камерные печи.
 Аналіз інноваційно-інвестиційної діяльності підприємства ПАТ Полтавський завод медичного скла
Аналіз інноваційно-інвестиційної діяльності підприємства ПАТ Полтавський завод медичного скла Трудовое обучение День Космонавтики
Трудовое обучение День Космонавтики Надкостный остеосинтез
Надкостный остеосинтез Амбулаторно - поликлиническая помощь наслению
Амбулаторно - поликлиническая помощь наслению Особенности питания детей и подростков
Особенности питания детей и подростков Папа римський Інокентій ІІІ
Папа римський Інокентій ІІІ Анализ актуальности
Анализ актуальности Молодежь. Творчество. Профессионализм
Молодежь. Творчество. Профессионализм Нейлон та його властивості
Нейлон та його властивості Регуляция дыхания. Болезни органов дыхания и их предупреждение
Регуляция дыхания. Болезни органов дыхания и их предупреждение подарок маме на 8 марта
подарок маме на 8 марта Армия России
Армия России профессиональное выгорание педагогов: причины, способы избавления
профессиональное выгорание педагогов: причины, способы избавления 15025-ekspedirovanie-gruza.ppt
15025-ekspedirovanie-gruza.ppt Презентация к уроку Соотношения между сторонами и углами треугольника. Неравенства треугольника.
Презентация к уроку Соотношения между сторонами и углами треугольника. Неравенства треугольника. Региональная экономика
Региональная экономика Праздник Пусть всегда будет солнце!
Праздник Пусть всегда будет солнце! Виды информации по форме представления
Виды информации по форме представления Низшие беспозвоночные
Низшие беспозвоночные Мастер-класс Букет роз. Подарки к праздникам своими руками
Мастер-класс Букет роз. Подарки к праздникам своими руками Клепка. Слесарное дело
Клепка. Слесарное дело Scanning tunneling microscope (STM)
Scanning tunneling microscope (STM) 149512
149512 Письменность и знания древних египтян
Письменность и знания древних египтян Обезвоживание. Контроль и опробование
Обезвоживание. Контроль и опробование История баскетбола
История баскетбола Научная работа как результат научной деятельности
Научная работа как результат научной деятельности Проект Что в имени тебе моём....?
Проект Что в имени тебе моём....?